Головка для наплавки
Номер патенту: 16863
Опубліковано: 29.08.1997
Автори: Андреев Павло Леонідович, Чаюн Андрій Григорович, Сергацький Георгій Іванович, Євглевський Андрій Станіславович
Формула / Реферат
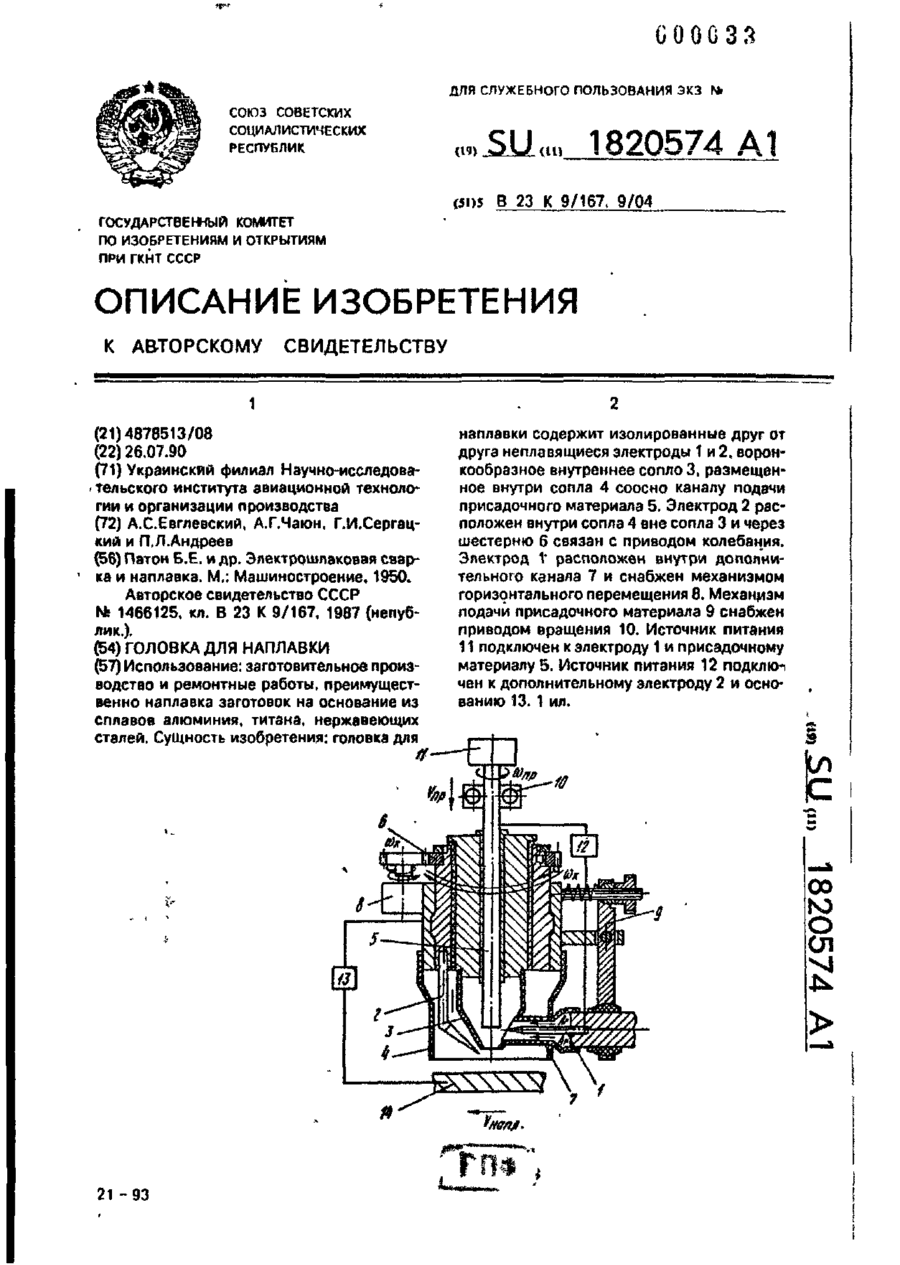
Головка для наплавки, содержащая наружное сопло, два изолированных друг от друга неплавящихся электрода, один из которых связан с приводом поворота, центральный канал для направления плавящегося электрода, канал подачи защитного газа, отличающаяся тем, что, с целью повышения производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну, она снабжена приводом вращения плавящегося электрода, внутренним воронкообразным соплом из термостойкого диэлектрического материала и дополнительным каналом для подачи защитного газа, закрепленным в стенке сопла перпендикулярно оси головки, второй неплавящийся электрод установлен по оси дополнительного канала, внутреннее сопло расположено в наружном с кольцевым зазором, приводной электрод установлен в кольцевом зазоре, а его рабочий конец установлен между срезами сопл.
