Спосіб шліфування тіл обертання з прямолінійними і криволінійними твірними
Номер патенту: 54942
Опубліковано: 17.01.2005
Автори: Покаленко Дмитро Валерійович, Молчанов Олександр Дмитрович, Гусєв Володимир Владиленович, Вяльцев Микола Васильович, Сірченко Ольга Володимирівна

Формула / Реферат
Пристрій для регулювання розпушеності постелі відсаджувальної машини, який містить відсаджувальну машину, блок формування циклу коливань, блок клапанів комутації стисненого повітря, виконуючий механізм тиску стисненого повітря, регулятор розпушеності постелі та датчик розпушеності постелі, причому вихід блоку формування циклу коливань підключено до першого входу блоку клапанів комутації стисненого повітря, до другого входу якого підключено вихід виконуючого механізму тиску стисненого повітря, а вихід датчика розпушеності постелі підключено до входу регулятора розпушеності постелі, вихід якого підключено до входу виконуючого механізму тиску стисненого повітря, який відрізняється тим, що вихід датчик розпушеності постелі підключено до входу блока формування циклу коливань.
Текст
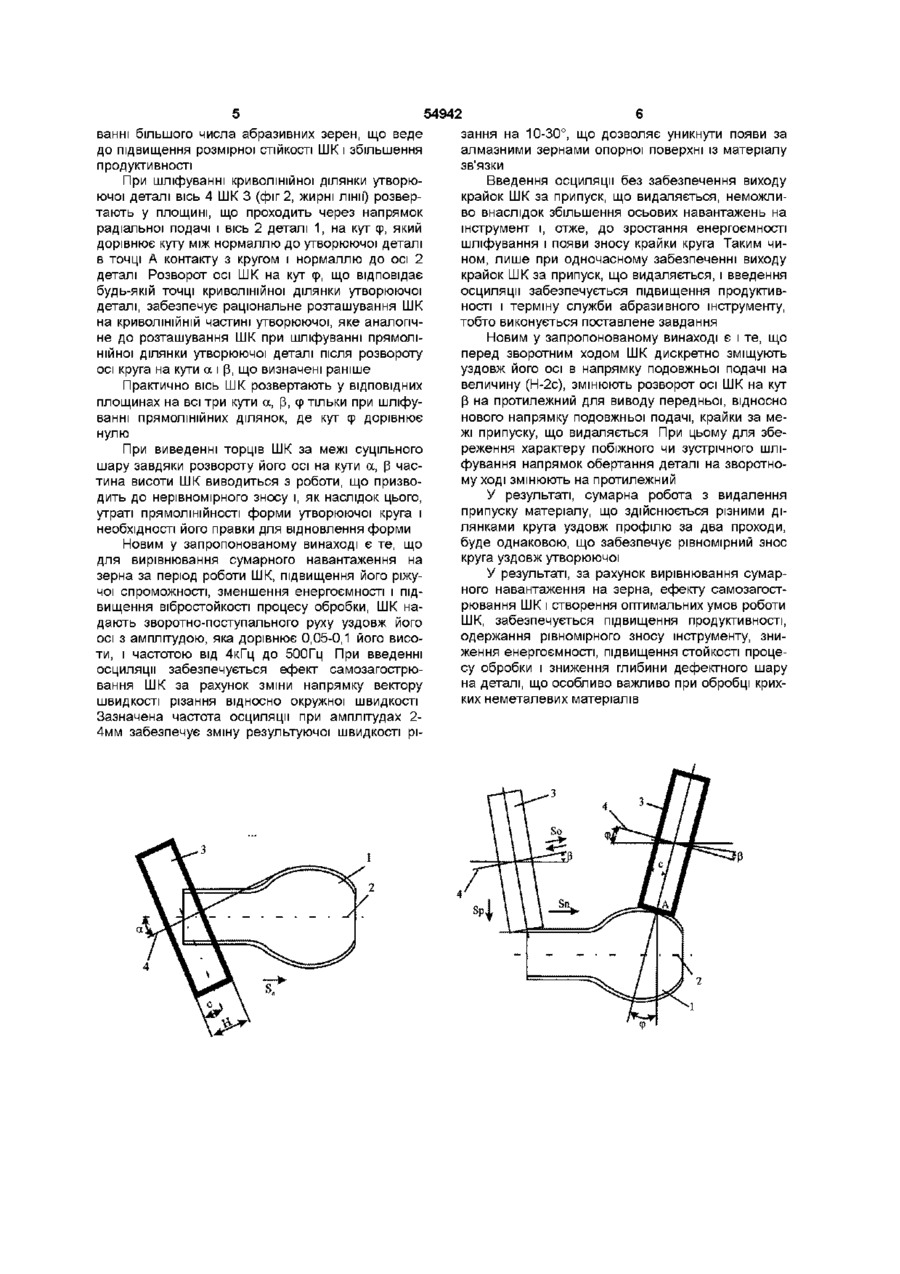
Спосіб шліфування тіл обертання з прямолінійними і криволінійними твірними, ВІДПОВІДНО до якого циліндричний шліфувальний круг, що обертається, подають на врізання в радіальному напрямку та переміщують уздовж осі деталі, а вісь обертання шліфувального круга розвертають у Винахід відноситься до галузі обробки матеріалів різанням і може бути використаним при проектуванні верстатів і шліфувальних головок для обробки тіл обертання з прямолінійними і криволінійними утворюючими Відомий спосіб круглого шліфування з подовжньою подачею, ВІДПОВІДНО до якого циліндричне шліфувальний круг (ШК), що обертається, перемішують уздовж утворюючої деталі і подають на врізання в радіальному напрямку, а вісь круга повертають у вертикальній площині навколо осі, що є нормальною до осі обертання деталі, яка