Штамп для поділу профільного прокату
Номер патенту: 36004
Опубліковано: 16.04.2001
Автори: Грімані Євген Віталійович, Діамантопуло Костянтин Костянтинович, Сердюк Олексій Іванович, Бардусов Віктор Миколайович
Формула / Реферат
1. Штамп для поділу профільного прокату, що містить в собі верхню та нижню плити, між якими розташовано корпус із рухомим та нерухомим ножами, які розташовані в відповідних повзунах, штовхачі, один з яких розміщений на верхній плиті з можливістю взаємодії з рухомим повзуном, а другий через важіль з рухомим ножем, який відрізняється тим, що штовхач, взаємодіючий з рухомим повзуном, виконаний з можливістю переміщення вздовж своєї осі, а штовхач, взаємодіючий через важіль з рухомим ножем, довший товкача рухомого повзуна на величину, обумовлену необхідним кутом попереднього закручування подільного профілю і встановлену із співвідношення:
![]()
де
∆l - різниця довжин двох штовхачів,
R - радіус дуги, що описує точка контакту штовхача та важеля із центра обертання рухомого ножа,
а - кут попереднього закручування подільного профілю.
2. Штамп по п. 1, який відрізняється тим, що штовхач, взаємодіючий через важіль із рухомим ножем, шарнірно закріплений за верхню плиту.
Текст
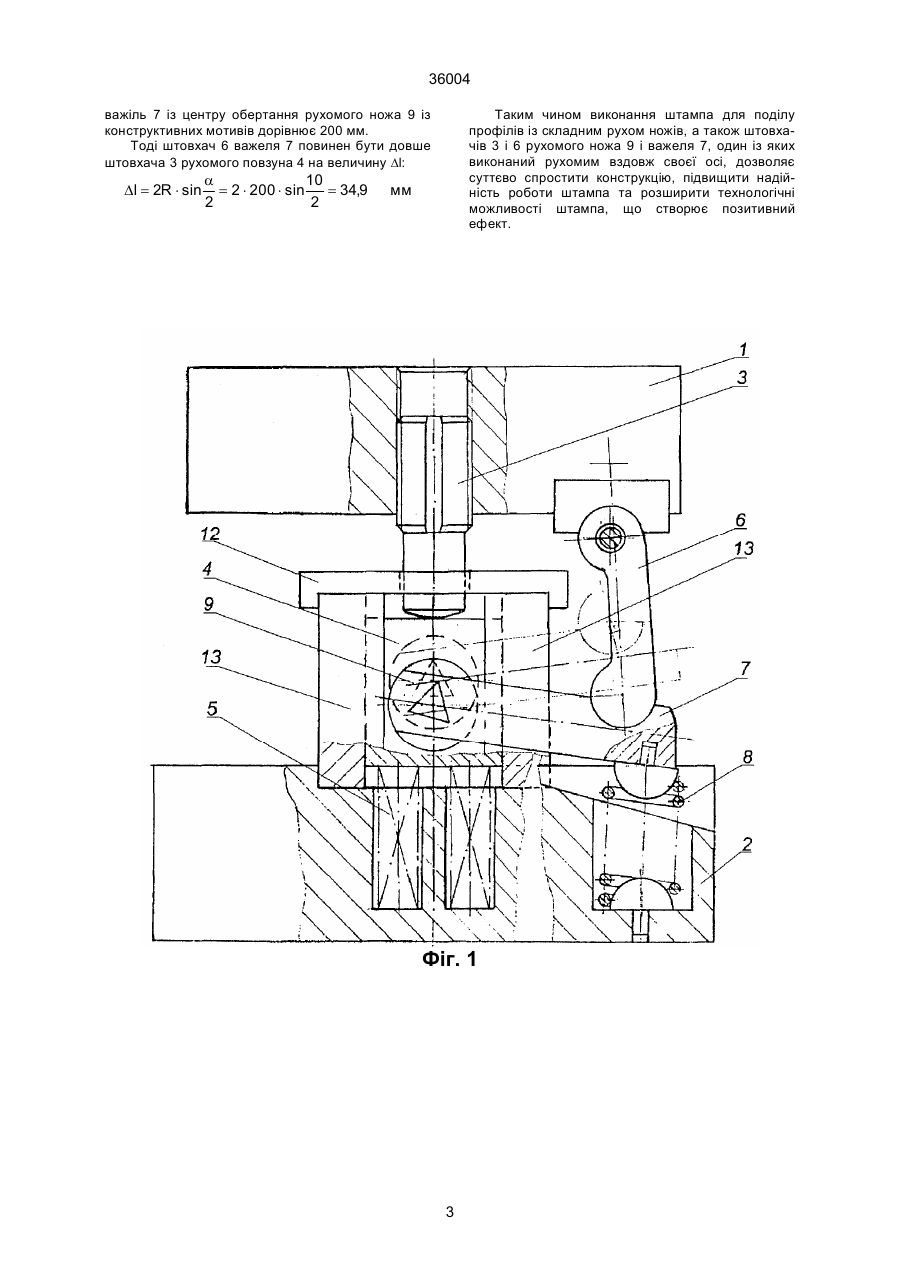
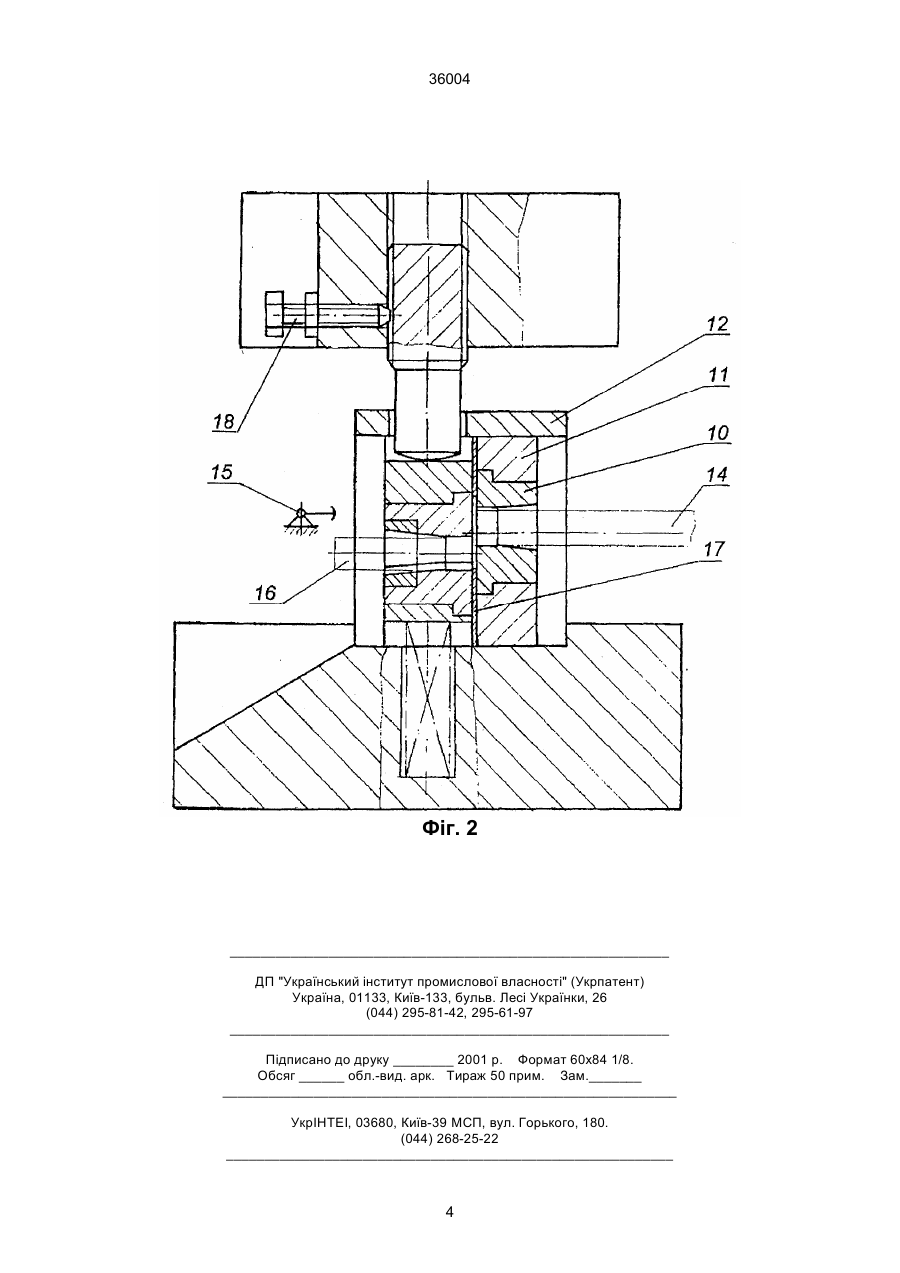
1. Штамп для поділу профільного прокату, що містить в собі верхню та нижню плити, між якими розташовано корпус із рухомим та нерухомим ножами, які розташовані у відповідних повзунах, штовхані, один з яких розміщений на верхній плиті з можливістю взаємодії з рухомим повзуном, а другий – через важіль з рухомим ножем, який відрізняється тим, що штовхач, взаємодіючий з ру хомим повзуном, виконаний з можливістю переміщення вздовж своєї осі, а штовхач, взаємодіючий через важіль з рухомим ножем, довший товкача рухомого повзуна на величину, обумовлену необхідним кутом попереднього закручування подільного профілю і встановлену із співвідношення: Винахід стосується ковальсько-штампувального виробництва, зокрема, до технології безвідходного розділення некруглих профілей. Відомі різноманітні конструкції штампів для розрізу профілей. Класифікація типових конструкцій штампів по засобам та схемам відрізки наведена у таблиці (см. Соловцов С.С. Безотходная резка сортового проката в штампах. – М.: Машиностроение, 1985.