Спосіб дифузійного зварювання металів
Номер патенту: 47368
Опубліковано: 25.01.2010
Автори: Квасницький Вячеслав Федорович, Матвієнко Максим Валентинович, Коваль Миколай Миколайович, Маркашова Людмила Іванівна, Квасницький Віктор Вячеславович, Іванов Юрій Федорович
Формула / Реферат
1. Спосіб дифузійного зварювання металів, що включає нагрівання з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що з'єднувані поверхні попередньо обробляють високострумовим імпульсним електронним пучком.
2. Спосіб за п. 1, який відрізняється тим, що щільність потужності електронного пучка вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини модифікування.
Текст
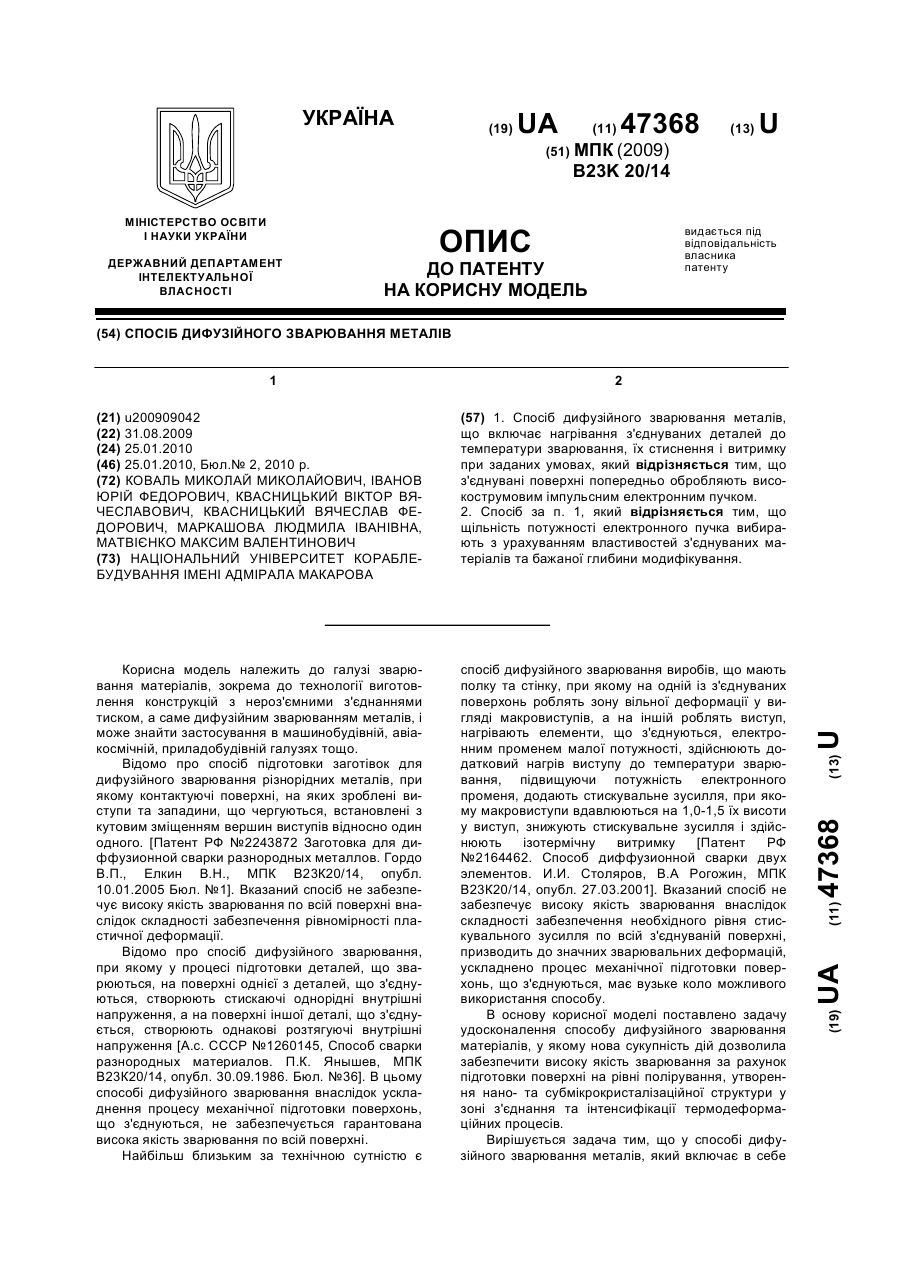
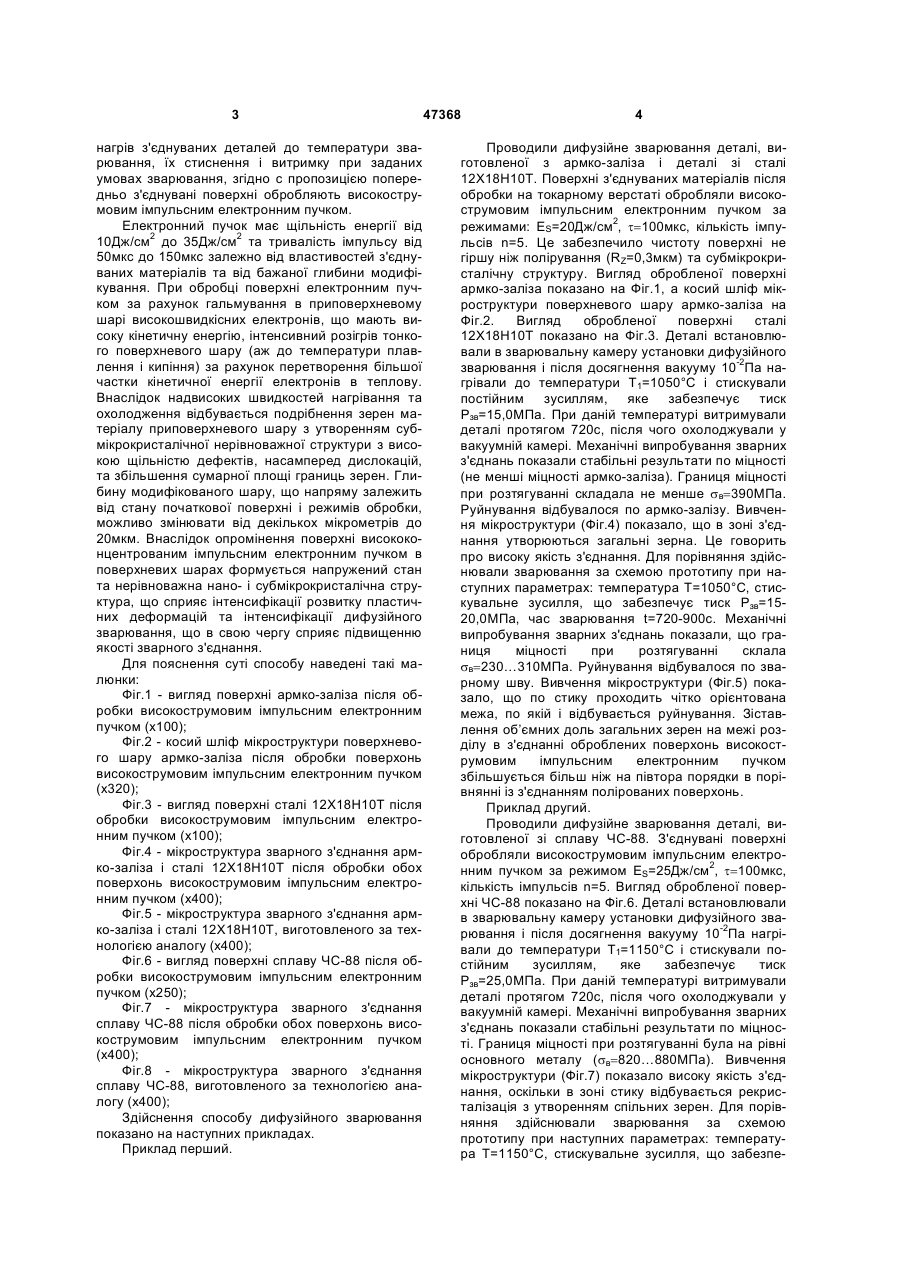
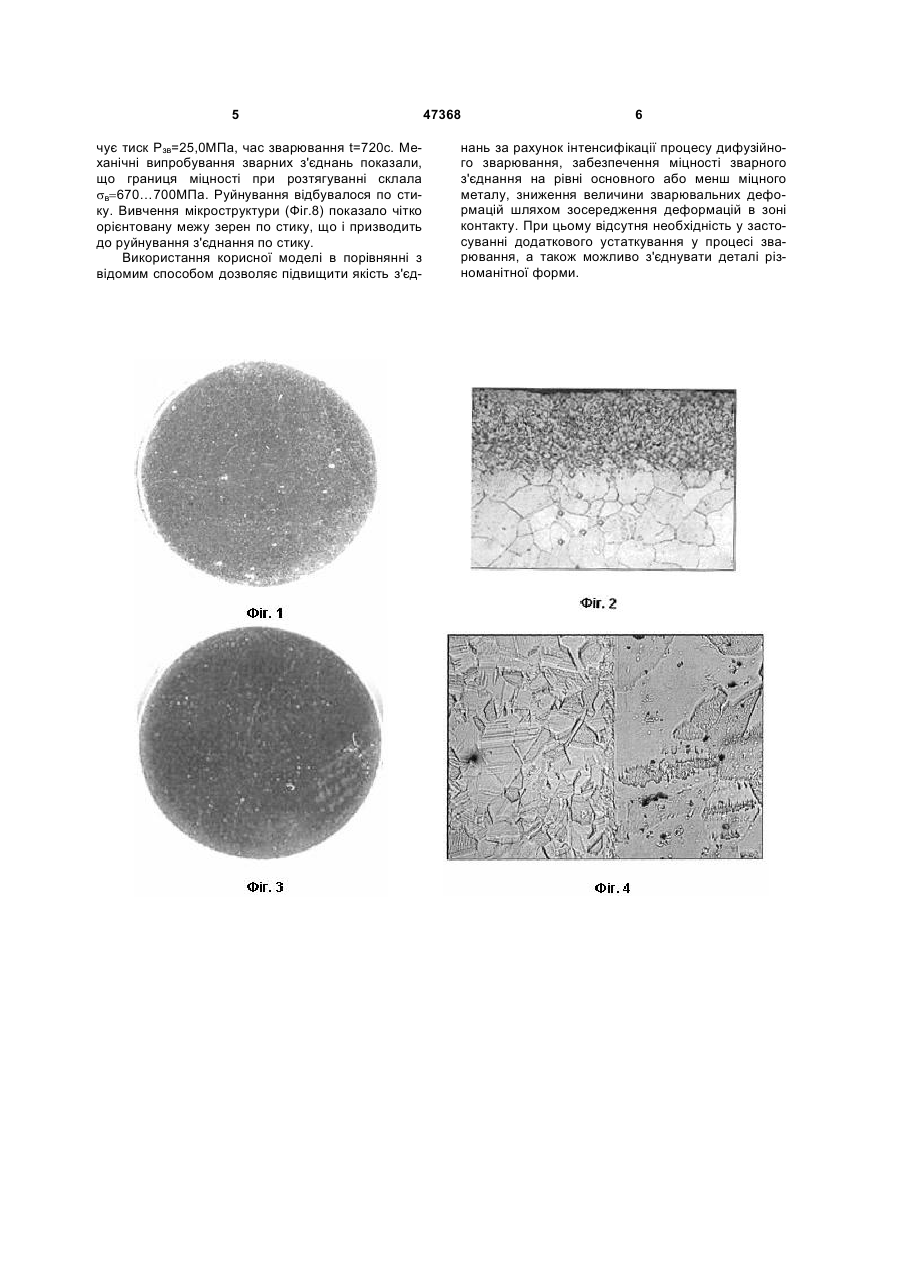
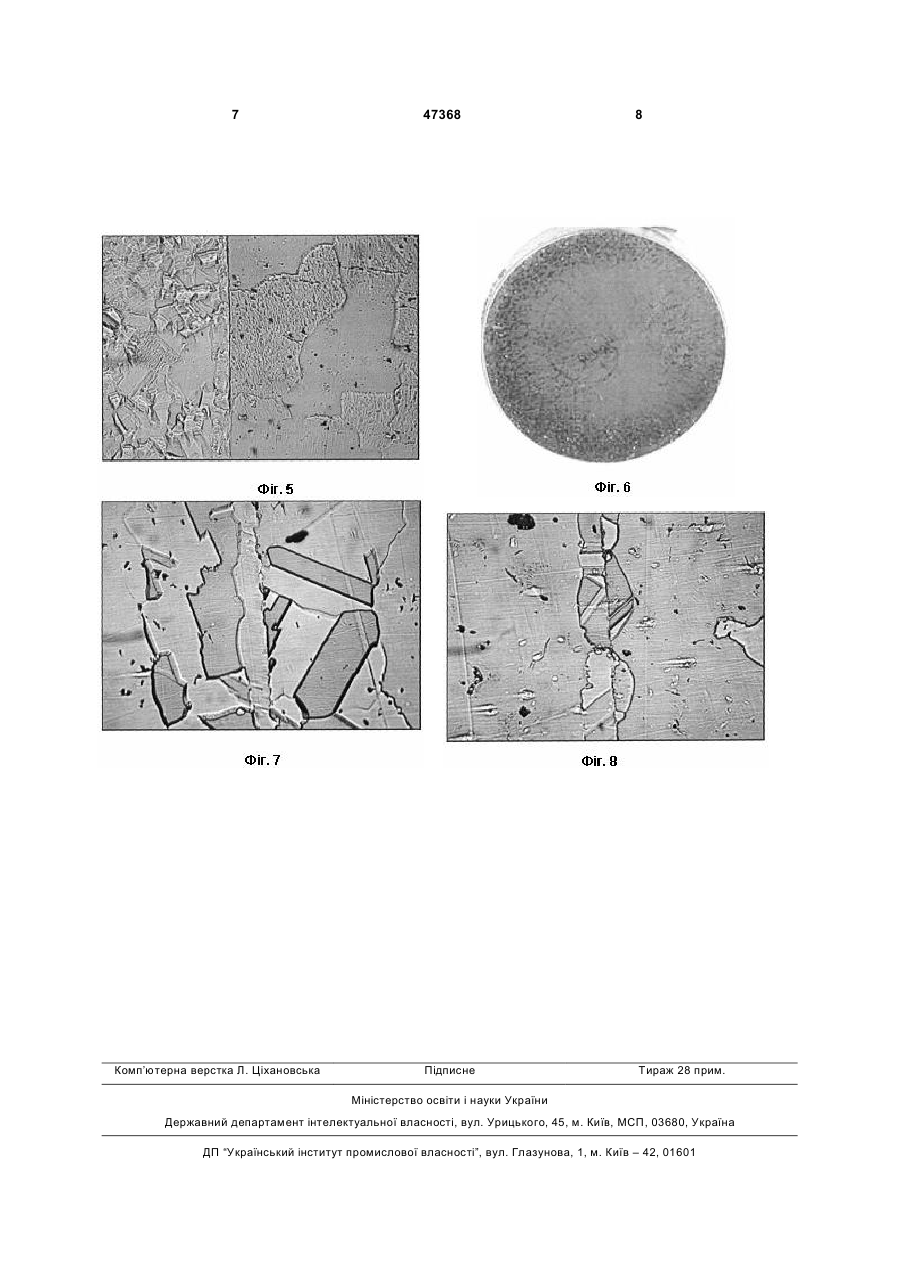
1. Спосіб дифузійного зварювання металів, що включає нагрівання з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що з'єднувані поверхні попередньо обробляють високострумовим імпульсним електронним пучком. 2. Спосіб за п. 1, який відрізняється тим, що щільність потужності електронного пучка вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини модифікування. (19) (21) u200909042 (22) 31.08.2009 (24) 25.01.2010 (46) 25.01.2010, Бюл.№ 2, 2010 р. (72) КОВАЛЬ МИКОЛАЙ МИКОЛАЙОВИЧ, ІВАНОВ ЮРІЙ ФЕДОРОВИЧ, КВАСНИЦЬКИЙ ВІКТОР ВЯЧЕСЛАВОВИЧ, КВАСНИЦЬКИЙ ВЯЧЕСЛАВ ФЕДОРОВИЧ, МАРКАШОВА ЛЮДМИЛА ІВАНІВНА, МАТВІЄНКО МАКСИМ ВАЛЕНТИНОВИЧ (73) НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ КОРАБЛЕБУДУВАННЯ ІМЕНІ АДМІРАЛА МАКАРОВА 3 нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах зварювання, згідно