Спосіб виготовлення конічних деталей упередженим згинанням за допомогою конічних валків
Номер патенту: 53688
Опубліковано: 11.10.2010
Автори: Несвідомін Віктор Миколайович, Бабка Віталій Миколайович, Пилипака Тарас Сергійович

Формула / Реферат
Спосіб виготовлення конічних деталей упередженим згинанням за допомогою конічних валків, що включає згинання листового матеріалу у конічну деталь за допомогою конічних валків, який відрізняється тим, що робочу поверхню валків, за допомогою яких утворюється конічна поверхня із заготовки, виконують у формі конусів, у яких кут нахилу твірних до основи дорівнює куту нахилу твірної до основи конічної деталі, виготовленої із упередженим згинанням, причому форму конічної деталі, отриманої із упередженим згинанням, обчислюють за формулами:
![]() ; (1)
; (1)
![]() , (2)
, (2)
де ![]() - кривина основи конуса після упередженого згинання;
- кривина основи конуса після упередженого згинання;
![]() - кут нахилу твірних до основи конуса після упередженого згинання;
- кут нахилу твірних до основи конуса після упередженого згинання;
![]() - кут нахилу твірних реального кругового конуса до основи;
- кут нахилу твірних реального кругового конуса до основи;
![]() - коефіцієнт, що враховує часткове розгинання матеріалу;
- коефіцієнт, що враховує часткове розгинання матеріалу;
![]() - кривина основи реального конуса.
- кривина основи реального конуса.
Текст
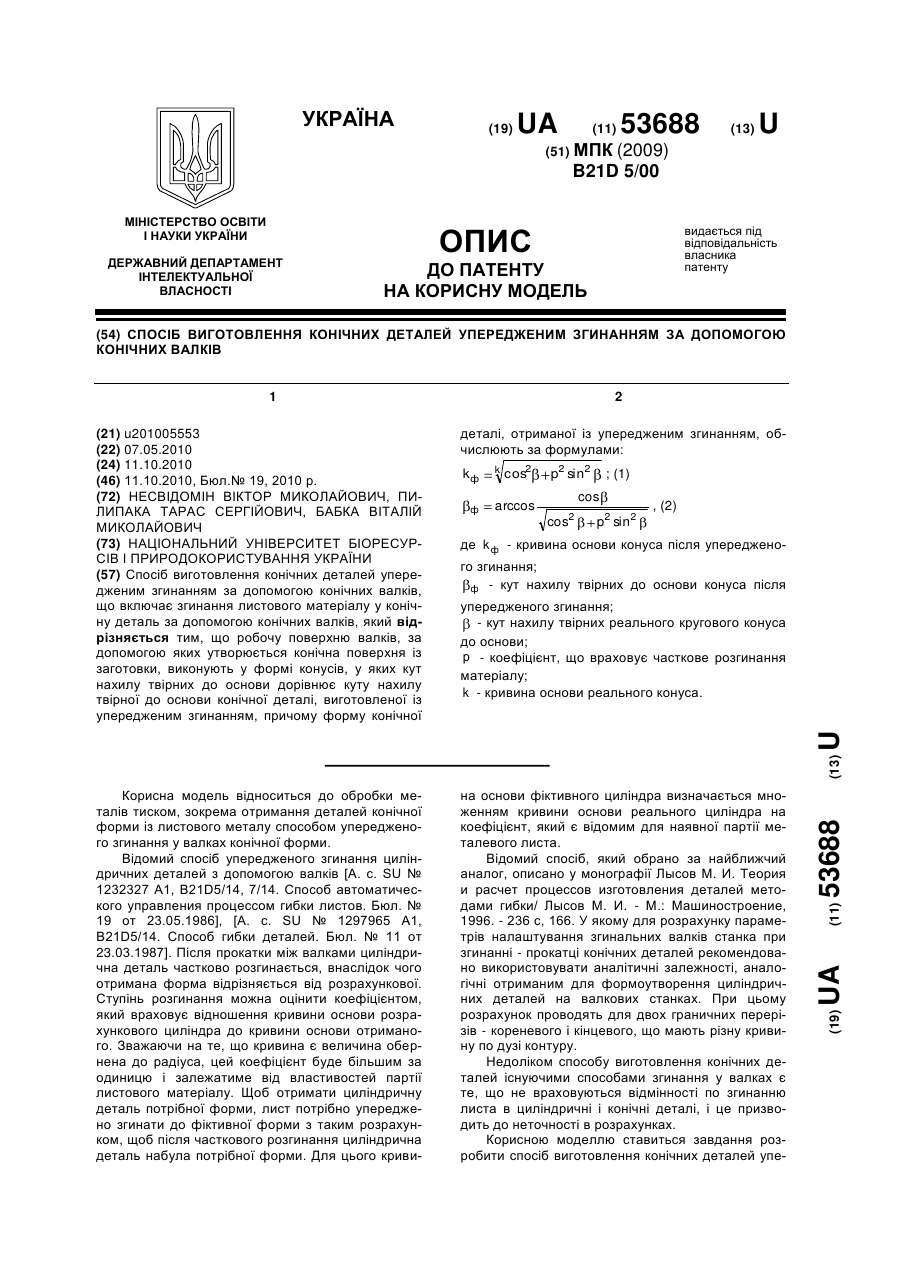
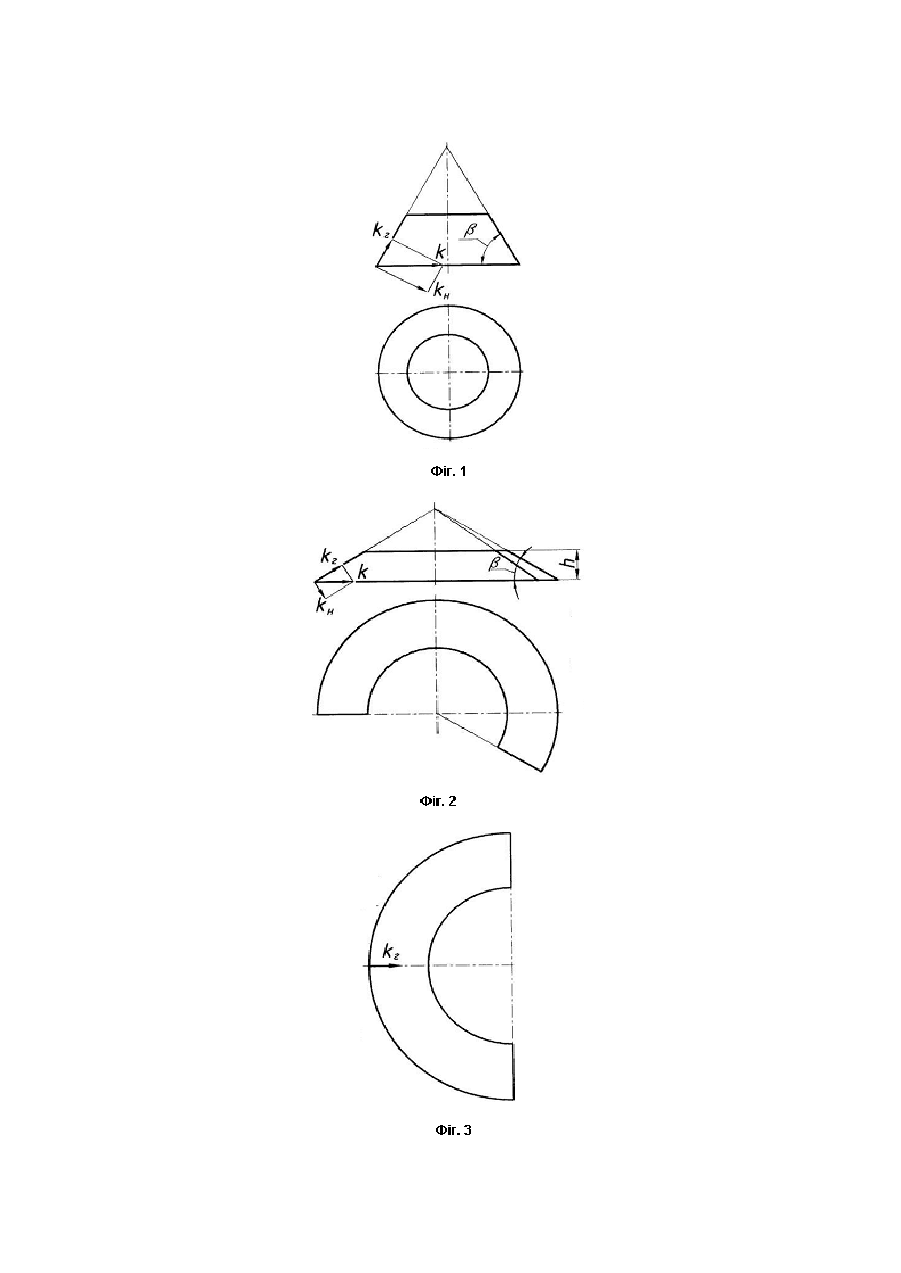
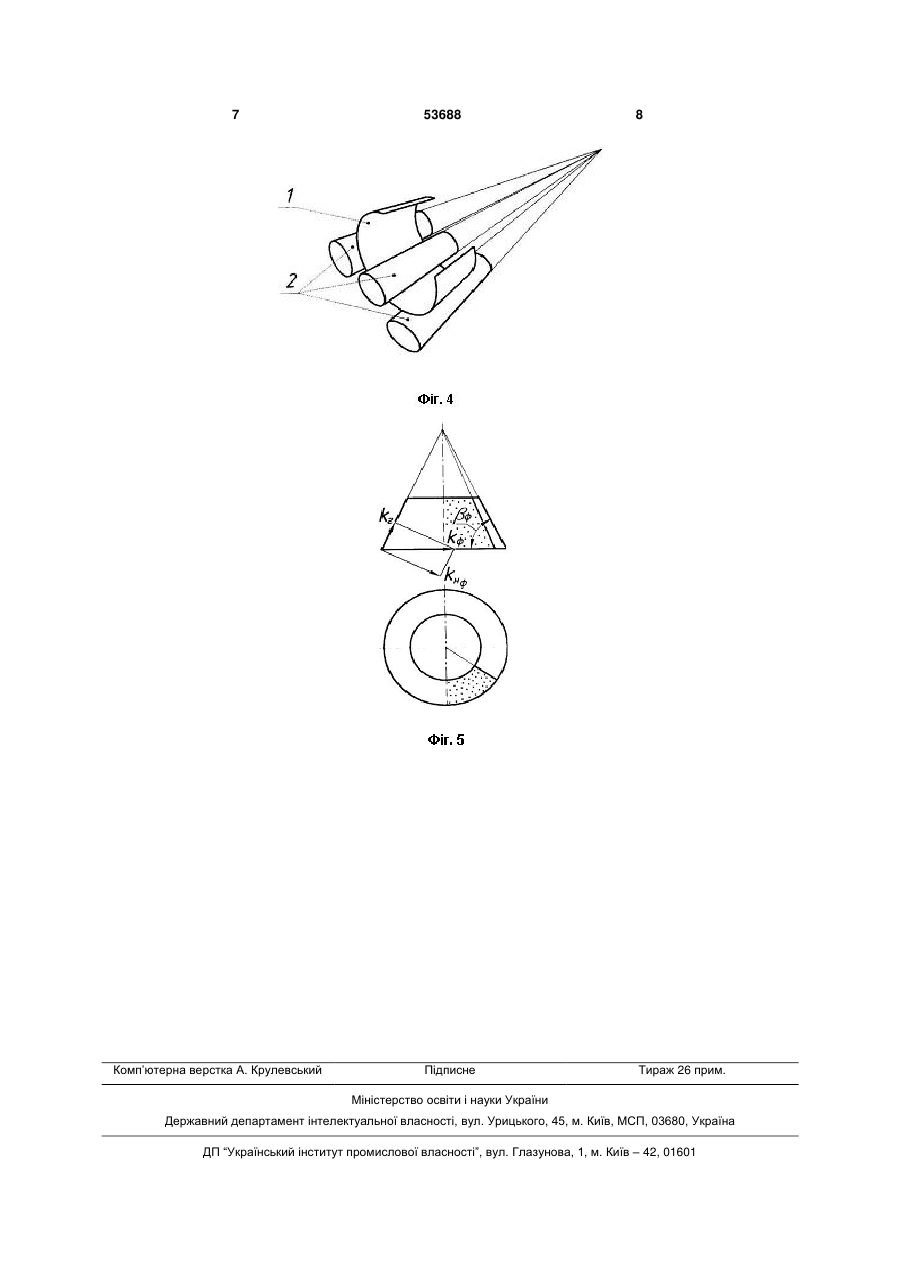
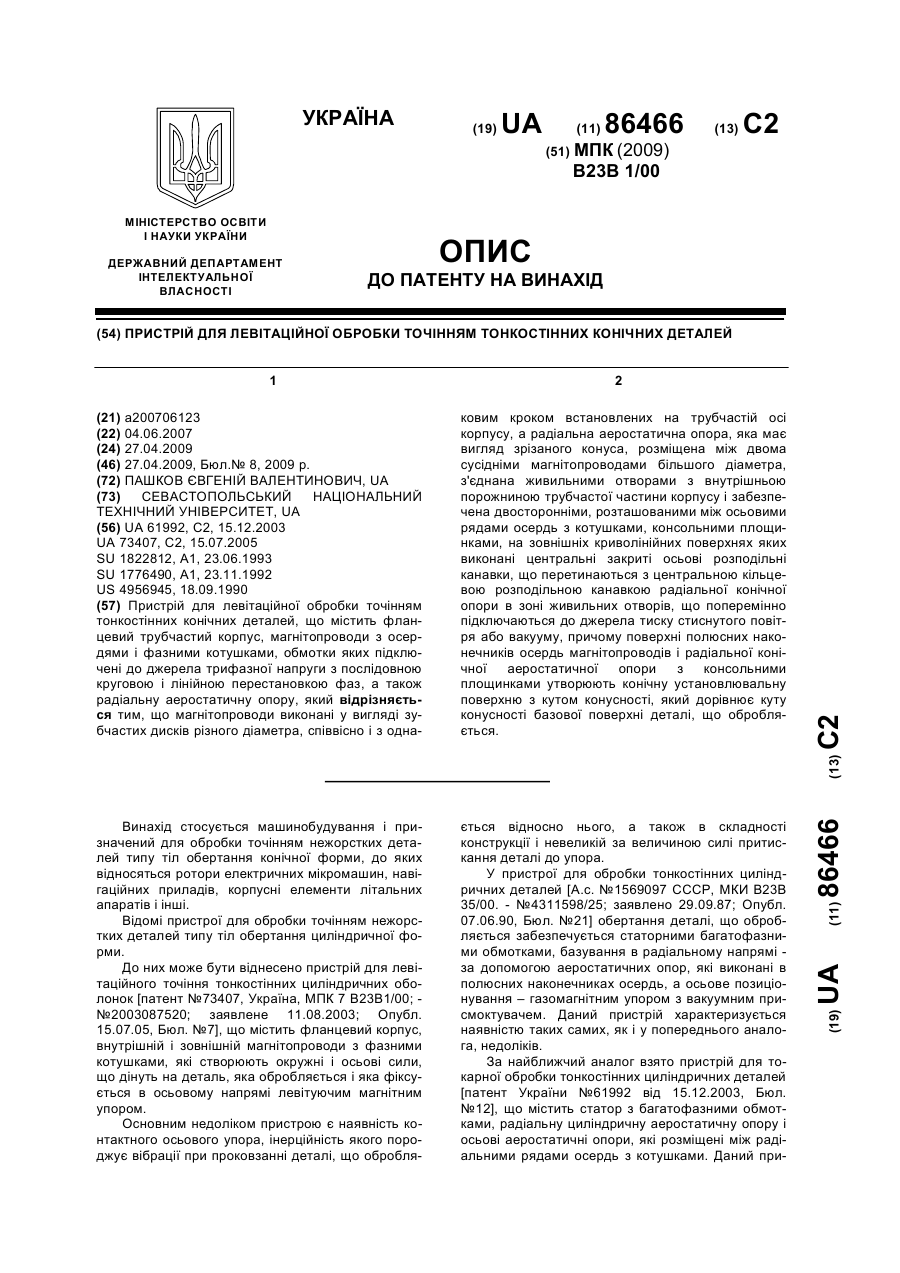
