Формуюча головка екструдера
Номер патенту: 4224
Опубліковано: 17.01.2005
Автори: Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович, Лукашова Вікторія Володимирівна
Формула / Реферат
Формуюча головка екструдера, що містить встановлені на осі з можливістю обертання матрицю і дорн з виконаною на ньому нарізкою, які утворюють між собою робочий канал течії розплаву і мають на вихідних кінцях фільєри з каналами виходу розплаву, яка відрізняється тим, що канал течії розплаву перед фільєрами матриці і дорна утворює накопичувальну порожнину, в яку виступають прилеглі вінці фільєр і стінки якої виконані з послідовно розміщеними кільцевими виступами, канали виходу розплаву фільєр матриці і дорна виконані зі зменшенням до виходу, їх суміжні стінки на виході з'єднані, а протилежні закінчуються плічками, що сходяться під тупим кутом і утворюють вихідний отвір.
Текст
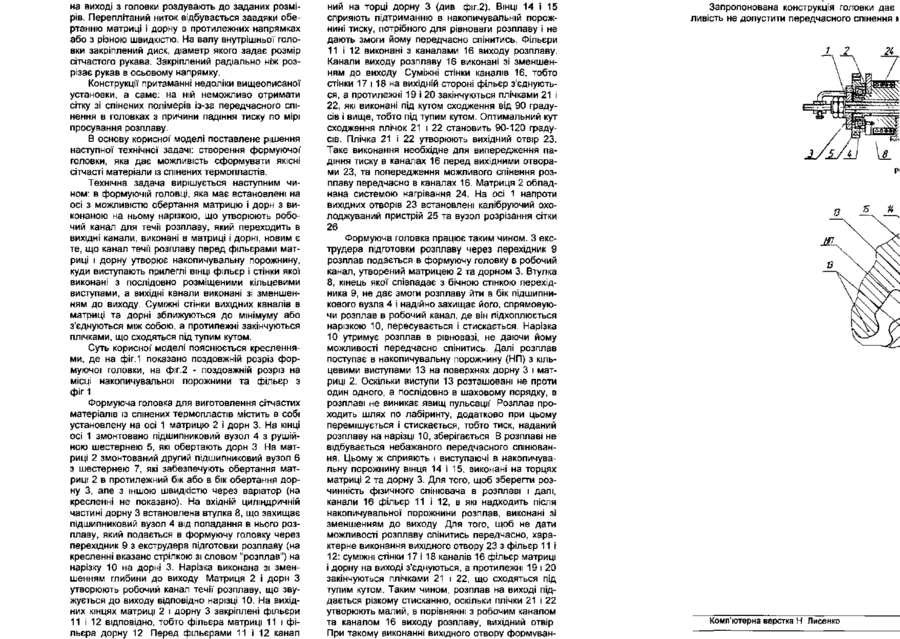
Формуюча головка екструдера, що містить встановлені на осі з можливістю обертання матри цю і дорн з виконаною на ньому нарізкою, які утворюють між собою робочий канал течії розплаву і мають на вихідних кінцях фільєри з каналами виходу розплаву, яка відрізняється тим, що канал течії розплаву перед фільєрами матриці І дорна утворює накопичувальну порожнину, в яку виступають прилеглі вінці фільєр і стінки якої виконані з послідовно розміщеними кільцевими виступами, канали виходу розплаву фільєр матриці і дорна виконані зі зменшенням до виходу, їх суміжні стінки на виході з'єднані, а протилежні закінчуються плічками, що сходяться під тупим кутом і утворюють вихідний отвір Корисна модель відноситься до галузі обладнання для переробки пластмас І може використовуватись при виготуванні сітчастих матеріалів із спінених полімерів. Переробка спінених полімерних матеріалів має свої* особливості в порівнянні з переробкою звичайних термопластів. Основними технологічними параметрами, що зумовлюють процес утворення пінопластів з розплаву термопластичного полімеру, є температура розплаву, який містить в собі розчинений спінювач, і тиск, при якому знаходиться цей розплав. Від першого параметру залежить в'язкість розплаву термопласту, необхідна для одержання стабільної якісної піни, від другого - повнота розчинення газової фази в розплаві Коли тиск в розплаві, що містить розчинену газову фазу, стає нижчим від тиску пружності пару в цій фазі, починається зародження пухирців газу в розплаві. Пухирці газової фази, що утворилась, при збереженні тиску в розплаві на постійному рівні не міняють свої розміри, а у випадку зниження тиску починають рости і ростуть до тих пір, доки в'язкість і поверхневий натяг розплаву не урівноважать надлишковий тиск в порах спіненої структури При подальшому зниженні тиску до атмосферного тиск стів, таким чином, потребує особливих конструкцій пристроїв для їх переробки. Це стосується, в основному формуючих головок екструдерів, до яких ставляться вимоги особливо точного підтримання температури і тиску в розплаві, Відомий спосіб і установка для виготування сітчастого рукава із