с пропозицією попередньо з'єднувані поверхні обробляють високострумовим імпульсним електронним пучком. Електронний пучок має щільність енергії від 10Дж/см2 до 35Дж/см2 та тривалість імпульсу від 50мкс до 150мкс залежно від властивостей з'єднуваних матеріалів та від бажаної глибини модифікування. При обробці поверхні електронним пучком за рахунок гальмування в приповерхневому шарі високошвидкісних електронів, що мають високу кінетичну енергію, інтенсивний розігрів тонкого поверхневого шару (аж до температури плавлення і кипіння) за рахунок перетворення більшої частки кінетичної енергії електронів в теплову. Внаслідок надвисоких швидкостей нагрівання та охолодження відбувається подрібнення зерен матеріалу приповерхневого шару з утворенням субмікрокристалічної нерівноважної структури з високою щільністю дефектів, насамперед дислокацій, та збільшення сумарної площі границь зерен. Глибину модифікованого шару, що напряму залежить від стану початкової поверхні і режимів обробки, можливо змінювати від декількох мікрометрів до 20мкм. Внаслідок опромінення поверхні висококонцентрованим імпульсним електронним пучком в поверхневих шарах формується напружений стан та нерівноважна нано- і субмікрокристалічна структура, що сприяє інтенсифікації розвитку пластичних деформацій та інтенсифікації дифузійного зварювання, що в свою чергу сприяє підвищенню якості зварного з'єднання. Для пояснення суті способу наведені такі малюнки: Фіг.1 - вигляд поверхні армко-заліза після обробки високострумовим імпульсним електронним пучком (х100); Фіг.2 - косий шліф мікроструктури поверхневого шару армко-заліза після обробки поверхонь