–175с). Суттєвою перевагою відрізних штампів перед сортовими ножицями є те, що вони можуть бути розроблені з урахуванням форми поперечного перетину сортового прокату та технічних вимог до заготовок і можуть бути використані на універсальних пресах. Високу якість відрізаних заготовок забезпечують штампи, виконані по схемам напівзакритої та закритої відрізки, які відрізняються складністю конструкції та низькою надійністю роботи. Відомий штамп для поділу на заготовки квадратного прутка (авт. св. № 622591 СССР; кл. В23Д 23/00), що налічує в своєму складі верхню та нижню плити, рухомий в одному напрямку і нерухомий ножі. Така конструкція штампа не забезпечує високоякісного поділу, тому що відокремлення заготовки відбувається за рахунок зсуву однієї частини прутка відносно другої тільки в одному напрямку. Штампи із складним рухом ножів дозволяють досягти сприятливого напружно деформованого стану металу в зоні поділу за рахунок, наприклад, закручування відділяємої частини профілю від штанги на кут, визначений експериментом, та наступним остаточним відокремленням заготовки за рахунок поступального переміщення рухомого ножа. Відомий штамп для поділу квадратних прутків (патент № 54002, Польща, кл. В23Д 23/00, прототип). Штамп містить рухомий і нерухомий ножі із отворами квадратного перетину згідно з розмірами квадратного прутка. Ножі розташовані у нерухомому та рухомому повзунах, причому рухомий ніж з'єднаний із поворотним горизонтальним важелем, а другий кінець важеля шарнірно з'єднаний із штоком вертикального гідро-циліндра. Штовхач рухомого повзуна жорстко розміщений на верхній плиті. Для підвищення якості поверхонь поділу горизонтальний важіль за допомогою силового гідроциліндра повертає рухомий ніж в рухомому повзуні на кут, установлювальний експериментально, виконуючи тангенціальний зсув відокремленої частини відносно прутка. Потім опускається повзун преса і переміщує униз повзун з рухомим ножем і відбувається остаточне відокремлення заготовки від прутка. Dl = 2R × sin a 2 (19) UA (11) 36004 (13) A де DІ – різниця довжин двох штовхачів, R – радіус дуги, що описує точка контакту штовхача та важеля із центра обертання рухомого ножа, a – кут попереднього закручування подільного профілю. 2. Штамп по п.1, який відрізняється тим, що штовхач, взаємодіючий через важіль із рухомим ножем, шарнірно закріплений за верхню плиту. 