Текст
Использование: заготовительное производство и ремонтные работы, преимущественно наплавка заготовок на основание из сплавов алюминия, титана, нержавеющих сталей. Сущность изобретения: головка для tf наплавки содержит изолированные друг от друга неплавящиеся электроды 1 и 2, воронкообразное внутреннее сопло 3, размещенное внутри сопла 4 соосно каналу подачи присадочного материала 5. Электрод 2 расположен внутри сопла 4 вне сопла 3 и через шестерню 6 связан с приводом колебания. Электрод Т расположен внутри дополнительного канала 7 и снабжен механизмом горизонтального перемещения 8. Механизм подачи присадочного материала 9 снабжен приводом вращения 10. Источник питания 11 подключен к электроду 1 и присадочному материалу 5. Источник питания 12 подключен к дополнительному электроду 2 и основанию 13.1 ил. $ 00 о ел J 21 -93 7 7 1820574 Изобретение относится к сварочному производству и может быть использовано в заготовительном производстве и ремонтных работах в транспортном, химическом, энергетическом и других отраслях машино-* строения, преимущественно при наплавке заготовок на основание из сплавов алюмиьич, гитана, нержавеющих сталей. Целью изобретения является повышение производительности наплавки путем 10 интенсификации и стабилизации процесса расплавлении присадочного материала вне сварочной ванны. На чертеже изображен общий вид голо15 вки для наплавки. Головка для наплавки содержит изолированные друг от друга основной и дополнительный неплавящиеся электроды 1 и 2, сопло 3, расположенное внутри сопла 4 со20 осно каналу подачи присадочного материала 5. Дополнительней электрод 2 находится внутри сопла 4 вне сопла 3 и через шестерню 6 связан с приводом колебания (на чертеже не показан), Основной электрод 1 25 расположен внутри дополнительного сопла 7 и снабжен механизмом 8 горизонтального перемещения. Механизм 9 подачи присадочного материала 5 дополнительно снабжен приводом 10 вращения. Источник 30 питания 11 подсоединен к основному электроду 1 и присадочному материалу 5. Источник питания 12 подсоединен к дополнительному электроду 2 и основанию 13. 35 Головка также снабжена приводами горизонтального и вертикального перемещений (на чертеже не показаны). Головна работает следующим образом. После зажигания дуги, питаемой источ- 40 ником 12 через электрод 2 и основание 13, включается привод колебания электрода с угловой скоростью й>к . После подготовки вспомогательной дугой плоскости наплавки на основаним ІЗ зажиїзєтся основная дуга 45 через электрод 1 и присадочный материал 5 от источника питания 11. Длина дуги регулируется механизмом 8. Затем включается механизм 9 подачи присадочного материа50 ла 5 со скоростью Vnp, снабженный механизмом 10 вращения прутка с угловой скоростью Шпр . После этого включается привод горизонтального перемещения головки. В процессе наплавки вспомогатель- 55 ная дуга, создаваемая электродом 2. поддерживает ваину на основании 13. Под термическим воздействием основной дуги создаваемой электродом 1, присадочный материал 5 (например, металл) расплавляет ся и под действием давления дуги попадает на стенку сопла 3. откуда стекает во вспомогательную ванну, которая, перемещаясь по дуге окружности с заданной амплитудой колебаний, обеспечивает сплавления наплавляемого металла с основным по всей плотности наплавки. Взаимно перпендикулярное расположение электрода 1 и присадочного материала 5 обеспечивает стабильное горение дуги на всех сварочных токах. Плазменный факел дуги не позволяет каплям жидкого металла закристаллизовываться на стенках сопла 3, выполненного из термостойкого диэлектрического материала. Сопло 3 позволяет локализовать тепловое воздействие дуги, снизить потери тепла и за счет этого увеличить производительность расплавления присадочного металла. Кроме того, сопло 3 защищает дополнительный электрод от забрызгивания каплями металла, предотвращая нарушение процесса наплавки и разбрызгивание жидкого металла на основание вне ванны. Таким образом предложенная головка для наплавки позволяет по сравнению с известным техническим решением повысить производительность расплавления присадочного металла. Головка может быть использована для наплавки на тонкое основание (панель, обечайки, и т.