Токарний багатоцільовий верстат
Номер патенту: 49348
Опубліковано: 26.04.2010
Автори: Подольський Михайло Ігорович, Кузнєцов Юрій Миколайович, Дмитрієв Дмитро Олексійович, Кеба Павло Васильович, Рожко Оксана Ігорівна

Формула / Реферат
Токарний багатоцільовий верстат, що містить станину з напрямними, оснащену затискним патроном передню шпиндельну бабку, два окремих супорти із револьверними головками, платформами під них, встановленими на штангах постійної довжини, нижні кінці яких спираються на напрямні верстата і зв'язані з механізмами поздовжньої подачі, який відрізняється тим, що шпиндельна бабка містить щонайменше два шпинделі із затискними патронами з можливістю її повороту навколо власної осі під кутом до напрямних, а осі револьверних головок на супортах перпендикулярні між собою і розташовані опозитно відносно осі шпинделя із затискним патроном в робочій позиції.
Текст
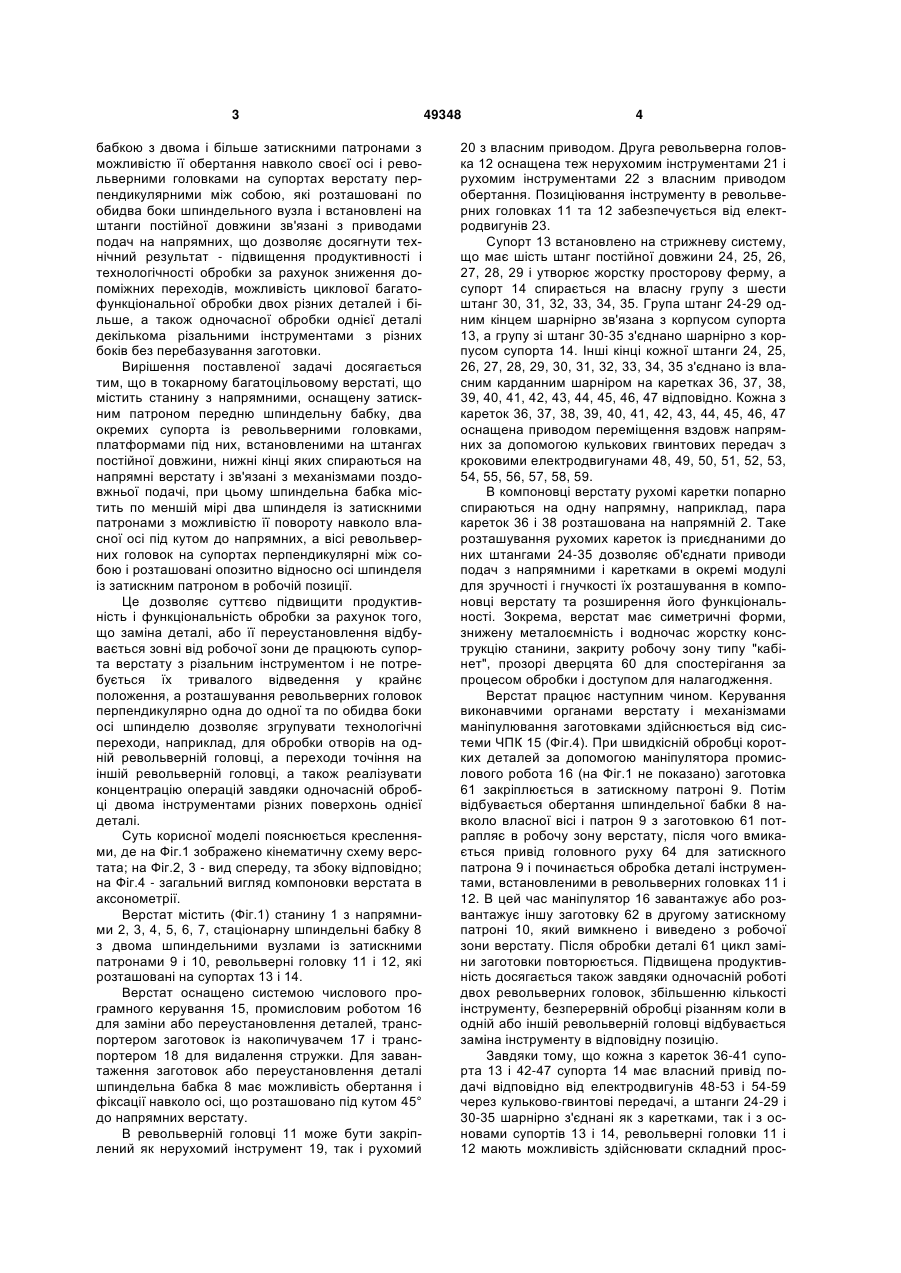
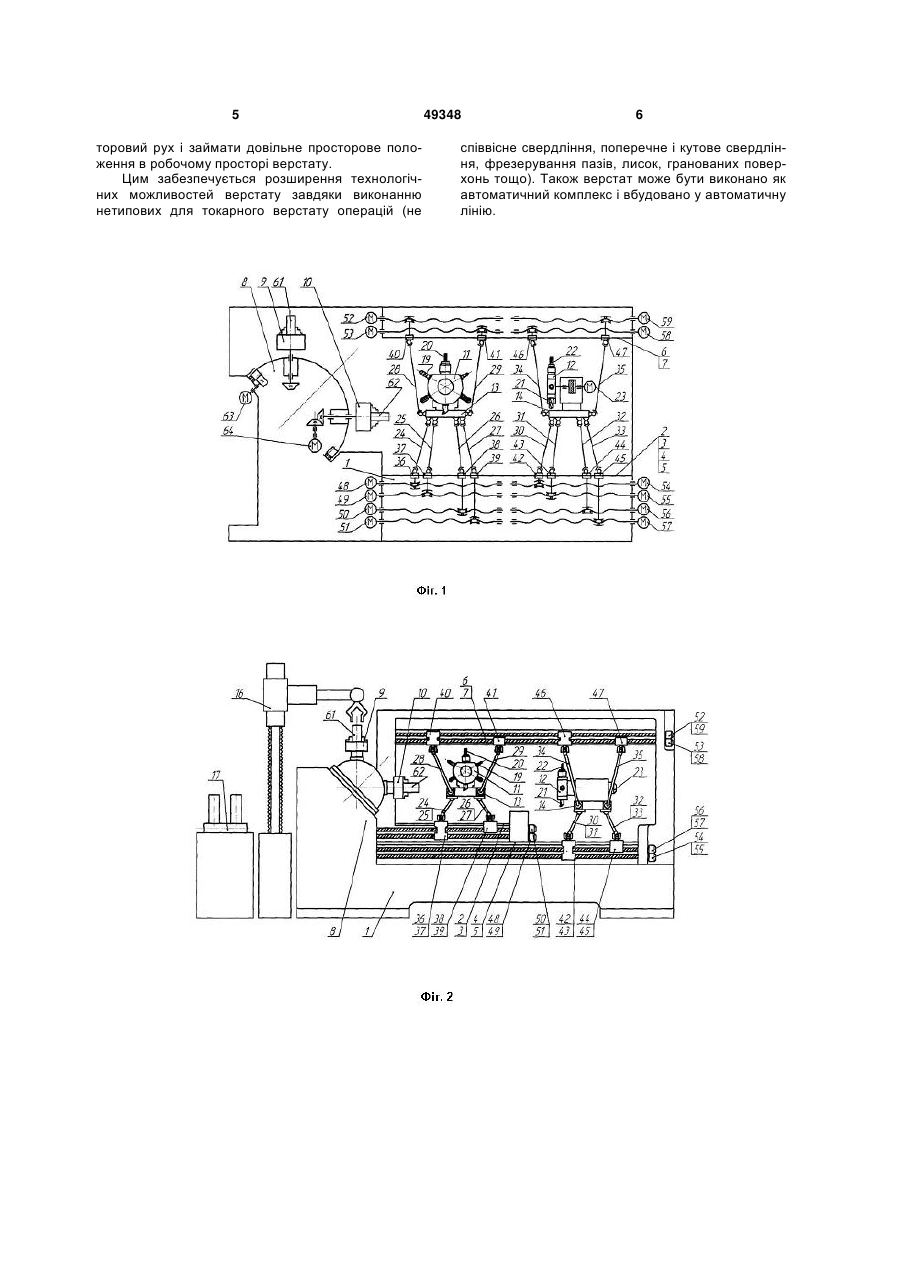
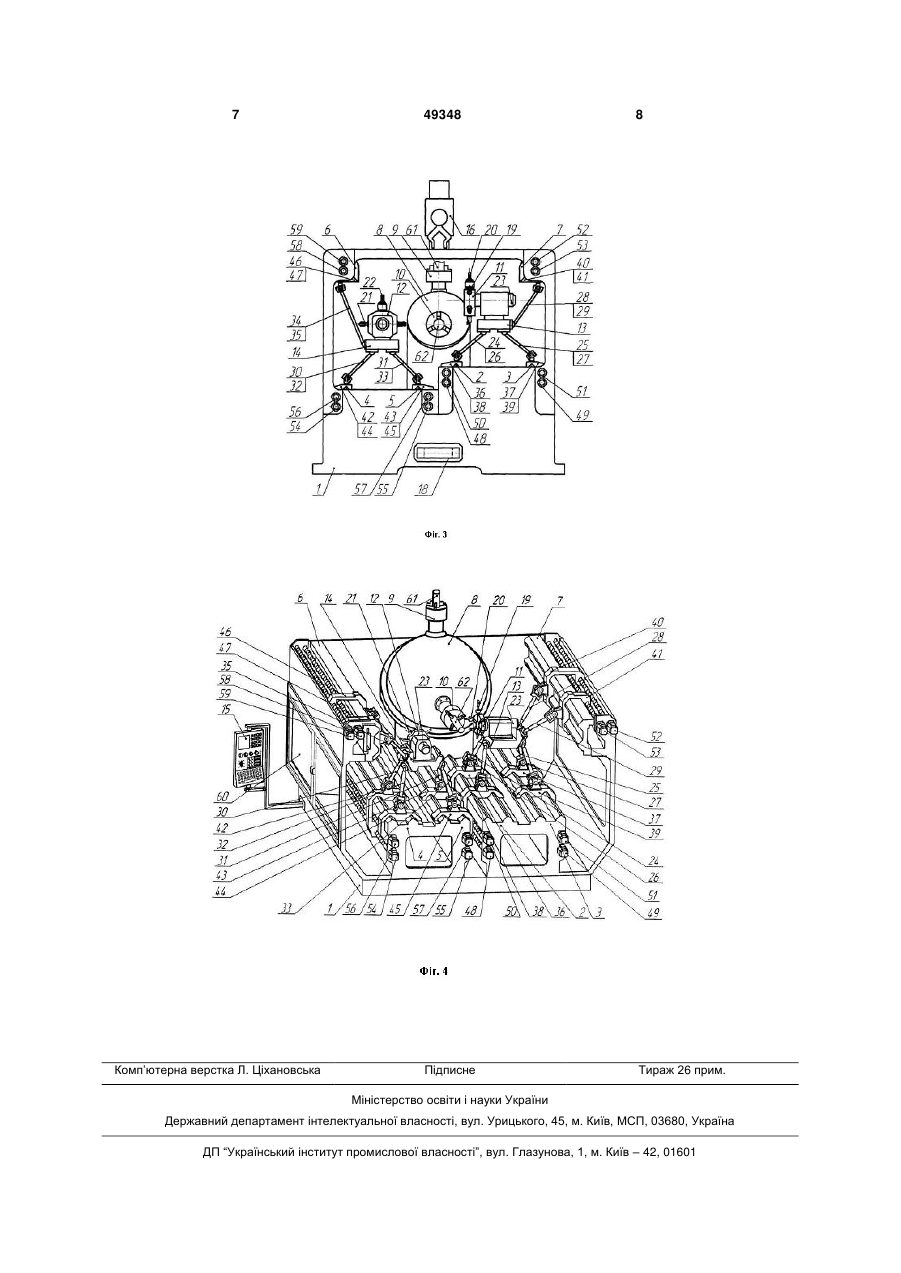
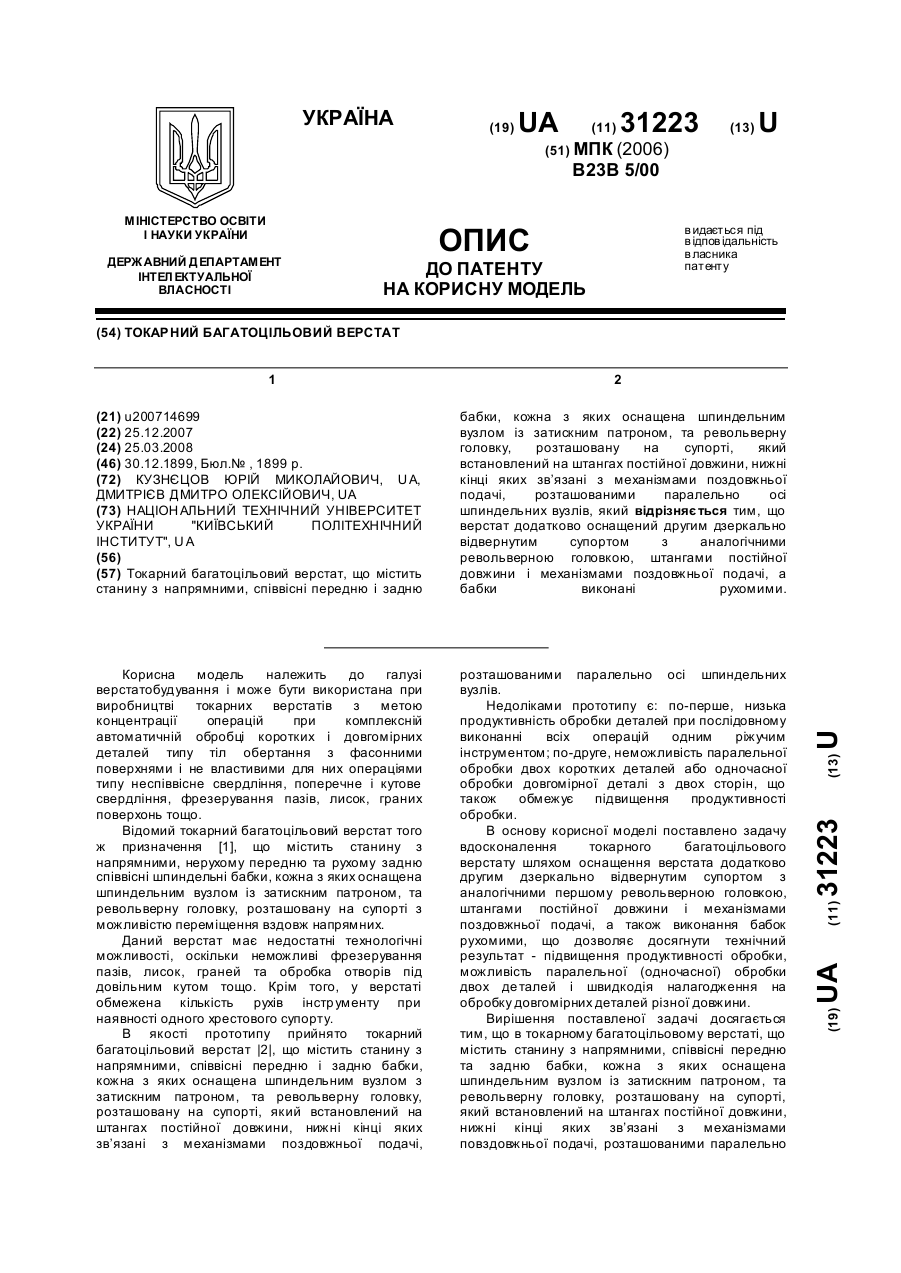
Токарний багатоцільовий верстат, що містить станину з напрямними, оснащену затискним пат 3 бабкою з двома і більше затискними патронами з можливістю її обертання навколо своєї осі і револьверними головками на супортах верстату перпендикулярними між собою, які розташовані по обидва боки шпиндельного вузла і встановлені на штанги постійної довжини зв'язані з приводами подач на напрямних, що дозволяє досягнути технічний