Гнучка автоматизована дільниця
Номер патенту: 5023
Опубліковано: 28.12.1994
Автори: Остреров Віктор Миколайович, Хейфец Борис Меєрович, Сойфер Ромен Давідович, Табаченко Олег Якович
Формула / Реферат
Гибкий автоматизированный участок, содержащий технологическое оборудование, установленное в ряд, размещенный вдоль него склад для палет с деталями и рабочие тактовые столы, при этом склад и рабочие столы установлены в два яруса друг над другом, и штабелеp размещенный с возможностью перемещения в пространстве между складом и рабочими столами, отличающийся тем, что, с целью снижения металлоемкости и упрощения конструкции, рабочие столы выполнены консольными и размещены над складом, склад выполнен в виде ряда стационарных столов с возможностью штабелирования на последних палет с деталями, а штабелеp снабжен вилочным захватом, выполнен двухкоординатным и установлен с возможностью взаимодействия с налетами, размешенными на складе и на рабочих столах, при этом продольная ось склада и оси центральной части опорных поверхностей рабочих тактовых столов и вилочного захвата штабелера расположёны в одной вертикальной плоскости.
Текст
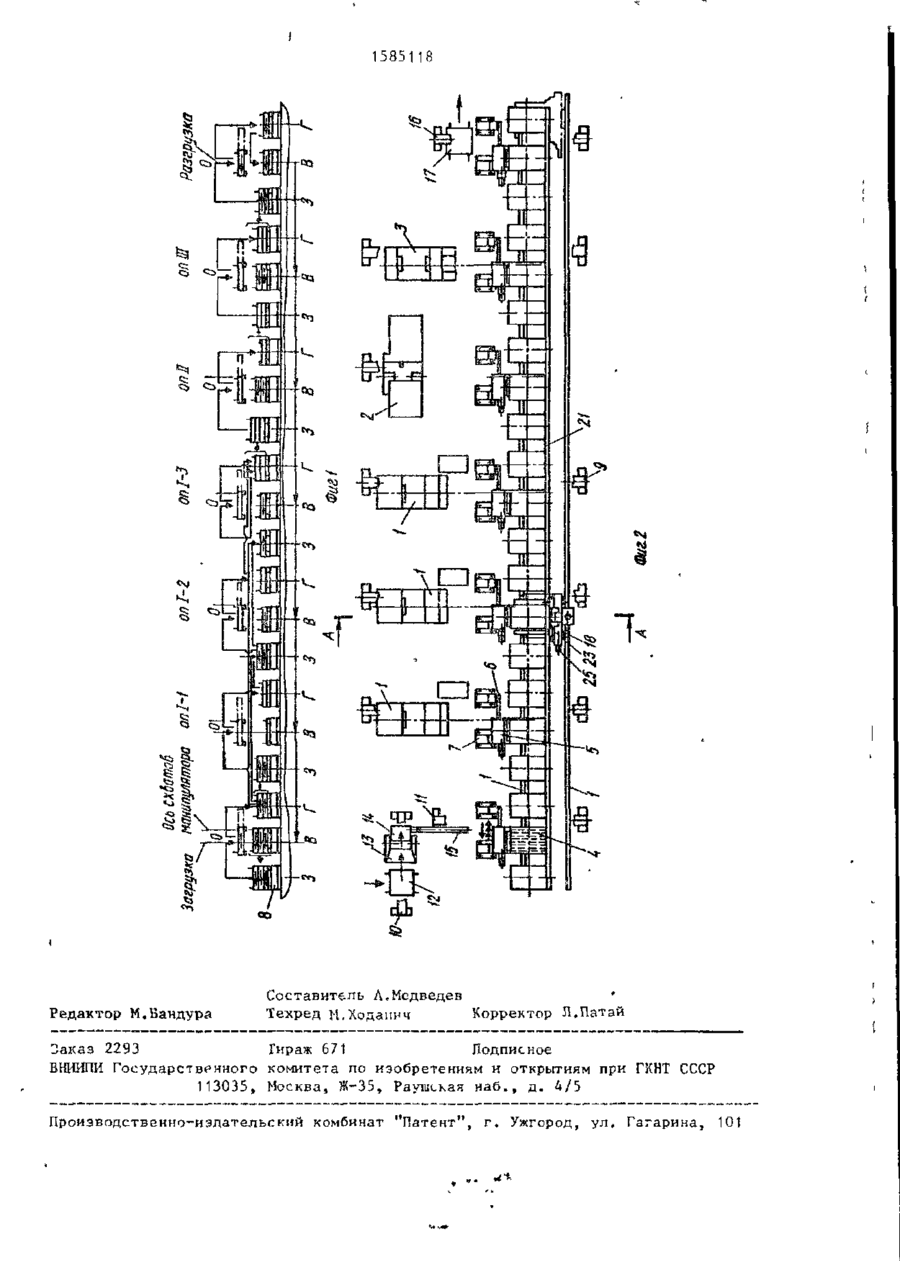
Изобретение относится к станкостроению, в частности к гибким автоматизированным производственным сис темам для механической обработки деталей. Цель изобретения - снижение металлоемкости и упрощение конструкции гибкого автоматизированного участка. Консоли рабочих тактовых столов 5, вилочного захвата штабелера 18 и столов 8 склада находятся на одной продольной оси в вертикальной плоскости. Рабочие столы 5 размещены над складом. Склад выполнен в виде ряда столов 8, на которых в штабеле установлены палеты 4 с деталями. Штабелер 18 выполнен двухкоординатныы. Подала деталей из палет 4 S установленных на рабочих столах 5, к станкам осуществляется портальным манипулятором 9. 3 ил. А-А подернута ®u?z $ гг 1585118 деталями, для которых необходимо изменить маршрут обработки. Для связи рабочих позиций " 0 м с технологическим оборудованием служат ] манипуляторы 9 портального типа. Устройство загрузки заготовок в групповые палеты 4 на позиции " 0 " операции "загрузка" включает в себя манипуляторы 10, 11 портального типа, (ГАУ). |0 тару 12 для заготовок, бункер 13, На фиг. 1 представлена система рацепной транспортер 14 и тупиковый лобочих и накопительных столов, общий. ток 15. вид; на фиг. 2 - гибкий автоматизированный