Полірувальний інструмент
Номер патенту: 5084
Опубліковано: 28.12.1994
Автори: Філатов Юрій Данилович, Рубльов Микола Дмитрович, Сахно Віктор Дмитрович, Дракін Ігор Володимирович, Тауснєв Сергій Дмитрович, Пріхно Михайло Миколайович, Рогов Валентин Васильович

Формула / Реферат
Полировальный инструмент для обработки плоских поверхностей оптических деталей, выполненный в виде корпуса с закрепленными на нем полировальными элементами одинаковых размеров, расположенными по концентрическим окружностям отличающийся тем, что, с целью повышения точности обработки поверхностей за счет равномерного износа инструмента, полировальные элементы расположены в точках пересечения концентрических окружностей радиуса R=nd, где d - диаметр полировального элемента, n - номер концентрической окружности, с астроидами, описанными уравнением
х2/3+у2/3=а2/3,
где х, у - прямоугольные координаты;
а = 4kd - параметр астроиды;
k - номер астроиды,
причем полировальные элементы размещены в точках пересечения окружностей с четным n с астроидами с нечетным k и окружностей с нечетным n с астроидами с четным k.
Текст
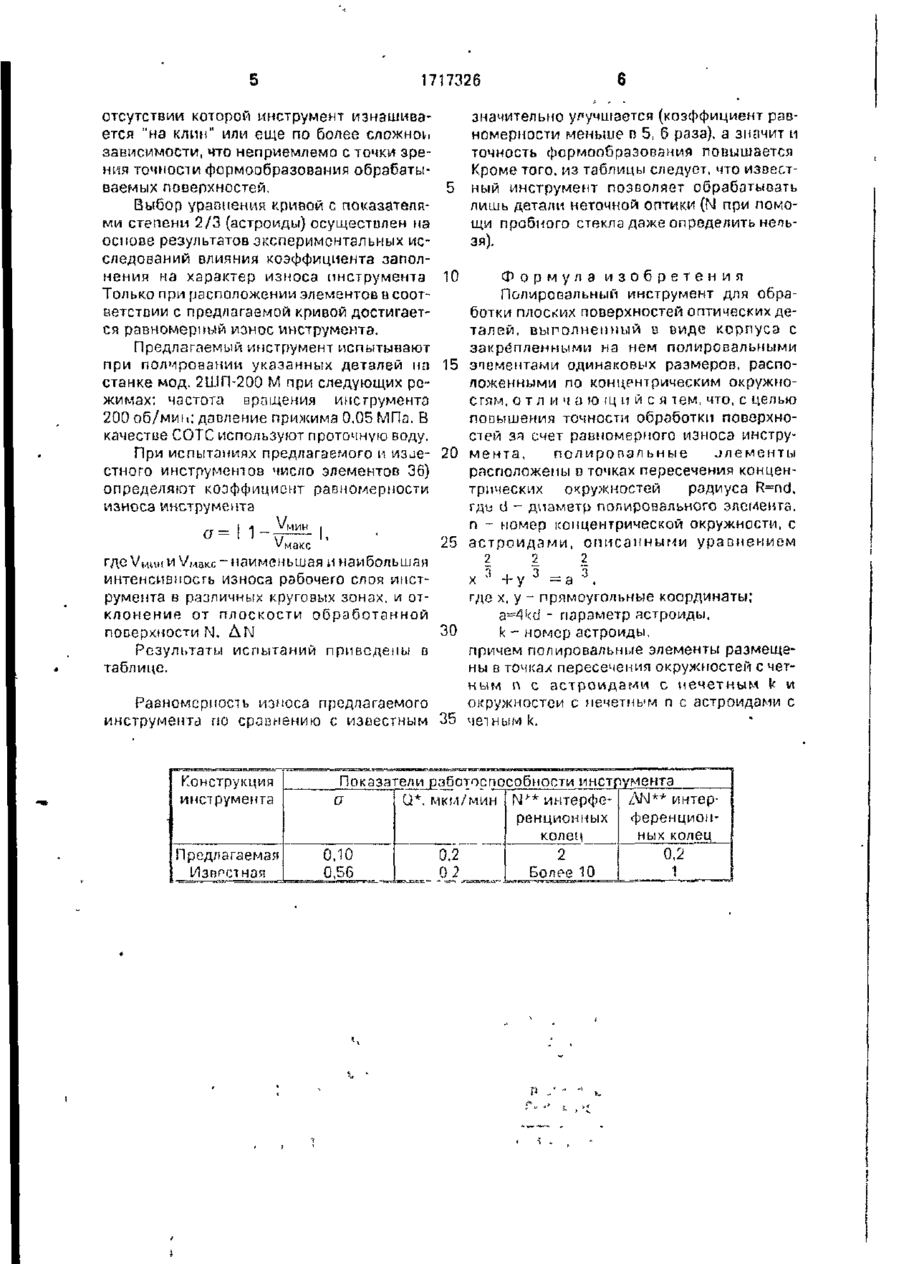
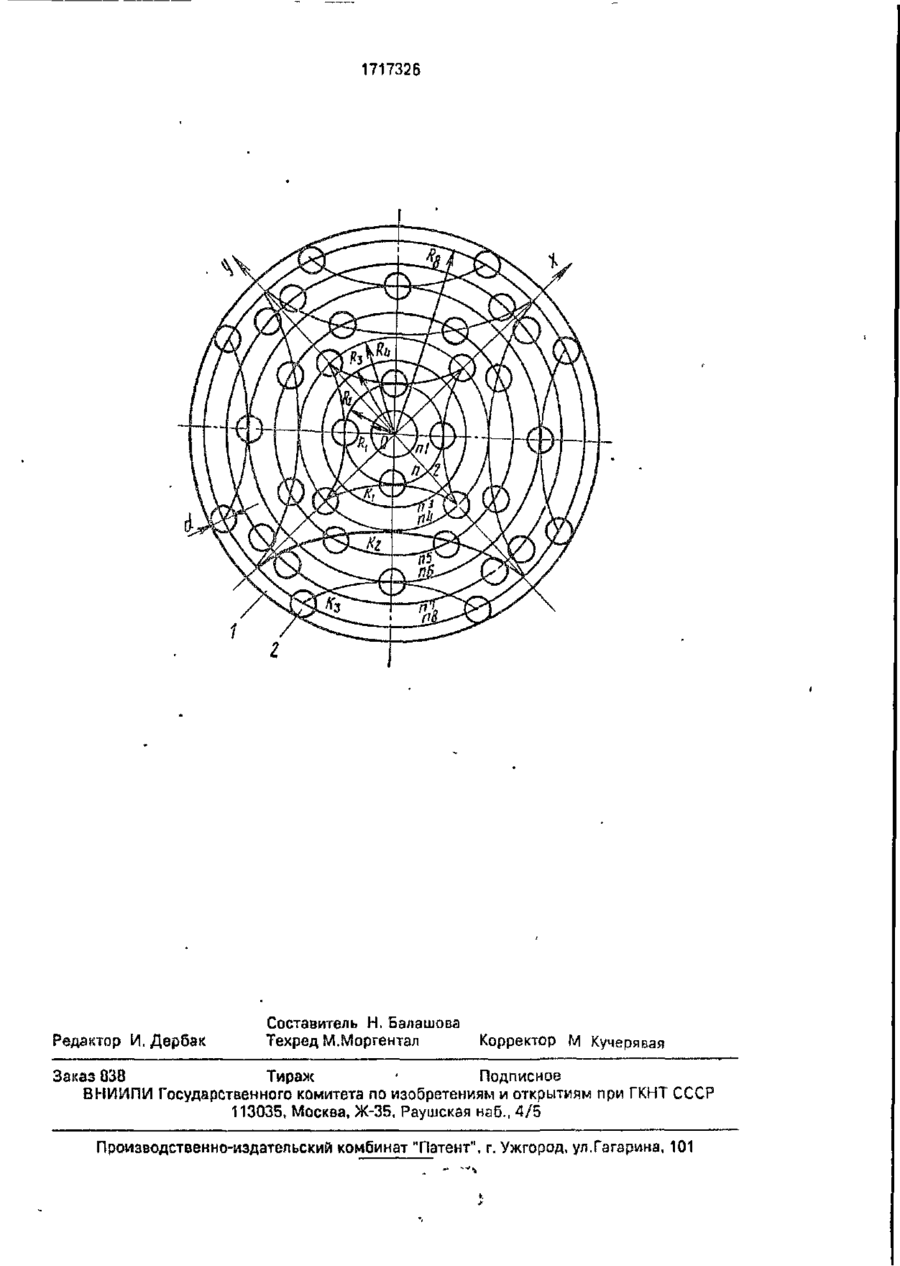
Изобретение относится к производству полировального инструмента для обработки плоских поверхностей оптических деталей Изобретение относится к производству полировального инструмента для обработки плоских поверхностен on ги-шских деталей из стекла, кварца и других неметаллических материалов, применяющиеся в оптичо-механілчесі'ой, радиоэлектронной и приборостроительной промышленности. Целью изоОреюния является повышение точности формообразования поверхностей ;}>'• счет равномерного износа снетоументг Цель достигается тем, что в полировальном инструменте для обработки плоских поверхностей оптических деталей, содержащем корпус с закрепленными на нем полировальными элементами одинаковых рэсмероп, расположенными по концентрическим окружностям, полировальные элементы расположены а точках пересечения концентрических окружностей радиуса R=nd, іде d - диаметр полировального элемента; п - номер концентрической окружчосги, с астроидами, описанными уравнением из стекла, кварца и других неметаллических материалов Цель изобретения - поьышение точности обработки поверхностей. В полировальном инструменте полировальные элементы расположены о точках пересечения концентрических окружностей радиуса R=n d, где d - диаметр полировального элемента; п - номер концентрической окружности, с астроидами, описанными уравнением х '°iy*' -а ' , іде х, у - прямоугольные координаты;a=4kd - параметр астроиды, где к - номер астроиды Полировальные элементы размещены в точках пересечения окружности с четным п с астроидами с нечетным к и окружностей с нечетным п с астроидами с четным к, 1 ил., 1 табл. (Л х * -f у ° = а ° , > где х, у - прямоу "іьньїе координаты; a-=4kd - параметр четроиды; к - номер астрой ы, причем полировальные элементы размещены в точках пересечения окружностей с чет ным п с астроидами с нечетким к и окружностей с нечетным п с астроидами с четным к, Расположение полировальных элементов із корпусе инструмента в соответствии с техническим решением обеспечивает постоянную плоскостность рабочей поверхности инструмента, ее равномерный износ вследствие чего обработанные поверхности имеют високую точность. При полировании плоских поверхностей оптических дзталей необходимо, чт&Ьы рабочая поверхность изнашивалась равномерно по круговым зонам Это требование совместно с требованием высокой плоскостности рабочей поверхности инструмента яиевА 1717326 в начальный момент времени обработки является необходимым и достаточным условием высокой точности формообрззовзчид обрабатываемых плоских поверхностей оптических деталей, когда влиянием распределения давления в контакте инструмента и обрабатываемой детали на точность формообразования поверхностей можно пренебречь, коэффициент заполнения поверхности инструмента абразивосодерЖсіщим слоем должен уменьшаться от центра к краю (с увеличением радиуса круговых зон)- Принципиально отличная ситуация возникает при полировании. В этом случае уменьшение давления Р при увеличении радиуса круговых зон г инструмента и детали (Р(г)тг~ ) приводит к уменьшению съема обрэбатыпаемого материала на краю детали, которое можно увеличить лишь усилением края инструмента. Из указанного следует, что для обеспечения возможности точного формообразования плоскостей при полировании необходимо, чтобы коэффициент заполнения поверхности инструмента полировальными, элементами незначительно уменьшался при увеличении радиуса круговых зон, что достигается расположением элементов на корпусе инструмента в соответствии с предлагаемым техническим решением. мм. Число концентрических окружностей 8 (п1-п8), число астроид 3 (К( - Кз). Радиусы концентрических окружностей R=nd=10n: n1-Ri=10 мм; n2-R2^20 мм; пЗ-ГЪ=30 мм; 5 n4-R4=40 MM;...; n8~Ra=80 мм. На окружности п1-0 элементов (точек пересечения с астроидами нет), на п2-4 элемента, на пЗ-0 (К| и пЗ четные), на п4-4, на п5-8, на пб-4, на п7-8, на п8-8. Всего пол10 провальных элементов 3G. Коэффициент заполнения поверхности инструмента (по площади)0,13. Параметр астроид a=4kd=40k (мм) обеспечивает необходимый коэффициент заполнения. 