36004 Розширення технологічних можливостей штампа забезпечується можливістю встановлювати кут започаткованого скручування відокремлювальної частини профілю за рахунок відповідної різниці довжини штовхачів. Величина кута скручення визначається в залежності від форми профілю та матеріалу, з якого виготовлений профіль. Оптимальним є кут скручування, при якому спотворення профілю по поверхні відокремлення мінімальне. Конструкція штампа поясняються кресленням, де на фіг. 1 показаний загальний вид штампа для поділу прокату у зімкненому стані, фронтальний перетин; на фіг. 2 – теж саме – вид збоку. Штамп містить верхню 1 і нижню 2 плити, штовхач 3 рухомого повзуна 4, підпружинений пружистими елементами 5 і штовхач 6 поворотного важеля 7, один кінець якого підпружинений другим елементом 8, а другий – жорстко з'єднаний з рухомим поворотним ножем 9, який розміщений в рухомому повзуні 4. Нерухомий ніж 10 жорстко розміщений в нерухомому повзуні 11, рухомий та нерухомий повзуни 4 та 11 установлені в корпусі із П- образних кришки 12 і стійок 13, жорстко з'єднаних з нижньою плитою 2. В ножах 9 та 10 виконані отвори співвісні в початковому становищі (тонкі лінії на фіг.1), через які подається штаба 14 до упору 15. При робочому ході повзуна від полоси 14 відокремлюють необхідної довжини заготовку 16. Товщина вставки 17 задає просвіт між ножами 9 і 10. Вінт 18 фіксує штовхач 3 від розверчення. Штамп працює наступним чином: При робочому ході повзуна преса верхня плита 1 і штовхачі 3 і 6 переміщуються униз. При цьому штовхач 6 першим досягає поворотного важеля 7 і повертає його і з'єднаний з ним рухомий ніж 9 на кут, який визначається різницею довжин штовхачів 3 і 6 і відстанню між центром оберту і кінцем важеля 7. Вихідна штаба 14 надрізується між ножами 9 і 10 зсувом за рахунок закручування однієї частини штаби 14 відносно другої відокремлюваної частини 16. Коли штовхач 3 при подальшому опусканні повзуна преса досягне рухомого повзуна 4, тоді повертний важіль 7, рухомий ніж 9 з повзуном 4 і відокремлювана від штанги 14 заданої довжини заготовка 16 переміщуються униз поступально до остаточного відокремлення заготовки 16. При переміщенні повзуна преса із верхньою плитою 1 уверх, поворотний важіль 7 із ножем 9 і повзуном 4 повертаються у вихідне положення під дією пружистих елементів 5 та 8. Подачею штаби 14 до переднього упору 15 відокремлена заданої довжини заготовка 16 виводиться із штампу. У подальшому робочий цикл повторюється. При необхідності змінити кут закручування верхньої заготовки 15 відносно штаби 13, або незадовільненої якості поділу по поверхні, штовхач 3 рухомого повзуна 4 розвінчують із верхньої плити 2, зменшуючи кут або