високострумовим імпульсним електронним пучком (х320); Фіг.3 - вигляд поверхні сталі 12Х18Н10Т після обробки високострумовим імпульсним електронним пучком (х100); Фіг.4 - мікроструктура зварного з'єднання армко-заліза і сталі 12Х18Н10Т після обробки обох поверхонь високострумовим імпульсним електронним пучком (х400); Фіг.5 - мікроструктура зварного з'єднання армко-заліза і сталі 12Х18Н10Т, виготовленого за технологією аналогу (х400); Фіг.6 - вигляд поверхні сплаву ЧС-88 після обробки високострумовим імпульсним електронним пучком (х250); Фіг.7 - мікроструктура зварного з'єднання сплаву ЧС-88 після обробки обох поверхонь високострумовим імпульсним електронним пучком (х400); Фіг.8 - мікроструктура зварного з'єднання сплаву ЧС-88, виготовленого за технологією аналогу (х400); Здійснення способу дифузійного зварювання показано на наступних прикладах. Приклад перший. 47368 4 Проводили дифузійне зварювання деталі, виготовленої з армко-заліза і деталі зі сталі 12Х18Н10Т. Поверхні з'єднуваних матеріалів після обробки на токарному верстаті обробляли високострумовим імпульсним електронним пучком за режимами: ES=20Дж/см2, t= 100мкс, кількість імпульсів n=5. Це забезпечило чистоту поверхні не гіршу ніж полірування (RZ=0,3мкм) та субмікрокристалічну структуру. Вигляд обробленої поверхні армко-заліза показано на Фіг.1, а косий шліф мікроструктури поверхневого шару армко-заліза на Фіг.2. Вигляд обробленої поверхні сталі 12Х18Н10Т показано на Фіг.3. Деталі встановлювали в зварювальну камеру установки дифузійного зварювання і після досягнення вакууму 10-2Па нагрівали до температури Т1=1050°С і стискували постійним зусиллям, яке