термопластичного матеріалу (пат. Норвегії №145020, публ. 14.07.76р , кл B29D31/00) через кільцевий зазор, утворений мундштуком і дерном головки екструдера, яка направлена вертикально вниз. Дорн має конічний наконечник, що донизу розширюється, утворюючи матрицю, і на внутрішній поверхні краю матриці виконані поздовжні пази, через які розплав продавлюється у вигляді безперервних ниток, що утворюють поздовжню основу рукава. Мундштук має можливість ковзання відносно дорна в поздовжньому напрямку В період опускання між дорном і матрицею утворюється кільцевий зазор, в який подається термопластичний матеріал, що зв'язує в поперечному напрямку поздовжні нитки. Конструкція дає змогу отримати сітку із звичайних полімерів, а зі спінених цього досягти неможливо, так як конструкція головки не забезпечує підтримання ні тиску, ні температури, необхідних для спінених |~-ГП\/1/Т\»П ґ CM CM на виході з головки роздувають до заданих розмірів. Переплітаний ниток відбувається завдяки обертанню матриці і дорну в протилежних напрямках або з різною швидкістю. На валу внутрішньої головки закріплений диск, діаметр якого задає розмір сітчастого рукава. Закріплений радіально ніж розрізає рукав в осьовому напрямку. Конструкції притаманні недоліки вищеописаної установки, а саме: на ній неможливо отримати сітку зі спінених полімерів із-за передчасного спінення в головках з причини падіння тиску по мірі просування розплаву. В основу корисної моделі поставлене рішення наступної технічної задачі: створення формуючої головки, яка дає можливість сформувати якісні сітчасті матеріали із спінених термопластів. Технічна задача вирішується наступним чином: в формуючій головці, яка має встановлені на осі з можливістю обертання матрицю і дорн з виконаною на ньому нарізкою, що утворюють робочий канал для течії розплаву, який переходить в вихідні канали, виконані в матриці І дорні, новим є те, що канал течії розплаву перед фільєрами матриці і дорну утворює накопичувальну порожнину, куди виступають прилеглі ВІНЦІ фільєр і стінки якої виконані з послідовно розміщеними кільцевими виступами, а вихідні канали виконані зі зменшенням до виходу. Суміжні стінки вихідних каналів в матриці та дорні зближуються до мінімуму або з'єднуються між собою, а протилежні закінчуються плічками, що сходяться під тупим кутом. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показано поздовжній розріз формуючої головки, на фіг.2 - поздовжній розріз на місці накопичувальної порожнини та фільєр з фіП Формуюча головка для виготовлення сітчастих матеріалів із спінених термопластів містить в собі установлену на осі 1 матрицю 2 і дорн 3. На кінці осі 1 змонтовано підшипниковий вузол 4 з рушійною шестернею 5, які обертають дорн 3 На матриці 2 змонтований другий підшипниковий вузол 6 з шестернею 7, які забезпечують обертання матриці 2 в протилежний бік або в бік обертання дорну 3, але з іншою швидкістю через варіатор (на кресленні не показано). На вхідній циліндричній частині дорну 3 встановлена втулка 8, що захищає підшипниковий вузол 4 від попадання