Формуюча головка екструдера для виготовлення спінених блоків з полістиролу
Номер патенту: 5310
Опубліковано: 15.03.2005
Автори: Хцинський Ростислав Ростиславович, Новицька Тамара Михайлівна
Формула / Реферат
1. Формуюча головка екструдера, що містить корпус, приєднаний до екструдера, формуючі губки і розподільники розплаву, встановлені в робочому каналі, яка відрізняється тим, що корпус головки виконаний збірним і складається з двох частин, на вході і виході яких встановлені роздільні решітки, що утворюють окремі камери з встановленими в них розподільниками, які в першій камері мають вигляд пакета гофрованих пластин, а в другій - конусних штирів, а формуючі губки виконані дугоподібними з можливістю регулювання величини їх вигину, причому корпус головки, роздільні решітки з розподільниками розплаву і формуючі губки з'єднані з системою охолодження.
2. Формуюча головка екструдера по п. 1, яка відрізняється тим, що гофровані пластини в першій камері мають на кінці скоси.
3. Формуюча головка екструдера по пп. 1,2, яка відрізняється тим, що пластини в пакеті встановлені скосами до входу в камеру.
4. Формуюча головка екструдера по пп. 1,2, яка відрізняється тим, що дві гофровані пластини виконані опуклими і гладкими з одного боку.
5. Формуюча головка екструдера по пп. 1, 2, 4, яка відрізняється тим, що опуклі пластини встановлені по краях пакета опуклістю назовні.
6. Формуюча головка екструдера по п. 1, яка відрізняється тим, що конусні штирі в другій камері закріплені в роздільних решітках вершинами назустріч і зі зміщенням один відносно одного.
7. Формуюча головка екструдера по пп. 1, 6, яка відрізняється тим, що конусні штирі мають довжину від 1/4 до 3/4 робочої довжини другої камери.
8. Формуюча головка екструдера по п. 1, яка відрізняється тим, що формуючі губки мають прорізи, в яких встановлені ребристі притискні планки.
Текст
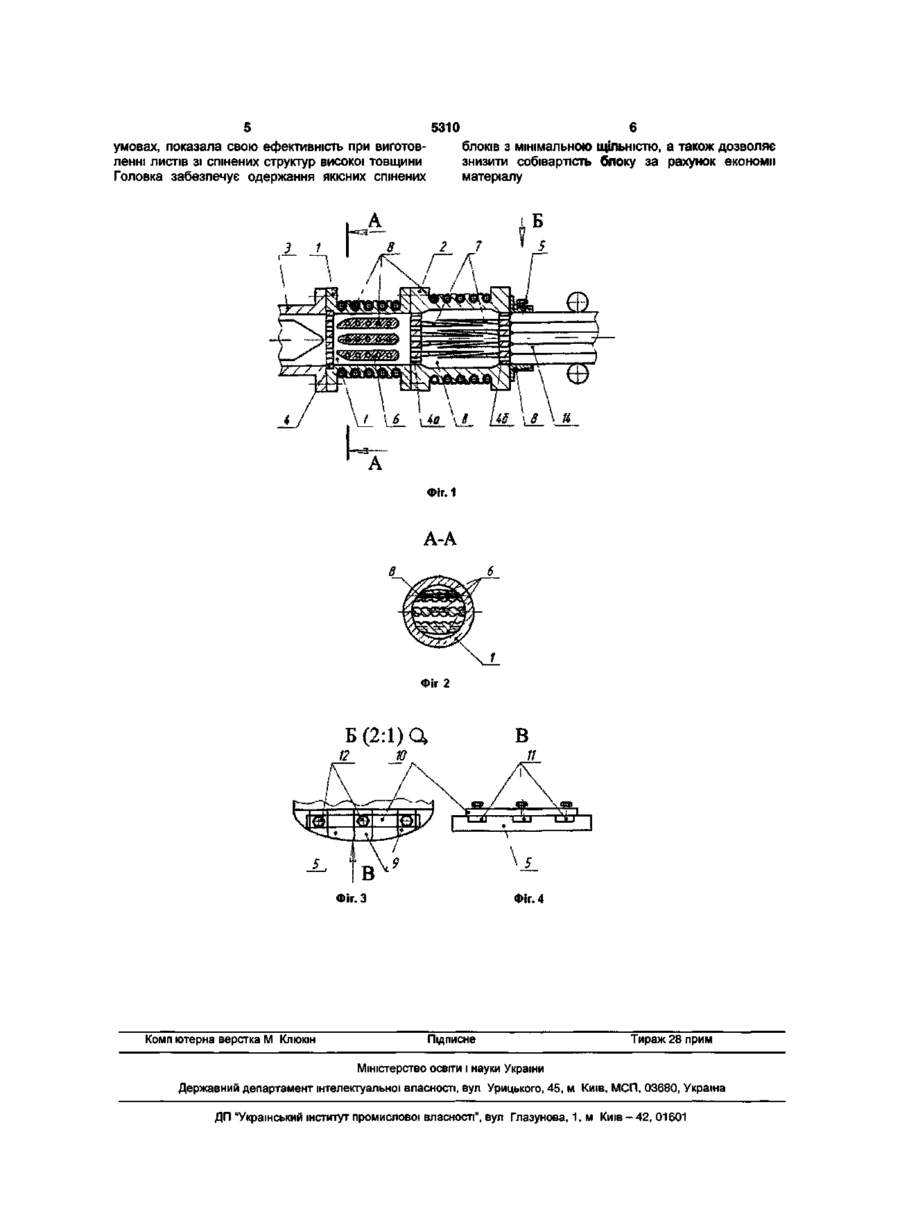
1. Формуюча головка екструдера, що містить корпус, приєднаний до екструдера, формуючі губки і розподільники розплаву, встановлені в робочому каналі, яка відрізняється тим, що корпус головки виконаний збірним і складається з двох частин, на вході і виході яких встановлені роздільні решітки, що утворюють окремі камери з встановленими в них розподільниками, які в першій камері мають вигляд пакета гофрованих пластин, а в другій - конусних штирів, а формуючі губки виконані дугоподібними з можливістю регулювання величини їх вигину, причому корпус головки, роздільні решітки з розподільниками розп лаву і формуючі губки з'єднані з системою охолодження. 