проходить через вісь обертання кола і віддалена від торця круга на величину його ділянки, що калібрує, рівної величині подачі на оберт деталі, при цьому кут повороту вибирають рівним а = arcsm Н-с де 5 - припуск, що знімається за один прохід деталі, d - діаметр круга, Н - висота круга, с - висота ділянки, що калібрує (АС СРСР №1234163 МКІ 4В24В5/04 опубл у Б І №20 ЗО 05 86р автор В І Кальченко) Цей спосіб забезпечує одержання перехрес площині, що перпендикулярна напрямку радіальної подачі, та в осьовій площині, яка проходить уздовж радіального напрямку переміщення та осі деталі, для забезпечення збільшення продуктивності обробки, підвищення СТІЙКОСТІ процесу шліфування і терміну служби інструменту, який відрізняється тим, що шліфувальному кругу додатково надають зворотно-поступального руху уздовж його осі обертання, а перед виконанням зворотного ходу шліфувальний круг дискретно зміщують уздовж його осі і змінюють напрямок обертання деталі на зворотний, при цьому кути розвороту осі обертання круга при прямому і зворотному ходах вибирають, виходячи з умови виходу передньої крайки круга за припуск, що знімається них осей шліфувального круга і деталі, що сприяє збільшенню СТІЙКОСТІ процесу шліфування Недоліками даного способу є те, що він може бути використаний тільки для шліфування циліндричних деталей, а також низька продуктивність внаслідок обмеження, що накладається на величину радіальної подачі (припуск, що знімається за один прохід) величиною кута а і висотою ШК При великих припусках кут а наближається до 90°, що приводить до нераціональних умов роботи ШК Крім того» продуктивність знижується через витрати часу на повернення круга до початку обробки при багатопроходному шліфуванні Відомий також спосіб шліфування циліндричних поверхонь з величиною радіальної подачі 5 периферією ШК, що обертається, із прямолінійною утворюючою висотою Н, ВІДПОВІДНО до якого ШК переміщують уздовж утворюючої