Спосіб виготовлення конічних деталей упередженим згинанням за допомогою конічних валків, що включає згинання листового матеріалу у конічну деталь за допомогою конічних валків, який відрізняється тим, що робочу поверхню валків, за допомогою яких утворюється конічна поверхня із заготовки, виконують у формі конусів, у яких кут нахилу твірних до основи дорівнює куту нахилу твірної до основи конічної деталі, виготовленої із упередженим згинанням, причому форму конічної деталі, отриманої із упередженим згинанням, обчислюють за формулами: Корисна модель відноситься до обробки металів тиском, зокрема отримання деталей конічної форми із листового металу способом упередженого згинання у валках конічної форми. Відомий спосіб упередженого згинання циліндричних деталей з допомогою валків [А. с. SU № 1232327 А1, B21D5/14, 7/14. Способ автоматического управления процессом гибки листов. Бюл. № 19 от 23.05.1986], [А. с. SU № 1297965 A1, B21D5/14. Способ гибки деталей. Бюл. № 11 от 23.03.1987]. Після прокатки між валками циліндрична деталь частково розгинається, внаслідок чого отримана форма відрізняється від розрахункової. Ступінь розгинання можна оцінити коефіцієнтом, який враховує відношення кривини основи розрахункового циліндра до кривини основи отриманого. Зважаючи на те, що кривина є величина обернена до радіуса, цей коефіцієнт буде більшим за одиницю і залежатиме від властивостей партії листового матеріалу. Щоб отримати циліндричну деталь потрібної форми, лист потрібно упереджено згинати до фіктивної форми з таким розрахунком, щоб після часткового розгинання циліндрична деталь набула потрібної форми. Для цього криви на основи фіктивного циліндра визначається множенням кривини основи реального циліндра на коефіцієнт, який є відомим для наявної партії металевого листа. Відомий спосіб, який обрано за найближчий аналог, описано у монографії