Ділянка розливання металу
Номер патенту: 49690
Опубліковано: 11.05.2010
Автори: Санжаревський Олег Васильович, Плугатар Віктор Семенович, Пакін Володимир Арсентіович, Казаков Олександр Васильович, Волошин Олексій Іванович

Формула / Реферат
Ділянка розливання металу, до складу якої входить стенд із поворотною рамою, оснащений лагами, що містять рухомі ложементи з розташованими на них стальковшами, і розміщений на позиції розливання візок із промковшем зі зливальними отворами в днищі, яка відрізняється тим, що стенд обладнаний тягами, шарнірно зчленованими з однієї сторони з ложементами, а з іншої сторони з рамою стенда, і механізмами регулювання довжини тяг, зчленованими з тягами, при цьому ложементи шарнірно закріплені на лагах по вертикальній осі стальковшів з можливістю хитання зі стальковшами у напрямку, перпендикулярному осі зливальних отворів промковша.
Текст
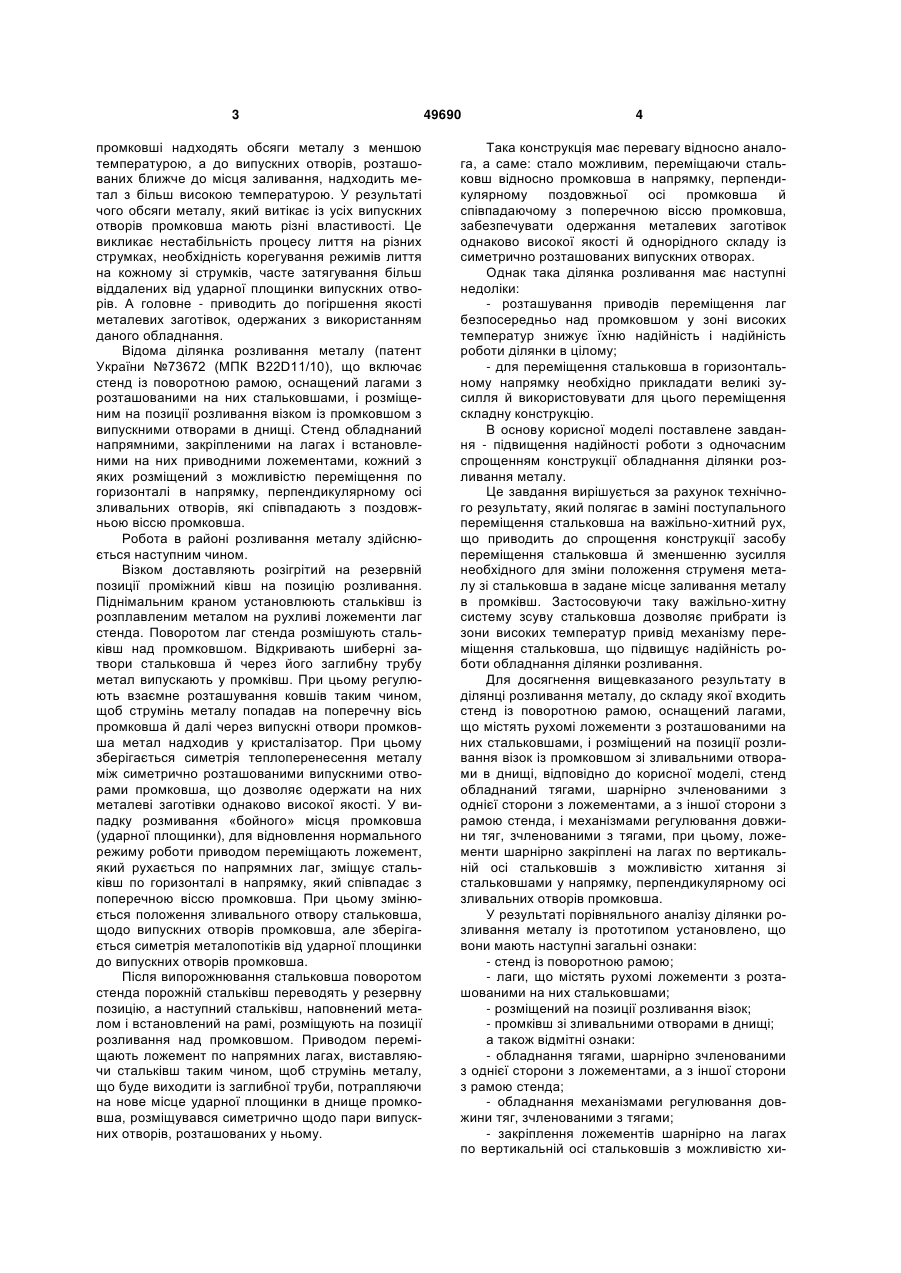
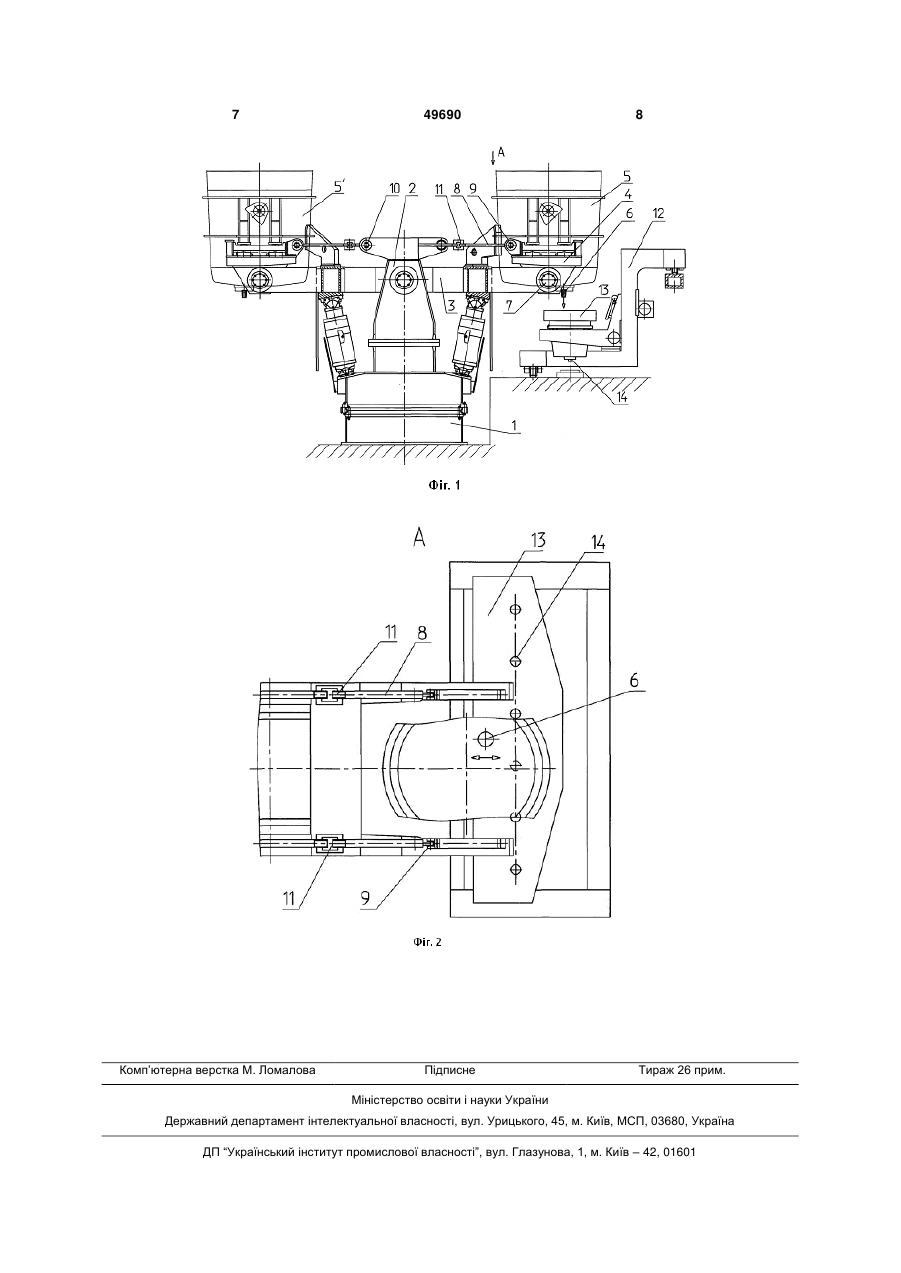
Ділянка розливання металу, до складу якої входить стенд із поворотною рамою, оснащений 3 промковші надходять обсяги металу з меншою температурою, а до випускних отворів, розташованих ближче до місця заливання, надходить метал з більш високою температурою. У результаті чого обсяги металу, який витікає із усіх випускних отворів промковша мають різні властивості. Це викликає нестабільність процесу лиття на різних струмках, необхідність корегування режимів лиття на кожному зі струмків, часте затягування більш віддалених від ударної площинки випускних отворів. А головне - приводить до погіршення якості металевих заготівок, одержаних з використанням даного обладнання. Відома ділянка розливання металу (патент України №73672 (МПК B22D11/10), що включає стенд із поворотною рамою, оснащений лагами з розташованими на них стальковшами, і розміщеним на позиції розливання візком із промковшом з випускними отворами в днищі. Стенд обладнаний напрямними, закріпленими на лагах і встановленими на них приводними ложементами, кожний з яких розміщений з можливістю переміщення по горизонталі в напрямку, перпендикулярному осі зливальних отворів, які співпадають з поздовжньою віссю промковша. Робота в районі розливання металу здійснюється наступним чином. Візком доставляють розігрітий на резервній позиції проміжний ківш на позицію розливання. Піднімальним краном установлюють стальківш із розплавленим металом на рухливі ложементи лаг стенда. Поворотом лаг стенда розмішують стальківш над промковшом. Відкривають шиберні затвори стальковша й через його заглибну трубу метал випускають у промківш. При цьому регулюють взаємне