в нього розплаву, який подається в формуючу головку через перехідник 9 з екструдера підготовки розплаву (на кресленні вказано стрілкою зі словом "розплав") на нарізку 10 на дорні 3. Нарізка виконана зі зменшенням глибини до виходу Матриця 2 і дорн З утворюють робочий канал течії розплаву, що звужується до виходу відповідно нарізці 10. На вихідних кінцях матриці 2 і дорну 3 закріплені фільєри 11 і 12 відповідно, тобто фільєра матриці 11 і фільєра дорну 12 Перед фільєрами 11 і 12 канал ний на торці дорну 3 (див фіг.2). ВІНЦІ 14 і 15 сприяють підтриманню в накопичувальній порожнині тиску, потрібного для рівноваги розплаву і не дають змоги йому передчасно спінитись. Фільєри 11 і 12 виконані з каналами 16 виходу розплаву. Канали виходу розплаву 16 виконані зі зменшенням до виходу Суміжні стінки каналів 16, тобто стінки 17 і 18 на вихідній стороні фільєр з'єднуються, а протилежні 19 і 20 закінчуються плічками 21 і 22, які виконані під кутом сходження від 90 градусів і вище, тобто під тупим кутом. Оптимальний кут сходження плічок 21 і 22 становить 90-120 градусів. Плічка 21 І 22 утворюють вихідний отвір 23. Таке виконання необхідне для випередження падіння тиску в каналах 16 перед вихідними отворами 23, та попередження можливого спінення розплаву передчасно в каналах 16. Матриця 2 обладнана системою нагрівання 24. На осі 1 напроти вихідних отворів 23 встановлені калібруючий охолоджуваний пристрій 25 та вузол розрізання сітки 26 Формуюча головка працює таким чином. З екструдера підготовки розплаву через перехідник 9 розплав подається в формуючу головку в робочий канал, утворений матрицею 2 та дорном 3. Втулка 8, кінець якої співпадає з бічною стінкою перехідника 9, не дає змоги розплаву йти в бік підшипникового вузла 4 і надійно захищає його, спрямовуючи розплав в робочий канал, де він підхоплюється нарізкою 10, пересувається і стискається. Нарізка 10 утримує розплав в рівновазі, не даючи йому можливості передчасно спінитись. Далі розплав поступає в накопичувальну порожнину (НП) з кільцевими виступами 13 на поверхнях дорну 3 і матриці 2. Оскільки виступи 13 розташовані не проти один одного, а послідовно в шаховому порядку, в розплаві не виникає явищ пульсації Розплав проходить шлях по лабіринту, додатково при цьому перемішується і стискається, тобто тиск, наданий розплаву на нарізці 10, зберігається В розплаві не відбувається небажаного передчасного спінювання. Цьому ж сприяють і виступаючі в накопичувальну порожнину вінця 14 і 15, виконані на торцях матриці 2 та дорну 3. Для того, щоб зберегти розчинність фізичного спінювача в розплаві і далі, канали 16 фільєр 11 і 12, в які надходить після накопичувальної порожнини розплав, виконані зі зменшенням до виходу Для того, щоб не дати можливості розплаву спінитись передчасно, характерне виконання вихідного отвору 23 з фільєр 11 і 12: суміжні стінки 17 і 18 каналів 16 фільєр матриці і дорну на виході з'єднуються, а протилежні 19 і 20 закінчуються плічками 21 і 22, що сходяться під тупим кутом. Таким чином, розплав на виході піддається