загвинчують, збільшуючи різницю довжин товкачів 3 і 6 і, таким чином, збільшують і кут закручування. Приклад визначення різниці довжин штовхачів 6 і 3. Нехай кут a започаткованого закручування заготовки 16, установлений експериментально, дорівнює 10°, а радіус R дуги, що описує штовхач 6 і Використання силового гідро-циліндра і вузла з'єднання штока з горизонтальним важелем при допомозі рухомої куліси значно ускладнює конструкцію, що знижує надійність роботи штампа. Крім того, технологічні можливості штампа обмежені зусиллям на штоку циліндра, яке, з точки зору надрізання скручуванням як можна більше поперечного перетину профілю, повинно бути більше, а з точки зору розміру штампа для розміщення на пресі – як можна менше. Ці недоліки звужують технологічні можливості штампа і не забезпечують високої якості поділу, особливо при поділу профілів з різними формами поперечного перетину, виготовлених із різних матеріалів. До основи винаходу покладено завдання удосконалити конструкцію штампа, в якому розміщення нових конструктивних елементів і їх взаємозв'язок дадуть можливість підвищити якість поділу, в тому числі і при поділі профілів з різними формами поперечного перетину. Для вирішення поставленого завдання штамп для поділу профілів, що містить в собі верхню та нижню плити, між якими розташовано корпус із рухомим та нерухомим ножами, які розташовані у відповідних повзунах, штовхачі, один з яких розміщений на верхній плиті з можливістю взаємодії з рухомим повзуном, а другий – через важіль з рухомим ножем, який відрізняється тим, що штовхач, взаємодіючий з рухомим повзуном, виконаний з можливістю переміщення вздовж своєї осі, а штовхач, взаємодіючий через важіль з рухомим ножем – довший штовхача рухомого повзуна на величину, обумовлену необхідним кутом попередженого закручування профілю, що поділяється і встановлений із співвідношення: Dl = 2R × sin a 2 де Dl – різниця довжин двох штовхачів, R – радіус дуги, що описує точка контакту штовхача та важеля із центра обертання рухомого ножа, a – кут попереднього закручування профілю, що поділяється. При цьому штовхач, взаємодіючий через важіль із рухомим ножем шарнірно закріплений за верхню плиту. Така конструкція штампа дозволяє, за рахунок рухомого вздовж своєї осі і можливості фіксації необхідної довжини штовхача, вибрати необхідний кут започаткованого скручення відокремлюваної частини профілю, який залежить від форми поперечного перетину профілю, матеріалу профілю і