Спосіб виробництва безперервнолитої заготовки
Номер патенту: 55153
Опубліковано: 10.12.2010
Автори: Махлай Юрій Павлович, Якобше Ришард Якубович, Буга Ілля Дмитрович, Носоченко Олег Васильович, Гринюк Сергій Іванович, Тарасевич Микола Іванович, Найдек Володимир Леонтійович, Єлісеєв Олег Вячеславович, Антонов Юрій Григорович, Сургучов Євгеній Олександрович, Учитель Лев Михайлович
Формула / Реферат
Спосіб виробництва безперервнолитої заготовки, що включає прикладення вібраційного впливу на зливок, що кристалізується, який відрізняється тим, що вібраційний вплив прикладають в зоні вторинного охолодження в перпендикулярному до розливання напрямку на одну з граней зливка на відстані 0,3-0,5 протяжності рідкої серцевини від меніска металу в кристалізаторі.
Текст
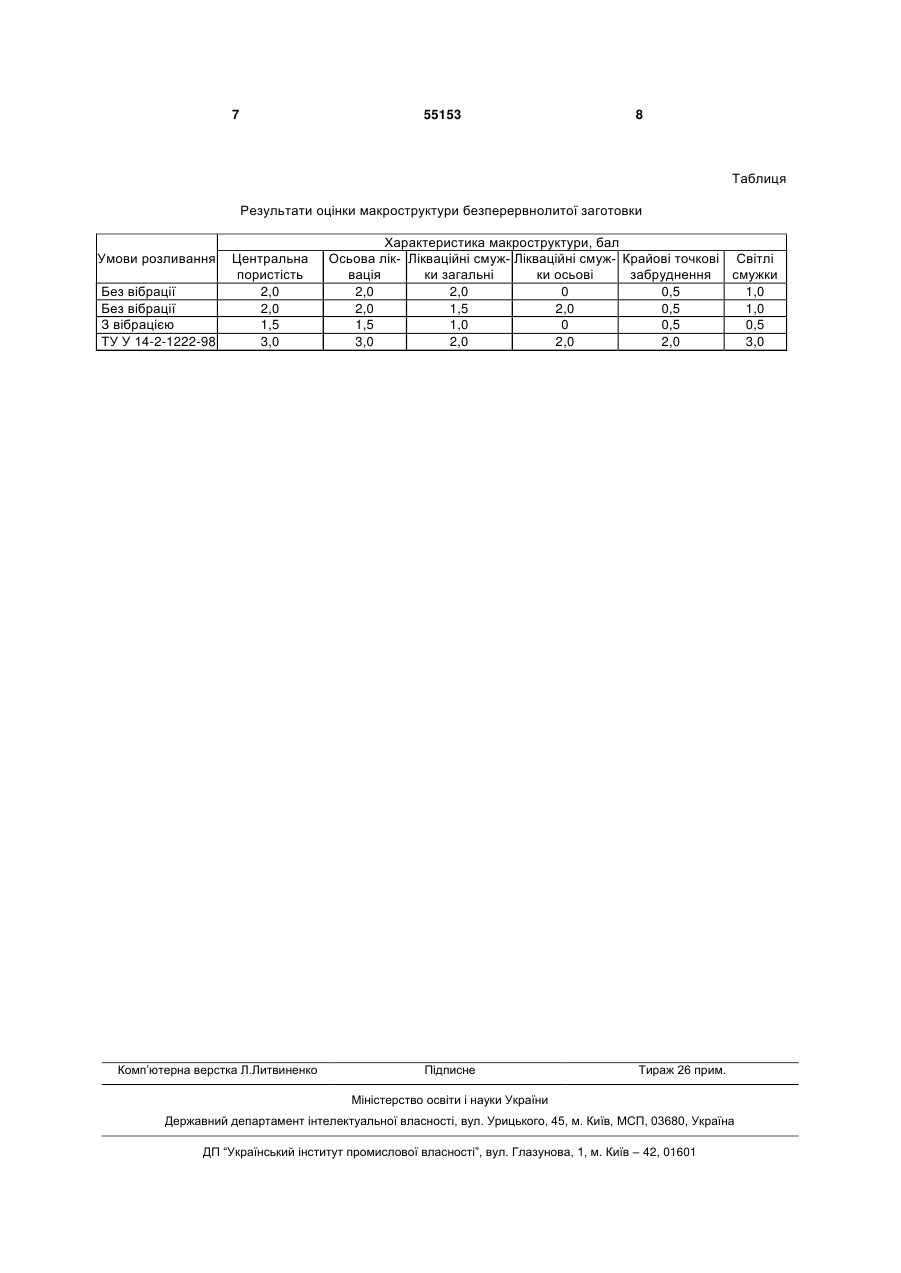
Спосіб виробництва безперервнолитої заготовки, що включає прикладення вібраційного впливу на зливок, що кристалізується, який відрізняється тим, що вібраційний вплив прикладають в зоні вторинного охолодження в перпендикулярному до розливання напрямку на одну з граней зливка на відстані 0,3-0,5 протяжності рідкої серцевини від меніска металу в кристалізаторі. (19) (21) u201005520 (22) 06.05.2010 (24) 10.12.2010 (46) 10.12.2010, Бюл.№ 23, 2010 р. (72) БУГА ІЛЛЯ ДМИТРОВИЧ, НОСОЧЕНКО ОЛЕГ ВАСИЛЬОВИЧ, НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, ТАРАСЕВИЧ МИКОЛА ІВАНОВИЧ, ЯКОБШЕ РІШАРД ЯКУБОВИЧ, УЧИТЕЛЬ ЛЕВ МИХАЙЛОВИЧ, МАХЛАЙ ЮРІЙ ПАВЛОВИЧ, АНТОНОВ ЮРІЙ ГРИГОРОВИЧ, СУРГУЧОВ ЄВГЕНІЙ ОЛЕКСАНДРОВИЧ, ЄЛІСЕЄВ ОЛЕГ ВЯЧЕСЛАВОВИЧ, ГРИНЮК СЕРГІЙ ІВАНОВИЧ 3 Таким чином, сучасна технологія виробництва сталі не забезпечує одержання зливків та заготовок, які б мали повну фізичну, хімічну та структурну однорідність. Підвищити якість металу та продуктивність розливання можна за допомогою розробки нових принципів керування процесами кристалізації сплавів. Значними резервами у цьому відношенні є методи зовнішніх впливів на метал, що кристалізується. Так, одним з ефективних методів зовнішнього впливу є вібраційна обробка сплавів, що тверднуть. Обробка вібрацією може бути низько - та високочастотною (ультразвуковою). Відомий спосіб виробництва безперервнолитої заготовки, що включає прикладення високочастотних (ультразвукових) коливань з малою амплітудою в процесі формування зливка, в якому введення ультразвукових коливань в безперервний зливок, що кристалізується, здійснюється крізь дзеркало розплаву в кристалізаторі хвилеводом випромінювачем. При цьому енергія ультразвуку трансформується в потужні ударні хвилі поблизу пузирів, які, впливаючи на рідку двофазову зону, сприяють подрібненню вже утворених кристалів, зародженню нових центрів кристалізації та активації твердих часточок (Баптизманський В.І., Рудой Л.С., Ісаєв Є.І., Яковлєв Ю.М., Ковальов Г.М., Шевченко В.П. Розливання і кристалізація сталі. Київ: Вища школа, 1993, с. 238 - 240). Недоліком такого способу є залежність від параметрів ультразвукового поля, фізичних властивостей розплаву та умов його кристалізації: в'язкості, теплопровідності, температурного інтервалу кристалізації, поверхневого натягу на межі поділу кристал - рідина, коефіцієнта розподілу домішок, інтенсивності охолодження, температури рідкого металу, механічних властивостей кристалів, що зростають, та ін. Так, встановлено, що при ультразвуковій обробці зливків вуглецевої сталі ефективність обробки зростає при збільшенні в ній вуглецю, а коли вміст вуглецю становить менш 0,4 %, зовсім не вдається отримати подрібнення зерна. Крім того, у зв'язку з малою амплітудою коливань вібратори повинні безпосередньо вводитись у розплав, що створює дуже тяжкі умови їх служби, а розсіювання ультразвукових хвиль у невеликому об’ємі поблизу вібратора не дає змоги обробляти значну кількість металу. Така технологія енергоємна та дорого коштує. Найбільш близьким до заявленого за технічною суттю і результатом, що досягається, є спосіб виробництва безперервнолитої заготовки, за яким використовують вплив поперечної вібрації стінок кристалізатора на процес формування зливка, а підведення вібраційних імпульсів до кристалізатора здійснюють за допомогою механічного вібропривода, розташованого на опорному столі кристалізатора. Згідно з експериментальними даними вібрація стінок кристалізатора з частотою 50 Гц та амплітудою 0,2 мм призводить до 20 - 35 % підвищення інтенсивності тепловіддачі. Збільшення інтенсивності теплового потоку від розплаву при вібраційній обробці спричиняє не тільки змивання лікваційних, оксидних та газових плен з поверхні кристала, що зростає, а й значне зниження термі 55153 4 чного опору на ділянці «поверхня зливка - стінка кристалізатора» (Єфімов В. Α., Ельдарханов A.C. Фізичні методи впливу на процеси тверднення сплавів. - М.: Металургія, 1995, с. 153 - 158). Основним недоліком даного способу є просте одностороннє підведення вібрації до кристалізатора, яке може лише забезпечити деяке поліпшення тільки поверхневих шарів заготовки, тому що формування її внутрішніх об'ємів буде здійснюватись на достатньо великій відстані від підводжуваного імпульсу. Крім того, найбільше гальмування тепловому потоку надає недосконалість контакту між поверхнею зливка, що твердне, та внутрішньою поверхнею кристалізатора. Таким чином, одним з найбільш складних питань вібраційної обробки є вибір місця і напрямку прикладення вібрації. Практичними дослідженнями виявлено, що більш ефективним є вібраційний вплив на безперервнолитий зливок в зоні вторинного охолодження. В основу корисної моделі поставлено задачу вдосконалення способу виробництва безперервнолитої заготовки, в якому шляхом зовнішнього впливу на процес структуроутворення безперервнолитого зливка досягається скорочення зони стовпчастих кристалів, руйнування межі тверднення та дроблення дендритів, що сприяє збільшенню частки кристалів, які осідають в донній частині зливка зі створенням додаткових центрів кристалізації, скорочення протяжності рідкої серцевини, усунення усадочних та лікваційних процесів, одержання щільної макроструктури, і, як наслідок, підвищення якості заготовок та якості прокату, що з них виробляється. Поставлена задача вирішується