різкому стисканню, оскільки плічки 21 і 22 утворюють малий, в порівнянні з робочим каналом та каналом 16 виходу розплаву, вихідний отвір При такому виконанні вихідного отвору формуван Запропонована конструкція головки дає ливість не допустити передчасного спінення п 1 2 15 Комп'ютерна верстка Н Лисенко % УКРАЇНА (19) UA (11)4224 (із) U (51)7В29С47/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) ФОРМУЮЧА ГОЛОВКА ЕКСТРУДЕРА 1 (21)2004031956 (22) 16.03.2004 (24)17.01.2005 (46) 17.01.2005, Бюл. № 1, 2005 р. (72) Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович, Лукашова Вікторія Володимирівна (73) УКРАЇНСЬКИЙ НАУКОВО-ДОСЛІДНИЙ І КОНСТРУКТОРСЬКИЙ ІНСТИТУТ ПО РОЗРОБЦІ МАШИН І ОБЛАДНАННЯ ДЛЯ ПЕРЕРОБКИ ПЛАСТИЧНИХ МАС, ГУМИ ТА ШТУЧНОЇ ШКІРИ (57) Формуюча головка екструдера, що містить встановлені на осі з можливістю обертання матри цю і дорн з виконаною на ньому нарізкою, які утворюють між собою робочий канал течії розплаву і мають на вихідних кінцях фільєри з каналами виходу розплаву, яка відрізняється тим, що канал течії розплаву перед фільєрами матриці і дорна утворює накопичувальну порожнину, в яку виступають прилеглі вінці фільєр і стінки якої виконані з послідовно розміщеними кільцевими виступами, канали виходу розплаву фільєр матриці і дорна виконані зі зменшенням до виходу, їх суміжні стінки на виході з'єднані, а протилежні закінчуються плічками, що сходяться під тупим кутом і утворюють вихідний отвір. Корисна модель відноситься до галузі обладнання для переробки пластмас і може використовуватись при виготуванні сітчастих матеріалів із спінених полімерів. Переробка спінених полімерних матеріалів має свої особливості в порівнянні з переробкою звичайних термопластів. Основними технологічними параметрами, що зумовлюють процес утворення пінопластів з розплаву термопластичного полімеру, є температура розплаву, який містить в собі розчинений спінювач, і тиск, при якому знаходиться цей розплав. Від першого параметру залежить в'язкість розплаву термопласту, необхідна для одержання стабільної якісної піни, від другого - повнота розчинення газової фази в розплаві. Коли тиск в розплаві, що містить розчинену газову фазу, стає нижчим від тиску пружності пару в цій фазі, починається зародження пухирців газу в розплаві. Пухирці газової фази, що утворилась, при збереженні тиску в розплаві на постійному рівні не міняють свої розміри, а у випадку зниження тиску починають рости і ростуть до тих пір, доки в'язкість і поверхневий натяг розплаву не урівноважать надлишковий тиск в порах спіненої структури. При подальшому зниженні тиску до атмосферного тиск урівноважується з тиском пружності пару фізичного пароутворювача, після чого починається необоротний розподіл фаз "газ-розплав" з руйнуванням спіненої структури. Виробництво матеріалів із спінених термопла стів, таким чином, потребує особливих конструкцій пристроїв для їх переробки. Це стосується, в основному формуючих головок екструдерів, до яких ставляться вимоги особливо точного підтримання температури і тиску в розплаві. Відомий