забезпечує тиск Рзв=15,0МПа. При даній температурі витримували деталі протягом 720с, після чого охолоджували у вакуумній камері. Механічні випробування зварних з'єднань показали стабільні результати по міцності (не менші міцності армко-заліза). Границя міцності при розтягуванні складала не менше sв= 390МПа. Руйнування відбувалося по армко-залізу.Вивчення мікроструктури (Фіг.4) показало, що в зоні з'єднання утворюються загальні зерна. Це говорить про високу якість з'єднання. Для порівняння здійснювали зварювання за схемою прототипу при наступних параметрах: температура Т=1050°С, стискувальне зусилля, що забезпечує тиск Рзв=1520,0МПа, час зварювання t=720-900с. Механічні випробування зварних з'єднань показали, що границя міцності при розтягуванні склала = 230…310МПа. Руйнування відбувалося по зваsв рному шву. Вивчення мікроструктури (Фіг.5) показало, що по стику проходить чітко орієнтована межа, по якій і відбувається руйнування. Зіставлення об’ємних доль загальних зерен на межі розділу в з'єднанні оброблених поверхонь високострумовим імпульсним електронним пучком збільшується більш ніж на півтора порядки в порівнянні із з'єднанням полірованих поверхонь. Приклад другий. Проводили дифузійне зварювання деталі, виготовленої зі сплаву ЧС-88. З'єднувані поверхні обробляли високострумовим імпульсним електронним пучком за режимом ЕS=25Дж/см2, t= 100мкс, кількість імпульсів n=5. Вигляд обробленої поверхні ЧС-88 показано на Фіг.6. Деталі встановлювали в зварювальну камеру установки дифузійного зварювання і після досягнення вакууму 10-2Па нагрівали до температури Т1=1150°С і стискували постійним зусиллям, яке забезпечує