деталі і розвертають його вісь відносно напрямку подовжньої подачі так, щоб утворююча його робочої поверхні розташовувалася по відношенню до визначеного напрямку під кутом В = arcsm — Н (Захаренко І П Алмазні інструменти і процеси обробки -Київ Техніка -1980 с 87) ю 54942 Цей спосіб забезпечує вивід передньої (стосовно напрямку подовжньої подачі) крайки ШК за припуск, який знімається, що усуває знос крайки круга Недоліками даного способу є можливість його використання при шліфуванні тільки циліндричних поверхонь, низька СТІЙКІСТЬ процесу шліфування і низька продуктивність Рівномірний розподіл припуску уздовж утворюючої ШК приводить до великого силового впливу на матеріал деталі, який лежить за ЛІНІЄЮ зрізу, що погіршує якість поверхневого шару і приводить до великої енергоємності процесу Продуктивність знижується і за рахунок холостого ходу, який виконується ШК для здійснення чергового робочого ходу Найбільш близьким по технічній сутності до запропонованого винаходу є спосіб шліфування профільних і циліндричних деталей, ВІДПОВІДНО ДО якого ШК, Що обертається, переміщують уздовж утворюючої деталі, подають його на врізання в радіальному напрямку, а вісь обертання ШК розвертають у площині, що перпендикулярна до радіального напрямку переміщення, та в осьовій площині, що проходить уздовж радіального напрямку переміщення і осі деталі, на кут, який дорівнює куту між нормаллю до утворюючої деталі в точці контакту з ШК і нормаллю до осі обертання деталі (АС СРСР ,№776881 МКІ3 В24В19/00 // опубл у БВ №41 07 11 80 автор Луцевич А В ) Цей спосіб шліфування забезпечує обробку виробів із прямолінійними і криволінійними утворюючими з перехресними осями ШК і деталі Однак, даний спосіб обробки не дозволяє шліфувати вироби з радіальною подачею більшою ніж 0,1мм за один прохід тому, що при шліфуванні циліндричних поверхонь відбувається інтенсивний знос крайки ШК, а процес шліфування характеризується