Спосіб виготовлення штампа і (або) матриці
Формула / Реферат
Спосіб виготовлення штампа і матриці, який включає формування рельєфу поверхні і термічну обробку, який відрізняються тим, що формування рельєфу виконують осадженням заліза з вуглецем та легуючими елементами на форму з зображенням моделі з електроліту, який містить сульфат і (або) хлорид заліза, у гальванічній ванні, а також хіміко-термічною обробкою в нітроцементаційній пасті при температурах від 400 до 900°С, котру виконують між шліфуванням і заключною термообробкою, в ході якої штамп і матриця одержують високу твердість.
Текст
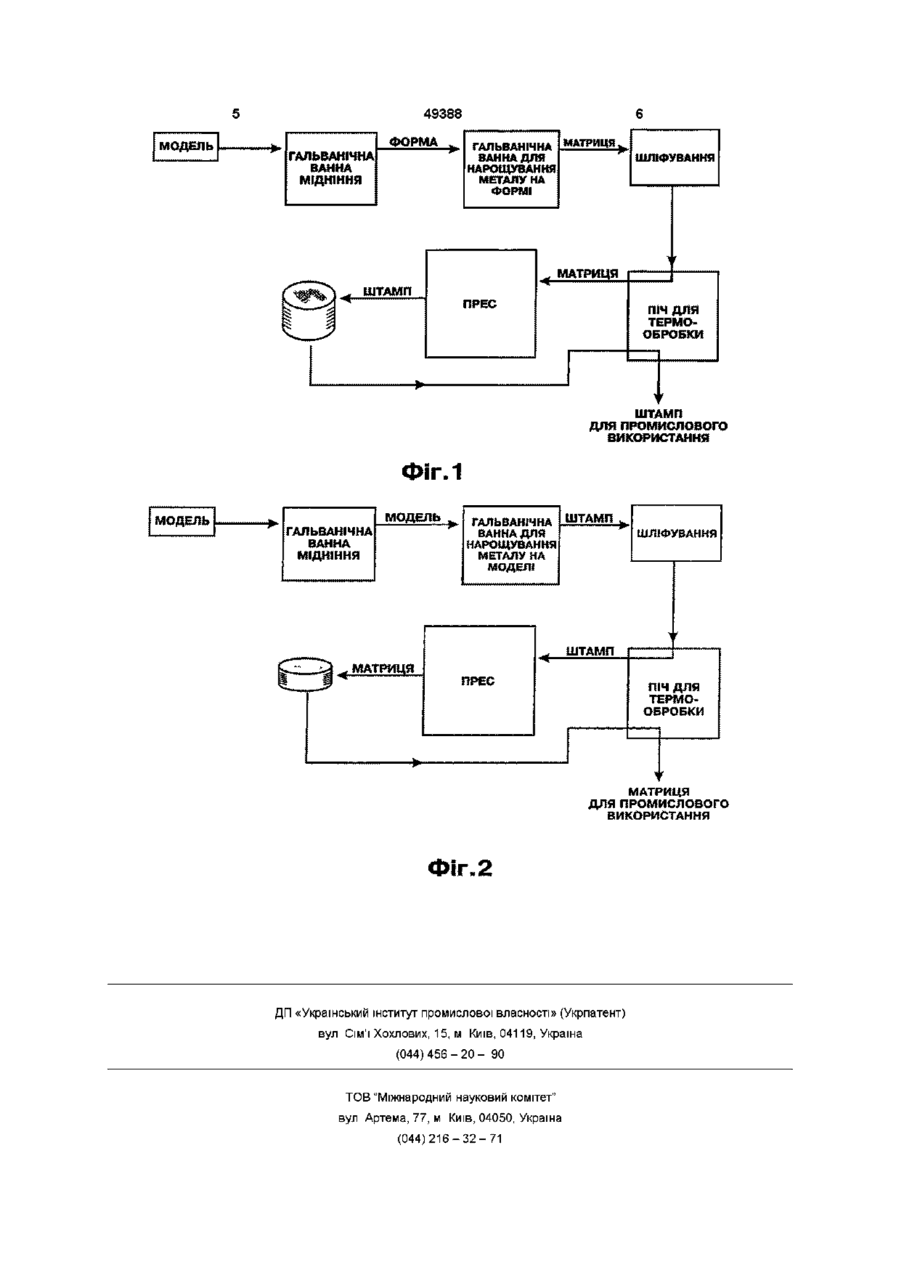
Спосіб виготовлення штампа і матриці, який включає формування рельєфу поверхні і термічну обробку, який відрізняються тим, що формування рельєфу виконують осадженням заліза з вуглецем та легуючими елементами на форму з зображенням моделі з електроліту, який містить сульфат і (або) хлорид заліза, у гальванічній ванні, а також хіміко-термічною обробкою в нітроцементаційній пасті при температурах від 400 до 900°С, котру виконують між шліфуванням і заключною термообробкою, в ході якої штамп і матриця одержують високу твердість Винахід відноситься до галузі металурги, і може бути застосованим зокрема у ювелірній промисловості, при виготовленні фурнітури для легкої промисловості, при виготовленні фурнітури для меблів, при виробництві годинників, при виробництві медичної техніки, в поліграфи В наш час відомо декілька способів виготовлення штампів, а саме 1 Ручним гравіруванням, 2 Механічним гравіруванням, 3 Лазерним гравіруванням, 4 Гравіруванням за допомогою ультразвуку, 5 Електрохімічним травленням Але з цих способів зробити гравірування на сталі рельєфу у трьох вимірах, а також художнє гравірування можливо тільки ручним та механічним способом Ручне гравірування виконується спеціальними різцями штіхелями Воно не потребує дорогої техніки, але потребує багато часу праці спеціаліста високого рівня Для виготовлення сталевих штампів і матриць в усіх країнах застосовують переважно механічне гравірування Воно виконується на гравірувальнофрезерних верстатах, де основним інструментом є фреза Нею на поверхні штампу вирізається зворотня копія моделі Проте не всі верстати виконують художнє гравірування рельєфу, а ті які це роблять працюють по збільшеній, більш як у п'ять разів, моделі На такому верстаті можна виготовити досить якісний штамп, але тільки один і потре бує це досить багато часу та праці висококваліфікованого спеціаліста Коштують такі верстати дорого, тому придбати їх має змогу тільки велике виробництво [1] Задачею цього винаходу є - знайти спосіб виготовлення одночасно великої КІЛЬКОСТІ штампів і матриць високої якості при низькій собівартості Ця задача вирішується, якщо використати для цієї мети технологію гальванопластики Гальванопластика - техніка отримання точних металевих копій шляхом електроосадження металу на форми, котрі по закінченні процесу відокремлюють від осаду В сучасній техніці за допомогою гальванопластики виготовляють вироби або інструмент, які