результат - підвищення продуктивності і технологічності обробки за рахунок зниження допоміжних переходів, можливість циклової багатофункціональної обробки двох різних деталей і більше, а також одночасної обробки однієї деталі декількома різальними інструментами з різних боків без перебазування заготовки. Вирішення поставленої задачі досягається тим, що в токарному багатоцільовому верстаті, що містить станину з напрямними, оснащену затискним патроном передню шпиндельну бабку, два окремих супорта із револьверними головками, платформами під них, встановленими на штангах постійної довжини, нижні кінці яких спираються на напрямні верстату і зв'язані з механізмами поздовжньої подачі, при цьому шпиндельна бабка містить по меншій мірі два шпинделя із затискними патронами з можливістю її повороту навколо власної осі під кутом до напрямних, а вісі револьверних головок на супортах перпендикулярні між собою і розташовані опозитно відносно осі шпинделя із затискним патроном в робочій позиції. Це дозволяє суттєво підвищити продуктивність і функціональність обробки за рахунок того, що заміна деталі, або її переустановлення відбувається зовні від робочої зони де працюють супорта верстату з різальним інструментом і не потребується їх тривалого відведення у крайнє положення, а розташування револьверних головок перпендикулярно одна до одної та по обидва боки осі шпинделю дозволяє згрупувати технологічні переходи, наприклад, для обробки отворів на одній револьверній головці, а