Розпилювальна головка електрометалізатора
Формула / Реферат
1. Розпилювальна головка електрометалізатора, яка містить струмопідводи з електродними дротами, осі яких перехрещуються за межами струмопідводів, два сопла для подачі стислого газу, які розміщені в вертикальній площині, яка відрізняється тим, що вона додатково забезпечена центральним соплом, розташованим проміж двома соплами, осі яких спрямовані під гострим кутом до площини, яка проходить через осі електродів, і перехрещуються в точці перехрещення електродів.
2. Розпилювальна головка за п. 1, яка відрізняється тим, що усі сопла для подачі стислого газу виконані конфузорно-дифузорного профілю.
Текст
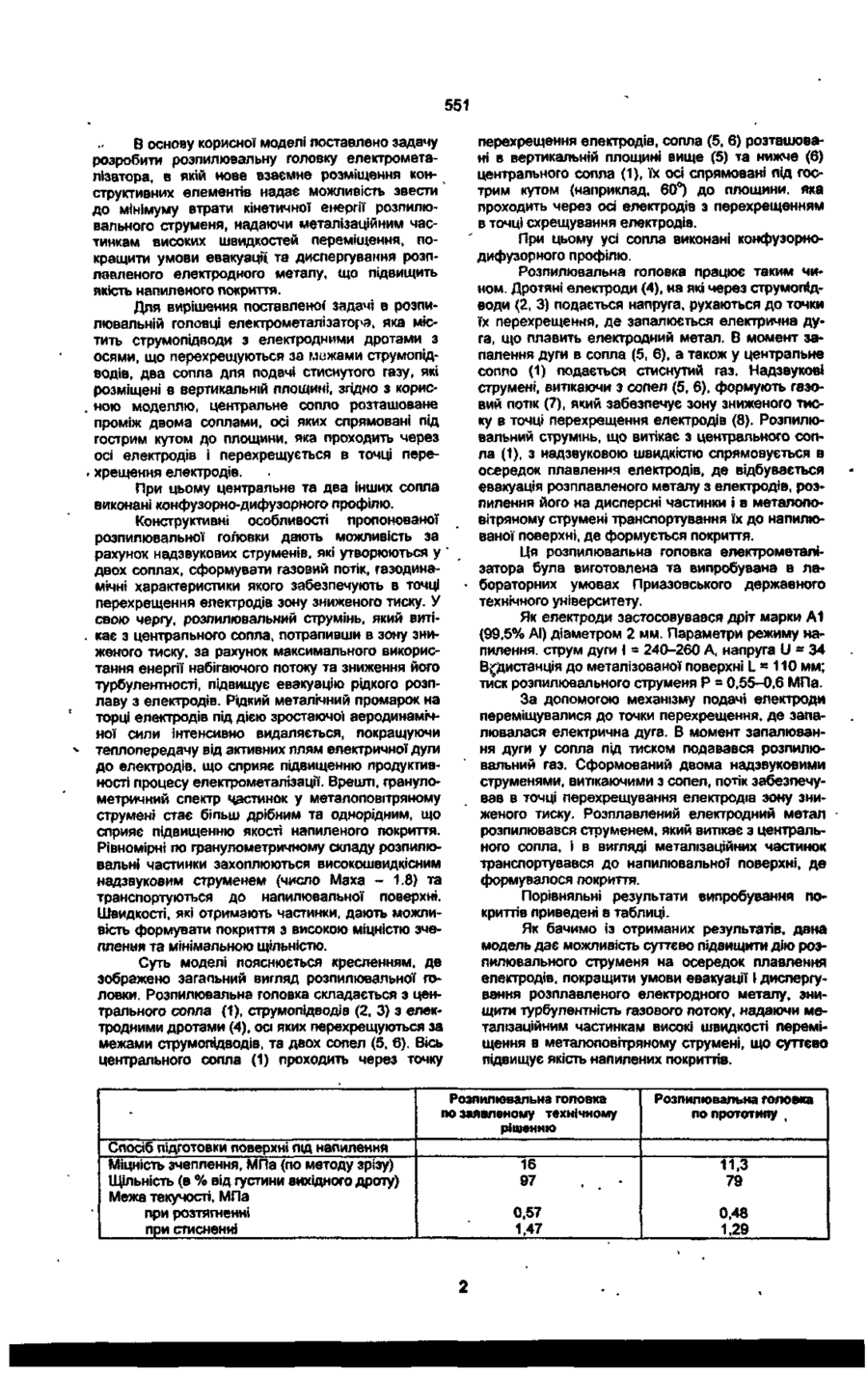
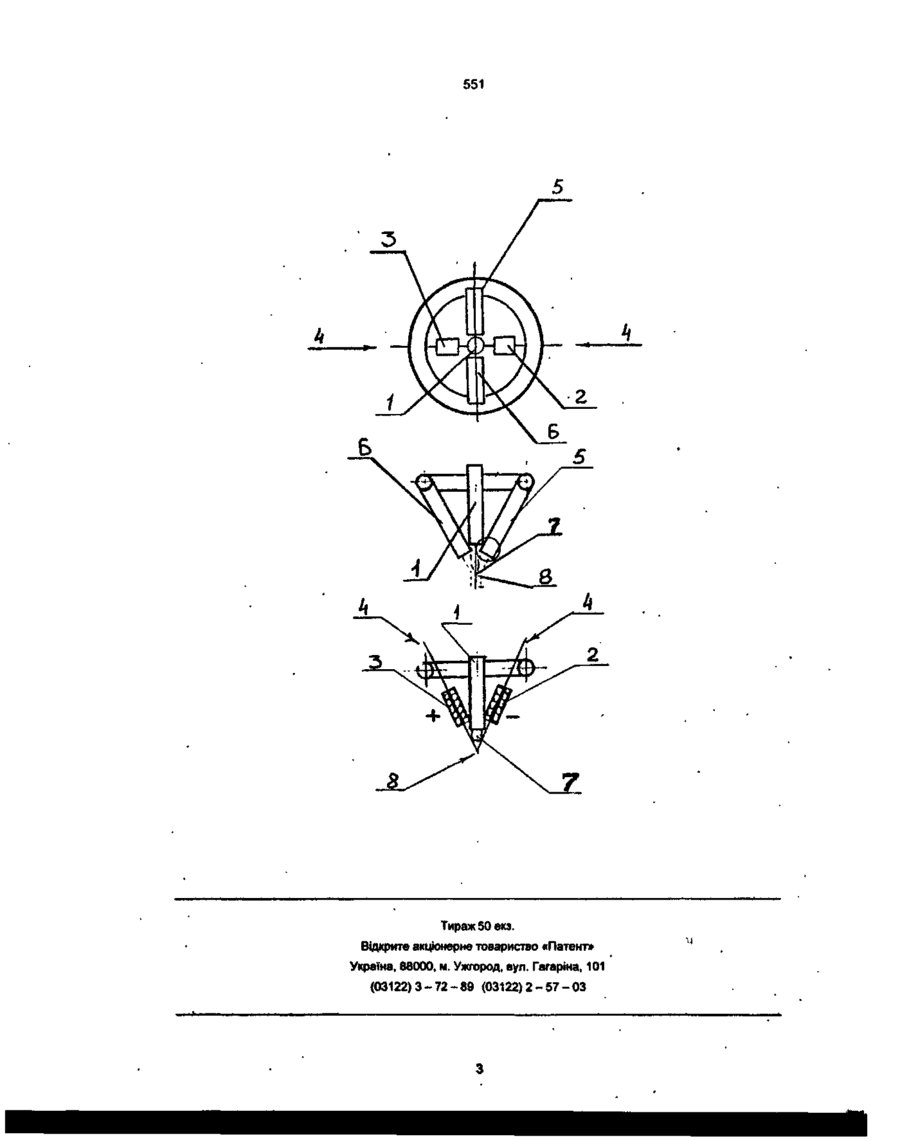
1. Розпилювальна головка електрометалізатора, яка містить струмопідводи з електродними дротами, осі яких перехрещуються за межами струмопідводів, два сопла для подачі стислого газу, які розміщені в вертикальній площині, яка відрізняється тим, що вона додатково забезпечена центральним соппом, розташованим проміж двома соплами, осі яких спрямовані під гострим кутом до площини, яка проходить через осі електродів, і перехрещуються в точці перехрещення електродів. 2. Розпилювальна головка за п. 1, яка відрізняється тим, що усі сопла для подачі стислого газу виконані конфузорно-дифузорного профілю. Корисна модель належить до пристроїв для напилення металізаційних покрить на листовий і профільний прокат, а також на поверхні деталей машин та механізмів і може використовуватися в машинобудуванні, автомобілебудуванні та ін. Відома конструкція пристрою для напилення електрометалізаційних покрить, яка містить два електроди, що подаються під кутом один до одного з електричним розрядом в точці перехрещення, між