Спосіб дослідження властивостей електрошлакового зварного з’єднання
Номер патенту: 53564
Опубліковано: 11.10.2010
Автори: Бєлінський Вадим Анатолійович, Гуліда Ярослав Володимирович, Гуліда Володимир Пантелійович
Формула / Реферат
Спосіб дослідження властивостей електрошлакового зварного з'єднання, при якому випробуваний зразок піддають впливу зовнішніх сил, який відрізняється тим, що зразок одночасно піддають впливу стискуючого і розтягуючого зусилля.
Текст
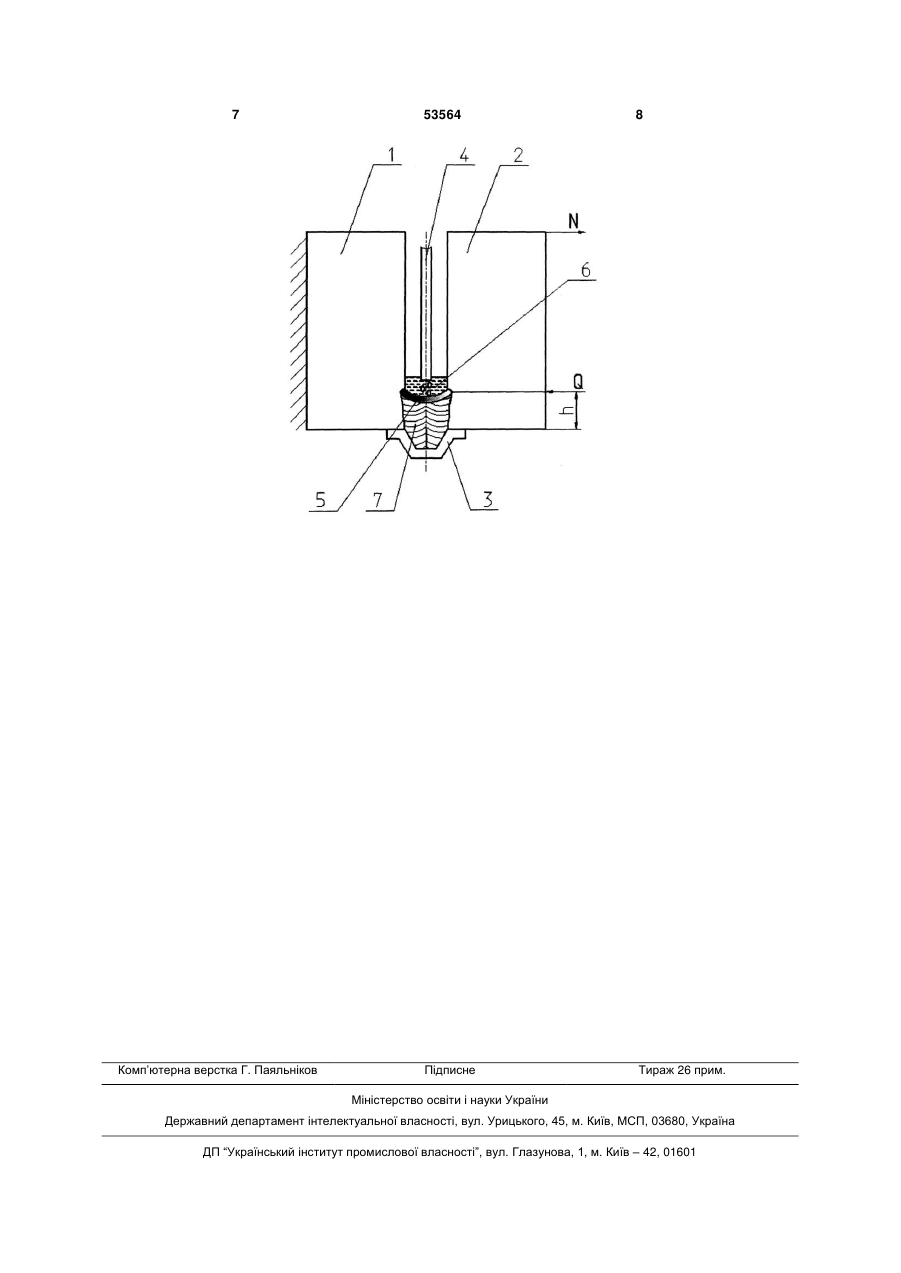
Спосіб дослідження властивостей електрошлакового зварного з'єднання, при якому випробуваний зразок піддають впливу зовнішніх сил, який відрізняється тим, що зразок одночасно піддають впливу стискуючого і розтягуючого зусилля. (19) (21) u201004427 (22) 16.04.2010 (24) 11.10.2010 (46) 11.10.2010, Бюл.№ 19, 2010 р. (72) БЄЛІНСЬКИЙ ВАДИМ АНАТОЛІЙОВИЧ, ГУЛІДА ВОЛОДИМИР ПАНТЕЛІЙОВИЧ, ГУЛІДА ЯРОСЛАВ ВОЛОДИМИРОВИЧ 3 вкрай небажана [див. Л.П. Ерегин, А.Е. Малай. Условия образования околошовных трещиннадрывов при электрошлаковой сварке хромоникельмолибденовых сталей. - Сварочное производство. - 1978 г. -№10.-с. 26-27]. При ЕШЗ метал шва, що кристалізується, зазнає деформації осідання й утворює жорстке з'єднання. У той же час в результаті нагрівання ще не заварених кромок відбувається їх поворот відносно рівня металевої ванни і наступний згин. При цьому максимальне значення згинального моменту створюється в ділянках навколошовної зони у лінії стоплення на рівні металевої ванни, викликаючи поздовжню розтягувальну напругу, яка сприяє утворенню тріщин-надривів. Відомі способи досліджень не дозволяють виконати оцінку стійкості металу наколошовної зони електрошлакового зварного з'єднання проти утворення такого виду дефектів, що викликають небезпеку крихких руйнувань. Це ускладнює дослідження причин їх утворення та розробку заходів щодо запобігання появи. У зв'язку з цим актуальною є розробка способу досліджень, що дозволяє оцінити ступінь технологічної зварюваності сталей і, в тому числі їх схильність до утворення тріщин-надривів в навколошовній зоні в умовах проведення процесів ЕШЗ. В основу корисної моделі покладено завдання - створити спосіб досліджень властивостей електрошлакового зварного з'єднання, що забезпечує високу достовірність оцінки технологічної зварюваності сталей за рахунок технічного результату, що полягає у забезпеченні виникнення розтягуючих напружень в досліджуваній зоні. Для досягнення цього технічного результату при реалізації способу дослідження властивостей електрошлакового зварного з'єднання випробуваний зразок піддають впливу зовнішніх сил - зразок одночасно піддають впливу стискуючого і розтягуючого зусилля. При реалізації цього способу використовуються зразки малих розмірів, що навантажуються в процесі зварювання зовнішніми зусиллями, які прикладають за заданою схемою. Схема навантаження зразка імітує відтворення умов, аналогічних умовам термодеформаційного циклу, при якому в реальних великих виробах при ЕШЗ проявляється схильність до утворення навколошовних тріщиннадривів. Між відмітними ознаками корисної моделі технічним результатом, що досягається, є причиннонаслідковий зв'язок. Виконання в процесі зварювання навантаження зразка з одночасним впливом на зразок стискуючого і розтягуючого зусилля створює в досліджуваній зоні згинальний момент, в результаті якого розвиваються розтягуючі напруги, що викликають схильність до утворення дефектів (навколошовних тріщин-надривів і гарячих тріщин у металі шва), тобто в зразку відтворюються умови аналогічні тим, які виникають при ЕШЗ реальних виробів. Цей спосіб дозволяє одночасно оцінювати схильність досліджуваних матеріалів до утворення тріщин-надривів в навколошовній зоні і кристалі 53564 4 заційних (гарячих) тріщин у металі шва, тобто має універсальний характер випробувань. Суть корисної моделі більш повно пояснюється за допомогою графічних матеріалів, де на фіг. зображена схема дослідження властивостей електрошлакового зварного з'єднання. Заявлена корисна модель промислово застосовна - вона впроваджена на Новокраматорському машинобудівному заводі (НКМЗ) при дослідженнях і розробці технологічних процесів виготовлення унікальних великих зварних з'єднань із застосуванням електрошлакового зварювання. Спосіб дослідження властивостей електрошлакового зварного з'єднання здійснюється в наступній послідовності виконання операцій: - збирають зразок із двох заготовок 1 і 2: заготовку 1 з маловуглецевої сталі закріплюють нерухомо, а заготовку 2 з досліджуваної марки сталі пристиковують до заготовки 1 зі збиральним проміжком; - до нижньої частини стику прикріплюють мідний водоохолоджуваний «карман»-кокіль 3; - встановлюють упор для створення стискуючого зусилля Q і механізм для створення розтягуючого навантаження N; - в зону початку зварювання подають електродний дріт 4, розводять електрошлаковий процес з наведенням металевої 5 і шлакової 6 ванн і утворенням шва 7; - діють на верхню частину зразка розтягуючим навантаженням N вище рівня шлакової ванни, забезпечуючи виникнення стискуючого зусилля Q на рівні металевої ванни для створення напруги в досліджуваній ділянці навколошовної зони; - після переміщення на задану величину верхньої частини заготовки 2 виконують її фіксацію в цьому положенні; - продовжують процес зварювання протягом заданого проміжку часу для виходу з району досліджень навколошовної зони; - припиняють процес зварювання на час (10-15 с), необхідний для затвердіння металевої ванни 5; - відновлюють зварювання з одночасним впливом розтягуючим навантаженням N, переміщуючи верхню частину заготовки 2 на задану відстань для створення розтягуючих напружень в металі шва, що кристалізується; - припиняють зварювання з припиненням впливу розтягуючим навантаженням N; - після охолодження зразка зі зварного з'єднання вирізають поздовжній темплет, виготовляють макрошліф і зовнішнім оглядом виявляють наявність у навколошовній зоні тріщин-надривів і кристалізаційних тріщин в металі шва. У виробничих