Лысов М. И. Теория и расчет процессов изготовления деталей методами гибки/ Лысов М. И. - М.: Машиностроение, 1996. - 236 с, 166. У якому для розрахунку параметрів налаштування згинальних валків станка при згинанні - прокатці конічних деталей рекомендовано використовувати аналітичні залежності, аналогічні отриманим для формоутворення циліндричних деталей на валкових станках. При цьому розрахунок проводять для двох граничних перерізів - кореневого і кінцевого, що мають різну кривину по дузі контуру. Недоліком способу виготовлення конічних деталей існуючими способами згинання у валках є те, що не враховуються відмінності по згинанню листа в циліндричні і конічні деталі, і це призводить до неточності в розрахунках. Корисною моделлю ставиться завдання розробити спосіб виготовлення конічних деталей упе kф ф k сos2 arccos p2 sin2 ; (1) cos cos2 p2 sin2 , (2) де k ф - кривина основи конуса після упередженого згинання; ф - кут нахилу твірних до основи конуса після (19) UA (11) 53688 (13) U упередженого згинання; - кут нахилу твірних реального кругового конуса до основи; р - коефіцієнт, що враховує часткове розгинання матеріалу; k - кривина основи реального конуса. 3 редженим згинанням за допомогою конічних валків, який забезпечував би, із високою точністю, отримання необхідної конічної форми після згинання заготовки, враховуючи особливості упередженого згинання конічних поверхонь. Поставлене корисною моделлю завдання досягається тим, що для одержання результату виконують згинання конічної деталі з упередженням. Для упередженого згинання використовуються конічні валки, форма яких визначається із врахуванням особливостей згинання конічної поверхні та упередженого згинання. При виготовленні