тим, що в способі виробництва безперервнолитої заготовки, що включає прикладення вібраційного впливу на зливок, що кристалізується, згідно з корисною моделлю вібраційний вплив прикладають в зоні вторинного охолодження в перпендикулярному до розливання напрямку на одну з граней зливка на відстані 0,3-0,5 протяжності рідкої серцевини від меніска металу в кристалізаторі. Запропонований спосіб виконують наступним чином. Виготовлення безперервнолитої заготовки для виробництва готового прокату здійснюють на машині безперервного лиття заготовок (МБЛЗ). В процесі безперервного розливання сталі метал безпосередньо з сталерозливного ковша надходить до встановленого в робоче положення та розігрітого до потрібної температури проміжного ковша, в якому підтримують постійний верхній робочий рівень металу, що забезпечує задану продуктивність МБЛЗ та якість заготовок. Після наповнення проміжного ковша металом до робочого рівня послідовно відкривають випускні отвори стаканів-дозаторів за допомогою стопорів-моноблоків, що регулюють витікання рідкого металу, і починають процес безперервного лиття заготовок. Рідку сталь безперервно заливають в інтенсивно охолоджувану форму - кристалізатор, що являє собою найбільш важливу технологічну ланку МБЛЗ для надання профілю зливку та формування його зовнішньої кірки. В процесі розливання підтримують 5 постійний рівень металу в кристалізаторі без різких та частих його коливань. Після досягнення робочої швидкості розливання і стабілізації рівня металу в кристалізаторі установлюють автоматичне регулювання металу за допомогою стопора проміжного ковша. Кристалізатор (початкова зона охолодження) забезпечує достатньо швидке утворення зовнішньої кірки зливка. Якість зливка в значній мірі визначається міцністю первинної кірки. При слабкій кірці можливий її розрив в результаті тертя об стінки кристалізатора. Для зменшення тертя між зливком та стінками кристалізатора між ними подають мастило (при розливанні з використанням шлакових сумішей як мастило використовують тонкий прошарок шлаку, що затікає в зазор між зливком та стінкою кристалізатора). При прилипанні кірки зливка до стінки кристалізатора можливе зависання зливка в кристалізаторі, а також утворення розривів кірки, що не тільки погіршує поверхню зливка, але й може спричинити аварію при розливанні. Щоб попередити ці негативні явища та забезпечити зварювання розривів кірки металу, що твердіє, кристалізатору надають зворотно-поступальний рух, який здійснюється за допомогою механізму коливання кристалізатора. Далі зливок з рідкою серцевиною та утвореною зовнішньою кіркою виймають з кристалізатора і подають у зону вторинного охолодження. Зона вторинного охолодження є найважливішою технологічною ділянкою МБЛЗ, де в результаті форсованого поверхневого охолодження зливок повністю твердіє по всьому перерізу. Від умов проходження цього процесу в значній мірі залежить якість макроструктури зливка. Відведення тепла здійснюють охолодним середовищем, яким, зокрема, є водоповітряна суміш. На виході з кристалізатора затверділа кірка зливка