умовах ЗАТ "НКМЗ" були проведені експериментальні дослідження властивостей зварних з'єднань. Вихідні дані: - випробовуваний виріб № 1 - дослідний зразок, що складається із заготовок розмірами 80x80x180 мм з маловуглецевої сталі Ст3 і досліджуваної сталі 20ХНМФА; - випробовуваний виріб № 2 - дослідний зразок, що складається із заготовок розмірами 80x80x180 мм з маловуглецевої сталі Ст3 і досліджуваної сталі 16Г1НМА; 5 - електродний матеріал - зварювальний дріт Св-08Г1НМА 3 мм; - флюс АН-8; - режим зварювання: швидкість подачі зварювального дроту - 220 м/г, напруга зварювання 40 42 В; - швидкість розтягування (деформації) - 30 мм/хв. Дослідження властивостей зварюваних з'єднань виконували шляхом проведення ряду дослідів наступним чином. Зразок зібрали з двох заготовок 1 і 2. Заготовку 1 закріпили нерухомо, а заготовку 2 із досліджуваної марки сталі 20ХНМФА пристикували до заготовки 1 зі збиральним проміжком 30 мм. Для початку процесу зварювання до нижньої частини стику прикріпили водоохолоджуваний мідний «карман»-кокіль 3. На відстані h = 50 мм від нижніх кромок зразка до заготовки 2 встановили упор для створення стискуючого зусилля Q. Зазначену відстань було обрано з умови встановлення квазістаціонарного температурного поля в зразку (вирівнювання балансу підведення та відведення тепла) в момент підходу рівня металевої ванни до лінії упору. В процесі зварювання при підході рівня металевої ванни 5 до рівня упору включили механізм для створення розтягуючого навантаження N, прикладаємого вище рівня шлакової ванни 6 до верхньої частини заготовки 2, одночасно впливаючи на заготовку 2 стискуючим зусиллям Q. В результаті цього в ділянці навколошовної зони у лінії стоплення на рівні металевої ванни створювалися умови навантаженого стану розтягуюча напруга уздовж лінії стоплення, що викликає схильність до появи тріщин-надривів. Величину переміщення заготовки при прикладанні навантаження N вибирали для кожного випробування індивідуально. Змінюючи величину переміщення регулювали параметри напруги і деформації й, відповідно, умови для утворення дефектів у досліджуваній зоні. Після переміщення на задану величину верхньої частини заготовки 2 відключили механізм розтягнення і продовжили процес зварювання ще протягом 1-1,5 хвилини для виходу із зони випробування навколошовної ділянки. Потім зварювання припинили на час (10-15 с), необхідний для затвердіння металевої ванни 5, але без втрати електропровідності шлаковою ванною 6 для подальшого відновлення електрошлакового процесу. Після паузи відновили зварювання з одночасним включенням розтягуючого навантаження N й переміщенням заготовки на задану величину, забезпечуючи виникнення розтягуючих напружень в металі шва, що кристалізується. Потім припинили зварювання з одночасним відключенням розтягуючого навантаження, а після охолодженння зразка виготовили поздовжній макротемплет. При цьому з метою багаторазового 53564 6 використання заготовки 1 в подальших дослідах виконали її відділення від