тиск Рзв=25,0МПа. При даній температурі витримували деталі протягом 720с, після чого охолоджували у вакуумній камері. Механічні випробування зварних з'єднань показали стабільні результати по міцності. Границя міцності при розтягуванні була на рівні основного металу (sв= 820…880МПа). Вивчення мікроструктури (Фіг.7) показало високу якість з'єднання, оскільки в зоні стику відбувається рекристалізація з утворенням спільних зерен. Для порівняння здійснювали зварювання за схемою прототипу при наступних параметрах: температура Т=1150°С, стискувальне зусилля, що забезпе 5 чує тиск Рзв=25,0МПа, час зварювання t=720с. Механічні випробування зварних з'єднань показали, що границя міцності при розтягуванні склала sв= 670…700МПа. Руйнування відбувалося по стику. Вивчення мікроструктури (Фіг.8) показало чітко орієнтовану межу зерен по стику, що і призводить до руйнування з'єднання по стику. Використання корисної моделі в порівнянні з відомим способом дозволяє підвищити якість з'єд 47368 6 нань за рахунок інтенсифікації процесу дифузійного зварювання, забезпечення міцності зварного з'єднання на рівні основного або менш міцного металу, зниження величини зварювальних деформацій шляхом зосередження деформацій в зоні контакту. При цьому відсутня необхідність у застосуванні додаткового устаткування у процесі зварювання, а також можливо з'єднувати деталі різноманітної форми. 7 Комп’ютерна верстка Л. Ціхановська 47368 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diffusion welding metals
Автори англійськоюKoval Mykolai Mykolaiovych, Ivanov Yurii Fedorovych, Kvasnytskyi Viktor Viacheslavovych, Kvasnytskyi Viacheslav Fedorovych, Markashova Liudmyla Ivanivna, Matviienko Maksym Valentynovych
