Штамп для поділу профілів
Номер патенту: 4815
Опубліковано: 15.02.2005
Автори: Діамантопуло Костянтин Костянтинович, Сердюк Олексій Іванович, Діамантопуло Юлія Констянтинівна

Формула / Реферат
1. Штамп для поділу профілів, що містить верхню та нижню плити, між якими розташовано корпус із парами рухомих та нерухомих ножів, що складаються з зовнішніх та внутрішніх ножів, який відрізняється тим, що пара рухомих ножів розміщена в обоймі, що встановлена на нижній плиті з можливістю повороту й обладнана привідними механізмами замикання-розмикання ножів, кінематично зв’язаними із внутрішніми рухомим та нерухомим ножами, що виконані підпружиненими.
2. Штамп за п. 1, який відрізняється тим, що механізм замикання-розмикання виконаний у вигляді клина, що розташований із можливістю взаємодії з пружними елементами ножів.
3. Штамп за п. 1, який відрізняється тим, що обойма з'єднана із індивідуальним силовим приводом.
Текст
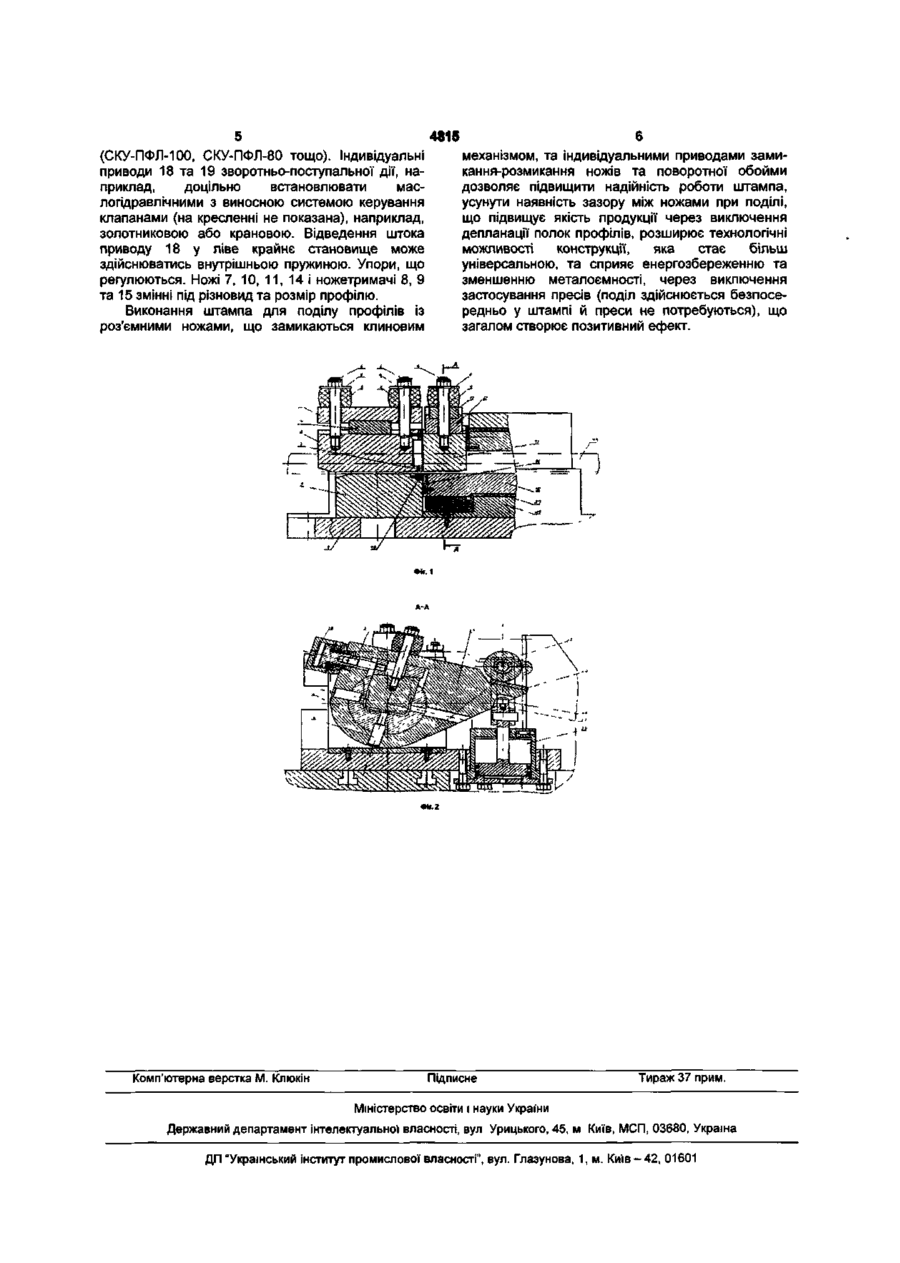
1. Штамп для поділу профілів, що містить верхню та нижню плити, між якими розташовано корпус із парами рухомих та нерухомих ножів, що складаються з зовнішніх та внутрішніх ножів, який відрізняється тим, що пара рухомих ножів розміщена в обоймі, що встановлена на нижній плиті з можливістю повороту й обладнана привідними механізмами замикання-розмикання ножів, кінематично зв'язаними із внутрішніми рухомим та нерухомим ножами, що виконані підпружиненими. 2. Штамп за п. 1, який відрізняється тим, що механізм замикання-розмикання виконаний у вигляді клина, що розташований із можливістю взаємодії з пружними елементами ножів. 3. Штамп за п. 1, який відрізняється тим, що обойма з'єднана із індивідуальним силовим приводом. Корисна модель належить до галузі обробки металів тиском, зокрема може бути використаний при безвідходному розділенні профілів прокату, переважно в лініях безперервних станів, або на заготівельних ділянках цехів ковальськоштампувального виробництва. Відомий штамп для поділу на заготовки квадратного прутка (А.с. № 622591, СССР; кл. B23D 23/00), що містить верхню та нижню плити, рухомий в одному напрямку і нерухомий ножі. Така конструкція штампа не забезпечує високоякісного поділу, тому що відокремлення заготовки відбувається за рахунок зсуву однієї частини прутка відносно іншої тільки в одному напрямку. Штампи із складним рухом ножів дозволяють досягти сприятливого напружено-деформованого стану металу в зоні поділу за рахунок, наприклад, закручування відділяємо!" частини профілю від штанги на кут, визначений експериментом, та наступним остаточним відокремленням заготовки за рахунок поступального переміщення рухомого ножа. Відомий штамп для поділу квадратних прутків (Патент № 54002, Польща, кл. В23Д 23/00), що містить рухомий і нерухомий ножі з отворами квадратного перетину згідно з розмірами квадратного прутка. Ножі розташовані у нерухомому та рухомому повзунах, причому рухомий ніж з'єднаний із поворотним горизонтальним важелем, а другий кінець важеля шарнірне з єднаний із штоком вертикального гідроциліднра. Штовхач рухомого повзуна жорстко розміщений на верхній плиті. Для підвищення якості поверхонь поділу горизонтальний важіль за допомогою силового гідроциліндра повертає рухомий ніж в рухомому повзуні на кут, що установлюють експериментальне, виконуючи тангенціальний зсув відокремленої частини відносного прутка. Потім опускається повзун преса і переміщує униз повзун із рухомим ножем і відбувається остаточне відокремлення заготовки. Використання вузла з'єднання штока з горизонтальним важелем за допомогою рухомої куліси суттєво ускладнює конструкцію та знижує надійність роботи та технологічні можливості штампу. До того ж, передбачене використання одночасно силового гідроциліднра й преса є вкрай енергетичне невигідним, через необхідність використовувати різні типи енергоносіїв для забезпечення технологічного процесу різки та потребу безперервних витрат електроенергії на забезпечення постійного обертання маховика преса при періодичній його роботі. Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є штамп для поділу профільного проката (Патент 36004 А Україна, кл. В 23 D 23/00 від. 16.04.2001, Бюл. № 3), прийнятий за прототип, що містить в ю 00 OR) 4815 собі верхню та нижню плити, між якими розташовано корпус із рухомим та нерухомим ножами, які розташовані у відповідних повзунах, штовхачі, один з яких розміщений на верхній плиті з можливістю переміщення та взаємодії з рухомим повзуном, а другий - через важіль з рухомим ножем. Штовхач взаємодіє через важіль з рухомим ножем із можливістю попереднього закручування подільного профілю та шарнірне закріплений за верхню плиту. Причинами, які перешкоджають ефективності рішення технічної проблеми поділу профілів є наявність зазору між стінками профілю та площинами ножів, що обумовлений різницею у допусках на розмри профілів. Через це при поділі профілів у даному штампі не уникнути депланації їх полок, що погіршує якість та товарний вигляд продукції. Крім того, зазначений вище штамп призначений для установки у штамповому просторі пресу, що потребує обмеження розмірів штампу при орієнтуванні на модель пресу, що звужує технологічні можливості конструкції. Також потрібні постійні витрати електроенергії на привод безперервного обертання маховика пресу, при періодичній дії останнього. В основу корисної моделі покладена задача створення конструкції штампа для поділу профілів, в якому розміщення нових конструкційних елементів та їх взаємодія дозволять поліпшити умови поділу та підвищити якість продукції, а також виключити інші недоліки, що притаманні прототипу. Для розв'язання поставленої задачі у штампі для поділу профілів, що містить у собі верхню та нижню плити, між якими розташовано корпус із парами рухомих та нерухомих ножів, що складаються з зовнішніх та внутрішніх ножів, відповідно із корисної моделі, пара рухомих ножів розміщена в обоймі, що встановлена на нижній плиті з можливістю поворота й постачена приводними механізмами замикання-розмикання ножів, кінематичне взаємодіючими із внутрішніми рухомим та нерухомим ножами, що виконані підпружиненими. При цьому механізм замикання-розмикання виконаний у вигляді клина, що розташований із можливістю взаємодії з пружніми елементами ножів. Крім того, поворотна обійма з'єднана із індивідуальним силовим приводом. Істотність наявності приводних мехнізмів замикання-розмикання ножів полягає в тім, що профіль попереду поділу затискається й не хитається у технологічному зазорі, що обумовлений допуском на розміри профілю. Обойма, в якій розміщена пара рухомих ножів, дозволяє фіксувати кут підкручування при поділі та змінювати конфігурації рухомих ножів (які, завдяки розміщенню у обоймі є легкозмінними), розширити сортамент профілів для поділу та покращити якість поділу через можливість затискання ділянки профіля, що розділяють, внутрішніми ножами. Застосування клинового механізму дозволяє якісно усувати (вибирати) зазори, притискаючи рухомий поворотний ніж до профілю, що затискається між ним та нерухомим ножем обойми. Це виключає депланацію стінок профілю та