конічних деталей згинанням листової заготовки процес утворення поверхні конічної значно відрізняється від утворення циліндричної. Якщо взяти зрізаний конус (фіг. 1), то кривину його основи k можна розкласти на дві складові: геодезичну kг і нормальну k н (на фіг. 1 це показано для нижньої основи). Якщо конус розрізати по прямолінійній твірній і розгинати його до плоскої розгортки шляхом зменшення висоти h (фіг. 2), то при такому згинанні радіуси кіл (верхньої і нижньої основ) збільшуються, тобто зменшуються їх кривини. Кут нахилу твірних конуса до його основи, теж поступово зменшується, перетворюючись в нуль на розгортці. Характерною ознакою такого згинання є відомий факт із диференціальної геометрії: геодезична кривина основи конуса не змінюється, тобто Kг k cos const . (1) Змінюється тільки нормальна кривина kн k sin , перетворюючись на розгортці (фіг. 3) в нуль. Для циліндричних поверхонь 90 , тобто геодезична кривина основи дорівнює нулюі не змінюється при згинанні, тобто теж залишається рівною нулеві. Змінюється нормальна кривина, яка дорівнює кривині основи циліндра. При згинанні плоскої заготовки в циліндричну поверхню її потрібно згинати не до розрахункової форми, а до фіктивної, збільшивши кривину основи у p раз, тобто kф kp , де p - коефіцієнт, що враховує часткове розгинання. Якщо подібним чином виготовляти конічну деталь шляхом проходження заготовки між конічними валками (фіг. 4), то розрахунок фіктивного конуса (фіг. 5) буде відрізнятися від розрахунку фіктивного циліндра. Оскільки геодезична складова кривини залишається незмінною, то на коефіцієнт p ми повинні множити нормальну кривину, тобто значення нормальної кривини фіктивного конуса опишеться виразом pk sin . При цьому конус зміниться: нове значення кривини основи буде k ф і нове значення кута ф , тобто з іншої сторони нормальну кривину основи фіктивного конуса можна записати виразом k ф sin ф . Отже можна записати рівність: pk sin k ф sin ф (2) До наведеного виразу входять дві невідомі величини: k ф і ф . Для їх визначення скористаємося рівністю геодезичної кривини основи розрахун 53688 4 кового і фіктивного конуса: k cos k ф cos ф . (3) Розв'язуючи два останніх рівняння як систему, знайдемо: kф сos2 2 sin2 ; (4) cos , (5) 2 cos sin2 Одержані вирази дозволяють знайти кривину основи фіктивного конуса і кут ф нахилу його ф kф k arccos 2 твірних при відомому коефіцієнті р . При р 1, тобто для випадку, коли матеріал не розгинається після припинення деформації, k ф k , ф , тобто реальний і фіктивний конуси збігаються. Отже при упередженому згинанні плоскої заготовки у конічну деталь потрібно враховувати зміну кута , а також те, що величина кривини основи змінюється не так як у циліндра, а із врахуванням кута . Звідси у конічних валків кут повинен бути не таким, як у реальної деталі, а іншим: cos . (6) ф arccos 2 2 cos sin2 Приклад. Потрібно утворити конічну деталь у вигляді зрізаного конуса з радіусом кола більшої основи R 0,2 м і кутом при основі 60°. Коефіцієнт відомий: p 12 . Зайти параметри фіктивного ко, нуса. Кривина основи реального конуса k 1/ R 5 . Кривину основи фіктивного конуса знаходимо за формулою: kф k сos2 p2 sin2 5 cos2 60 122 sin2 60 , 5,78 Кут при основі фіктивного конуса знаходимо за одержаною формулою: cos arccos ф 2 cos p2 sin 2 arccos cos 60 64,3 cos 60 1 22 sin 2 60 , Отже радіус основи реального конуса зменшиться від 0,2м до Rф 1/ kф 1/ 5,78 0,173 м у фіктивному. Кут