високою енергоємністю, що знижує продуктивність і приводить до підвищених витрат абразивного інструменту В основу винаходу поставлено завдання розробки способу шліфування тіл обертання з прямолінійними і криволінійними утворюючими, в якому за рахунок вирівнювання сумарного навантаження на зерна ШК за період його роботи й ефекту самозагострювання ШК забезпечуються підвищення продуктивності, одержання рівномірного зносу інструменту, зниження енергоємності і підвищення СТІЙКОСТІ процесу обробки Поставлене завдання вирішується за рахунок того, що у відомому способі шліфування тіл обертання з прямолінійними і криволінійними утворюючими, ВІДПОВІДНО до якого циліндричний ШК, що обертається, подають на врізання в радіальному напрямку і переміщують уздовж осі деталі, вісь обертання ШК розвертають у площині, яка перпендикулярна до напрямку радіальної подачі, для створення перехресних осей ШК і деталі, та в осьовій площині, що проходить уздовж радіального напрямку переміщення та осі деталі, для забезпечення збільшення продуктивності обробки, підвищення СТІЙКОСТІ процесу шліфування і терміну служби інструменту ВІДПОВІДНО до винаходу ШК додатково надають зворотно-поступального руху уздовж його осі обертання, а перед виконанням зворотного ходу ШК дискретно зміщують уздовж його осі та змінюють напрямок обертання деталі на зворотний При цьому кути розвороту осі обертання круга вибирають, виходячи з умови а=30-60° і виходу передньої крайки круга за припуск, що знімається При малих кутах (а60°) приводять до нераціональних умов роботи ШК, що також знижує переваги шліфування з перехресними осями На фіг 1 показана схема шліфування при розвороті ШК для створення перехресних осей (вид з переду), на фіг 2 - схема шліфування (вид зверху) , при розвороті осі ШК на всі кути ВІДПОВІДНО ДО профілю деталі, при цьому на початку прямого ходу ШК показаний тонкими ЛІНІЯМИ, наприкінці ходу - жирними ЛІНІЯМИ Виконується