спосіб і установка для виготування сітчастого рукава із термопластичного матеріалу (пат. Норвегії №145020, публ. 14.07.76р., кл. B29D31/00) через кільцевий зазор, утворений мундштуком і дерном головки екструдера, яка направлена вертикально вниз. Дорн має конічний наконечник, що донизу розширюється, утворюючи матрицю, і на внутрішній поверхні краю матриці виконані поздовжні пази, через які розплав продавлюється у вигляді безперервних ниток, що утворюють поздовжню основу рукава. Мундштук має можливість ковзання відносно дорна в поздовжньому напрямку. В період опускання між дорном і матрицею утворюється кільцевий зазор, в який подається термопластичний матеріал, що зв'язує в поперечному напрямку поздовжні нитки. Конструкція дає змогу отримати сітку із звичайних полімерів, а зі спінених цього досягти неможливо, так як конструкція головки не забезпечує підтримання ні тиску, ні температури, необхідних для спінених структур. Найближчим до пропонованої корисної моделі є спосіб і установка екструдування полімерних сіток (пат. США №3819451, публ. 25.06.74р., кл. В29В27/02), які одержують переплетенням суціль CM CM 4224 них і порожнистих ниток, що екструдують через дві головки з соплом у вигляді двох концентричних кілець. Через внутрішню головку екструдують суцільні нитки, через зовнішню - порожнисті. Останні на виході з головки роздувають до заданих розмірів. Переплітаний ниток відбувається завдяки обертанню матриці і дорну в протилежних напрямках або з різною швидкістю. На валу внутрішньої головки закріплений диск, діаметр якого задає розмір сітчастого рукава. Закріплений радіально ніж розрізає рукав в осьовому напрямку. Конструкції притаманні недоліки вищеописаної установки, а саме: на ній неможливо отримати сітку зі спінених полімерів із-за передчасного спінення в головках з причини падіння тиску по мірі просування розплаву. В основу корисної моделі поставлене рішення наступної технічної задачі: створення формуючої головки, яка дає можливість сформувати якісні сітчасті матеріали із спінених термопластів. Технічна задача вирішується наступним чином: в формуючій головці, яка має встановлені на осі з можливістю обертання матрицю і дорн з виконаною на ньому нарізкою, що утворюють робочий канал для течії розплаву, який переходить в вихідні канали, виконані в матриці і дорні, новим є те, що канал течії розплаву перед фільєрами матриці і дорну утворює накопичувальну порожнину, куди виступають прилеглі вінці фільєр і стінки якої виконані з послідовно розміщеними кільцевими виступами, а вихідні канали виконані зі зменшенням до виходу. Суміжні стінки вихідних каналів в матриці та дорні зближуються до мінімуму або з'єднуються між собою, а протилежні закінчуються плічками, що сходяться під тупим кутом. Суть корисної моделі пояснюється кресленнями, де на фіг.1 показано поздовжній розріз формуючої головки, на фіг.2 - поздовжній розріз на місці накопичувальної порожнини та фільєр з фіг.1. Формуюча головка для виготовлення сітчастих матеріалів із спінених термопластів містить в собі установлену