розташування ковшів таким чином, щоб струмінь металу попадав на поперечну вісь промковша й далі через випускні отвори промковша метал надходив у кристалізатор. При цьому зберігається симетрія теплоперенесення металу між симетрично розташованими випускними отворами промковша, що дозволяє одержати на них металеві заготівки однаково високої якості. У випадку розмивання «бойного» місця промковша (ударної площинки), для відновлення нормального режиму роботи приводом переміщають ложемент, який рухається по напрямних лаг, зміщує стальківш по горизонталі в напрямку, який співпадає з поперечною віссю промковша. При цьому змінюється положення зливального отвору стальковша, щодо випускних отворів промковша, але зберігається симетрія металопотіків від ударної площинки до випускних отворів промковша. Після випорожнювання стальковша поворотом стенда порожній стальківш переводять у резервну позицію, а наступний стальківш, наповнений металом і встановлений на рамі, розміщують на позиції розливання над промковшом. Приводом переміщають ложемент по напрямних лагах, виставляючи стальківш таким чином, щоб струмінь металу, що буде виходити із заглибної труби, потрапляючи на нове місце ударної площинки в днище промковша, розміщувався симетрично щодо пари випускних отворів, розташованих у ньому. 49690 4 Така конструкція має перевагу відносно аналога, а саме: стало можливим, переміщаючи стальковш відносно промковша в напрямку, перпендикулярному поздовжньої осі промковша й співпадаючому з поперечною віссю промковша, забезпечувати одержання металевих заготівок однаково високої якості й однорідного складу із симетрично розташованих випускних отворах. Однак така ділянка розливання має наступні недоліки: - розташування приводів переміщення лаг безпосередньо над промковшом у зоні високих температур знижує їхню надійність і надійність роботи ділянки в цілому; - для переміщення стальковша в горизонтальному напрямку необхідно прикладати великі зусилля й використовувати для цього переміщення складну конструкцію. В основу корисної моделі поставлене завдання - підвищення надійності роботи з одночасним спрощенням конструкції обладнання ділянки розливання металу. Це завдання вирішується за рахунок технічного результату, який полягає в заміні поступального переміщення стальковша на важільно-хитний рух, що приводить до спрощення конструкції засобу переміщення стальковша й зменшенню зусилля необхідного для зміни положення струменя металу зі стальковша в задане місце заливання металу в промківш. Застосовуючи таку важільно-хитну систему зсуву стальковша дозволяє прибрати із зони