Назва патенту російськоюСпособ диффузионной сварки металлов
Автори російськоюКоваль Николай Николаевич, Иванов Юрий Федорович, Квасницкий Виктор Вячеславович, Квасницкий Вячеслав Федорович, Маркашова Людмила Ивановна, Матвиенко Максим Валентинович
МПК / Мітки
МПК: B23K 20/14
Мітки: дифузійного, зварювання, спосіб, металів
Код посилання
<a href="https://ua.patents.su/4-47368-sposib-difuzijjnogo-zvaryuvannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дифузійного зварювання металів</a>
Спосіб дифузійного зварювання металів
Номер патенту: 79181
Опубліковано: 25.05.2007
Автори: Юрченко Євген Степанович, Вовченко Олександр Іванович, Половинко Володимир Дмитрович
МПК: B23K 31/02
Мітки: спосіб, металів, зварювання, дифузійного
Формула / Реферат:
Спосіб дифузійного зварювання металів, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що після стискання деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю
Спосіб дифузійного зварювання матеріалів
Номер патенту: 23414
Опубліковано: 25.05.2007
Автори: Бугаєнко Борис Васильович, Волошин Валерій Юрійович, Квасницький Вячеслав Федорович, Єрмолаєв Геннадій Володимирович, Квасницький Віктор Вячеславович, Матвієнко Максим Валентинович
МПК: B23K 20/14
Мітки: спосіб, зварювання, матеріалів, дифузійного
Формула / Реферат:
1. Спосіб дифузійного зварювання матеріалів, при якому проводять нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування вибирають в залежності від...
Спосіб дифузійного зварювання матеріалів
Номер патенту: 81583
Опубліковано: 10.01.2008