15 Радиусы концентрических окружностей R выбираются равными целому числу диаметров полировального элемента, т. е, расстояние между окружностями равно размеру элемента в связи с тем, что при 20 более плотном их расположении (меньшем расстоянии) элементы могут накладываться друг на друга, что недопустимо, а при менее плотном (большем расстоянии) коэффициент заполнения поверхности инструмента 25 полировальными элементами (площадь рабочей поверхности) уменьшается, что приводит к снижению износостойкости инструмента. Если выбор зависимости R=nd обуслов30 лен необходимостью обеспечения высокой На чертеже изображен полировальный износостойкости инструмента, то выбор инструмент. уравнения указанной кривой обусловлен необходимостью обеспечения его высокой Полировальный инструмент содержит размерной стойкости, т. е. от вида кривой корпус, 1, на котором закреплены полиро~ озльные элементы 2, расположенные по 35 зависит плотность заполнения поверхности концентрическим окружностям п 1 -п8 8 точинструмента полировальными элементами ках пересечения с линиями К|, Кг и Кз по а каждой круговой зоне. При значении покапринципу "чеі-нечет"т. є. в точках пересезателя степени меньше 2/3 (например, 1/3) чения концентрических окружностей с четкривизна кривой увеличится и при том же ным/нечетным номером с линиями 40 положении элементов, лежацих на осях копечетного/чегного номера. ординат X, Y, элементы, лежащие между осями, приближаются к центру инструменПолировальный инструмент работает та, что приводит к усилению центра инструследующим образом. мента. При этом инструмент изнашивается Инструмент (нижнее звено) совершает1 принудительное вращение. Обрабатывае- 45 "на бугор", что приводит к снижению точномая деталь (блок деталей) - верхнее звено сти формообразования обрабатываемой поприжимается к нижнему под действием верхности. При значении показателя пневматического прижима, вращается за степени больше 2/3 (например, 1) кривизна счет трения с нижним звеном и совершает кривой уменьшится (для указанного примеотносительно оси его вращения принудира прямая у=а-х), элемомты, лежащие между тельное возвратно-поступательное движе- 50 осями х, у смещаются в направлении от ценние. тра ингтрумента, что приводит к ослаблению центральной зоны. Инструмент П р и м е р . Для полирования плоских изнашивается "на яму", точность формообповерхностей линз объектива "Индустар" разования обрабатываемой поверхности из стекла марки К100 и К14 (блок диаметром 150 мм) с требованиями по