розміщення центра закручування. Наявність двох штовхачів на верхній плиті для рухомого повзуна і важеля виключає необхідність використання силового гідро-циліндра, а виконання одного із штовхачів рухомим в напрямку своєї осі з фіксованим необхідним значенням довжини штовхача, дозволяє забезпечити кут скручування профілю між рухомим і нерухомим ножами перед остаточним відокремленням заготовки від прутка. Надійність та довговічність конструкції штампа підвищується за рахунок того, що виключена необхідність у використанні силового гідро-циліндра, що повертає через важіль рухомий ніж. 2 36004 важіль 7 із центру обертання рухомого ножа 9 із конструктивних мотивів дорівнює 200 мм. Тоді штовхач 6 важеля 7 повинен бути довше штовхача 3 рухомого повзуна 4 на величину Dl: Dl = 2R × sin a 10 = 2 × 200 × sin = 34,9 2 2 Таким чином виконання штампа для поділу профілів із складним рухом ножів, а також штовхачів 3 і 6 рухомого ножа 9 і важеля 7, один із яких виконаний рухомим вздовж своєї осі, дозволяє суттєво спростити конструкцію, підвищити надійність роботи штампа та розширити технологічні можливості штампа, що створює позитивний ефект. мм Фіг. 1 3 36004 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for dividing profiled rolled metal
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Hrimani Yevhen Vitaliiovych, Serdiuk Oleksii Ivanovych
Назва патенту російськоюШтамп для разделения профильного проката
Автори російськоюДиамантопуло Константин Константинович, Гримани Евгений Витальевич, Сердюк Алексей Иванович
МПК / Мітки
МПК: B23D 23/00
Мітки: прокату, профільного, штамп, поділу
Код посилання
<a href="https://ua.patents.su/4-36004-shtamp-dlya-podilu-profilnogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Штамп для поділу профільного прокату</a>
Штамп для рубки профільного і листового прокату
Номер патенту: 9933
Опубліковано: 30.09.1996
Автор: Голубничий Іван Єгорович
МПК: B23D 23/00, B21D 28/14
Мітки: рубки, профільного, прокату, штамп, листового
Формула / Реферат:
Штамп для рубки профильного и листового проката, содержащий подвижную и неподвижную плиты, матрицу с подвижной секцией, пуансон с подвижной секцией и механизм переключения с ползушкой, отличающийся тем, что он снабжен установленной на неподвижной плите обоймой, при этом секция матрицы и пуансона подпружинена и установлена в обойме с возможностью поступательного перемещения в вертикальной плоскости на величину, равную зазору между обоймой и...
Штамп для відрізки прокату з диференційованим затиском
Номер патенту: 25552
Опубліковано: 30.10.1998
Автори: Карнаух Сергій Григорович, Тарасов Олександр Федорович, Роганов Левко Леонідович
МПК: B23D 23/00
Мітки: штамп, диференційованим, відрізки, затиском, прокату
Формула / Реферат:
Штамп для отрезки проката с дифференцированным зажимом содержит корпус, две пары взаимно и попарно подпружиненных ножевых вкладышей, установленных с возможностью взаимодействия по клиновым поверхностям с двумя подпружиненными ползушками, одна из которых, ведущая, контактирует с клиновой поверхностью клина, перемещаемого от ползуна пресса, а вторая, ведомая ползушка, установлена в направляющих, ориентирующих перемещение ее только в...
Штамп для відрізання прокату
Номер патенту: 25434
Опубліковано: 30.10.1998
Автори: Тарасов Олександр Федорович, Роганов Левко Леонідович, Карнаух Сергій Григорович
МПК: B23D 23/00
Мітки: відрізання, прокату, штамп
Формула / Реферат:
Штамп для отрезки проката, содержащий корпус, в котором расположены две пары взаимно и попарно подпружиненных, ножевых вкладышей, выполненных с клиновыми поверхностями с возможностью контакта с соответствующими клиновыми поверхностями двух подпружиненных ползушек, одна из которых имеет дополнительную клиновую поверхность и размещена в подпружиненной подвижной раме, перемещаемой от ползуна пресса, с возможностью контакта с клиновой...
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: роздачі, штамп, трубних, заготівель
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Дво позиційний агрегат для електроконтактної термообробки профільного прокату
Номер патенту: 18842
Опубліковано: 25.12.1997
Автори: Чепенко Анатолій Іванович, Якушечкин Євген Іванович, Шмуклер Йосип Срулевіч, Єфіменко Сєргєй Пєтровіч, Міславський Олександр Михайлович, Горяйнов Генадій Євгенович
МПК: C21D 1/34
Мітки: агрегат, прокату, термообробки, дво, електроконтактної, профільного, позиційний
Формула / Реферат:
Двухпозиционный агрегат для электроконтактной термообработки профильного проката, содержащий устройство загрузки в виде снабженных механизмами горизонтального перемещения консолей, на которых установлены рычажные кантователи с приводом и расположенные между кантователями выдвижные в вертикальном направлении посредством привода упоры с шириной; соответствующей ширине среднего электроконтакта устройства нагрева, расположенные рядом с...
Попередній патент: Спосіб визначення енергетичних меридіанів біологічних об’єктів
Наступний патент: Спосіб визначення оцтової кислоти в харчових об’єктах
Випадковий патент: Розчин та спосіб хімічного полірування поверхонь із нержавіючої сталі