д.) изделий, размеры которых значительно превышают толщину основания. Технико-экономическая эффективность предложенного технического решения, по сравнению с базовым объектом - прототипом, заключается в снижении себестоимости получаемых заготовок, увеличении срока службы изготавливаемых из них узлов и деталей. В настоящее время головка для наплавки реализована в виде макета на базе сварочного автомата АДСВ-6. В качестве источников питания основной и дополнительных дуг использовались два источника постоянного тока ВСВУ-315. Производилась наплавка изделий типа "ребро" длиной 150 мм, шириной 25 мм и переменной высотой от 10 мм до 30 мм. Наплавка выполнялась на основание толщиной 3 ммизстали08Х18Н10Т. В качестве присадки использовался пруток диаметром 8 мм из стали аналогичного основанию состава. Режим наплавки: ток основной дуги 315А, ток вспомогательной 150А, скорость подачи прутка 11,5м/ч. Скорость вращения присадки 60 об/мин, угловая скорость коле 1820574 6 бзния электрода 180 град/с; амплитуда колебаний ± 10мм Производительность наплавки 4,6 кг/ч. зации процесса расплавления присадочного материала до поступления его в сварочную ванну, она снабжена приводом вращения плавящегося электрода, внутренФормула изобретения ним воронкообразным соплом из термостойкого диэлектрического материала и Головка для наплавки, содержащая надополнительным каналом для подачи заружное сопло, два изолированных друг от щитного газа, закрепленным в стенке сопла друга неплавящихся электрода, один из коперпендикулярно оси головки, второй не* торых связан с приводом поворота, цент- 10 плзвящийся электрод установлен по оси доральный канал для, направления полнительного канала, внутреннее сопло плавящегося электрода, канал подачи зарасположено в наружном с кольцевым зазощитного газа, о т л и ч а ю щ а я с я тем, что, ром, цриводной электрод установлен в кольс целью повышения производительности цевом зазоре, а его рабочий конец наплавки путем интенсификации и стабили- 15 установлен между срезами сопл. Редактор Составитель Г.Хорошанский Техред М.Моргентал Корректор М Демчик Заказ 1885/ДСП Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгопод, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюFacing head
Автори англійськоюYevhlevskyi Andrii Stanislavovych, Chaiun Andrii Hryhorovych, Serhatskyi Heorhii Ivanovych, Andreev Pavlo Leonidovych
Назва патенту російськоюГоловка для наплавки
Автори російськоюЕвглевский Андрей Станиславович, Чаюн Андрей Григорьевич, Сергацкий Георгий Иванович, Андреев Павел Леонидович
МПК / Мітки
МПК: B23K 9/167, B23K 9/04
Код посилання
<a href="https://ua.patents.su/4-16863-golovka-dlya-naplavki.html" target="_blank" rel="follow" title="База патентів України">Головка для наплавки</a>
Головка для наплавки
Номер патенту: 9458
Опубліковано: 30.09.1996
Автори: Чаюн Андрій Григорович, Пширков Владлен Пилипович, Сергацький Георгій Іванович, Михайлов Олег Вікторович
Формула / Реферат:
Головка для наплавки, содержащая горелку с основным электродом и каналом для подачи присадочной проволоки, основной источник питания с полюсами для подключения к основному электроду и к присадочной проволоке, а также дополнительный источник питания с полюсом для подключения к наплавляемой заготовке, отличающаяся тем, что, с целью повышения качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и...
Зварювальна головка
Номер патенту: 16862
Опубліковано: 29.08.1997
Автор: Євглевський Андрій Станіславович
Мітки: головка, зварювальна
Формула / Реферат:
Сварочная головка, содержащая наружное сопло, два неплавяшихся электрода, связанных с приводом поворота и изолированных один от д у- того, а также канал для направления плавящегося электрода, отличающаяся тем, что, с целью повышения производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну при наплавке изделий типа )ребро), она снабжена приводом вращения...