при основі фіктивного конуса буде 64,3° замість 60° у реального. З таким же кутом мають бути валки. Якби ми не розділяли кривину плоского перерізу на нормальну і геодезичну складові і розраховували основу фіктивного конуса за прикладом циліндра, то ми б одержали: kф pk 12 5 6 , тобто , Rф 1/ k ф 2 1/ 6 0,167 м. 7 Комп’ютерна верстка А. Крулевський 53688 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing conical items by pre-bending using conic rollers
Автори англійськоюNesvidomin Viktor Mykolaiovych, Pylypaka Taras Serhiiovych, Babka Vitalii Mykolaiovych
Назва патенту російськоюСпособ изготовления конических деталей предварительным сгибанием
Автори російськоюНесвидомин Виктор Николаевич, Пилипака Тарас Сергеевич, Бабка Виталий Николаевич
МПК / Мітки
МПК: B21D 5/00
Мітки: деталей, згинанням, валків, упередженим, конічних, спосіб, виготовлення, допомогою
Код посилання
<a href="https://ua.patents.su/4-53688-sposib-vigotovlennya-konichnikh-detalejj-uperedzhenim-zginannyam-za-dopomogoyu-konichnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення конічних деталей упередженим згинанням за допомогою конічних валків</a>
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей
Номер патенту: 86466
Опубліковано: 27.04.2009
Автор: Пашков Євгеній Валентинович
МПК: B23B 1/00
Мітки: деталей, тонкостінних, левітаційної, точінням, обробки, конічних, пристрій
Формула / Реферат:
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей, що містить фланцевий трубчастий корпус, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також радіальну аеростатичну опору, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих дисків різного діаметра, співвісно і з однаковим кроком встановлених...