2. Формуюча головка екструдера по п. 1, яка відрізняється тим, що гофровані пластини в першій камері мають на кінці скоси. 3. Формуюча головка екструдера по пп. 1,2, яка відрізняється тим, що пластини в пакеті встановлені скосами до входу в камеру. 4. Формуюча головка екструдера по пп. 1,2, яка відрізняється тим, що дві гофровані пластини виконані опуклими і гладкими з одного боку. 5. Формуюча головка екструдера по пп. 1, 2, 4, яка відрізняється тим, що опуклі пластини встановлені по краях пакета опуклістю назовні. 6. Формуюча головка екструдера по п. 1, яка відрізняється тим, що конусні штирі в другій камері закріплені в роздільних решітках вершинами назустріч і зі зміщенням один відносно одного. 7. Формуюча головка екструдера по пп. 1, 6, яка відрізняється тим, що конусні штирі мають довжину від 1/4 до 3/4 робочої довжини другої камери. 8. Формуюча головка екструдера по п. 1, яка відрізняється тим, що формуючі губки мають прорізи, в яких встановлені ребристі притискні планки. Корисна модель відноситься до галузі обладнання для переробки пластичних мас і може бути використаний для виготовлення спінених блоків з полістиролу. Переробка спінених термопластичних матеріалів потребує особливого підходу, а саме: рівномірного тиску розплаву в головці і особливої точності підтримування температури маси розплаву в різних точках головки. Для підтримування рівномірного тиску на виході з головки була створена формуюча головка екструдера, яка містить в собі розподільну решітку з виступаючою торцевою поверхнею, яка поступово звужується в напрямку екструдування розплаву [з-ка Японії №61-30894, кл. В29С47/68, опубл. 16.07.86 p.]. Решітка встановлена напроти форми і поверхня її розміщена паралельно формі з утворенням каналу для переміщування розплаву, що пройшов через решітку. Решітка забезпечує рівномірне екструдування розплаву за рахунок прохідних отворів, які мають мінімальну довжину в зоні найбільшого опору (по краях) і максимальну в зоні найменшого (в центрі). Недоліки даної головки полягають в недосконалій термостатичності розплаву і неможливості підтримки рівномірного потрібного тиску розплаву, який забезпечив би його спінювання не раніше, ніж на виході з головки, що позначається на якості виробів, зокрема, спінених блоків. Найбільш близьким до об'єкту, що заявляється, є відомий спосіб екструдування спіненого полімеру (з-ка Японії №52-26542, кл. В29Д27/00, опубл. 14.07.77 p.). Спінений полімер екструдують через головку з розподілювачами, які встановлені в каналі течії розплаву і розділяють розплав на окремі шари (пласти). Розподілювачі виступають CO ю о> 5310 за корпус головки зі збільшенням виступу по центру каналу .