заготовки 2 стрічкопильною відрізкою. В результаті зовнішнього огляду протруєної макроструктури визначили наявність тріщиннадривів в досліджуваній ділянці навколошовної зони і гарячих тріщин в металі шва. При відсутності тріщин у відповідній ділянці величину переміщення в наступному досліді збільшували, а за наявності -зменшували. Таким чином визначили критичну величину деформації - максимальну величину переміщення, при якій ще не утворюються тріщини - що є кількісним критерієм оцінки схильності зварного з'єднання до утворення навколошовних тріщиннадривів і гарячих тріщин у металі шва. Потім провели низку дослідів для випробування зразка зі сталі 16Г1НМА, що має аналогічні значення механічних властивостей. Аналіз результатів показав, що у вказаних зварних з'єднань значення критичних величин деформації при оцінці схильності до утворення навколошовних тріщин-надривів і гарячих тріщин у металі шва становлять відповідно 2,8 і 3,6 мм для сталі 20ХНМФА і 3,4 і 4,0 мм для сталі 16Г1НМА. З цього випливає, що при рівності механічних властивостей сталь 16Г1НМА має більш високу технологічну зварюваність ніж сталь 20ХНМФА. Хронометраж часу проведення дослідів показав, що на збирання і зварювання зразка, виготовлення макрошліфа й зовнішній огляд макроструктури потрібно 2,5-3 г. Це показує, що пропонований спосіб характеризується оперативністю циклу випробувань. Використання малогабаритних зразків з можливістю багаторазового застосування нерухомої частини зразка характеризується низькою трудомісткістю й незначною витратою металу. На прикладі реалізації способу досліджень показано ефективність використання його на практиці при виборі оптимальних марок високоміцних сталей, а також розробці нових марок, що характеризуються високою стійкістю проти утворення тріщин для виготовлення відповідальних виробів різного призначення. Спосіб дозволяє на малих зразках комплексно визначати технологічну зварюваність сталей (стійкість новколошовної зони і металу шва до утворення тріщин) за рахунок відтворення в процесі випробувань напруженого стану аналогічного тому, який створюється при термодеформаційному циклі в реальних умовах ЕШЗ виробів і викликає схильність до появи зазначених дефектів. Таким чином, заявлений спосіб дослідження властивостей електрошлакового зварного з'єднання забезпечує виникнення розтягуючих напружень в досліджуваній зоні й дозволяє підвищити достовірність оцінки технологічної зварюваності сталей в умовах електрошлакового зварювання, а також знизити витрати на проведення досліджень. 7 Комп’ютерна верстка Г. Паяльніков 53564 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for study of properties of electroslag weld joint
Автори англійськоюBielinskyi Vadym Anatoliiovych, Hulida Volodymyr Panteliiovych, Hulida Yaroslav Volodymyrovych
Назва патенту російськоюСпособ исследования свойств электрошлакового сварного соединения
Автори російськоюБелинский Вадим Анатольевич, Гулида Владимир Пантелеевич, Гулида Ярослав Владимирович