участок, вид в плане; на Устройство выгрузки обработанных фиг. 3 - элементы ГАУ, поперечный ' ^ деталей из палет 4 на позиции " 0 " операзрез. рации "разгрузка" включает в себя манипулятор 16 и тару 17. Технологическое оборудование ГАУ располагается в один ряд, причем Для связи между рабочими и накопистанки 1 (параллельно работающие) тельными позициями служит штабелер 18. предназначены для выполнения одной ^п Привод 19 и пара зубчатое Колесо 20 и той л е операции I (1-1, 1-2, 1-3), е рейка 21 предназначены для перемещеа станки 2, 3 (последовательно рабония штабелера 18 по рельсам 22. На тающие) - для выполнения различных вертикальных направляющих штабелера операций (II, III). 18 установлен ползун 23 с вилочным захватом 24 и привод 25 перемещения В начале ГАУ организована опера25 ползуна 23 посредством передачи винт ция загрузки заготовок в групповые 26 - гайка 27. палеты 4, а в конце - операция раз Изобретение относится к станкостроению, в частности к гибким автоматизированным производственным системам для механической обработки деталей. Цель изобретения - снижение металлоемкости и упрощение конструкции гибкого автоматизированного участка грузки обработанных деталей из палет Гибкий автоматизированный участок работает следующим образом. 1 Заготовки поступают уложенные наВдоль раяда станков 1, 2, 3 орга30 валом в таре 12 к устройству загрузнизован ряд рабочих и накопительных ки. Электромагнитная рука манипуляпозиций групповых палет 4, образуютора 10 переносит порцию заготовок щих два яруса манипулирования, В в бункер 13, откуда они поштучно порайоне каждой технологической оперападают посредством цепного транспорции сгруппированы позиции, обозначенные буквами "О", " 3 " , "Г" и "В" с 35 тера 14 в устье тупикового лотка 15. Затем схват манипулятора 11 переносит целью отражения их назначения. заготовки в групповую палету 4, устаПозиция "О" (обработки) - рабочие новленную в позицию " 0 " операции позиции, образующие верхний ярус ма"загрузка" вилочным захватом 24 штанипулирования и выполненные в виде белера 18. Таким образом заполняются подвижных в продольном направлении 40 все ряды в групповой палете 4, причем тактовых столов 5, установленных на перемещение от ряда к ряду в продольнаправляющих 6, закрепленных на стойном направлении осуществляет тактовый ках 7. ' стод 5, перемещаясь по направляющим 6, Нижний ярус манипулирования образован следующими стационарными