високих температур привід механізму переміщення стальковша, що підвищує надійність роботи обладнання ділянки розливання. Для досягнення вищевказаного результату в ділянці розливання металу, до складу якої входить стенд із поворотною рамою, оснащений лагами, що містять рухомі ложементи з розташованими на них стальковшами, і розміщений на позиції розливання візок із промковшом зі зливальними отворами в днищі, відповідно до корисної моделі, стенд обладнаний тягами, шарнірно зчленованими з однієї сторони з ложементами, а з іншої сторони з рамою стенда, і механізмами регулювання довжини тяг, зчленованими з тягами, при цьому, ложементи шарнірно закріплені на лагах по вертикальній осі стальковшів з можливістю хитання зі стальковшами у напрямку, перпендикулярному осі зливальних отворів промковша. У результаті порівняльного аналізу ділянки розливання металу із прототипом установлено, що вони мають наступні загальні ознаки: - стенд із поворотною рамою; - лаги, що містять рухомі ложементи з розташованими на них стальковшами; - розміщений на позиції розливання візок; - промківш зі зливальними отворами в днищі; а також відмітні ознаки: - обладнання тягами, шарнірно зчленованими з однієї сторони з ложементами, а з іншої сторони з рамою стенда; - обладнання механізмами регулювання довжини тяг, зчленованими з тягами; - закріплення ложементів шарнірно на лагах по вертикальній осі стальковшів з можливістю хи 5 тання зі стальковшами у напрямку, перпендикулярному осі зливальних отворів промковша. Таким чином, запропонована ділянка розливання металу має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмітними ознаками й технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що стенд обладнаний тягами, шарнірно зчленованими з однієї сторони з ложементами, а з іншої сторони з рамою стенда, і механізмами регулювання довжини тяг, зчленованими з тягами, при цьому, ложементи шарнірно закріплені на лагах по вертикальній осі сталь ковшів з можливістю хитання зі стальковшами у напрямку, перпендикулярному осі зливальних отворів промковша, стало можливим застосувати просту важільно-хитну систему для переміщення стальковшів, використовуючи при цьому простий механізм і значно зменшити зусилля на таке переміщення. Також, використання важільної системи дозволило прибрати із зони високих температур привід переміщення стальковшів, зберегти при цьому необхідну область заливання металу в промківш, що забезпечує влучення струменя металу на поперечну вісь промковша й далі через рівновіддалені випускні отвори промковша попадання металу в кристалізатор. Виключення з