шліфування деталі 1 із прямолінійною та криволінійною утворюючими, яка обертається навколо осі 2, прямолінійним ШК 3 висотою Н, який Обертається навколо осі 4 У вихідному положенні вісь ШК 1 розвертається в площині, яка нормальна до напрямку радіальної подачі S p і проходить через вісь 4 кола 3, на кут а=30°-60° навколо осі О, що нормальна до осі 2 обертання деталі 1 (фіг 1) У результаті одержуємо перехресні осі ШК і деталі Застосування схеми шліфування з перехресними осями забезпечує високу СТІЙКІСТЬ процесу шліфування і підвищує якість поверхневого шару деталі внаслідок зменшення силового впливу на шари матеріалу, що лежать за ЛІНІЄЮ зрізу і напрямком шліфувальних ЛІНІЙ під кутом до утворюючої деталі Розворот осі ШК на кут а забезпечує і вивід його крайок за межі шару, що знімається, але при великих припусках величина кута а наближується до 90°, що приводить до нераціональних умов роботи ШК і утрати переваг обробки з перехресними осями Для забезпечення високої продуктивності при знятті великих припусків вивід передньої (стосовно напрямку подовжньої подачі Sn) крайки ШК за межі шару, що знімається, забезпечується розворотом осі 4 ШК у площині, яка проходить через напрямок радіальної подачі Sp і вісь 2 деталі 1 (фіг 2 тонкі лінії) так, щоб утворююча його робочої поверхні розташовувалася відносно до напрямку подовжньої подачі (Sn) під кутом р, що може бути визначеним із рівняння H*sinpcosaf +(H*tgaf =0 НМдр (H*tga) де r, R - радіуси деталі і ШК ВІДПОВІДНО, а= r+Rcosp-5 5 - глибина шліфування, Н*=Н-с - висота шліфувального круга, с - висота ділянки, що калібрує У результаті цього матеріал припуску, що видаляється, перерозподіляється по робочій поверхні круга, що забезпечує більш рівномірне навантаження на абразивні зерна, які розташовані уздовж утворюючої круга, й усувається знос крайки круга При цьому забезпечується участь у шліфу 54942 ванні більшого числа абразивних зерен, що веде