електродами (симетрично їм) розміщено розпилювальне сопло, вісь якого проходить через точку перехрещення електродів (див кн. "Порошковая металлургия и напыленные покрытия". - М/ Машиностроение, 1987). В даній конструкції при обтіканні електродів розпилювальним газовим струменем має місце ряд негативних наслідків, що призводить до зниження якості напиленого покриття. При зіткненні розпилювального струменя з електродами, які знаходяться на шляху газового потоку, відбувається інтенсивна турбулізація струменя, яка супроводжується втратою кінетичної енергії, що призводить до зменшення динамічного напору газового струменя в тій галузі електродів, де відбувається евакуація розплавленого металу. Це призводить до погіршення диспергування розплаву, зростання в металоповітряному струмені фракції частинок переважно 100 мкм, які заважають формуванню якісного покриття. Такі покриття мають недостатньо високі значення міцності зчеплення та велику щільність. Щільність покриттів набуває особливого значення при використанні покриттів для захисту металів від корозії. Найбільш близьким з технічної сутності до запропонованої корисної моделі є а. с. СРСР №1329835, В 05 В 7/22 ''Пристрій електродугової металізації", який містить два співвісно розміщених електроди, розташованих в площині перпендикулярній площині електродів, та два сопла подачі стиснутого газу, розташованих симетрично відносно площини, яка проходить через осі електродів В відомому пристрої розпилення електродного металу відбувається за рахунок струменів, які витікають з двох сопел, розташованих в вертикальній площині на одній осі, яка проходить через центр електричної дуги, і перпендикулярній площині, яка проходить крізь осі електродів. В цьому випадку струмінь стає еліпсоподібної форми. В