покращує якість поділу. З'єднання обойми із індивідуальним силовим приводом робить конструкцію штампа незалежною від конструкції та моделі пресу й навіть виключає застосування пресів для виконання розподільної операції, що дозволяє економити енергоресурси (чому також сприяє використання пружнього елемента для повертання внутрішніх ножів), збільшити сортамент профілів та розширити технологічні можливості конструкції штампу. Конструкція штампа пояснюється кресленнями, де на фіг.1 показаний загальний вигляд штампа у зімкненому стані, фронтальний переріз; на фіг. 2 показаний розріз А-А штампу, що пояснює роботу конструкції. Штамп містить нижню 1 (фіг. 1) та верхню 2 плити. На верхній плиті 2, крізь рухомий клин З, гвинтами 4 через пружні елементи 5 та шайби 6 пружньо закріплений внутрішній нерухомий ніж 7, що встановлений у ножетримачі 8. Ножетримач 9 зовнішнього нерухомого ножа 10 закріплений нижній плиті 1. Аналогічно, внутрішній рухомий (поворотний) ніж 11, крізь рухомий клин 12, пружній елемент 5 та шайбу 6 закріплений в поворотній обоймі 13, що розміщена на нижній плиті 1, в якій також закріплені рухомий (поворотний) зовнішній ніж 14, що встановлений на ножетримачі 15. Ножетримач 15 нерухомо скріплений із поворотною обоймою 13 штифтами 16 (фіг. 2). Клин 12 (фіг. 1) також, як і клин 3, з'єднані зі штоками 17 індивідуальних приводів 18 (фіг. 2) зворотньопоступальної дії. Обойма 13 з'єднана з індивідуальним силовим приводом 19 зворотньопоступальної дії, що при робочому ході контактує із пластиною 20 обойми 13 з роликом 21; при холостому ході - накінечник 22 штоку 17 контактує з обоймою 13. Неробоча частина ножетримача 15 встановлена у підшипнику ковзання 23, що закріплений у корпусі 24, який встановлений на нижній плиті 1. Профіль 25 задають у штамп злівонаправо. Штамп працює наступним чином: У вихідному стані, коли обойма 13 займає положення, зазначене пунктиром (фіг. 2), приводи 18 займають крайнє ліве положення, а внутрішні ножі 7 та 11 пружніми елементами 5 підняті уверх. Профіль 25 (фіг. 1) задається у проміжок між ножами 7, 11 та 10, 14 до упору (на кресленні не показано). Приводи 18 штоками 17 із клинами 3 та 12 затискають профіль 24 вибираючи проміжок (зазор) між ножами 7, 10 і 11, 14 та ножетримачами 8, 9 та 15. Робочій хід виконується за допомогою приводу 19, який, повертаючи обойму 13 з ножами 11 та 14, відділяє крученням мірну заготовку від профіля 25. Після цього привод 19 повертає обойму 13 у вихідне положення, а приводи 18, повертаючись із клинами 3 та 12 у ліве крайнє положення за допомогою пружніх елементів 5 розтискають профіль 25. Відокремлена заготовка завданої довжини виводиться із штампу. У подальшому робочій цикл повторюється. Поворот обойми 13 та ролика 21 здійснюється завдяки підшипникам ковзання. Пружні елементи 5 можуть бути виготовлені, наприклад, з поліуретану 4815 (СКУ-ПФЛ-100, СКУ-ПФЛ-80 тощо). Індивідуальні приводи 18 та 19 зворотньо-поступальної дії, наприклад, доцільно встановлювати маслогідравлічними з виносною системою керування клапанами (на кресленні не показана), наприклад, золотниковою або крановою. Відведення штока приводу 18 у ліве крайнє становище може здійснюватись внутрішньою пружиною. Упори, що регулюються. Ножі 7, 10, 11, 14 і ножетримачі 8, 9 та 15 змінні під різновид та розмір профілю. Виконання штампа для поділу профілів із роз'ємними ножами, що замикаються клиновим J Комп'ютерна верстка М. Клюкін механізмом, та індивідуальними приводами замикання-розмикання ножів та поворотної обойми дозволяє підвищити надійність роботи штампа, усунути наявність зазору між ножами при поділі, що підвищує якість продукції через виключення депланації полок профілів, розширює технологічні можливості конструкції, яка стає більш універсальною, та сприяє енергозбереженню та зменшенню металоємності, через виключення застосування пресів (поділ здійснюється безпосередньо у штампі й преси не потребуються), що загалом створює позитивний ефект. «7 Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for separation of profiles