неекономічне, неефективно або неможливо одержати яким-небудь іншим способом Гальванопластичне виготовлення виробів електроформування, окрім економії металу і полегшення конструкції дає можливість придавати виробам нові фізіко-механічні властивості [2] Ця технологія має такі етапи [3] 1 Конструювання і виготовлення форм - металевих, неметалевих і комбінованих, 2 Підготовка форм до нанесення провідного або розділяючих шарів, 3 Нанесення провідного шару на неметалеві форми, 4 Нанесення розділяючого шару на металеві форми, 5 Електроосадження заданого металу або сплаву, 6 Обробка зворотньої сторони нарощеного виробу, 00 00 со 49388 7 Відокремлення готового виробу від форми Для отримання матриці, на моделі у гальванічній ванні міднення нарощують шар МІДІ такої товщини, який би забезпечував розділення без пошкоджень нарощенної мідної форми від моделі Процес ведуть в електроліті до складу якого входить сульфат МІДІ і сірчана кислота Модель після нанесення розділяючого шару завішують на штангу, яка з'єднана зі знаком "мінус" випрямлювача струму На другу протилежну штангу до гальванічної ванни завішують мідний анод і з'єднують проводом зі знаком "плюс" Сила струму на штангах регулюється за допомогою реостату Після нарощення МІДІ модель виймають, промивають, відокремлюють модель від форми Завішують форму до другої гальванічної ванни для нарощування на ній заліза Поряд з залізом під дією електричного струму, з електроліту, що містить сульфат і (або) хлорид заліза, на формі відкладаються сполуки вуглецю і легуючих елементів Процес проходить з використанням анодів, що розчиняються Для них можна використовувати нелеговані сталі з малим вмістом вуглецю Нарощування процес довгий і може тривати, залежно від глибини рельєфу моделі та сили струму, до семи діб Для поліпшення якості осаджування заліза можливе використання автоматичного реверсування струму в ванні Процес може відбуватися при більш високій ЩІЛЬНОСТІ струму порівнянні з нарощуванням на струмі одного напрямку, таким чином прискорюється осаджування металу, покращується його кристалічність, збільшується вихід за струмом Покращується якість заліза також при використанні циркуляції електроліту у ванні [4] Після нарощування заліза на формі зверх 4мм (залежно від розмірів моделі) виймають форму з нарощеним залізом і промивають у розчині соди, потім у воді Нарощений шар заліза потребує механічної обробки, тому що зворотній його бік має грубу структуру Його шліфують на алмазних кругах, або з карбіду кремнію, корунду Розділяють форму і нарощену матрицю, яка являє собою точну копію моделі 8 ході наступної хіміко-термічної обробки відбувається перекристалізація сплаву при температурах від 400 - 900°С, вуглець і легуючі елементи з'єднуються з залізом Хіміко-термічна обробка проводиться в нітроцементацшнш пасті і триває близько двох годин Паста сприяє кращій якості виготовлення матриці або штампу, запобігає зміненню поверхні під впливом температури Далі проводять термічну обробку при температурі від 900 до 150°С, після чого твердість матриць сягає 