На виході шари полімеру з'єднуються, утворюючи єдину спінену структуру. Конструкція спричинює підвищення тиску розплаву в центрі каналу, де він найменший, розподіляючи його рівномірно на виході з головки і дозволяючи тим самим уникнути передчасного спінювання в центрі. Недоліки головки, на якій здійснюють спосіб, полягають в наступному: конструкція незмінна, стаціонарна, в ній не передбачене регулювання конструктивних і температурних параметрів (головка не термостабільна), тобто при достатньо великій незмінній довжині каналів охолодження розплаву в головці не забезпечується, а при будьяких змінах параметрів розплаву в ній також стає неможливим і регулювання тиску, що означає одержати якісний блок, наприклад, із спіненого полістиролу малої щільності і густини, складного в переробці, практично неможливо. В основу корисної моделі поставлене рішення наступної технічної задачі: створення головки, яка дає можливість формувати якісні спінені блоки. Технічне рішення цієї задачі досягається за рахунок того, що корпус головки виконаний збірним і складається з двох частин, на вході і виході яких встановлені розділювальні решітки, які утворюють окремі камери по ходу розплаву, в камерах встановлені розподільники, причому в першій камері вони мають вигляд пакета гофрованих пластин, а в другій - форму конусних штирів, закріплених в розділювальних решітках, вершинами назустріч один одному. Формуючі губки головки виконані дугоподібними з можливістю регулювання величини дуги. В корпусі головки, формуючих губках і розподільниках розплаву виконані канали, з'єднані з системою охолодження. Корисна модель пояснюється кресленням, де на фіг. 1 показаний загальний вид формуючої головки, на фіг. 2 - розтин по А-А, на фіг. З - вид Б, на фіг. 4 - вид В на фіг. З, на фіг. 5 - розтин по Г-Г. Формуюча головка має збірний корпус, що складається з двох частин 1 і 2, з'єднаних між собою та з корпусом 3 екструдера. На місці з'єднання корпусу 3 екструдера та частин 1 і 2 корпусу головки встановлені розділювальні решітки 4, 4а та 46, які ділять канал течії розплаву по довжині на дві камери І і II. До частини 2 корпусу головки приєднані формуючі губки 5. В камерах І і II встановлені розподільники потоку розплаву, які в камері І мають вигляд пакета пластин 6, а в камері II - вигляд конусних штирів 7. Пластини 6, конусні штирі 7, формуючі губки 5, розділювальні решітки 4, 4а, 46 і частини 1 і 2 корпусу головки охолоджуються з допомогою каналів 8, з'єднаних з системою охолодження (на кресленні не показана). Пластини 6 мають гофровану поверхню (фіг. 2), лише дві