на осі 1 матрицю 2 і дорн 3. На кінці осі 1 змонтовано підшипниковий вузол 4 з рушійною шестернею 5, які обертають дорн 3. На матриці 2 змонтований другий підшипниковий вузол 6 з шестернею 7, які забезпечують обертання матриці 2 в протилежний бік або в бік обертання дорну 3, але з іншою швидкістю через варіатор (на кресленні не показано). На вхідній циліндричній частині дорну 3 встановлена втулка 8, що захищає підшипниковий вузол 4 від попадання в нього розплаву, який подається в формуючу головку через перехідник 9 з екструдера підготовки розплаву (на кресленні вказано стрілкою зі словом "розплав") на нарізку 10 на дорні 3. Нарізка виконана зі зменшенням глибини до виходу. Матриця 2 і дорн З утворюють робочий канал течії розплаву, що звужується до виходу відповідно нарізці 10. На вихідних кінцях матриці 2 і дорну 3 закріплені фільєри 11 і 12 відповідно, тобто фільєра матриці 11 і фільєра дорну 12. Перед фільєрами 11 і 12 канал течії розплаву розширюється, утворюючи накопичувальну порожнину (НП). На внутрішній стінці матриці 2 і на дорні 3 на ділянці накопичувальної порожнини виконані кільцеві виступи 13. Виступи на дорні 3 розташовані напроти западин на матриці 2 з утворенням лабіринту течії розплаву. В накопичувальну порожнину виступає вінець 14, виконаний на торці матриці 2 і вінець 15, виконаний на торці дорну 3 (див. фіг.2). Вінці 14 і 15 сприяють підтриманню в накопичувальній порожнині тиску, потрібного для рівноваги розплаву і не дають змоги йому передчасно спінитись. Фільєри 11 і 12 виконані з каналами 16 виходу розплаву. Канали виходу розплаву 16 виконані зі зменшенням до виходу. Суміжні стінки каналів 16, тобто стінки 17 і 18 на вихідній стороні фільєр з'єднуються, а протилежні 19 і 20 закінчуються плічками 21 і 22, які виконані під кутом сходження від 90 градусів і вище, тобто під тупим кутом. Оптимальний кут сходження плічок 21 і 22 становить 90-120 градусів. Плічка 21 і 22 утворюють вихідний отвір 23. Таке виконання необхідне для випередження падіння тиску в каналах 16 перед вихідними отворами 23, та попередження можливого спінення розплаву передчасно в каналах 16. Матриця 2 обладнана системою нагрівання 24. На осі 1 напроти вихідних отворів 23 встановлені калібруючий охолоджуваний пристрій 25 та вузол розрізання сітки 26. Формуюча головка працює таким чином. З екструдера підготовки розплаву через перехідник 9 розплав подається в формуючу головку в робочий канал, утворений матрицею 2 та дорном 3. Втулка 8, кінець якої співпадає з бічною стінкою перехідника 9, не дає змоги розплаву йти в бік підшипникового вузла 4 і надійно захищає його, спрямовуючи розплав в робочий канал, де він підхоплюється нарізкою 10, пересувається і стискається. Нарізка 10 утримує розплав в рівновазі, не даючи йому можливості передчасно спінитись. Далі розплав поступає в накопичувальну порожнину (НП) з кільцевими виступами 13 на поверхнях дорну 3 і матриці 2. Оскільки виступи 13 розташовані не проти один одного, а послідовно в шаховому порядку, в розплаві не виникає явищ пульсації. Розплав