до підвищення розмірної СТІЙКОСТІ ШК і збільшення продуктивності При шліфуванні криволінійної ділянки утворюючої деталі вісь 4 ШК 3 (фіг 2, жирні лінії") розвертають у площині, що проходить через напрямок радіальної подачі і вісь 2 деталі 1, на кут ер, який дорівнює куту між нормаллю до утворюючої деталі в точці А контакту з кругом і нормаллю до осі 2 деталі Розворот осі ШК на кут ер, що відповідає будь-якій точці криволінійної ділянки утворюючої деталі, забезпечує раціональне розташування ШК на криволінійній частині утворюючої, яке аналогічне до розташування ШК при шліфуванні прямолінійної ділянки утворюючої деталі після розвороту осі круга на кути а і р, що визначені раніше Практично вісь ШК розвертають у ВІДПОВІДНИХ площинах на всі три кути а, р, е тільки при шліфур ванні прямолінійних ділянок, де кут е дорівнює р нулю При виведенні торців ШК за межі суцільного шару завдяки розвороту його осі на кути а, р частина висоти ШК виводиться з роботи, що призводить до нерівномірного зносу і, як наслідок цього, утраті прямолінійності форми утворюючої круга і необхідності його правки для відновлення форми Новим у запропонованому винаході є те, що для вирівнювання сумарного навантаження на зерна за період роботи ШК, підвищення його ріжучої спроможності, зменшення енергоємності і підвищення вібростойкості процесу обробки, ШК надають зворотно-поступального руху уздовж його осі з амплітудою, яка дорівнює 0,05-0,1 його висоти, і частотою від 4кГц до 500Гц При введенні осциляції забезпечується ефект самозагострювання ШК за рахунок зміни напрямку вектору швидкості різання відносно окружної швидкості Зазначена частота осциляції при амплітудах 24мм забезпечує зміну результуючої швидкості рі зання на 10-30°, що дозволяє уникнути появи за алмазними зернами опорної поверхні із матеріалу зв'язки Введення осциляції без забезпечення виходу крайок ШК за припуск, що видаляється, неможливо внаслідок збільшення