з них мають з однієї сторони поверхню гладеньку і опуклу. Ці дві пластини встановлені по краях пакету опуклою стороною назовні. На одному з кінців пластин (по довжині) під гострим кутом (переважно до 60°) виконані скоси С і встановлені пластини в пакеті скосами до входу в камеру І. В камері II в решітках 4а і 46 закріплені конусні штирі 7 вершинами назустріч і зі зміщенням один відносно одного (фіг. 5). Штирі виконані довжиною від 1/4 до 3/4 робочої довжини камери II і комбінація штирів в камері може бути будь-якою в залежності від режимів, необхідних для переробки матеріалу, самих матеріалів чи їх сумішей, тобто від їх властивостей і т.д. До частини 2 корпусу головки приєднані формуючі губки 5 (фіг. 3), які мають дугоподібний профіль. Профіль губок регулюється. Для цього в губках 5 виконані прорізи 9, де встановлені ребристі притискні планки 10 з ребрами 11 на поверхні (фіг. 4). Планки 10 закріплені гвинтами 12. За головкою розміщений калібруючий валковий пристрій 13, на якому готовий лист 14 набуває свого закінченого товарного вигляду. Працює формуюча головка наступним чином: розплав з екструдера подасться в формуючу головку, зокрема в камеру І, проходить при цьому через решітку 4 і попадає на пакет пластин 6. Оскільки пластини 6 скошені на вході, розплав легко розсікається на шари і проходить крізь пакет пластин до камери II. При цьому розплав, проходячи спочатку через решітку, а потім між пластинами, які мають гофровану, тобто розвинену поверхню, інтенсивно охолоджується. Те, що поверхня крайніх пластин в пакеті опукла і гладенька, полегшує проходження розплаву вподовж пакету в камері, дає рівномірне охолодження від пластин і корпусу, орієнтує і зміцнює розплав. Розсічений на шари, охолоджений розплав попадає на решітку 4а, перемішується на ній, додатково охолоджується і проходить в камеру II, де встановлені розподільники в вигляді конусних штирів 7. При цьому розплав розділюється не пошарово, як в камері І, а по об'єму. Завдяки установці штирів 7 вершинами назустріч один одному, в масі створюється тиск, необхідний для запобігання можливого попереднього спінювання розплаву, цьому ж сприяє і довжина штирів. Виконання штирів довжиною менше від 1/4 довжини камери II може призвести до небажаного зниження тиску в камері, а більшою від 3/4 навпаки - до невиправданого його підвищення. Вибором набору штирів по довжині можна регулювати тиск в камері як в цілому по об'єму, так і в окремих частинах її робочого об'єму. Як правило, треба підтримувати тиск в центрі камери для попередження можливого передчасного спінювання розплаву в цьому місці, а тому