вищевказаної сукупності відмітних ознак хоча б одної з них не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки й тому воно є новим. Корисна модель, що заявляється, промислово застосовано, тому що її технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний проект на МБЛЗ для Казахстану. Таким чином, рішенню, що заявляється може представлятися правова охорона, тому що воно є новим і промислово застосовано, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг.1 - загальний вид ділянки розливання металу; Фіг.2 - вид А на Фіг.1 До складу ділянки розливання металу (Фіг.1) входить стенд 1 з поворотною рамою 2 і лаги 3, які містять рухомі ложементи 4 призначені для стальковша 5 (та 5') зі зливальним отвором 6 у днищі. Ложементи 4 закріплені на лагах 3 за допомогою шарніра 7 таким чином, щоб вертикальна вісь стальковша 5 і шарніра 7 співпадали. Стенд 1 обладнаний тягами 8, які зчленовані з однієї сторони з ложементами 4 за допомогою шарніра 9, а з іншого боку - з поворотною рамою 2 за допомогою шарніра 10. Ділянка розливання обладнана механіз 49690 6 мом регулювання довжини 11 тяг 8, який безпосередньо зчленований з тягами. У цьому випадку механізм 11 виконаний у вигляді гвинт-гайка, але може бути виконаний і у вигляді гідроциліндра. До складу ділянки розливання входить візок 12 з розміщеним на ньому промковшом 13 з декількома зливальними отворами 14 у днищі. Зливальні отвори 14 розташовуються уздовж поздовжньої осі промковша 13 (Фіг.2). Робота на ділянці розливання металу здійснюється наступним чином. Візком 12 доставляють розігрітий на резервній позиції проміжний ківш 13 на позицію розливання. Піднімальним краном (на малюнках не показаний) установлюють стальківш 5, наповнений розплавленим металом, на раму 2 стенда 1. Поворотом лаг 3 розміщають стальківш 5 над промковшом 13. Відкривають шиберні затвори стальковша 5 і метал випускають упромківш 13. При цьому регулюють взаємне розташування ковшів 5 і 13 таким чином, щоб зі стальковша 5 струмінь металу попадав на поперечну вісь промковша 13 і далі через зливальні отвори промковша 13 метал надходив у кристалізатори. При цьому буде зберігатися симетрія теплоперенесення металу між симетрично розташованими випускними отворами 14 промковша, що дозволить одержувати металеві заготівки однаково високої якості. У випадку розмивання «бойного» місця промковша 13 від упадного струменя металу зі стальковша 5 для відновлення нормального режиму роботи механізмом регулювання довжини 11 тяг 8 повертають ложементи 4 зі стальковшом 5 відносно лаг 3 у напрямку, який співпадає з поперечною віссю промковша 13. При