переходи точіння на іншій револьверній головці, а також реалізувати концентрацію операцій завдяки одночасній обробці двома інструментами різних поверхонь однієї деталі. Суть корисної моделі пояснюється кресленнями, де на Фіг.1 зображено кінематичну схему верстата; на Фіг.2, 3 - вид спереду, та збоку відповідно; на Фіг.4 - загальний вигляд компоновки верстата в аксонометрії. Верстат містить (Фіг.1) станину 1 з напрямними 2, 3, 4, 5, 6, 7, стаціонарну шпиндельні бабку 8 з двома шпиндельними вузлами із затискними патронами 9 і 10, револьверні головку 11 і 12, які розташовані на супортах 13 і 14. Верстат оснащено системою числового програмного керування 15, промисловим роботом 16 для заміни або переустановлення деталей, транспортером заготовок із накопичувачем 17 і транспортером 18 для видалення стружки. Для завантаження заготовок або переустановлення деталі шпиндельна бабка 8 має можливість обертання і фіксації навколо осі, що розташовано під кутом 45° до напрямних верстату. В револьверній головці 11 може бути закріплений як нерухомий інструмент 19, так і рухомий 49348 4 20 з власним приводом. Друга револьверна головка 12 оснащена теж нерухомим інструментами 21 і рухомим інструментами 22 з власним приводом обертання. Позиціювання інструменту в револьверних головках 11 та 12 забезпечується від електродвигунів 23. Супорт 13 встановлено на стрижневу систему, що має шість штанг постійної довжини 24, 25, 26, 27, 28, 29 і утворює жорстку просторову ферму, а