МПК / Мітки
МПК: B23K 25/00, B23K 31/12
Мітки: спосіб, властивостей, дослідження, зварного, електрошлакового, з'єднання
Код посилання
<a href="https://ua.patents.su/4-53564-sposib-doslidzhennya-vlastivostejj-elektroshlakovogo-zvarnogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дослідження властивостей електрошлакового зварного з’єднання</a>
Спосіб електрошлакового зварювання
Номер патенту: 15327
Опубліковано: 15.06.2006
Автори: Щербак Валерій Миколайович, Якимчук Анатолій Васильович
МПК: B23K 25/00
Мітки: електрошлакового, спосіб, зварювання
Формула / Реферат:
Спосіб електрошлакового зварювання плавким електродом, що включає установку заготовок з зазором в охолоджуваний формувальний пристрій, подачу в зазор зварювального флюсу і плавкого електрода, послідовне наведення шлакової і металевої ванни при пропусканні зварювального струму через заготовки і плавкий електрод, який відрізняється тим, що подачу в зазор плавкого електрода виконують з постійною швидкістю, наведення шлакової ванни виконують...
Спосіб електрошлакового переплаву
Номер патенту: 50751
Опубліковано: 25.06.2010
Автори: Капустян Олексій Євгенович, Попов Веніамін Степанович, Білоник Ігор Методійович, Петрашов Олександр Сергійович
МПК: C22B 9/16
Мітки: спосіб, переплаву, електрошлакового
Формула / Реферат:
Спосіб електрошлакового переплаву витратними електродами, що включає подачу гранул у плавильний простір, який відрізняється тим, що гранули транспортують у металеву ванну з середньою швидкістю 0,85-0,90 від швидкості кристалізації злитка.
Установка для дослідження триботехнічних властивостей матеріалів та покриттів в умовах знакозмінних тангенціальних навантажень
Номер патенту: 43611
Опубліковано: 25.08.2009
Автори: Курской Володимир Сергійович, Шалапко Юрій Іванович
МПК: G01N 3/00
Мітки: триботехнічних, навантажень, покриттів, властивостей, матеріалів, умовах, дослідження, знакозмінних, установка, тангенціальних
Формула / Реферат:
Установка для дослідження триботехнічних властивостей матеріалів та покриттів, яка містить станину, тримач зразка, привід його руху, тримач контрзразка та вузол його навантаження, яка відрізняється тим, що зразок закріплено на каретці, що рухається по напрямних і приводиться в рух від генератора механічних коливань з широким діапазоном робочих частот.
Спосіб дослідження фізико-механічних властивостей грунтів
Номер патенту: 13537
Опубліковано: 17.04.2006
Автор: Пряник Сергій Петрович
МПК: E02D 1/00
Мітки: властивостей, грунтів, дослідження, фізико-механічних, спосіб
Формула / Реферат:
Спосіб дослідження фізико-механічних властивостей ґрунтів, який полягає у тому, що в ґрунтову стінку шурфу або свердловини вдавлюють тонку смугу з періодичними зупинками з вимірюванням зусиль вдавлювання під час руху смуги і її зупинок, а потім витягують її з ґрунту з вимірюванням зусиль витягування, який відрізняється тим, що на смугу надівають тонкостінний сталевий чохол, і після занурення смуги в ґрунт на кінцеву глибину, смугу витягують з...