осьових навантажень на інструмент і, отже, до зростання енергоємності шліфування і появи зносу крайки круга Таким чином, лише при одночасному забезпеченні виходу крайок ШК за припуск, що видаляється, і введення осциляції забезпечується підвищення продуктивності і терміну служби абразивного інструменту, тобто виконується поставлене завдання Новим у запропонованому винаході є і те, що перед зворотним ходом ШК дискретно зміщують уздовж його осі в напрямку подовжньої подачі на величину (Н-2с), змінюють розворот осі ШК на кут Р на протилежний для виводу передньої, відносно нового напрямку подовжньої подачі, крайки за межі припуску, що видаляється При цьому для збереження характеру побіжного чи зустрічного шліфування напрямок обертання деталі на зворотному ході змінюють на протилежний У результаті, сумарна робота з видалення припуску матеріалу, що здійснюється різними ділянками крута уздовж профілю за два проходи, буде однаковою, що забезпечує рівномірний знос круга уздовж утворюючої У результаті, за рахунок вирівнювання сумарного навантаження на зерна, ефекту самозагострювання ШК і створення оптимальних умов роботи ШК, забезпечується підвищення продуктивності, одержання рівномірного зносу інструменту, зниження енергоємності, підвищення стойкості процесу обробки і зниження глибини дефектного шару на деталі, що особливо важливо при обробці крихких неметалевих матеріалів 54942
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for polishing bodies of revolution with rectilinear and curvilinear generatrixes
Автори англійськоюVialtsev Mykola Vasyliovych, Husiev Volodymyr Vladylenovych, Molchanov Oleksandr Dmytrovych
Назва патенту російськоюСпособ шлифования тел вращения с прямолинейными и криволинейными образующими
Автори російськоюВяльцев Николай Васильевич, Гусев Владимир Владиленович, Молчанов Александр Дмитриевич
МПК / Мітки
МПК: B24B 19/00
Мітки: обертання, шліфування, тіл, твірними, прямолінійними, спосіб, криволінійними