позициями, выполненными в виде неподвижных столов 8: позициями " 3 " (заготовительными) , предназначенными для накопления групповых палет 4, в кото- 50 рых находятся детали-заготовки для данной технологической операции; позициями *'Г", предназначенными для накопления групповых палет 4 с деталями, 55 прошедшими ^данную технологическую операцию; позициями "В" - возврата порожних палет 4 от конца ГАУ к его началу; а также возврата палет 4 с закрепленным' на стойках 7, а в поперечном - каретка манипулятора 11. Палеты 4, загруженные деталями, накапливаются в позициях "3" и "Г" и поступают по одной в соответствующие позиции " 0 " технологических операций. Встречный поток порожних палет 4 и палет 4 с деталями, для которых необходимо осуществить изменение маршрута обработки, осуществляется через позиции возврата "В". і Передача палет 4 из позиции в позицию осуществляется штабелером 18, который перемещается по рельсам 22 от 5 15851 1 8 • * м привода 19 через передачу зубчатое загруженные заготовками в позиции " 0 колесо 20 - рейка 21. Вертикальное операции " з а г р у з к а " , накапливаются перемещение палеты 4 (или штабеля пав позиции "Г" этой операции и постулет 4) осуществляется при помощи полпают оттуда поодиночно в позиции " 3 " зуна 23, который перемещается по параллельных операций 1-2, Ї - 3 , котовертикальным направляющим штабелера рым схема обычно отдает предпочтение 18 от привода 25 посредством передаперед операцией 1-1, в позицию " 3 " чи винт 26 - гайка 27. операции 1-1 (при полном ее опорожПалеты 4 с полностью обработанные JQ нении) палеты 4 из позиции " Г " операции " з а г р у з к а " подаются штабелем, ми деталями переносятся по одной штабелером 18 в позицию " 0 " операции что дает возможность избежать обра"разгрузка", где детали выгружаются зование "застойных" зон накопления; из палеты 4 манипулятором 16 в тару палеты 4 с обработанными деталями 17 и удаляются с ГАУ при помощи цехо- ^ накапливаются в позициях " Г " операвого транспорта, а порожние палеты 4 ции 1-1, 1-2 и 1-3, откуда поступавозвращаются по нижнему ярусу маниют в позицию " 3 " следующей операции пулирования через позиции возврата . ( I I ) , причем в позициях "Г" операций "В" к началу ГАУ под загрузку заго1-1 и 1-2 должно быть не более одной товками. 