супорт 14 спирається на власну групу з шести штанг 30, 31, 32, 33, 34, 35. Група штанг 24-29 одним кінцем шарнірно зв'язана з корпусом супорта 13, а групу зі штанг 30-35 з'єднано шарнірно з корпусом супорта 14. Інші кінці кожної штанги 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35 з'єднано із власним карданним шарніром на каретках 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47 відповідно. Кожна з кареток 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47 оснащена приводом переміщення вздовж напрямних за допомогою кулькових гвинтових передач з кроковими електродвигунами 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59. В компоновці верстату рухомі каретки попарно спираються на одну напрямну, наприклад, пара кареток 36 і 38 розташована на напрямній 2. Таке розташування рухомих кареток із приєднаними до них штангами 24-35 дозволяє об'єднати приводи подач з напрямними і каретками в окремі модулі для зручності і гнучкості їх розташування в компоновці верстату та розширення його функціональності. Зокрема, верстат має симетричні форми, знижену металоємність і водночас жорстку конструкцію станини, закриту робочу зону типу "кабінет", прозорі дверцята 60 для спостерігання за процесом обробки і доступом для налагодження. Верстат працює наступним чином. Керування виконавчими органами верстату і механізмами маніпулювання заготовками здійснюється від системи ЧПК 15 (Фіг.4). При швидкісній обробці коротких деталей за допомогою маніпулятора