точности N=5, 55 снижаются вместо плоской поверхности обАЫ=1 интерференционных колец и чистое разовывается выпуклая). по стандарту изготавливают полировальВыбор показателей степеней при х, у и ный инструмент диаметром 170 мм из поа одинаковыми обусловлен необходимолv.poвaлbиьix элементов "Аквапол" с d=10 стью осевой симметрии инструмента, при Vl r 1717326 отсутствии которой инструмент изнашивается "на клин" или еще по более сложной зависимости, что неприемлемо с точки зрения точности формообразования обрабатываемых поверхностей. Выбор уравнения кривой с показателями степени 2/3 (астроиды) осущестплен \\э основе результатов экспериментальных исследований влияния коэффициента заполнения на характер износа инструмента Только при расположении элементов в соответствии с предлагаемой кривой достигается равномерный износ инструмента. Предлагаемый инструмент испытывают при полировании указанных деталей на станке мод. 2ШЛ-200 М при следующих режимах; частота вращения инструмента 200 об/мии: давление прижима 0.05 МПа. В качестве СОТС используют проточную воду. При испытаниях предлагаемого и известного инструментов число элементов 36) определяют коэффициент равномерности износа инструмента гт — I 1 — ^МИН U — I J тт і I , значительно улучшается (коэффициент равномерности меньше п 5, б раза), а значит и точность формообразования повышается Кроме того, из таблицы следует, что извест5 ный инструмент позволяет обрабатывать лишь детали неточной оптики (N при помощи пробного стекла даже определить непьзя). 10 Формула изобретения Полировальный инструмент для обработки плоских поверхностей оптических деталей, выполненный в виде корпуса с закрепленными на нем полировальными 15 элементами одинаковых размеров, расположенными по концентрическим окружностям, о т л и ч а ю (ц и й с я тем, что, с целью повышения точности обработки поверхностей зя счет равномерного износа инстру20 мента, полировальные .цементы расположены в точках пересечения концентрических окружностей радиуса R^nd, гди 0 - диаметр полировального элемента, п - номер концентрической окружности, с 25 астроидами, описанными уравнением 2 2 2 где VMUK И Умакс - наименьшая и наибольшая интенсивность износа рабочего слоя инстх - +у а з румента в различных круговых зонах, и отгде х, у - прямоугольные координаты; клонение от плоскости обработанной a=4kd - параметр астроиды, поверхностны, A N 30 к - номер астроиды, Результаты испытаний приведены в причем полировальные элементы размещетаблице. ны в точках пересечения окружностей с четным п с астроидами с нечетным к и Равномерность износа предлагаемого окружностей с нечетным п с астроидами с инструмента по сравнению с известным 35 четным к. Конструкция инструмента Предлагаемая Изврстная Показатели работоспособности инструменту U*. МКМ/МИН N** интерфе- AN** интер ференцион ренционных ных коле колец 0,10 0,56 а 1717326 Редактор И. Дербак Составитель Н. Балашова Техред М.