8 - 8,5Гпа Такі матриці можна використовувати безпосередньо в поліграфи (фіг 1) Матрицю можна також виготовити з вуглецевої сталі зі штампу, отриманого за значенням вище способом, і користуватись нею для тиражування штампів Виготовлення штампів відрізняється від виготовлення матриць тільки тим, що залізо нарощують безпосередньо на моделі, а не на її зворотньому зображенні Після термічної обробки штампи можна використовувати як для виготовлення на них матриць з вуглецевої сталі, так і готової продукції (фіг 2) Такий спосіб не потребує дорогого обладнання, не використовує дорогі та дефіцитні матеріали, не утворює шуму, та не забруднює навколишнє середовище Обладнання не займає великої площі, для забезпечення штампами невеликого виробництва вистачить площі 10м Спосіб не потребує використання праці висококваліфікованих робітників, дає можливість отримати одночасно велику КІЛЬКІСТЬ матриць та штампів, вони мають низьку собівартість, яка залежить від розміру моделі та глибини рельєфу і коливається для ювелірних матриць в межах від 5 до 15грн за одиницю Такий винахід сприяє зростанню випуску продукції, покращенню її якості, зниженню и собівартості Література 1 А\ CIELLE Гравировально-фрезерные станки CIELLE htm 2 Вячеславов П М , Волянюк Г А Электролитическое формование — Л Машиностроение, 1979г — 197стр 3 Казначей Б Я Гальванопластика в промышленности — М Росгизместпром, 1955г — 175 стр 4 Шлугер М А Гальванические покрытия в машиностроении — Т 2 — М Машиностроение, 1985г —248 стр 49388 МОДЕЛЬ ФОРМА . ГАЛЬВАНІЧНА МАТРИЦЯ w ВАННА ДЛЯ НАРОЩУВАННЯ МЕТАЛУ НА ФОРМІ ГАЛЬВАНІЧНА ВАННА МІДН1ННЯ г £\ ШП £ Т А М ШЛІФУВАННЯ МАТРИЦЯ ПРЕС ПІЧ ДЛЯ ТЕРМООБРОБКИ * ШТАМП ДЛЯ ПРОМИСЛОВОГО ВИКОРИСТАННЯ Фіг-1 МОДЕЛЬ МОДЕЛЬ ГАЛЬВАНІЧНА ВАННА МІДНІННЯ ШТАМП ГАЛЬВАНІЧНА ВАННА ДЛЯ НАРОЩУВАННЯ МЕТАЛУ НА МОДЕЛІ ШЛІФУВАННЯ ПІЧ ДЛЯ ТЕРМООБРОБКИ МАТРИЦЯ ДЛЯ ПРОМИСЛОВОГО ВИКОРИСТАННЯ Фіг.2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMewhod for forming a punch and/or mould
Назва патенту російськоюСпособ изготовления штампа и/или матрицы
МПК / Мітки
МПК: B21C 3/18, B21C 25/00
Мітки: або, матриці, виготовлення, спосіб, штампа
Код посилання
<a href="https://ua.patents.su/3-49388-sposib-vigotovlennya-shtampa-i-abo-matrici.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення штампа і (або) матриці</a>
Спосіб виготовлення штампа та вигравіруваний предмет, зокрема штамп (варіанти)
Номер патенту: 46854
Опубліковано: 17.06.2002
Автори: Кауле Віттіх, Майер Карлхайнц
МПК: B41C 1/02
Мітки: вигравіруваний, предмет, спосіб, варіанти, штампа, зокрема, штамп, виготовлення
Формула / Реферат:
1. Спосіб виготовлення штампа для тиснення, зокрема сталевої форми для глибокого друку, що має щонайменше одне заглиблення у формі лінії, виконаної на поверхні штампа, який відрізняється тим, що щонайменше одну лінію виконують такою, що утворює на поверхні штампа обмежену за площею окрему ділянку, краї якої, у свою чергу, виконують такими, що утворюють на поверхні штампа заданий контур, всередині якого розташовують траєкторію руху...