цьому змінюється положення падіння струменя металу щодо випускних отворів 14 промковша 13, і змінюються довжини металопотоків від ударної площинки до випускних отворів промковша 13. Після випорожнювання стальковша 5 поворотом стенда 1 порожній стальківш 5 переводять у резервну позицію, а наступний стальківш 5', наповнений металом і встановлений на рамі 2, розміщають на позиції розливання над промковшом 13. Приводом механізму регулювання довжини тяг 8 повертають ложементи 4 зі стальковшом 5' відносно лаг 3, виставляючи стальківш 5' таким чином, щоб струмінь металу, який буде виходити з нього, попадав на нове місце ударної площинки в днище промковша 13, розміщався симетрично щодо пари випускних отворів 14, розташованих у ньому. Подальша робота на ділянці повторюється аналогічно описаному. Таким чином, виконання ділянки розливання металу, згідно формули корисної моделі дозволяє прибрати із зони високих температур привід механізму переміщення стальковша, що підвищує надійність роботи ділянки розливання з одночасним спрощенням конструкції її обладнання. 7 Комп’ютерна верстка М. Ломалова 49690 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMetal casting station
Автори англійськоюSanzharevskyi Oleh Vasyliovych, Pakin Volodymyr Arsentiiovych, Kazakov Oleksandr Vasyliovych, Pluhatar Viktor Semenovych, Voloshyn Oleksii Ivanovych
Назва патенту російськоюУчасток разливки металла
Автори російськоюСанжаревский Олег Васильевич, Пакин Владимир Арсентьевич, Казаков Александр Васильевич, Плугатар Виктор Семенович, Волошин Алексей Иванович
МПК / Мітки
МПК: B22D 11/10
Мітки: ділянка, розливання, металу
Код посилання
<a href="https://ua.patents.su/4-49690-dilyanka-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливання металу</a>
Ділянка розливання металу
Номер патенту: 73672
Опубліковано: 15.08.2005
Автори: Пакін Володимир Арсентійович, Місяновській Гєннадій Васільєвіч, Баначенков Владімір Гєннадієвич, Санжаревський Олег Васильович, Білобров Юрій Миколайович, Казаков Олександр Васильович, Сусь Юрій Миколайович, Плугатар Віктор Семенович
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Формула / Реферат:
Ділянка розливання металу, до складу якої входять стенд, обладнаний лагами з розташованим на них стальковшем, і розміщений на позиції розливання візок із промковшем з випускними отворами у днищі, яка відрізняється тим, що вона оснащена напрямними, закріпленими на лагах стенда і встановленими на них привідними рамами, кожна з яких розміщена з можливістю переміщення по горизонталі у напрямку, перпендикулярному подовжній осі промковша від...