20 палеты, чтобы избежать "застойности" накопления. Связь позиций " 0 " технологических операций с соответствующими единицаОсобенности транспортирования пами 1 , 2, 3 технологического оборудолет 4 на операции " з а г р у з к а " : в по11 вания осуществляют манипуляторы 9, зиции "В операции "заі р у з к а " могут переносящие необработанные детали в 25 накапливаться только порожние палеты зону обработки и возвращающие обра4 (в отличие от позиций "В" других ботанные в палету 4. операций): с позиции "В" порожние Перемещение от детали К детали в палеты 4 поступают штабелем в позицию палете в поперечном направлении осу" З " лишь после опорожнения последней, ществляет каретка манипулятора 9, в зо во избежание "застойности" накоплепродольном - соответствующий тактовый ния. стол 5. Ф о р м у л а и з о б р е т е н и я Можно выделить следующие функциоГибкий автоматизированный участок, нальные связи между позициями транссодержащий технологическое оборудовапортирования: палеты 4 с необработанние , установленное з ряд, размещенный ными деталями на любой технологичесвдоль него склад для палет с деталями кой операции поступают поодииочно в ' и рабочие тактовые столы, при этом позицию " 0 " из позиции "3"; палеты 4 склад и рабочие столы установлены в с обработанными деталями поступают два яруса друг над другом, и штабелер с позиции " 0 " поодиночно в позицию ,г размещенный с возможностью перемеще"Г"; палеты 4 с обработанными деталяния в пространстве между складом и ми накапливаются в позиции "Г" предырабочими стопами, о т л и ч а ю дущей операции и передаются Б П О З И Ц И Ю щ и й с я тем, что, с целью сниже"3" последующей операции при полном ния металлоемкости и упрощения констопорожнении ее, причем палеты 4 пере- .^ рукции, рабочие столы выполнены конносятся штабелем, что дает возможсольными и размещены над складом, склад, ность избежать образование "застойвыполнен з виде ряда стационарных ных" зон накопления; палеты 4 с детастолов е возможностью штабелирования" лями, для которых необходимо измена последних палет с деталями, а штанить технологический маршрут, э также < белер снабжен вилочным захватом» выпорожние палеты ^, которые необходиполнен двухкоординатиым и установлен мо вернуть к иача іу ГАУ, образуют пос возможностью взаимодействия с палеток в направлении справа налево и натами,, рззмещеьььми па складе и на р а 'капливаются в позициях возврата '"В". Оочих столах, ПРИ ЭТОМ продольная Особенности транспортирования па- S 4 ось склада и оси центральной части опорных поверхностей рабочих тактовых лет 4 при обслуживании нескольких столпв и вилочного захвата штабелера параллельно работающих единиц оборурасположены в одной вертикальной дования (т.