Спосіб виготовлення світлопоглинаючої матриці на екрані кольорової електронно-променевої трубки
Номер патенту: 28593
Опубліковано: 16.10.2000
Автори: Михайловська Катерина Василівна, Шепелявий Петро Євгенович, Індутний Іван Захарович
МПК: H01J 9/227
Мітки: кольорової, екрані, спосіб, матриці, виготовлення, електронно-променевої, світлопоглинаючої, трубки
Формула / Реферат:
1. Спосіб виготовлення світлопоглинаючої матриці на екрані кольорової електронно-променевої трубки, при якому світлопоглинаюче покриття наносять у вигляді просторово-неоднорідного шару, який одержують термічним випаровуванням у вакуумі дрібнодисперсної суміші на основі SiOxCr100-x, де (мас.%), формують в ньому отвори для люмінофорів методом прямої фотолітографії, який...
Спосіб виготовлення оригіналів та штампів для тиражування компакт-дисків
Номер патенту: 44909
Опубліковано: 15.03.2002
Автори: Гринько Дмитро Олександрович, Крючин Андрій Андрійович, Петров В'ячеслав Васильович
МПК: G11B 7/249, G11B 7/26
Мітки: тиражування, виготовлення, штампів, оригіналів, компакт-дисків, спосіб
Формула / Реферат:
Спосіб виготовлення оригіналів та штампів для тиражування компакт-дисків, що складається з нанесення на підкладку шару світлочутливого матеріалу, з якого безпосередньо формується рельєфне мікрозображення, виконання лазерним опромінюванням запису інформації, який відрізняється тим , що світлочутливий матеріал у вигляді плівки оксидів титану, вольфраму, молібдену, хрому або ніобію, легованих металоорганічними сполуками, одержують розкладом...
Вузол кріплення верхньої плити штампа до повзуна преса

Номер патенту: 1359
Опубліковано: 15.08.2002
Автори: Ширманов Денис Михайлович, Діамантопуло Костянтин Костянтинович, Євтєєв Артем Ігорович
МПК: B21D 37/00
Мітки: кріплення, штампа, преса, вузол, плити, верхньої, повзуна
Формула / Реферат:
1. Вузол кріплення верхньої плити штампа до повзуна преса, що утримує пластину-компенсатор з перемінною жорсткістю по ширині, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, який відрізняється тим, що опорні поверхні повзуна, компенсатора та верхньої плити з’єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані у...
Спосіб гартування штампа
Номер патенту: 5613
Опубліковано: 28.12.1994
Автори: Блейфер Роман Львович, Баженов Сергій Миколаєвич, Дейненко Леонід Миколаєвич, Стьожкин Віктор Васильєвич, Дейненко Станіслав Миколаєвич, Большаков Володимир Іванович, Кудрявцев Роман Семенович, Москаленко Людмила Іванівна
Мітки: штампа, гартування, спосіб
Формула / Реферат:
(57) 1. Способ закалки штампа, включающий нагрев, охлаждение в воде или водном растворе соли с температурой среды не ниже 90°С путем опускания в ванну и подъема, и отпуск, отличающийся тем, что после нагрева штамп устанавливают на стол рабочей поверхностью вверх, при опускании в ванну штамп охлаждают до достижения самым тонким сечением гравюры штампа температуры Мн, затем осуществляют подъем штампа на высоту 50-120 мм от самой глубокой точки...
Попередній патент: Спосіб одержання гелеподібної композиції поперечно зшитого біологічно сумісного полісахариду, композиція на його основі
Наступний патент: Спосіб одержання фасонної заготовки під наступне штампування
Випадковий патент: Захватний пристрій промислового робота