відомому рішенні сопла мають циліндричний профіль і не мають змоги отримувати газові потоки з понадзвуковою швидкістю. Врешті, розгін та переміщення металізаційних частинок відбувається передзвуковими струменями, а швидкості, набуті частинками, недостатні для формування покриття з високою якістю. При зіткненні ропилювальних потоків в точці перехрещення електродів відбувається інтенсивна турбулізація газових шарів, що призводить до суттєвих втрат кінетичної енергії струменів • мінімального отримування імпульсу частинками електродного металу. Крім того, створений внаслідок зміщення двох розпилювальних потоків металоповітряний струмінь стає еліпсоподюної форми, а її периферійні шари інтенсивно гальмуються в повітрі навколишнього середовища, що таг.ож знижує швидкоспі частинок. В результаті несприятливих газодинамічних обставин в зоні розплавлення та диспергування електродного металу, умови евакуації та розпилення металізаційних частинок погіршуються, а у металоповітряному струмені збільшується фракція великих частинок, що погіршує якість покриття. 551 В основу корисної моделі поставлено задачу розробити розпилювальну головку електрометалізатора, в якій нове взаємне розміщення конструктивних елементів надає можливість звести до мінімуму втрати кінетичної енергії розпилювального струменя, надаючи металізаційним частинкам високих швидкостей переміщення, покращити умови евакуації та диспергування розплавленого електродного металу, що підвищить якість напиленого покриття. Для вирішення поставленої задачі в розпилювальній головці електрометалізатора, яка містить струмопідводи з електродними дротами з осями, що перехрещуються за межами струмопідводів, два сопла для подачі стиснутого газу, які розміщені в вертикальній площині, згідно з корисною