проходить шлях по лабіринту, додатково при цьому перемішується і стискається, тобто тиск, наданий розплаву на нарізці 10, зберігається. В розплаві не відбувається небажаного передчасного спінювання. Цьому ж сприяють і виступаючі в накопичувальну порожнину вінця 14 і 15, виконані на торцях матриці 2 та дорну 3. Для того, щоб зберегти розчинність фізичного спінювача в розплаві і далі, канали 16 фільєр 11 і 12, в які надходить після накопичувальної порожнини розплав, виконані зі зменшенням до виходу. Для того, щоб не дати можливості розплаву спінитись передчасно, характерне виконання вихідного отвору 23 з фільєр 11 і 12: суміжні стінки 17 і 18 каналів 16 фільєр матриці і дорнуна виході з'єднуються, а протилежні 19 і 20 закінчуються плічками 21 і 22, що сходяться під тупим кутом. Таким чином, розплав на виході піддається різкому стисканню, оскільки плічки 21 і 22 утворюють малий, в порівнянні з робочим каналом та каналом 16 виходу розплаву, вихідний отвір. При такому виконанні вихідного отвору формування виробу проходить в точці, що дозволяє отримувати високоякісні вироби зі спінених полімерів та дає змогу уникнути такого доволі поширеного явища при переробці спінених полімерів, як "град" 4224 - розрушена структура полімеру, яка утворюється при падінні тиску в головці і накопичується на поверхні виробу у вигляді монолітних часточок, що погіршує зовнішній вигляд виробів. Запропонована конструкція головки дає можливість не допустити передчасного спінення мате ріалу в ній і дозволяє підтримувати на протязі всього руху розплаву потрібний тиск і температуру без яких би то не було допоміжних засобів чи зусиль і затрат. Застосування запропонованої формуючої головки дає змогу отримати високоякісні вироби зі спінених термопластів. 13 % 25 Фіг. 2 Комп'ютерна верстка Н Лисенко Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюForming head of extruder
Автори англійськоюNovytska Tamara Mykhailivna, Lukashova Viktoria Volodymyrivna
Назва патенту російськоюФормующая головка экструдера
Автори російськоюНовицкая Тамара Михайловна, Лукашова Виктория Владимировна
МПК / Мітки
МПК: B29C 47/00
Мітки: головка, формуюча, екструдера
Код посилання
<a href="https://ua.patents.su/6-4224-formuyucha-golovka-ekstrudera.html" target="_blank" rel="follow" title="База патентів України">Формуюча головка екструдера</a>
Формуюча головка екструдера
Номер патенту: 66459
Опубліковано: 17.05.2004
Автори: Новицька Тамара Михайлівна, Хцинський Ростислав Ростиславович
МПК: B29C 47/12
Мітки: екструдера, формуюча, головка
Формула / Реферат:
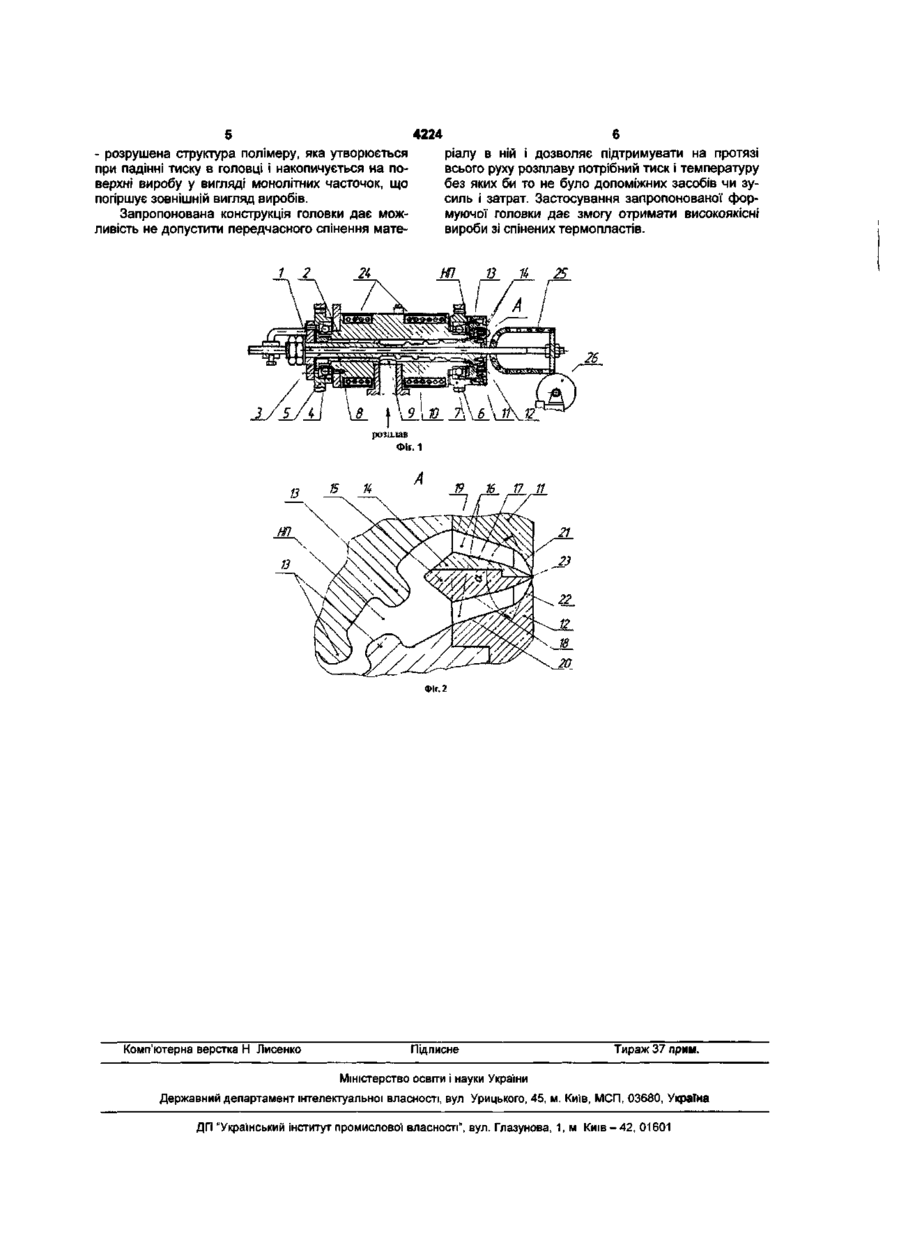
Формуюча головка екструдера, яка містить корпус з формуючими губками, систему їх охолодження, розподільний елемент, встановлений в каналі руху розплаву, який являє собою з'єднане основами двоконусне торпедо з вхідним та вихідним конусами, вихідний конус має ребристу поверхню і жорстко з'єднаний своєю зрізаною вершиною з циліндричним елементом, а канал руху розплаву над ним має постійний переріз, яка відрізняється тим, що двоконусне торпедо...