в середині встановлюють штирі більшої довжини, так, щоб вони перекривали один одного (тобто, штирі, які мають довжину 3/4 довжини камери), а по периметру камери - коротші (1/4 чи 1/2 довжини камери), чим урівнюють тиск розплаву по об'єму камери. Довжина встановлюваних штирів та їх комбінація розраховується та вибирається в залежності від необхідного тиску в камері при переході на інший матеріал чи інші режими переробки матеріалу. Далі розплав проходить через решітку 46, охолоджується, розсікається, як і на попередніх решітках, і з'єднується в формуючих губках 5, де відбувається його спінювання і формування в єдиний блок. За рахунок того, що губки виконані дугоподібними і регульованими, можна домогтися рівномірного необхідного тиску розплаву, регулюючи товщину розплаву між губками ребристими планками 10 і гвинтами 12. Формуюча головка, випробувана в робочих 5 5310 6 умовах, показала свою ефективність при виготовблоків з мінімальною щільністю, а також дозволяє ленні листів зі спінених структур високої товщини знизити собівартість блоку за рахунок економії Головка забезпечує одержання якісних спінених матеріалу Фіг. 1 А-А Фіг 2 Б (2:1) Комп ютерна верстка М Клюкін Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюForming head of extruder for manufacture of expanded block of polystyrene
Автори англійськоюNovytska Tamara Mykhailivna
Назва патенту російськоюФормующая головка экструдера для изготовления вспененных блоков из полистирола
Автори російськоюНовицкая Тамара Михайловна
МПК / Мітки
МПК: B29C 47/58
Мітки: полістиролу, виготовлення, спінених, екструдера, блоків, формуюча, головка
Код посилання
<a href="https://ua.patents.su/4-5310-formuyucha-golovka-ekstrudera-dlya-vigotovlennya-spinenikh-blokiv-z-polistirolu.html" target="_blank" rel="follow" title="База патентів України">Формуюча головка екструдера для виготовлення спінених блоків з полістиролу</a>
Формуюча головка екструдера
Номер патенту: 66459
Опубліковано: 17.05.2004
Автори: Хцинський Ростислав Ростиславович, Новицька Тамара Михайлівна
МПК: B29C 47/12
Мітки: формуюча, головка, екструдера
Формула / Реферат:
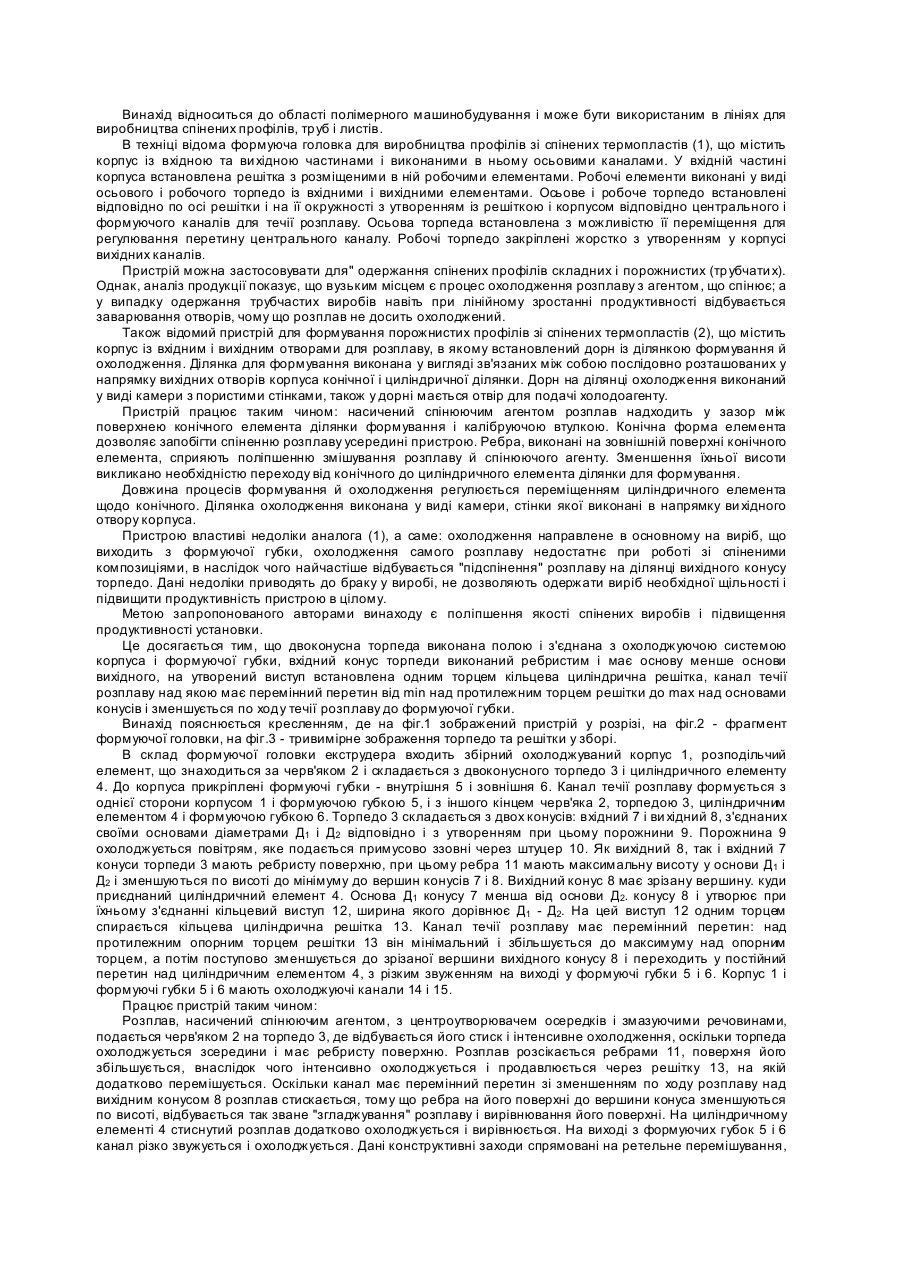
Формуюча головка екструдера, яка містить корпус з формуючими губками, систему їх охолодження, розподільний елемент, встановлений в каналі руху розплаву, який являє собою з'єднане основами двоконусне торпедо з вхідним та вихідним конусами, вихідний конус має ребристу поверхню і жорстко з'єднаний своєю зрізаною вершиною з циліндричним елементом, а канал руху розплаву над ним має постійний переріз, яка відрізняється тим, що двоконусне торпедо...