промислового робота 16 (на Фіг.1 не показано) заготовка 61 закріплюється в затискному патроні 9. Потім відбувається обертання шпиндельної бабки 8 навколо власної вісі і патрон 9 з заготовкою 61 потрапляє в робочу зону верстату, після чого вмикається привід головного руху 64 для затискного патрона 9 і починається обробка деталі інструментами, встановленими в револьверних головках 11 і 12. В цей час маніпулятор 16 завантажує або розвантажує іншу заготовку 62 в другому затискному патроні 10, який вимкнено і виведено з робочої зони верстату. Після обробки деталі 61 цикл заміни заготовки повторюється. Підвищена продуктивність досягається також завдяки одночасній роботі двох револьверних головок, збільшенню кількості інструменту, безперервній обробці різанням коли в одній або іншій револьверній головці відбувається заміна інструменту в відповідну позицію. Завдяки тому, що кожна з кареток 36-41 супорта 13 і 42-47 супорта 14 має власний привід подачі відповідно від електродвигунів 48-53 і 54-59 через кульково-гвинтові передачі, а штанги 24-29 і 30-35 шарнірно з'єднані як з каретками, так і з основами супортів 13 і 14, револьверні головки 11 і 12 мають можливість здійснювати складний прос 5 торовий рух і займати довільне просторове положення в робочому просторі верстату. Цим забезпечується розширення технологічних можливостей верстату завдяки виконанню нетипових для токарного верстату операцій (не 49348 6 співвісне свердління, поперечне і кутове свердління, фрезерування пазів, лисок, гранованих поверхонь тощо). Також верстат може бути виконано як автоматичний комплекс і вбудовано у автоматичну лінію. 