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Serdiuk Oleksii Ivanovych
Назва патенту російськоюШтамп для разделения профилей
Автори російськоюДиамантопуло Константин Константинович, Сердюк Алексей Иванович
МПК / Мітки
МПК: B23D 23/00
Мітки: поділу, штамп, профілів
Код посилання
<a href="https://ua.patents.su/4-4815-shtamp-dlya-podilu-profiliv.html" target="_blank" rel="follow" title="База патентів України">Штамп для поділу профілів</a>
Штамп для поділу профільного прокату
Номер патенту: 36004
Опубліковано: 16.04.2001
Автори: Грімані Євген Віталійович, Сердюк Олексій Іванович, Діамантопуло Костянтин Костянтинович, Бардусов Віктор Миколайович
МПК: B23D 23/00
Мітки: профільного, штамп, поділу, прокату
Формула / Реферат:
1. Штамп для поділу профільного прокату, що містить в собі верхню та нижню плити, між якими розташовано корпус із рухомим та нерухомим ножами, які розташовані в відповідних повзунах, штовхачі, один з яких розміщений на верхній плиті з можливістю взаємодії з рухомим повзуном, а другий через важіль з рухомим ножем, який відрізняється тим, що штовхач, взаємодіючий з рухомим повзуном, виконаний з можливістю переміщення вздовж своєї осі, а...
Спосіб поділу гнутих профілів
Номер патенту: 4816
Опубліковано: 15.02.2005
Автори: Сердюк Олексій Іванович, Діамантопуло Костянтин Костянтинович, Діамантопуло Олексій Костянтинович, Діамантопуло Юлія Костянтинівна
МПК: B23D 23/00
Мітки: гнутих, профілів, поділу, спосіб
Формула / Реферат:
Спосіб поділу гнутих профілів прокату, що включає попереднє надрізування зсувом неспрофільованої стрічки, що рухається, на глибину, меншу за глибину тріщиноутворювання, спрямлення її в напрямку, протилежному напрямку попереднього надрізування і профілювання стрічки у профіль потрібного перерізу з наступним остаточним відділенням профілю по площині попереднього надрізу, який відрізняється тим, що одночасно з надрізуванням виконують прорізання...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 22/00
Мітки: холодного, штамп, зворотного, видавлювання
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп

Номер патенту: 910
Опубліковано: 16.07.2001
Автор: Савченко Віктор Степанович
МПК: B26F 1/38, B21D 37/00
Мітки: штамп
Формула / Реферат:
1. Штамп, що включає корпус, який складається з горизонтальних та вертикальних плит, пуансона, що включає гільзу пуансона, виштовхувач, шток, який відрізняється тим, що штамп виконаний рознімним, горизонтальні плити встановлені з можливістю переміщення, в пуансоні виконаний наскрізний отвір для встановлення змінної гільзи, при цьому змінна гільза виконана з можливістю фіксації відносно горизонтальної та вертикальної плити, а сумарний розмір...
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: роздачі, заготівель, штамп, трубних
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Попередній патент: Пересувна автоматизована газотурбінна електростанція
Наступний патент: Спосіб виготовлення куксової вкладки
Випадковий патент: Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру