
Формула / Реферат
1. Штамп, що включає корпус, який складається з горизонтальних та вертикальних плит, пуансона, що включає гільзу пуансона, виштовхувач, шток, який відрізняється тим, що штамп виконаний рознімним, горизонтальні плити встановлені з можливістю переміщення, в пуансоні виконаний наскрізний отвір для встановлення змінної гільзи, при цьому змінна гільза виконана з можливістю фіксації відносно горизонтальної та вертикальної плити, а сумарний розмір пари гільза пуансона-виштовхувач - постійний.
2. Штамп за п. 1, який відрізняється тим, що в горизонтальній плиті виконаний отвір з встановленим в ньому щонайменше одним стопорним гвинтом, в гільзі виконана кругова виточка, при цьому вісь стопорного гвинта зміщена відносно кругової виточки.
3. Штамп за одним з пп. 1, 2, який відрізняється тим, що кругова виточка виконана з трикутним профілем.
4. Штамп за одним з пп. 1-3, який відрізняється тим, що в нижній частині гільзи виконаний щонайменше один відвідний канал.
Текст
1. Штамп, що включає корпус, який складається з горизонтальних та вертикальних плит, пуансона, що включає гільзу пуансона, виштовхувач, шток, який відрізняється тим, що штамп виконании рпаипмним, горизонтальні плити встановлені з можливістю переміщення, в пуансоні виконаний наскрізний отвір для встановлення змінної гільзи, Запропоноване технічне рішення стосується термоформувального обладнання і може бути використане у хімічній та харчовій промисловості при переробці термопластичних полімерних матеріалів. Ринок тари і упаковки з полімерів для розфасовки та зберігання молочних продуктів формується в основному за рахунок використання типорозмірів стаканів, що відповідають діаметрам 68, 75, 95 мм. Ці типорозміри обумовлені стандартами на розливні машини на заводах-виробниках молочної продукції. Зміна об'єму виробу забезпечується за рахунок зміни висоти полімерних стаканів. Відомо штамп фірми R.I.G.O. Grup (див. проспект фірми R.I.G.O. Grup, Італія] для виготовлення полімерних стаканчиків, який включає плити, пуансон, гільзу, виштовхувач. Недоліком даного штампа є неможливість переходу на новий типорозмір стаканів, що виготовляються, а також висока собівартість штампа. Для виготовлення кожного типорозміру потрібен багатомісний штамп, який є дорогим, складним і високоточним обладнанням. У випадку встановлення змінного формувального пуансона необхідне повне розбирання пристроїв. Такий процес трудомісткий, вимагає певного часу для переналагодження і значно зменшує довговічність штампа. В основу корисної моделі покладено завдання створення універсального штампа, що забезпечує розширення номенклатури типорозмірів виробів при цьому змінна гільза виконана з можливістю фіксації' відносно горизонтальної та вертикальної плити, а сумарний розмір пари гільза пуансона виштовхувач - постійний. 2. Штамп за п. 1, який відрізняється тим, що в горизонтальній плиті виконаний отвір з встановленим в ньому щонайменше одним стопорним гвинтом, в гільзі виконана кругова виточка, при цьому вісь стопорного гвинта зміщена відносно кругової виточки. 3. Штамп за одним з п . п.1,2, який відрізняється тим, що кругова виточка виконана з трикутним профілем. Ш .1 3 НДР тим, що в нижній частині гільзи виконаний щонайменше один відвідний канал. шляхом застосування в конструкції штампа змінних деталей, які забезпечують формування виробу необхідних типорозмірів, зокрема стаканів для упаковування і зберігання молочної продукції. Поставлене завдання вирішується тим, що в штампі, який включає корпус, що складається з горизонтальних і вертикальних плит, пуансона, який включає гільзу, виштовхувач, шток циліндра, відповідно до корисної моделі штамп виконаний рознімним, горизонтальні плити встановлені з можливістю переміщення, в пуансоні виконаний наскрізний отвір для встановлення змінної гільзи, при цьому змінна гільза виконана з можливістю фіксації відносно горизонтальної та вертикальних плит, а сумарний розмір пари гільза-виштовхувач постійний. В горизонтальній плиті виконаний отвір з встановленим у ньому щонайменше одним стопорним гвинтом, в гільзі виконана кругова виточка, при цьому вісь стопорного гвинта зміщена відносно кругової виточки. Профіль виточки виконаний трикутним. У гільзі виконаний щонайменше один відвідний канал. У даному технічному вирішенні конструктивні особливості штампа дозволяють зробити швидке переналагодження для виробництва необхідного нового типорозміру стакана. Для реалізації цієї можливості в штампі передбачені змінні елементи пуансона - гільза і штовхач. о> (H6 910 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку 4Л . //«2001 p. Формат 60x84 1/8. Обсяг Ct Ъ*Л обл.-вид. арк. Тираж 50 прим. Зам. ££&/ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюStamp
Автори англійськоюSavchenko Viktor Stepanovych
Назва патенту російськоюШтамп
Автори російськоюСавченко Виктор Степанович
МПК / Мітки
МПК: B21D 37/00, B26F 1/38
Мітки: штамп
Код посилання
<a href="https://ua.patents.su/4-910-shtamp.html" target="_blank" rel="follow" title="База патентів України">Штамп</a>
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: трубних, заготівель, роздачі, штамп
Текст:
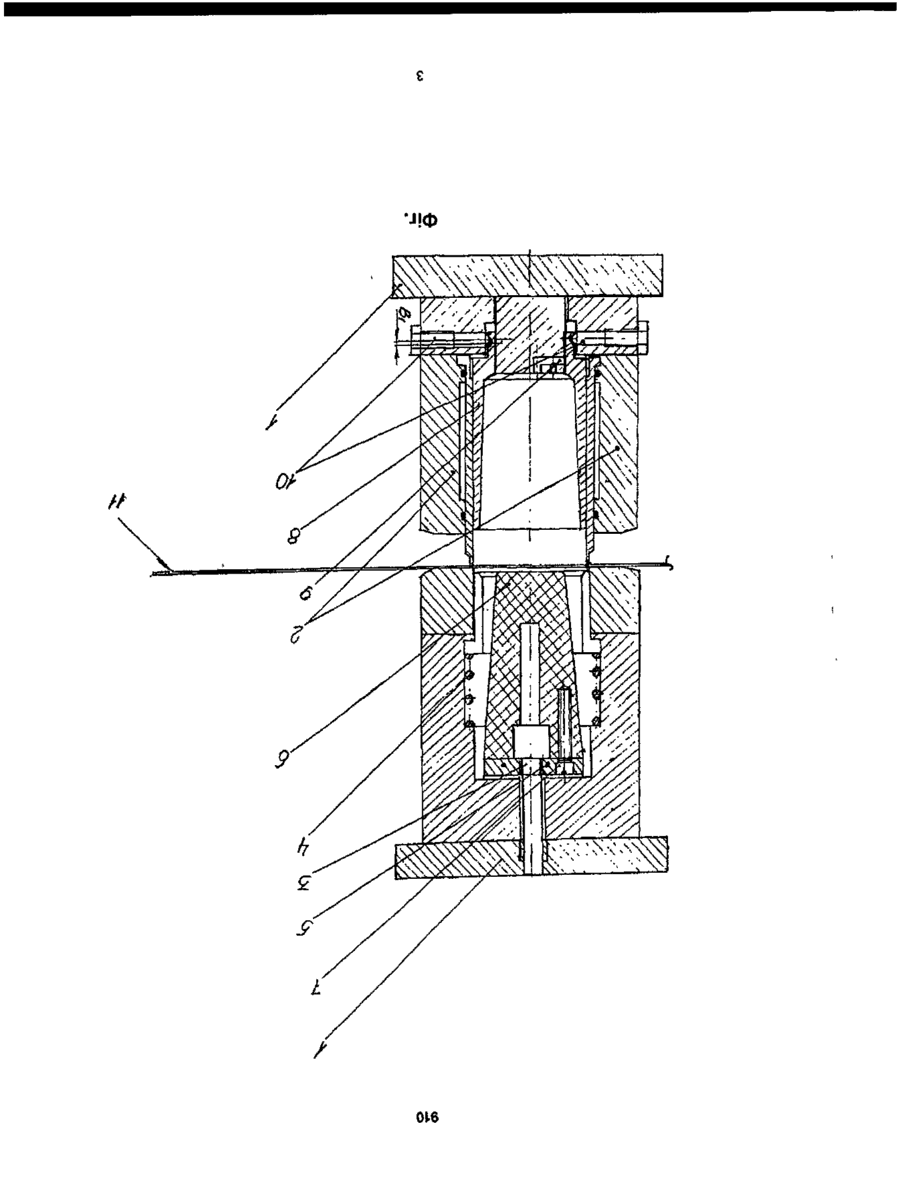
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором
Номер патенту: 37360
Опубліковано: 15.05.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 24/00
Мітки: компенсатором, вбудованим, холодного, видавлювання, гідравлічним, штамп
Формула / Реферат:
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором, що складається з пуансона, який за допомогою пуансонотримача жорстко закріплено в верхній плиті штампа втулки пуансонотримача, в якій закріплено пуансон, фіксуючої гайки, опори пуансона, напрямних втулок, які запресовано в нижню плиту, напрямних колонок, які закріплено в верхній плиті, який відрізняється тим, що містить закріплену в порожнині нижньої плити, яку...
Штамп послідовної дії
Номер патенту: 2041
Опубліковано: 20.12.1994
Автори: Гавриленко Володимир Васильович, Наливайченко Юрій Михайлович
МПК: B21D 28/14
Мітки: дії, штамп, послідовно
Формула / Реферат:
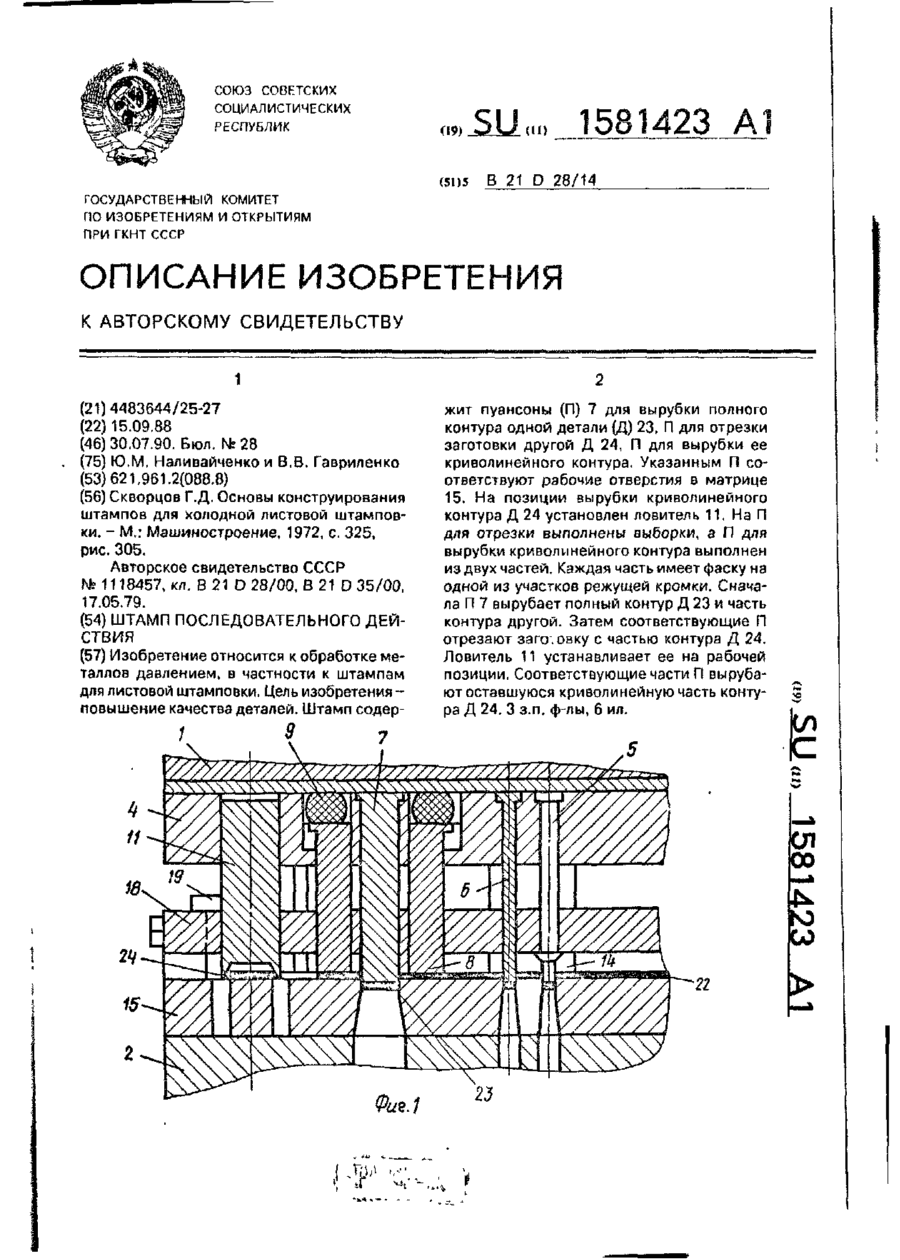
1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качества деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B30B 15/00
Мітки: направленням, беззазорним, видавлювання, пуансона, холодного, штамп, матриці
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для надрізання та відгинання жалюзі на поверхні еліптичного параболоіда
Номер патенту: 160
Опубліковано: 30.06.1998
Автор: Кандиба Юрій Володимирович
МПК: B21D 37/00
Мітки: параболоіда, поверхні, жалюзі, надрізання, еліптичного, відгинання, штамп
Формула / Реферат:
Штамп для надрезки и отгибки-жалюзи на поверхности эллиптического параболоида, содержащий установленную на основании матрицу и эластичный пуансон, размещенный в жестком контейнере, отличающийся тем, что матрица выполнена в виде эллиптического параболоида и снабжена глухими пазами, которые имеют кромки для надрезки.
Попередній патент: Колінноважільний прес
Наступний патент: Пристрій для готування рідкого напівфабрикату
Випадковий патент: Спосіб одержання метаболітів з поверхнево-активними і емульгувальними властивостями