Пристрій для левітаційного точіння конічних нежорстких деталей
Номер патенту: 88677
Опубліковано: 10.11.2009
Автор: Пашков Євгеній Валентинович
МПК: B23B 31/00, B23B 1/00
Мітки: левітаційного, деталей, конічних, пристрій, точіння, нежорстких
Формула / Реферат:
Пристрій для левітаційного точіння конічних нежорстких деталей, що містить фланцевий корпус з трубчастою віссю, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також аеростатичні опори, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих кілець, що закріплені на однаковій відстані одне від одного та з симетричним...
Патрон для левітаційного точіння тонкостінних конічних деталей
Номер патенту: 86701
Опубліковано: 12.05.2009
Автори: Бохонський Олександр Іванович, Пашков Євгеній Валентинович
МПК: B23B 1/00, B23B 31/02
Мітки: конічних, левітаційного, тонкостінних, деталей, патрон, точіння
Формула / Реферат:
Патрон для левітаційного точіння конічних деталей, що містить корпус, статор з багатофазними котушками і аеростатичні опори, який відрізняється тим, що статор, який розміщено всередині чашкового корпусу, виконаний у вигляді пакета кільцевих зубчастих магнітопроводів з фазними котушками, обмотки яких підключені до джерела живлення з послідовною круговою і лінійною перестановкою фаз, а між осьовими рядами зубців, що є осердями, розташовані...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: поверхонь, розмірної, конічних, спосіб, обробки, електричною, дугою
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Легований чавун для неоднорідно-гетерогенних валків з оболонками, комбінований неоднорідно-гетерогенний валок і спосіб виготовлення легованого чавуну для валків
Номер патенту: 61168
Опубліковано: 17.11.2003
Автори: Ціенбергер Карл-Гайнц, Шрьодер Карл-Генріх, Віндхагер Міхаель, Файштрітцер Бернгард
МПК: C22C 37/04, B21B 27/00, C22C 37/08, C21D 9/00
Мітки: комбінований, оболонками, неоднорідно-гетерогенний, валок, спосіб, валків, чавуну, неоднорідно-гетерогенних, легований, чавун, легованого, виготовлення
Формула / Реферат:
1. Спосіб виготовлення та оброблення легованого чавуну для робочої частини неоднорідно-гетерогенних валків, що містить елементи вуглець, кремній, марганець, хром, нікель, молібден, ванадій, необов'язково - інші елементи 5-ї групи періодичної системи, алюміній, решта - залізо, супутні елементи та домішки, зумовлені процесом виготовлення, який відрізняється тим, щоA) виготовляють розплав такого хімічного складу, % (мас.):від 2,0...
Попередній патент: Спосіб виробництва шампанського україни класичного екстрабрют, брют кюве “новий світ”
Наступний патент: Спосіб визначення тонусу венозної стінки
Випадковий патент: Перетворювач змін частоти сигналу у фазовий зсув