7 Комп’ютерна верстка Л. Ціхановська 49348 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFlexible turning center
Автори англійськоюKuznietsov Yurii Mykolaiovych, Dmytriev Dmytro Oleksiiovych, Podolskyi Mykhailo Ihorovych, Keba Pavlo Vasyliovych, Rozhko Oksana Ihorevna
Назва патенту російськоюТокарный многоцелевой станок
Автори російськоюКузнецов Юрий Николаевич, Дмитриев Дмитрий Алексеевич, Подольский Михаил Игоревич, Кеба Павел Васильевич, Рожко Оксана Игоревна
МПК / Мітки
Мітки: багатоцільовий, верстат, токарний
Код посилання
<a href="https://ua.patents.su/4-49348-tokarnijj-bagatocilovijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Токарний багатоцільовий верстат</a>
Токарний багатоцільовий верстат
Номер патенту: 31223
Опубліковано: 25.03.2008
Автори: Кузнєцов Юрій Миколайович, Дмитрієв Дмитро Олексійович
МПК: B23B 5/00
Мітки: токарний, багатоцільовий, верстат
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з напрямними, співвісні передню і задню бабки, кожна з яких оснащена шпиндельним вузлом із затискним патроном, та револьверну головку, розташовану на супорті, який встановлений на штангах постійної довжини, нижні кінці яких зв’язані з механізмами поздовжньої подачі, розташованими паралельно осі шпиндельних вузлів, який відрізняється тим, що верстат додатково оснащений другим дзеркально...