моделлю, центральне сопло розташоване проміж двома соплами, осі яких спрямовані під гострим кутом до площини, яка проходить через осі електродів і перехрещується в точці пере• хрещення електродів. При цьому центральне та два інших сопла виконані конфузорно-дифузорного профілю. Конструктивні особливості пропонованої розпилювальної головки дають можливість за рахунок надзвукових струменів, які утворюються у ' двох соплах, сформувати газовий потік, газодинамічні характеристики якого забезпечують в точці перехрещення електродів зону зниженого тиску. У свою чергу, розпилювальний струмінь, який витікає з центрального сопла, потрапивши в зону зниженого тиску, за рахунок максимального використання енергії набігаючого потоку та зниження його турбулентності, підвищує евакуацію рідкого розплаву з електродів. Рідкий металічний промарок на торці електродів під дією зростаючої аеродинамічної сили інтенсивно видаляється, покращуючи теплопередачу від активних плям електричної дуги до електродів, що сприяє підвищенню продуктивності процесу електрометалізації. Врешті, гранулометричний спектр частинок у металоповітряному струмені стає біпьш дрібним та однорідним, що сприяє підвищенню якості напиленого покриття. Рівномірні по гранулометричному складу розпилювальні частинки захоплюються високошвидкісним надзвуковим струменем (число Маха - 1.8) та транспортуються до напилювальної поверхні. Швидкості, які отримають частинки, дають можливість формувати покриття з високою міцністю зчеплення та мінімальною щільністю. Суть моделі пояснюється кресленням, де зображено загапьний вигляд розпилювальної головки. Розпилювальна головка складається з центрального сопла (1). струмопідводів (2, 3) з електродними дротами (4), осі яких перехрещуються за межами