Формуюча головка екструдера
Номер патенту: 4224
Опубліковано: 17.01.2005
Автори: Новицька Тамара Михайлівна, Лукашова Вікторія Володимирівна, Хцинський Ростислав Ростиславович
МПК: B29C 47/00
Мітки: екструдера, формуюча, головка
Формула / Реферат:
Формуюча головка екструдера, що містить встановлені на осі з можливістю обертання матрицю і дорн з виконаною на ньому нарізкою, які утворюють між собою робочий канал течії розплаву і мають на вихідних кінцях фільєри з каналами виходу розплаву, яка відрізняється тим, що канал течії розплаву перед фільєрами матриці і дорна утворює накопичувальну порожнину, в яку виступають прилеглі вінці фільєр і стінки якої виконані з послідовно розміщеними...
Формуюча головка для виробництва профілів зі спінених термопластів
Номер патенту: 2664
Опубліковано: 26.12.1994
Автори: Кудряшов Володимир Петрович, Крамаренко Євген Федорович, Куликов Юрій Андрійович, Новицька Тамара Михайлівна, Кравченко Вілен Васильович, Юшко Бернард Петрович, Покровський Лев Іванович, Музиченко Олег Олександрович
МПК: B29L 23/00, B29C 47/20
Мітки: головка, термопластів, формуюча, спінених, профілів, виробництва
Формула / Реферат:
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающаяся тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие...
Головка екструдера
Номер патенту: 418
Опубліковано: 11.10.1999
Автори: Зверлін Валерій Григорович, Міщенко Віталій Олександрович, Кияниця Євген Володимирович, Никитюк Олександр Євгенович, Жемгуліс Казімір Юстинович, Дяченко Володимир Миколайович, Алікперов Алі Магеррамович
МПК: B29C 47/20
Мітки: екструдера, головка
Формула / Реферат:
Головка екструдера, яка містить корпус з вхідним і вихідним отворами і встановленим в ньому дорнотрішачем із спіральними розподільними канавками, дорном і матрицею, що утворюють робочий кільцевий канал із розташованою перед вихідним отвором формувальною дільницею, яка відрізняється тим, що дорн і матриця споряджені змінними формувальними інструментами, а довжина формувальної дільниці дорівнює не менше, ніж 20 товщинам стінки трубк, що...
Плоскощілинна екструзійна головка
Номер патенту: 35890
Опубліковано: 16.04.2001
Автори: Рябініна Олена Дмитрівна, Рябінін Дмитро Дмитрович, Мотін Анатолій Миколайович, Білецька Оксана Володимірівна
МПК: B29L 7/00, B29C 47/14
Мітки: екструзійна, головка, плоскощілинна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором .
Попередній патент: Унітарний постріл для гармати
Наступний патент: Муфта ковзання
Випадковий патент: Спосіб переміщення вестибулярно розташованого ретенованого зуба