Токарний багатоцільовий верстат
Номер патенту: 48735
Опубліковано: 25.03.2010
Автори: Дмитрієв Дмитро Олексійович, Савицький Сергій Олександрович, Кузнєцов Юрій Миколайович, Рожко Оксана Ігорівна, Подольський Михайло Ігорович, Грисюк Олександр Віталійович
Мітки: багатоцільовий, токарний, верстат
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з повздовжніми напрямними під каретку супорта, шпиндельну бабку із шпиндельним вузлом і затискним патроном, задню бабку і револьверну головку, розташовану на корпусі рухомої частини, яка встановлена через шарнірні з'єднання на штангах постійної довжини з можливістю переміщення від приводів по напрямних протилежних кінців штанг, шарнірно зв'язаних з повзунами, який відрізняється тим, що...
Токарний багатоцільовий верстат
Номер патенту: 47848
Опубліковано: 25.02.2010
Автори: Дмитрієв Дмитро Олексійович, Подольський Михаил Ігорович, Кузнєцов Юрій Миколайович
Мітки: токарний, багатоцільовий, верстат
Формула / Реферат:
1. Токарний багатоцільовий верстат, що містить станину з напрямними, шпиндельну бабку із шпиндельним вузлом і затискним патроном, задню бабку і інструментальну систему, розташовану з можливістю переміщення по напрямних на корпусі рухомої частини, що встановлена на штангах постійної довжини, кінці яких шарнірно зв'язані з корпусом, а кожний протилежний кінець шарнірно зв'язаний з приводом подачі, який відрізняється тим, що станина жорстко...
Токарний багатоцільовий верстат
Номер патенту: 27808
Опубліковано: 12.11.2007
Автори: Дмитрієв Дмитро Олексійович, Кузнєцов Юрій Миколайович
Мітки: верстат, багатоцільовий, токарний
Формула / Реферат:
1. Токарний багатоцільовий верстат, що містить станину з напрямними, шпиндельну бабку із шпиндельним вузлом і затискним патроном, задню бабку і револьверну головку, розташовану на корпусі рухомої частини з можливістю переміщення по напрямних, який відрізняється тим, що корпус рухомої частини встановлений на штангах постійної довжини, верхні кінці яких шарнірно зв'язані з ним, а кожний нижній кінець шарнірно зв'язаний з кроковим двигуном через...
Токарний багатоцільовий верстат
Номер патенту: 31226
Опубліковано: 25.03.2008
Автори: Дмитрієв Дмитро Олексійович, Кузнєцов Юрій Миколайович
МПК: B23B 5/00
Мітки: верстат, багатоцільовий, токарний
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з напрямними, передню і задню бабки та револьверну головку, розташовану на супорті, який встановлений на штангах постійної довжини, нижні кінці яких зв'язані з механізмами поздовжньої подачі, розташованими паралельно осі шпиндельних вузлів, який відрізняється тим, що з протилежного боку супорта розміщена додаткова револьверна головка, співвісна першій револьверній головці, а задня бабка...
Попередній патент: Порошковий дріт
Наступний патент: Гібридний автомобіль з мехатронним накопичувачем енергії
Випадковий патент: Спосіб виготовлення вибухової суміші