струмопідводів, та двох сопел (5, 6). Вісь центрального сопла (1) проходить через точку перехрещення електродів, сопла (5, 6) розташовані в вертикальній площині вище (5) та нижче (6) центрального сопла (1), їх осі спрямовані під гострим кутом (наприклад, 60°) до площини, яка проходить через осі електродів з перехрещенням в точці схрещування електродів. При цьому усі сопла виконані конфузорнодифузорного профілю. Розпилювальна головка працює таким чином. Дротяні електроди (4), на які через струмопідводи (2, 3) подається напруга, рухаються до точки їх перехрещення, де запалюється електрична дуга, що плавить електродний метал. В момент запалення дуги в сопла (5, 6), а також у центральне сопло (1) подається стиснутий газ. Надзвукові струмені, витікаючи з сопел (5, 6), формують газовий потік (7), який забезпечує зону зниженого тиску в точці перехрещення електродів (8). Розпилювальний струмінь, що витікає з центрального сопла (1), з надзвуковою швидкістю спрямовується в осередок плавлення електродів, де відбувається евакуація розплавленого металу з електродів, розпилення його на дисперсні частинки і в металоповітряному струмені транспортування їх до напилюваної поверхні, де формується покриття. Ця розпилювальна головка електрометалізатора була виготовлена та випробувана в лабораторних умовах Приазовського державного технічного університету. Як електроди застосовувався дріт марки А1 (99,5% АІ) діаметром 2 мм. Параметри режиму напилення, струм дуги І = 240-260 А, напруга U = 34 В^дистанція до металізованої поверхні L = 110 мм; тиск розпилювального струменя Р = 0,55-0,6 МПа. За допомогою механізму подачі електроди переміщувалися до точки перехрещення, де запалювалася електрична дуга. В момент запалювання дуги у сопла під тиском подавався розпилювальний