е. выполняющих одну н ту плоскости. же операцию I) следующие: палеты 4, 1585118 Редактор М.Бандура Составитель Л,Медведев ' Техред М.Ходапнч Корректор Л.Патай Заказ 2293 Тираж 671 Подписное В Н И Ш И Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюFlexible automated cell
Автори англійськоюOstrerov Victor Mykolaiovych, Soifer Romen Davydovych, Tabachenko Oleh Yakovych, Kheifets Borys Meierovych
Назва патенту російськоюГибкий автоматизированный участок
Автори російськоюОстреров Виктор Николаевич, Сойфер Ромен Давидович, Табаченко Олег Яковлевич, Хейфец Борис Меерович
МПК / Мітки
МПК: B23Q 41/02
Мітки: гнучка, автоматизована, дільниця
Код посилання
<a href="https://ua.patents.su/4-5023-gnuchka-avtomatizovana-dilnicya.html" target="_blank" rel="follow" title="База патентів України">Гнучка автоматизована дільниця</a>
Пристрій для переміщення виробів з однієї технологічної позиції на іншу
Номер патенту: 2111
Опубліковано: 26.12.1994
Автори: Пінчук Юрій Іванович, Пінчук Іван Федорович
МПК: B65G 47/52
Мітки: виробів, однієї, переміщення, іншу, пристрій, позиції, технологічної
Формула / Реферат:
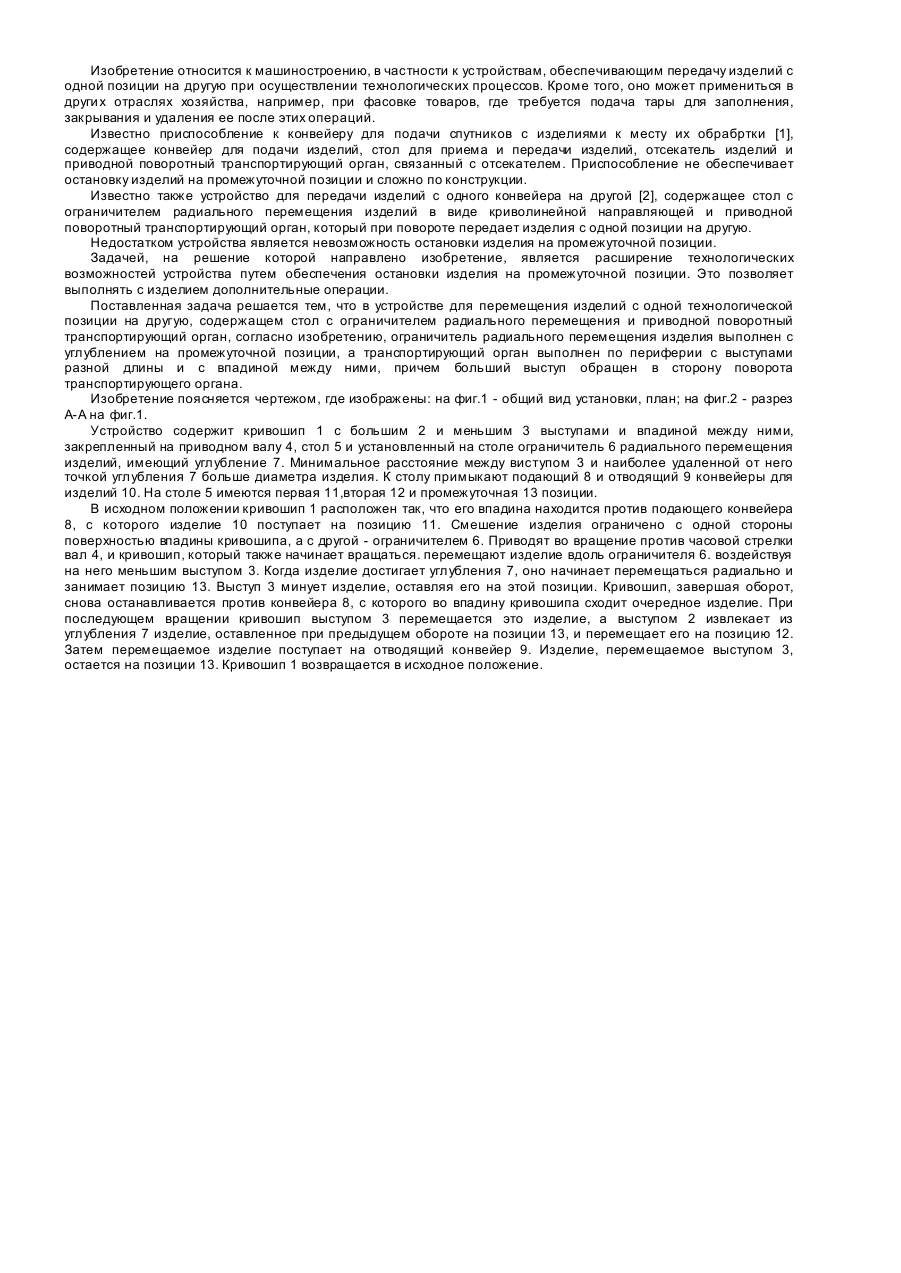
Устройство для перемещения изделий с одной технологической позиции на другую, включающее стол с ограничителем радиального перемещения изделия и приводной поворотный транспортирующий орган, отличающееся тем, что ограничитель радиального перемещения изделия выполнен с углублением на промежуточной позиции, а транспортирующий орган выполнен по периферии с выступами разной длины и с впадиной между ними, причем больший выступ обращен в сторону...
Автоматизована роторна ділянка трубообробки
Номер патенту: 619
Опубліковано: 15.12.1993
Автори: Гончаров Віктор Вадимович, Петрушенко Володимир Омельянович, Пуриш Валентин Захарович
МПК: B23Q 41/00
Мітки: автоматизована, трубообробки, ділянка, роторна
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Автоматизированный роторный участок трубообработки, содержащий установленные в заданной технологической последовательности склад труб, стеллажа, устройства замера, резки, маркировки, зачистки концов труб под сварку, приварки фланцев, гибки труб, связанные перегружателями и транспортным устройством, и систему управления, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности,...