Ділянка розливання металу

Номер патенту: 58862
Опубліковано: 15.08.2003
Автори: Санжаревський Олег Васильович, Казаков Олександр Васильович, Пакін Володимир Арсентійович, Левіна Валентина Іванівна
МПК: B22D 11/10
Мітки: металу, ділянка, розливання
Формула / Реферат:
Ділянка розливання металу, до складу якої входять поворотний стенд, що включає прикріплену до фундаменту колону, зчленовану з лагами для стальковша, і поворотний візок, оснащений щонайменше двома траверсами для промковша, яка відрізняється тим, що поворотний візок розміщений на колоні поворотного стенда.
Ділянка розливання металу

Номер патенту: 61637
Опубліковано: 17.11.2003
Автори: Казаков Олександр Васильович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович, Левіна Валентина Іванівна
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Формула / Реферат:
Ділянка розливання металу, що містить розміщений на колоні поворотний стенд з лагами для стальковша і поворотний візок, який містить встановлену на замкнутій кільцевій опорі, розташованій співвісно зі стендом, платформу з траверзами для промковша, яка відрізняється тим, що замкнута кільцева опора для платформи поворотного візка прикріплена до фундаменту, а траверзи для промковша розміщені під кутом 180° одна відносно одної.
Ділянка розливання металу
Номер патенту: 55137
Опубліковано: 17.03.2003
Автори: Левіна Валентина Іванівна, Казаков Олександр Васильович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович
МПК: B22D 11/10
Мітки: ділянка, розливання, металу
Формула / Реферат:
Ділянка розливання металу, що включає резервні позиції і позицію розливання, візки, кожен з яких несе привідний захисний екран і траверсу для промковша, рухому у вертикальній площині від приводу підйому-опускання, яка відрізняється тим, що привід підйому-опускання траверси для промковша і привід переміщення захисного екрана встановлені на фундаменті позиції розливання і розміщені з можливістю періодичного контакту відповідно до траверси для...
Ділянка розливання металу
Номер патенту: 35919
Опубліковано: 16.04.2001
Автори: Санжаревський Олег Васильович, Пакін Володимир Арсентійович, Бабій Сергій Антонович, Козаков Олександр Васильович
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Формула / Реферат:
Ділянка розливання металу, яка містить стенд з лагами для сталерозливального ковша, проміжний ковш та маніпулятор для розливного стакана, до складу якого входять цапфа, що несе стояк, розташований з можливістю вертикального переміщення, тримач, оснащений опорним елементом для розливного стакана, яка відрізняється тим, що вона обладнана додатковим маніпулятором та горизонтальними напрямними для цапф маніпуляторів, а тримач кожного з...
Попередній патент: Спосіб виробництва швидкозамороженого яблучного десерту
Наступний патент: Тривимірний мон-транзистор зі структурою “кремній-на-ізоляторі”
Випадковий патент: Стрічка для набоїв до стрілецько-артилерійської зброї