Код посилання
<a href="https://ua.patents.su/4-54942-sposib-shlifuvannya-til-obertannya-z-pryamolinijjnimi-i-krivolinijjnimi-tvirnimi.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування тіл обертання з прямолінійними і криволінійними твірними</a>
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Вяльцев Микола Васильович, Бєлов Сергій Геннадійович, Гусєв Володимир Владиленович, Молчанов Олександр Дмитрієвич
МПК: B24B 9/06
Мітки: плоских, спосіб, шліфування, поверхонь
Формула / Реферат:
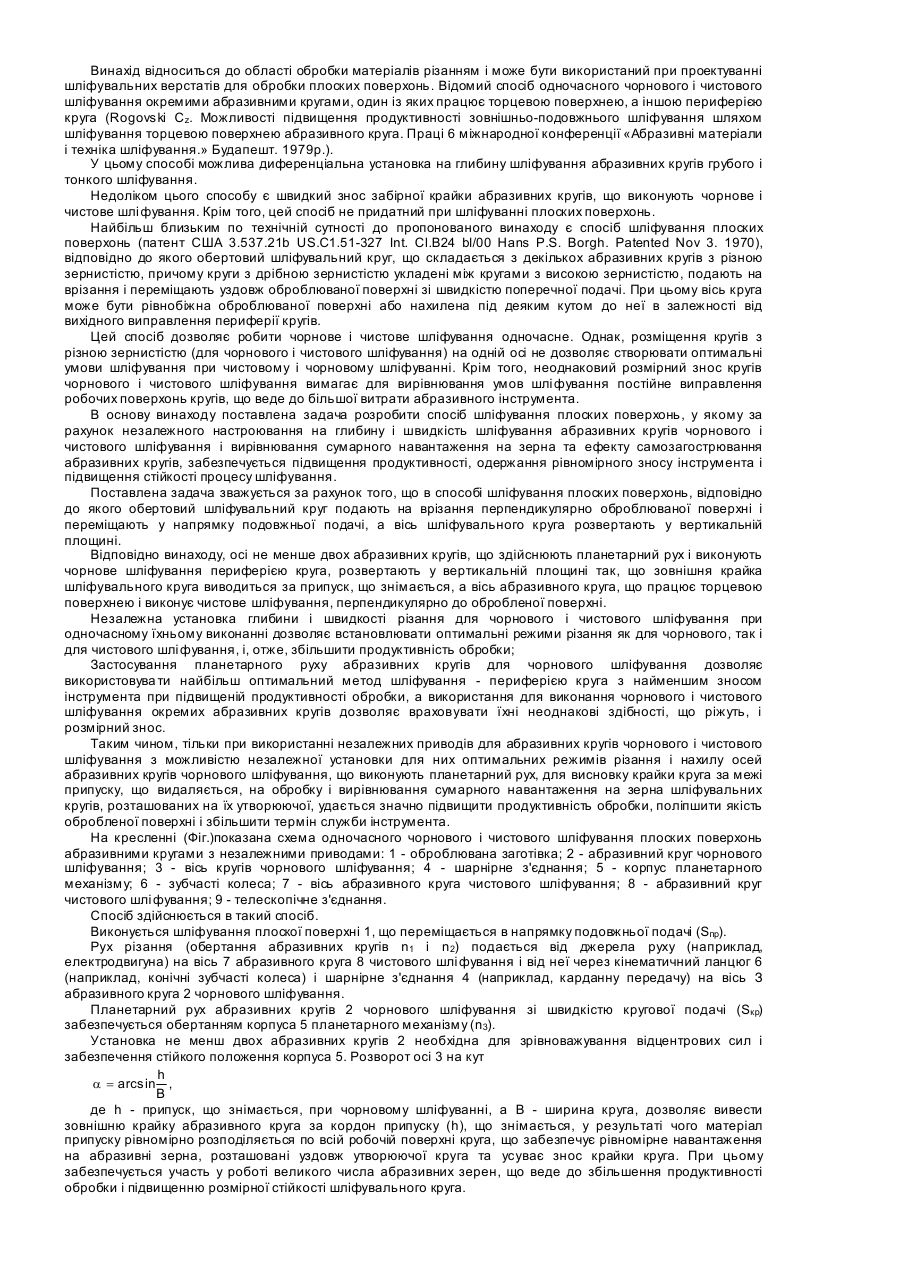
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: спосіб, шліфування, циліндричних, поверхонь, торцевих
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Олійник Валерій Петрович, Субін Анатолій Анатолійович, Саєд Мортеза Хашемінежад, Петраков Юрій Володимирович
МПК: B24B 1/00
Мітки: спосіб, торцевих, сферичних, поверхонь, шліфування
Формула / Реферат:
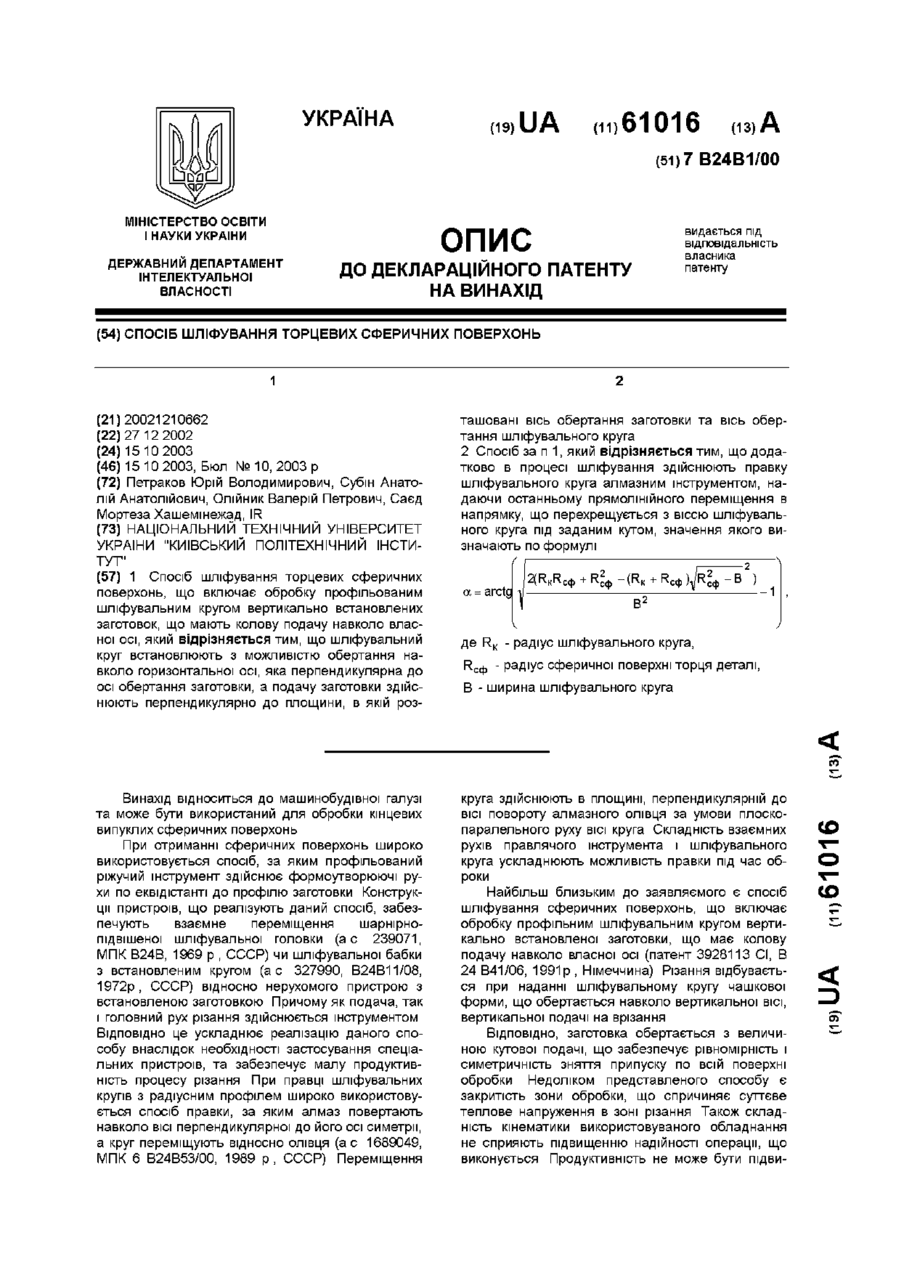
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: спосіб, циліндричних, торців, шліфування, деталей
Формула / Реферат:
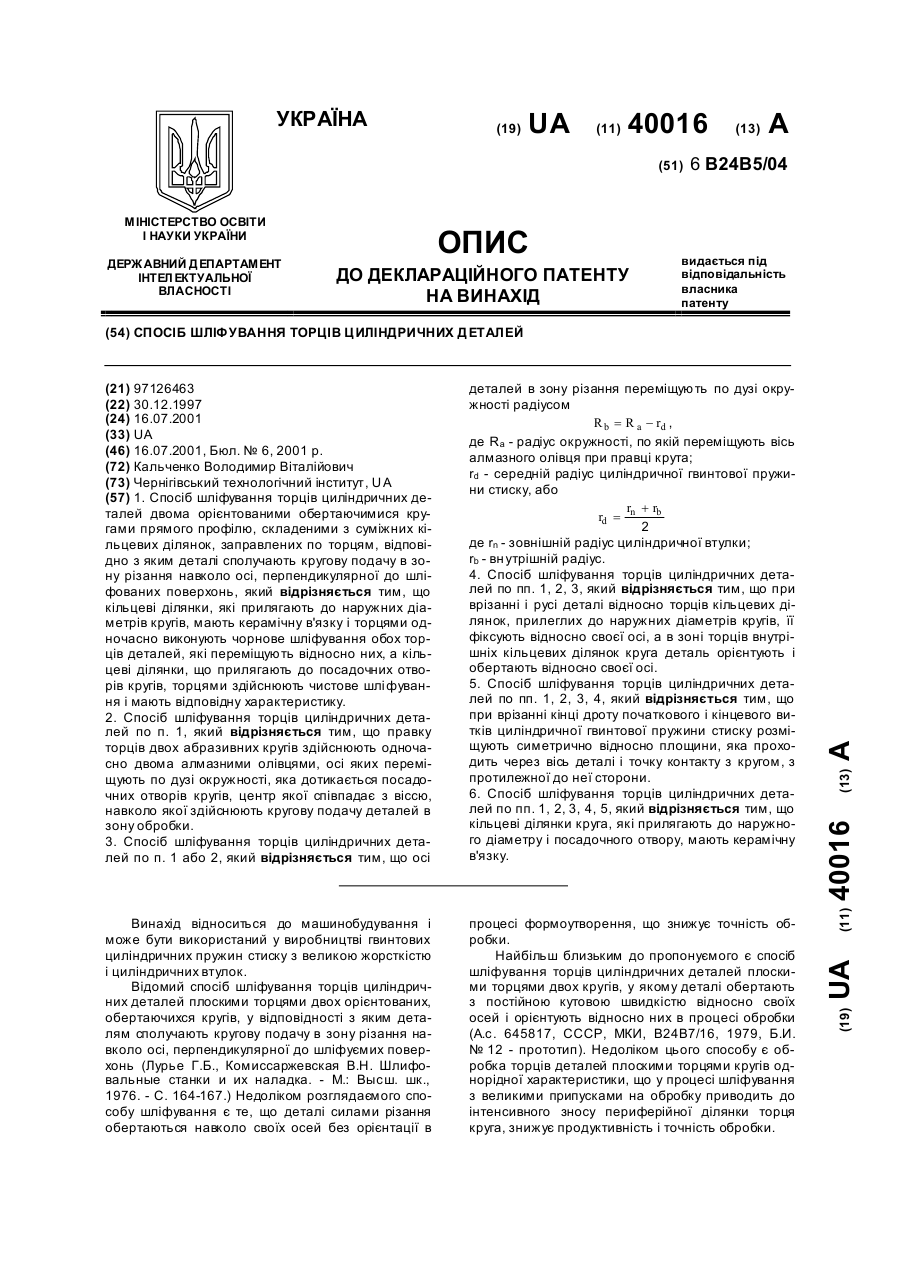
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування
Номер патенту: 61437
Опубліковано: 17.11.2003
Автори: Гриньов Артем Олександрович, Матюха Петро Григорович, Полтавець Валерій Васильович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
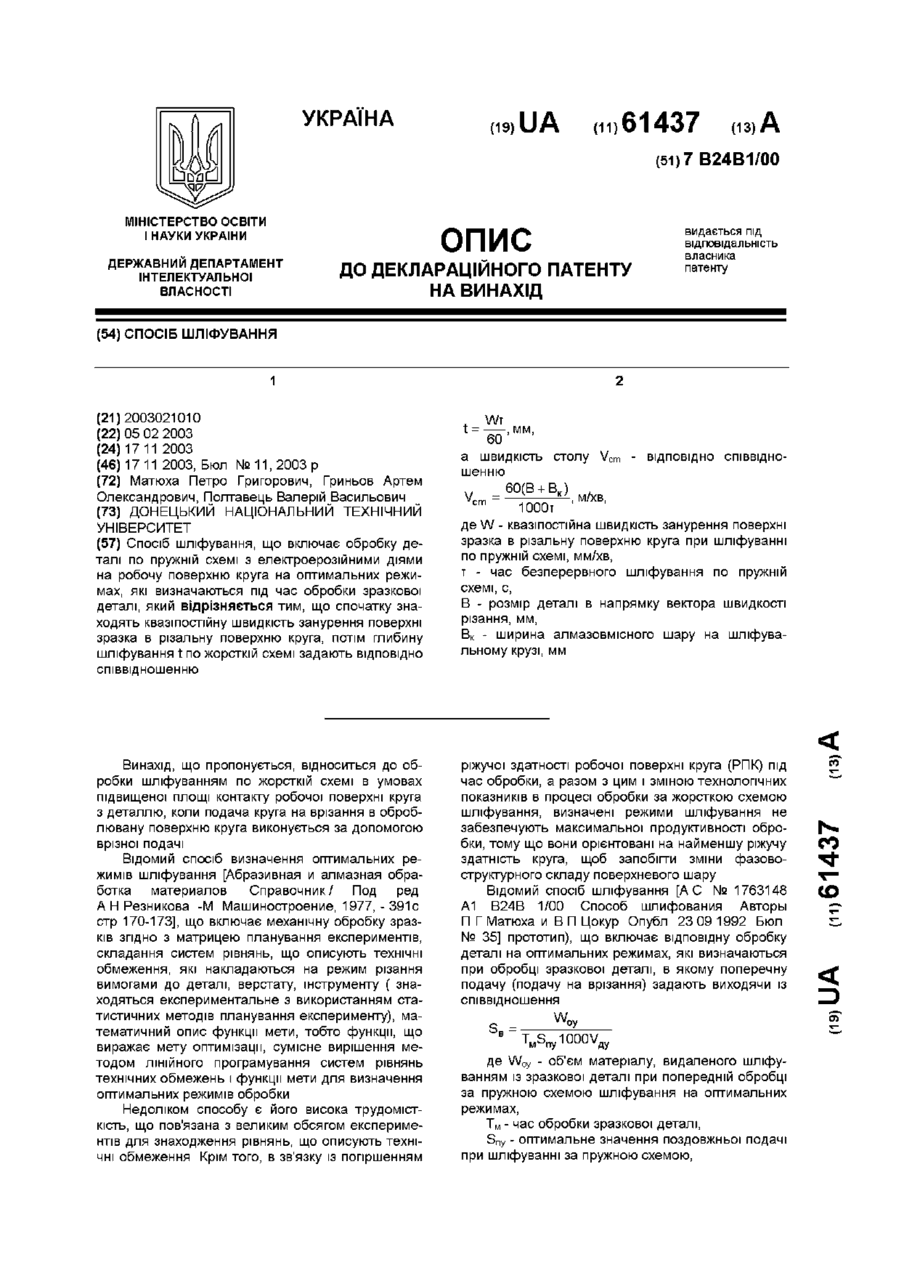
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять квазіпостійну швидкість занурення поверхні зразка в різальну поверхню круга, потім глибину шліфування t по жорсткій схемі задають відповідно співвідношенню:
Попередній патент: Спосіб визначення координат центра ваги автомобіля і пристрій для його здійснення
Наступний патент: Установка для сухого піролізу твердих вуглеводневих матеріалів
Випадковий патент: Спосіб ендоскопічного припинення кровотечі з виразки шлунка