Поворотний пристрій
Номер патенту: 237
Опубліковано: 30.04.1993
Автори: Красильніков Геннадій Якович, Петрук Анатолій Іванович, Шелест Володимир Ілліч, Василишин Ярослав Дмитрович, Яніцький Віталій Генріхович
МПК: F16H 25/00
Мітки: поворотний, пристрій
Формула / Реферат:
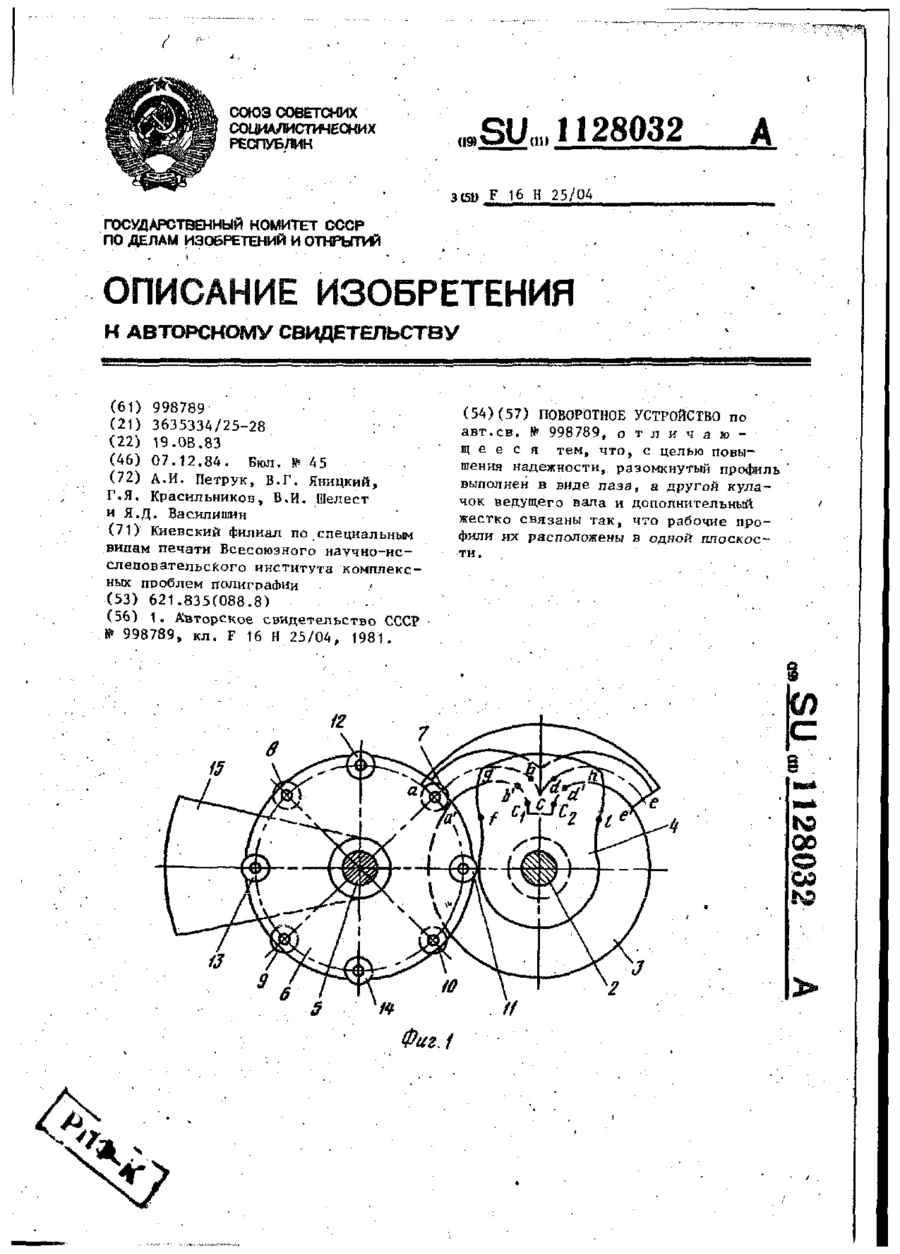
(57) Поворотное устройство по авт.св. № 998789, отличающееся тем, что, с целью повышения надежности, разомкнутый профиль выполнен в виде паза, а другой кулачок ведущего вала и дополнительный жестко связаны так, что рабочие профили их расположены в одной плоскости.