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Кузьменко Олег Генадійович, Овчинникова Тамара Хабібуловна, Шевченко Микола Павлович, Носатов Валерій Олександрович, Підберезський Володимир Семенович, Гладкий Петро Васильович
МПК: B22D 19/06
Мітки: штампів, наплавки, спосіб
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Яскевич Даніїл Савич, Кочетов Константин Кузьмич, Веретник Анатолій Львович, Шмиголь Владислав Іванович, Волобуєв Олександр Іванович, Шнейдерман Олександр Шлемович, Товштейн Олександр Самойлович
МПК: B22D 19/00, B23K 9/04
Формула / Реферат:
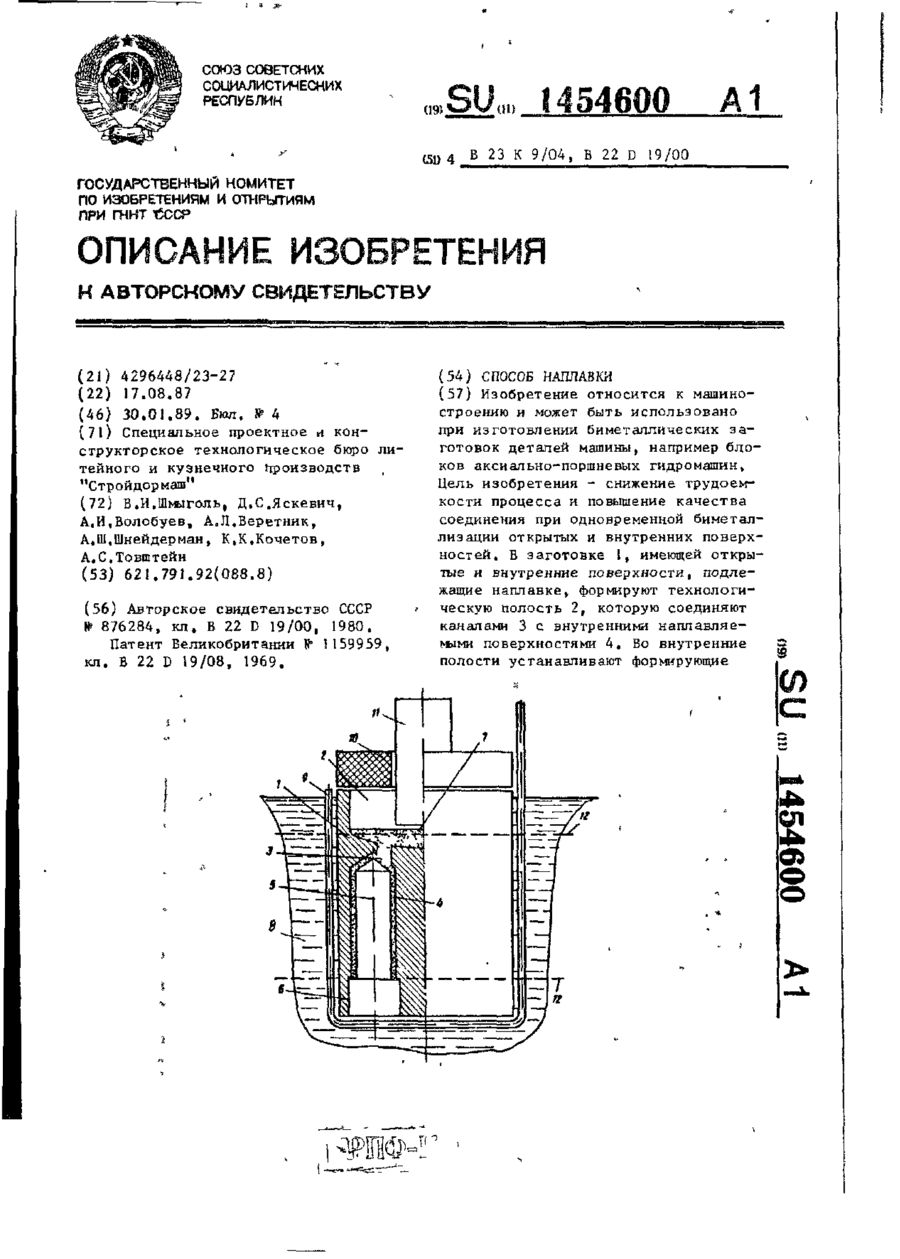
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Склад для наплавки чавуну
Номер патенту: 7570
Опубліковано: 29.09.1995
Автори: Шевченко Євген Григорович, Коростиль Анатолій Павлович, Краля Василь Дмитриєвич, Потапов Юрій Семенович, Булат Іван Васильйович
МПК: C22C 37/10, B23K 35/30
Мітки: наплавки, чавуну, склад
Формула / Реферат:
Состав для наплавки чугуна, преимущественно в виде порошка, содержащий углерод, алюминий, магний, кальций, редкоземельные металлы, кремний, железо, отличающийся тем, что, с целью повышения жаропрочности, окалиностойкости, изяосостойкости и физико-механических свойств наплавленного металла, его компоненты взяты в следующем соотношении, вес. %:Углерод 5 - 20 Алюминий...
Попередній патент: Змішувач для приготування переважно герметизуючих мастик
Наступний патент: Пристрій для керування асинхронним електроприводом
Випадковий патент: Секція автоматизованого кріплення