Моргентал Корректор М Кучерявая Заказ 838 Тираж • Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPolishing tool
Автори англійськоюFilatov Yurii Danylovych, Rohov Valentyn Vasyliovych, Rubliov Mykola Dmytrovych, Drakin Ihor Volodymyrovych, Prikhno Mykhailo Mykolaiovych, Tausniev Serhii Dmytrovych, Sakhno Viktor Dmytrovych
Назва патенту російськоюПолировальный инструмент
Автори російськоюФилатов Юрий Даниилович, Филатов Юрий Данилович, Рогов Валентин Васильевич, Рублев Николай Дмитриевич, Дракин Игорь Владимирович, Прихно Михаил Николаевич, Тауснев Сергей Дмитриевич, Сахно Виктор Дмитриевич
МПК / Мітки
МПК: B24D 7/00
Мітки: інструмент, полірувальний
Код посилання
<a href="https://ua.patents.su/4-5084-poliruvalnijj-instrument.html" target="_blank" rel="follow" title="База патентів України">Полірувальний інструмент</a>
Полірувальний інструмент для обробки сферичних поверхонь
Номер патенту: 1378
Опубліковано: 25.03.1994
Автори: Дракін Ігор Володимирович, Рубльов Микола Дмитрович, Філатов Юрій Данилович, Рогов Валентин Васильович
МПК: B24D 17/00
Мітки: поверхонь, сферичних, обробки, полірувальний, інструмент
Формула / Реферат:
Полировальный инструмент для обработки сферических поверхностей, содержащий корпус сферической формы с закрепленным на нем рабочим элементом, в центре которого выполнено отверстие, отличающийся тем, что, с целью повышения точности обработки, отверстие выполнено коническим с углом конуса 18—45°, причем конусность выполнена в направлении центра сферы, а отношение диаметра d отверстия на поверхности рабочего элемента к радиусу R сферической...
Інструмент для очищення поверхні

Номер патенту: 1719
Опубліковано: 25.10.1994
Автор: Рахманов Микола Миколайович
МПК: A46B 7/00
Мітки: очищення, інструмент, поверхні
Формула / Реферат:
Инструмент дня очистки поверхности, содержащий установленные на приводном валу фланцы, между которыми по их окружности параллельно оси вала установлены пальцы, и очистные элементы, корпус каждого из которых выполнен в виде диска с отверстиями по периферии для попеременной установки на пальце по мере износа рабочей поверхности, отличающийся тем, что он имеет для крепления на них дисков, расположенные между фланцами по их периферии, параллельно...