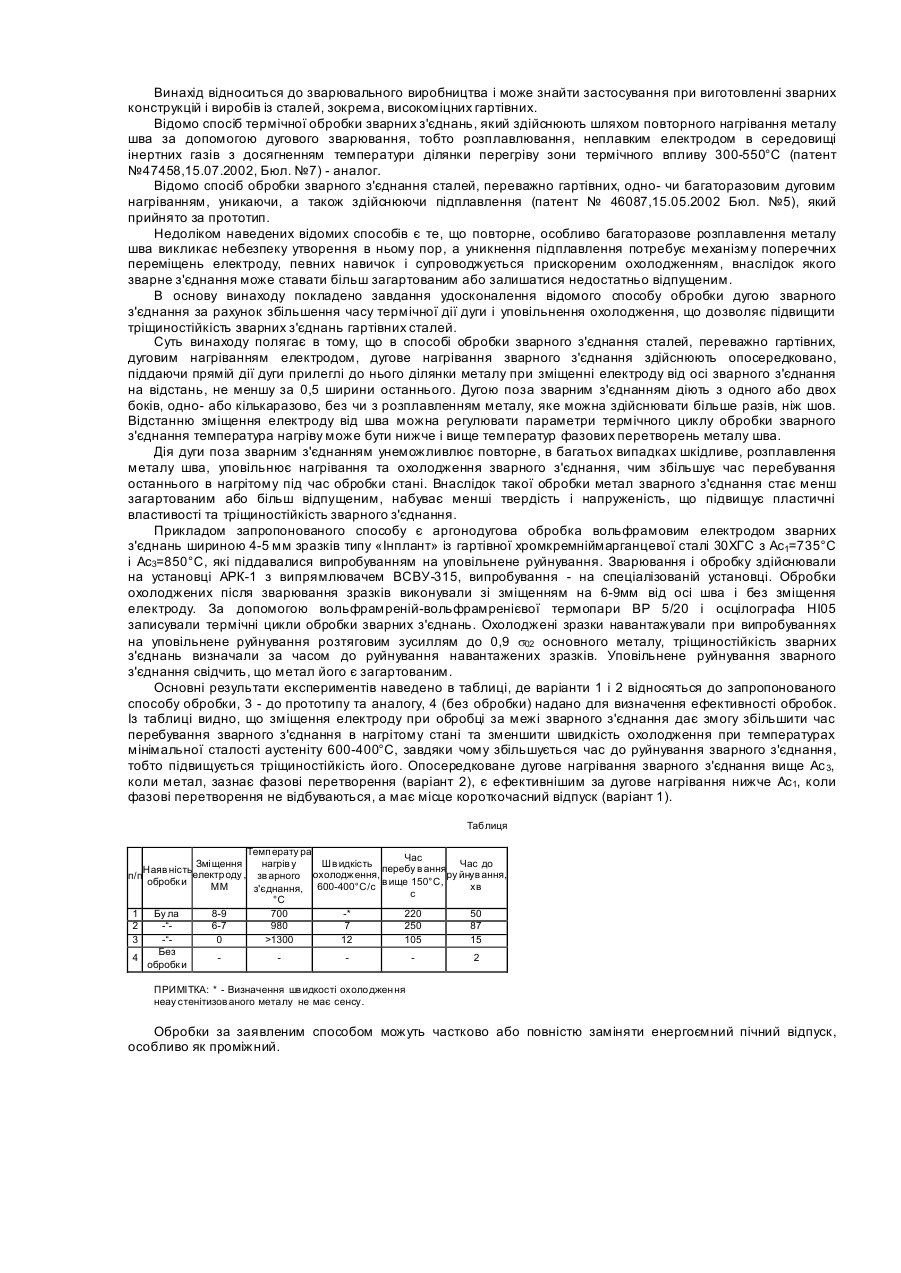
Спосіб обробки зварного з’єднання сталей
Номер патенту: 72635
Опубліковано: 15.03.2005
Автори: Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Бурський Георгій Вікторович
Мітки: зварного, з'єднання, спосіб, обробки, сталей
Формула / Реферат:
Спосіб обробки зварного з'єднання сталей, переважно гартівних, що включає його дугове нагрівання електродом, який відрізняється тим, що дугове нагрівання зварного з'єднання здійснюють опосередковано, піддаючи прямій дії дуги прилеглі до нього ділянки металу при зміщенні електрода від осі зварного з'єднання на відстань, не меншу за 0,5 ширини останнього.
Попередній патент: Зчіпний пристрій для агрегатування сільськогосподарських машин
Наступний патент: Спосіб сушіння або розігрівання футерівки металургійних ковшів
Випадковий патент: Вібраційний конвеєр