Головка екструдера
Номер патенту: 418
Опубліковано: 11.10.1999
Автори: Алікперов Алі Магеррамович, Дяченко Володимир Миколайович, Міщенко Віталій Олександрович, Кияниця Євген Володимирович, Зверлін Валерій Григорович, Жемгуліс Казімір Юстинович, Никитюк Олександр Євгенович
МПК: B29C 47/20
Мітки: екструдера, головка
Формула / Реферат:
Головка екструдера, яка містить корпус з вхідним і вихідним отворами і встановленим в ньому дорнотрішачем із спіральними розподільними канавками, дорном і матрицею, що утворюють робочий кільцевий канал із розташованою перед вихідним отвором формувальною дільницею, яка відрізняється тим, що дорн і матриця споряджені змінними формувальними інструментами, а довжина формувальної дільниці дорівнює не менше, ніж 20 товщинам стінки трубк, що...
Формуюча головка для виробництва профілів зі спінених термопластів
Номер патенту: 2664
Опубліковано: 26.12.1994
Автори: Покровський Лев Іванович, Новицька Тамара Михайлівна, Куликов Юрій Андрійович, Кудряшов Володимир Петрович, Кравченко Вілен Васильович, Крамаренко Євген Федорович, Юшко Бернард Петрович, Музиченко Олег Олександрович
МПК: B29L 23/00, B29C 47/20
Мітки: термопластів, головка, формуюча, спінених, виробництва, профілів
Формула / Реферат:
1. Формующая головка для производства профилей из вспененных термопластов, содержащая корпус с входной и выходной частями и выполненным в нем осевым подводящим каналом, установленную во входной части корпуса решетку с размещенными в ней рабочими элементами, отличающаяся тем, что, с целью повышения производительности головки и качества получаемого профиля за счет предотвращения вспенивания расплава термопласта внутри головки, рабочие...
Плоскощілинна екструзійна головка
Номер патенту: 35890
Опубліковано: 16.04.2001
Автори: Білецька Оксана Володимірівна, Рябініна Олена Дмитрівна, Мотін Анатолій Миколайович, Рябінін Дмитро Дмитрович
МПК: B29L 7/00, B29C 47/14
Мітки: екструзійна, плоскощілинна, головка
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором .
Машина формуюча для виробництва борошняних кондитерських виробів з начинкою
Номер патенту: 68258
Опубліковано: 15.07.2004
Автори: Лебедєва Лариса Миколаївна, Томащук Ігор Іванович, Захаревич Валерій Болеславович, Оболкіна Віра Іллівна
МПК: A21C 3/00
Мітки: виробництва, формуюча, виробів, борошняних, кондитерських, машина, начинкою
Формула / Реферат:
Машина формуюча для виробництва борошняних кондитерських виробів з начинкою, яка складається з рами, на якій встановлена формуюча головка, що виконана у вигляді валкового механізму для нагнітання оболонки та насоса для нагнітання начинки, конвеєра, приводів та механізму вертикальних ножів для відрізання, яка відрізняється тим, що формуюча головка виконана в вигляді двох дзеркально розташованих 4-х валкових конструкцій для нагнітання оболонки...
Попередній патент: Пристрій для підгону тварин
Наступний патент: Спосіб профілактики рецидиву спайкоутворення при лікуванні спайкової хвороби очеревини методом динамічного лапароскопічного адгезіолізису
Випадковий патент: Активна маса електродів свинцево-кислотного акумулятору