Буровий інструмент
Номер патенту: 1646
Опубліковано: 25.10.1994
Автори: Салантай Олександр Михайлович, Юрова Лариса Олександрівна, Потапов Володимир Олександрович, Юров Юрій Григорович
МПК: E21B 10/14
Мітки: буровий, інструмент
Формула / Реферат:
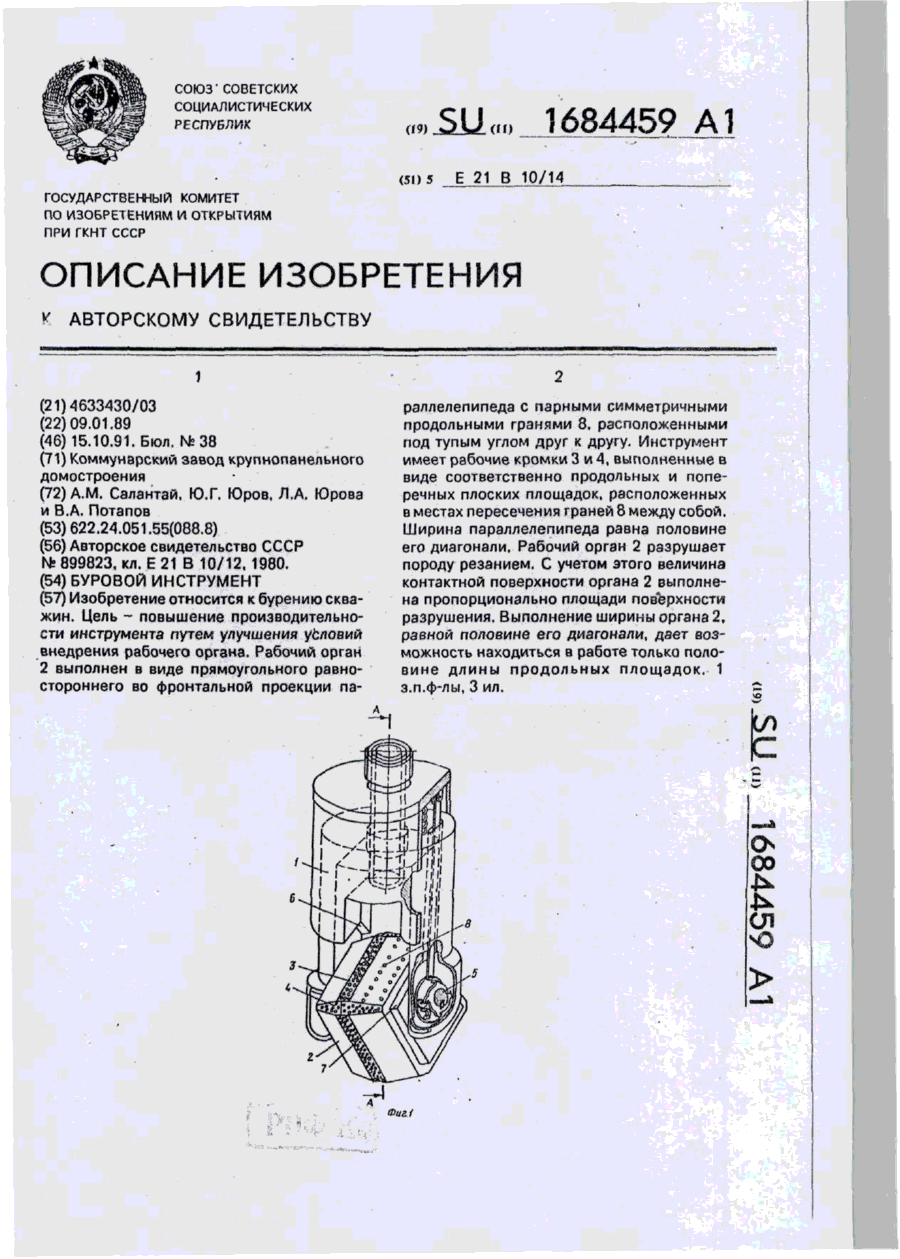
1. Буровой инструмент, содержащий корпус, установленный на корпусе рабочий орган с возможностью замены рабочих кромок, закрепленный к корпусу узел поворота рабочего органа и узел фиксации рабочего органа в рабочем положении в виде угловых элементов, закрепленных на корпусе, и опорных поверхностей, расположенных на рабочем органе, отличающийся тем, что, с целью повышения производительности инструмента путем улучшения условий внедрения...
Електрод-інструмент для електрообробки

Номер патенту: 1955
Опубліковано: 20.12.1994
Автори: Лапшин Сергій Павлович, Литвиненко Вячеслав Тимофійович, Лиходєй Олександр Кирилович, Гришин Володимир Сергійович, Проволоцький Олександр Євдокимович
Мітки: електрод-інструмент, електрообробки
Формула / Реферат:
1. Электрод-инструмент для электрообработки, содержащий несущий элемент, являющийся токоподводом, выполненный в виде гибкой нити с установленными на ней с возможностью осевого перемещения сферическими аттементами и втулками, размещенными между ними, механизм регулирования натяжения, отличающийся тем, что, с целью расширения технологических возможностей при электроэрозионном упрочнении, сферические элементы выполнены в виде чередующихся...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Калічак Теодор Миколайович, Кирилів Володимир Іванович
МПК: B24B 29/00
Мітки: поверхневого, фрикційного, зміцнення, інструмент
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Попередній патент: Спосіб виготовлення абразивного інструменту
Наступний патент: Пристрій для перетворення обертального руху в зворотно-поступальний
Випадковий патент: Установка для утилізації теплоти та очистки парогазових викидів виробництв