газ. Сформований двома надзвуковими струменями, витікаючими з сопел, потік забезпечував в точці перехрещування електродів зону зниженого тиску. Розплавлений електродний метал розпилювався струменем, який витікає з центрального сопла, і в вигляді металізаційних частинок транспортувався до напилювальної поверхні, де формувалося покриття. Порівняльні результати випробування покриттів приведені в таблиці. Як бачимо із отриманих результатів, дана модель дає можливість суттєво підвищити дію розпилювального струменя на осередок плавлення електродів, покращити умови евакуації і диспергування розплавленого електродного металу, знищити турбулентність газового потоку, надаючи металізаційним частинкам високі швидкості переміщення в металоповітряному струмені, що суттєво підвищує якість напилених покриттів. Розпилювальна головка по заявленому технічному рішенню Спосіб підготовки поверхні лід напилення Міцність зчеплення, МПа (по методу зрізу) Щільність (в % від густини вихідного дроту) Межа текучості, МПа при розтягненні при стисненні 16 97 0,57 1.47 , Розпилювальна головка по прототипу 11,3 79 0,48 1,29 551 Тираж 50 екэ. Відкрите акцкжерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 57 - 03
ДивитисяДодаткова інформація
Назва патенту англійськоюSputtering head of electric metalizer
Автори англійськоюVoitsekhovskyi Yevhen Viktorovych
Назва патенту російськоюРаспылительная головка электрометаллизатора
Автори російськоюВойцеховский Евгений Викторович
МПК / Мітки
МПК: B05B 7/16
Мітки: головка, електрометалізатора, розпилювальна
Код посилання
<a href="https://ua.patents.su/4-551-rozpilyuvalna-golovka-elektrometalizatora.html" target="_blank" rel="follow" title="База патентів України">Розпилювальна головка електрометалізатора</a>