Штамп послідовної дії
Номер патенту: 2041
Опубліковано: 20.12.1994
Автори: Наливайченко Юрій Михайлович, Гавриленко Володимир Васильович
МПК: B21D 28/14
Мітки: дії, штамп, послідовно
Формула / Реферат:
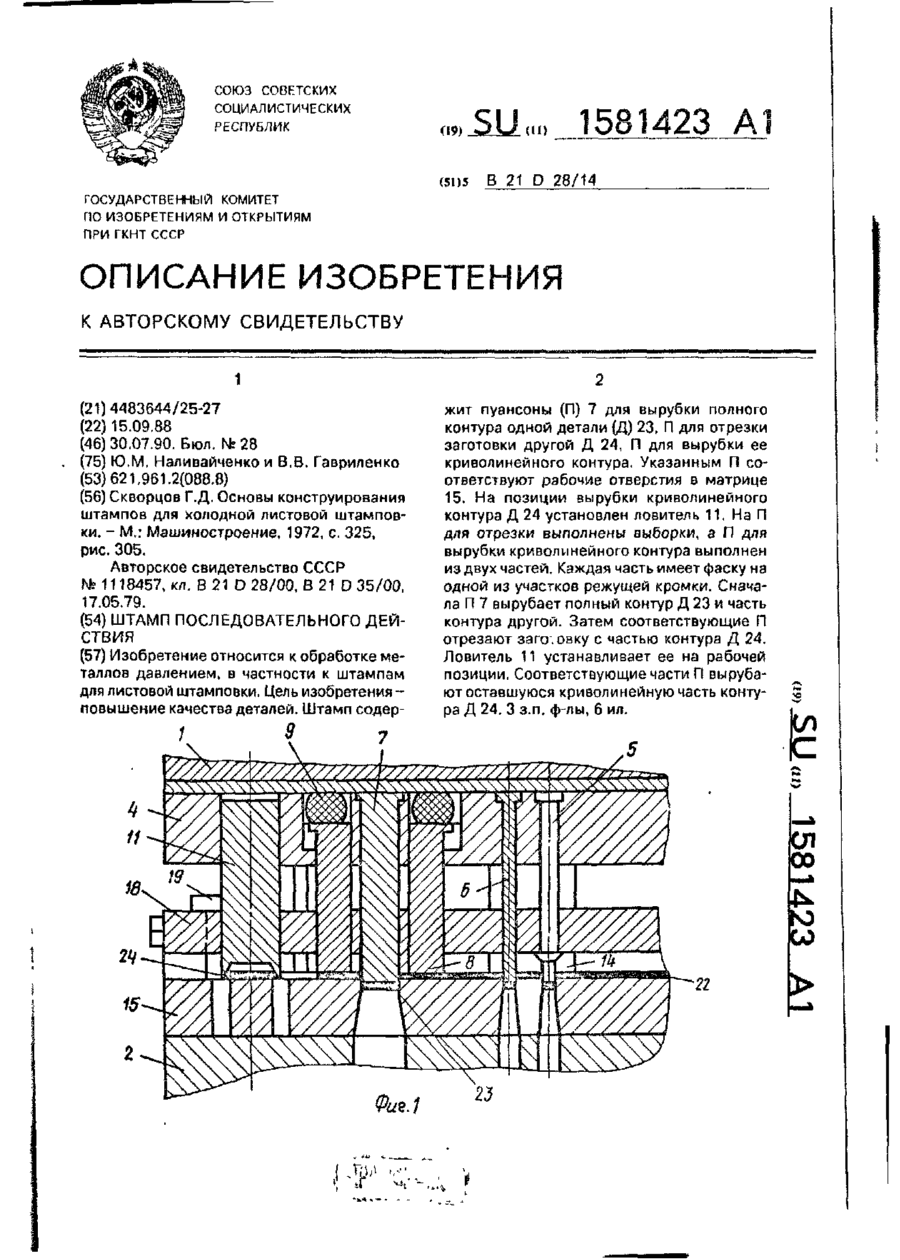
1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качества деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между...