Автори: Єрмолаєв Геннадій Володимирович, Квасницький Вячеслав Федорович, Матвієнко Максим Валентинович, Волошин Валерій Юрійович, Бугаєнко Борис Васильович, Квасницький Віктор Вячеславович
МПК: B23K 20/14
Мітки: матеріалів, спосіб, зварювання, дифузійного
Формула / Реферат:
1. Спосіб дифузійного зварювання матеріалів, що включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір...
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки
Номер патенту: 41718
Опубліковано: 10.06.2009
Автори: Руденко Михайло Миколайович, Ганєєв Тимур Рашитович, Прибитько Ірина Олександрівна, Харченко Геннадій Костянтинович, Новомлинець Олег Олександрович
МПК: B23K 20/00
Мітки: прошарки, сублімовані, дифузійного, вакуумі, спосіб, зварювання
Формула / Реферат:
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що перед стисканням заготовки, що зварюються, встановлюють та фіксують у робочій камері за допомогою спеціальної оснастки таким чином, щоб зазор між поверхнями становив 0,5-1 мм, потім нагрівають...
Спосіб дифузійного зварювання графітових виробів усатюка
Номер патенту: 36935
Опубліковано: 16.04.2001
Автор: Усатюк Дмитро Андрійович
МПК: B23K 20/16
Мітки: спосіб, виробів, дифузійного, графітових, зварювання, усатюка
Текст:
...молібденовій підставці 3 встановлюють зварювану графітову деталь 4, яка одночасно є графітовим нагрівачем вакуумної електропечі. В камері 1 розташовані теплові екрани 5 та підключено балон з аргоном 6 через натікач 7 з натікачем 8 для напуску повітря та форвакуумний насос 9 через затвор 10. Графітова деталь 4 складається з двох складових частин - робочої частини 11 та несучої частини 12, зварний шов 13. Для виключення забруднення...