Різальна головка прохідницького комбайну вибірної дії
Номер патенту: 15791
Опубліковано: 30.06.1997
Автори: Криворотько Олег Дмитрович, Косарєв Василь Васильович, Пилипенко Юрій Олександрович
МПК: E21C 27/24
Мітки: прохідницького, головка, комбайну, вибірної, різальна, дії
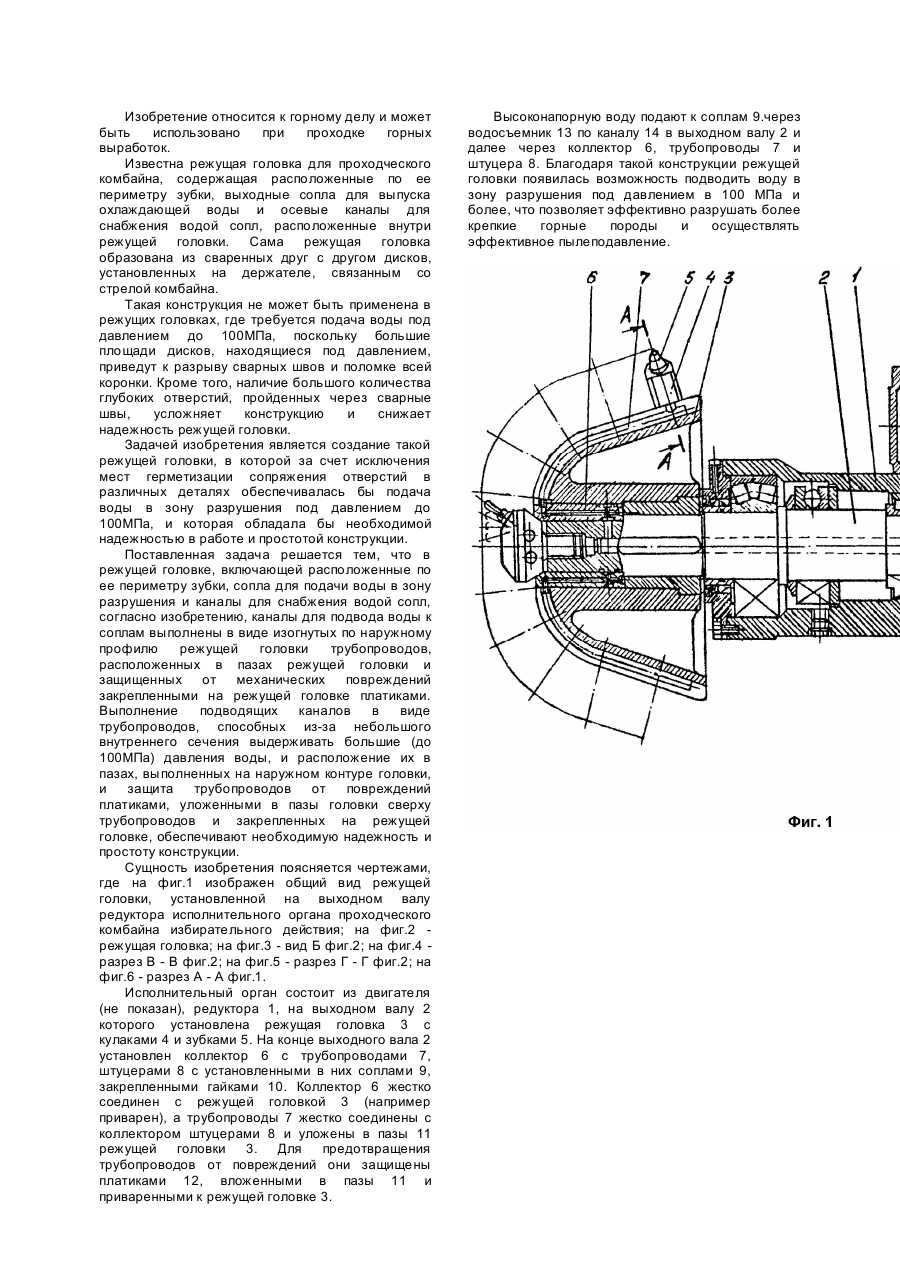
Формула / Реферат:
Режущая головка проходческого комбайна избирательного действия, включающая расположенные по ее периметру зубки, сопла для подачи воды в зону разрушения и каналы для снабжения водой сопл, отличающаяся тем, что каналы для снабжения водой сопл выполнены в виде изогнутых по наружному профилю головки трубопроводов, расположенных в пазах режущей головки и защищенных от механических повреждений закрепленными на режущей головке платиками.
Соплова головка для чищення внутрішньої поверхні трубопроводу
Номер патенту: 7281
Опубліковано: 30.06.1995
Автор: Жилін Анатолій Микитович
МПК: B08B 9/027, B08B 9/04
Мітки: трубопроводу, внутрішньої, головка, соплова, чищення, поверхні
Формула / Реферат:
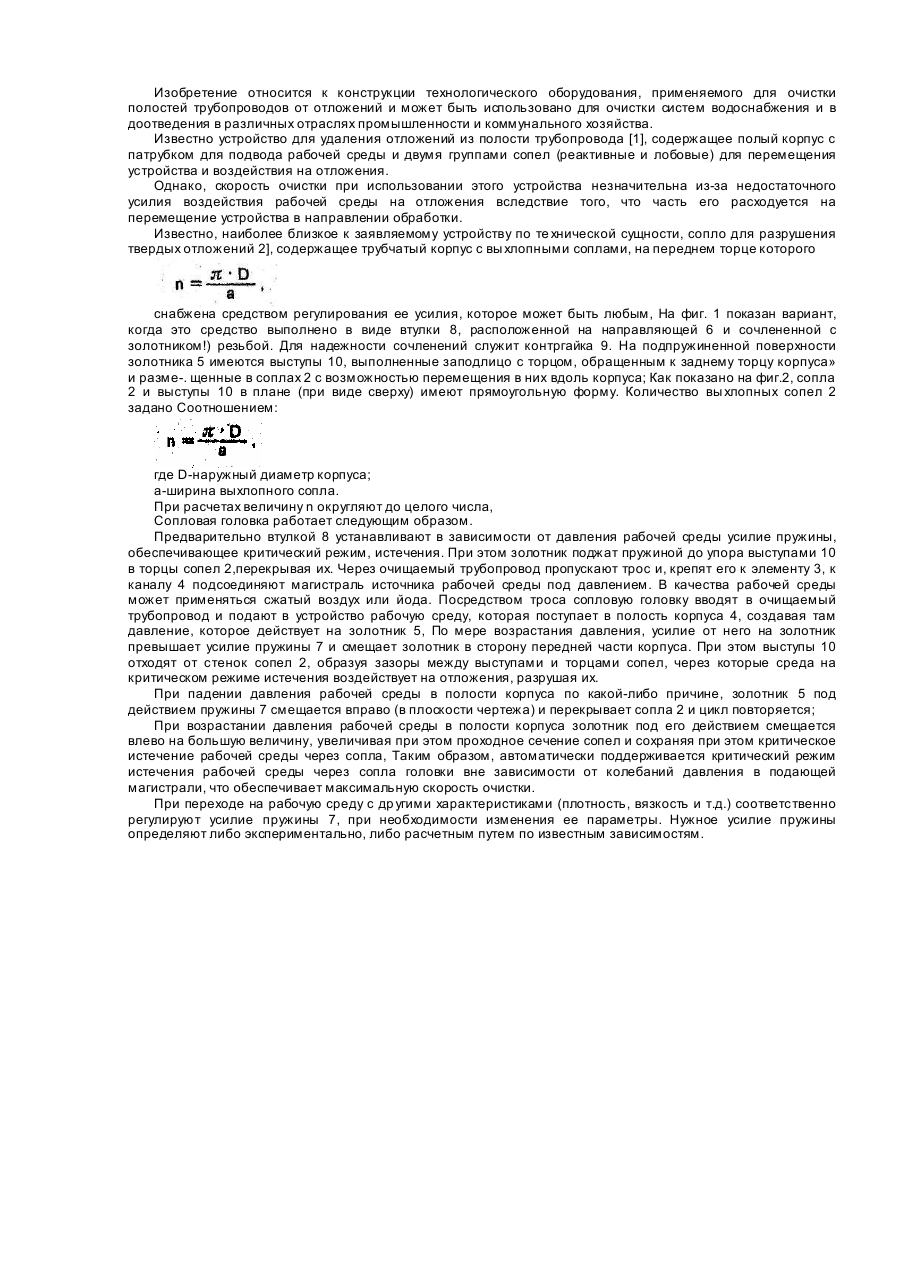
1. Сопловая головка для очистки внутренней поверхности трубопровода, содержащая трубчатый корпус с выхлопными соплами, на переднем торце которого закреплен соединительный элемент для крепления троса, а в заднем торце выполнен канал для подачи рабочей среды в полость корпуса, отличающаяся тем, что в корпусе установлен подпружиненный в направлении заднего торца золотник для регулирования проходного сечения сопел, имеющий на наружной...
Головка для наплавки
Номер патенту: 16863
Опубліковано: 29.08.1997
Автори: Сергацький Георгій Іванович, Андреев Павло Леонідович, Чаюн Андрій Григорович, Євглевський Андрій Станіславович
МПК: B23K 9/167, B23K 9/04
Формула / Реферат:
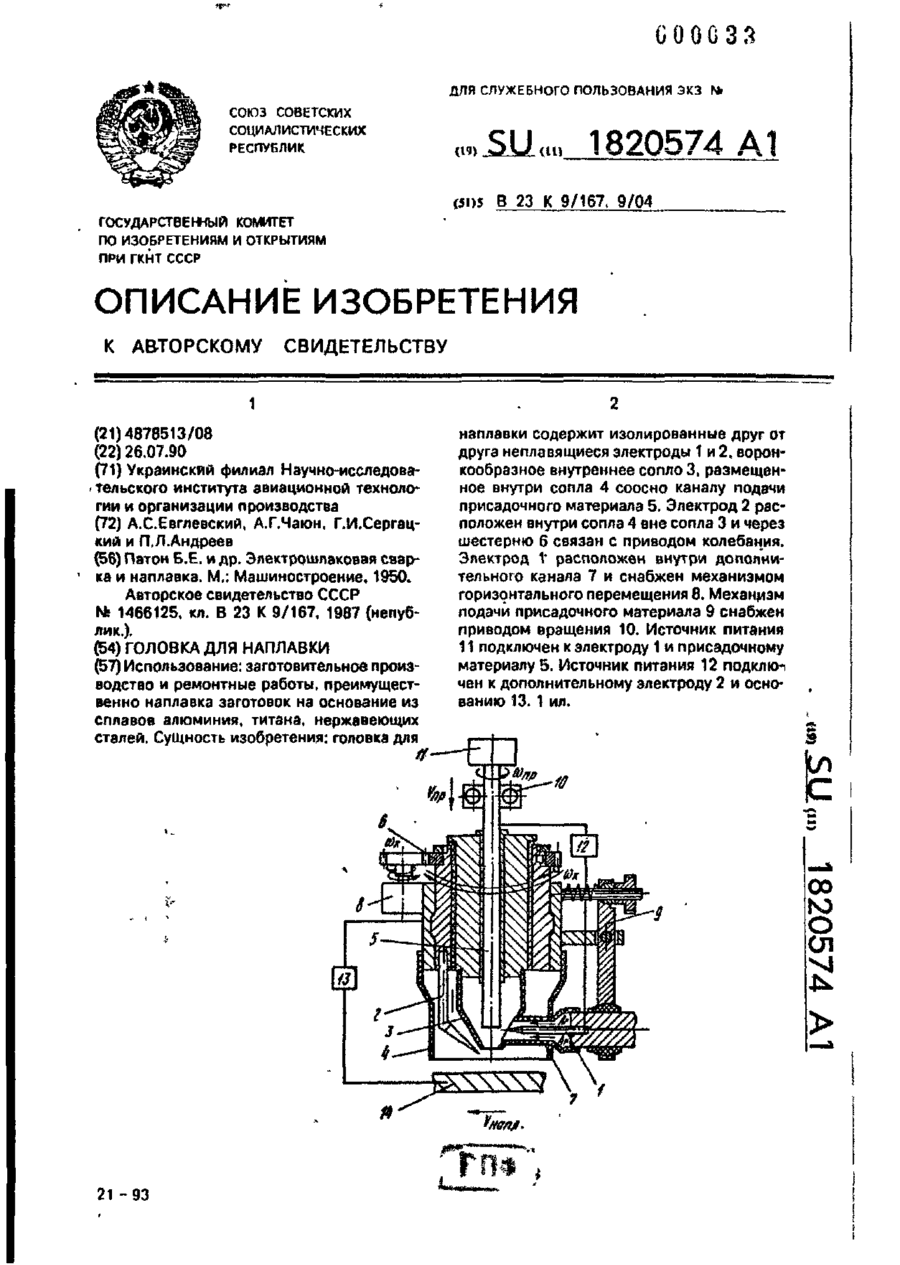