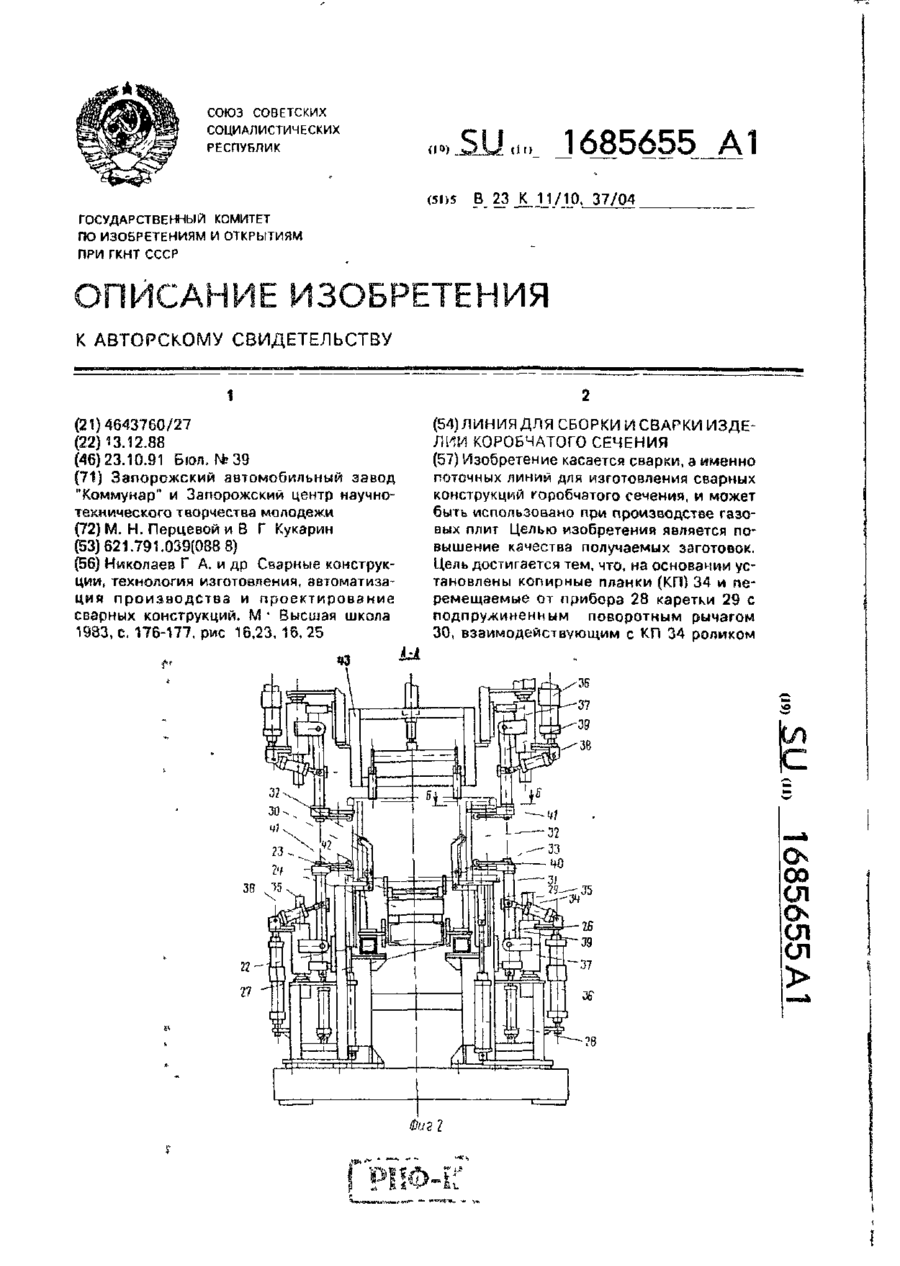
Лінія для складання і зварювання виробів коробчастого перерізу
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Кукарін Віктор Григорович, Перцевий Михайло Миколайович
МПК: B23K 37/04, B23K 11/10
Мітки: виробів, складання, лінія, зварювання, перерізу, коробчастого
Формула / Реферат:
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Попередній патент: Моталка
Наступний патент: Автоматична лінія супутникового типу
Випадковий патент: Безфасонний вузол з`єднання сталебетонних колон із балками зі швелерів