Головка для наплавки, содержащая наружное сопло, два изолированных друг от друга неплавящихся электрода, один из которых связан с приводом поворота, центральный канал для направления плавящегося электрода, канал подачи защитного газа, отличающаяся тем, что, с целью повышения производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну, она снабжена приводом...
Пишуча чорнильна головка
Номер патенту: 6211
Опубліковано: 29.12.1994
Автори: Васько Володимир Петрович, Гурвич Георгій Олексійович, Базилевич Віктор Всеволодович, Ленчук Володимир Семенович
Мітки: головка, чорнильна, пишуча
Формула / Реферат:
Пишущая чернильная головка, содержащая пьезокерамический элемент и две последовательно соединенные инжектирующие камеры, каждая из которых состоит из емкости и капилляра, отличающаяся тем, что, с целью повышения надежности, она содержит концентратор упругих колебаний, состоящий из дополнительной камеры, заполненной эластичным материалом и соединенной с первой инжектирующией камерой, а пьезокерамический элемент установлен в корпусе...
Зварювальна головка
Номер патенту: 16862
Опубліковано: 29.08.1997
Автор: Євглевський Андрій Станіславович
Мітки: головка, зварювальна
Формула / Реферат:
Сварочная головка, содержащая наружное сопло, два неплавяшихся электрода, связанных с приводом поворота и изолированных один от д у- того, а также канал для направления плавящегося электрода, отличающаяся тем, что, с целью повышения производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну при наплавке изделий типа )ребро), она снабжена приводом вращения...
Попередній патент: Автомобіль для вибухотехнічної служби
Наступний патент: Універсальний лісопильний верстат
Випадковий патент: Пристрій для рекуперації енергії коливань транспортного засобу