має відносно невелику товщину, яка забезпечує інтенсивне тепловідведення від рідкої сталі. Швидкість зростання твердої фази зберігається достатньо високою і визначається інтенсивністю відведення захованої теплоти кристалізації охолодним середовищем. При цьому виникає розвиток стовпчастих дендритів, які виділяють всі лікваційні домішки в осьову частину зливка, утворюючи крупні пустоти, заповнені лікватами. Чим більше протяжність зони транскристалізації і менше зона рівновісних кристалів, тим значніше розвиток центральної пористості. Для зменшення та усунення негативних явищ, що призводять до зниження якості зливків і заготовок, використовують метод низькочастотного вібраційного впливу на метал, що кристалізується. Для цього в перпендикулярному до розливання напрямку на одну з граней зливка на відстані 0,3-0,5 протяжності рідкої серцевини від меніска металу в кристалізаторі встановлюють вібратор. Практичними дослідженнями виявлено, що найбільш інтенсивне зростання стовпчастих дендритів відбувається в зоні вторинного охолодження на відстані 0,3-0,5 протяжності рідкої серцевини від меніска металу в кристалізаторі. Тому найбільш ефективним є вплив дії вібратора в указаному місці. Щодо напрямку впливу вібрації на структуру зливка, то саме перпендикулярний до розливання напрямок забезпечує різке періодичне поширення ударних 55153 6 хвиль в двофазовому середовищі рідкої серцевини безперервнолитого зливка, що твердне. Встановлення вібратора в такий спосіб є зручним, корисним і створює сприятливі умови для підтримання і поліпшення якості зливків і заготовок. Приклад фактичного здійснення способу виробництва безперервнолитої заготовки з дослідженням впливу дії вібрації на макроструктуру безперервнолитого зливка в зоні вторинного охолодження. У конвертерному цеху на МБЛЗ-2 радіусом 14 м та металургійною довжиною 33 м здійснюється процес безперервного лиття заготовок перерізом 335 400 мм сталі марки 20 тр наступного хімічного складу: С S 0,191 0,033 Мn Р 0,59 0,025 Si Аl 0,26 0,036. Швидкість розливання складає 0,5-0,7 м/хв. На рівчаку № 1 МБЛЗ-2 в зоні вторинного охолодження встановлено вібратор на відстані 10,5 м від меніска металу в кристалізаторі з дією вібрації на одну з граней зливка в перпендикулярному до розливання напрямку. Під час руху зливка зі швидкістю 0,5-0,7 м/хв. вібрація на поверхню зливка здійснюється з амплітудою 1,5 мм, та частотою 1500 удар/хв. Ступінь впливу вібрації визначають на відібраних темплетах з безперервнолитої заготовки з одного рівчака як при дії вібрації, так і без неї. Оцінку макроструктури безперервнолитої заготовки визначають згідно з ТУ У 14-2-1222-98. В результаті проведених досліджень та промислового використання пропонованого способу отримано характеристики макроструктури заготовки. Результати оцінки макроструктури в порівнянні з припустимими значеннями наведено в таблиці. Як видно з таблиці, завдяки впливу дії вібрації в зоні вторинного охолодження по основним параметрам макроструктури безперервнолитої заготовки простежується зниження вказаних характеристик на 25 % при однакових умовах розливання. Таким чином, використання пропонованого технічного рішення наявно демонструє поліпшення макроструктури зливків і заготовок за рахунок ефективності дії вібраційного впливу на метал, що кристалізується. При цьому простежується зниження розмірів первинних дендритів та скорочення зони стовпчастих кристалів, руйнування межі тверднення та дроблення дендритів, що сприяє збільшенню частки кристалів, які осідають в донній частині зливка зі створенням додаткових центрів кристалізації, скорочення протяжності рідкої серцевини, що забезпечує усунення усадочних та лікваційних процесів і одержання щільної макроструктури. Поряд з наведеним його перевага полягає ще й в тому, що питома витрата енергії на його використання в декілька разів менше, ніж при використанні ультразвука. Спосіб простий у використанні, не вимагає спеціальної підготовки обслуговуючого персоналу та відчутних матеріальних витрат. 7 55153 8 Таблиця Результати оцінки макроструктури безперервнолитої заготовки Умови розливання Без вібрації Без вібрації З вібрацією ТУ У 14-2-1222-98 Центральна пористість 2,0 2,0 1,5 3,0 Комп’ютерна верстка Л.Литвиненко Характеристика макроструктури, бал Осьова лік- Лікваційні смуж- Лікваційні смуж- Крайові точкові Світлі вація ки загальні ки осьові забруднення смужки 2,0 2,0 0 0,5 1,0 2,0 1,5 2,0 0,5 1,0 1,5 1,0 0 0,5 0,5 3,0 2,0 2,0 2,0 3,0 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing continuous cast billet
Автори англійськоюBuha Illia Dmytrovych, Nosochenko Oleh Vasyliovych, Naidek Volodymyr Leontiiovych, Tarasevych Mykola Ivanovych, Yakobshe Rishard Yakubovych, Uchytel Lev Mykhailovych, Makhlai Yurii Pavlovych, Antonov Yurii Hryhorovych, Surhuchov Yevhenii Oleksandrovych, Yeliseiev Oleh Viacheslavovych, Hryniuk Serhii Ivanovych
Назва патенту російськоюСпособ производства непрерывнолитой заготовки
Автори російськоюБуга Илья Дмитриевич, Носоченко Олег Васильевич, Найдек Владимир Леонтьевич, Тарасевич Николай Иванович, Якобше Ришард Якубович, Учитель Лев Михайлович, Махлай Юрий Павлович, Антонов Юрий Григорьевич, Сургучов Евгений Александрович, Елисеев Олег Вячеславович, Гринюк Сергей Иванович
МПК / Мітки
МПК: B22D 11/00
Мітки: спосіб, заготовки, безперервнолитої, виробництва
Код посилання
<a href="https://ua.patents.su/4-55153-sposib-virobnictva-bezperervnolito-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва безперервнолитої заготовки</a>
Спосіб одержання біметалічної безперервнолитої заготовки
Номер патенту: 69114
Опубліковано: 16.08.2004
Автори: Большаков Вадим Іванович, Тубольцев Леонід Григорьєвич, Герасименко Віктор Григорьєвич, Тітова Тамара Михайлівна
МПК: B22D 11/00
Мітки: спосіб, біметалічної, заготовки, безперервнолитої, одержання
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає заливання в перший кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасній подачі в нього металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки в зону вторинного охолодження, який відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження піддають диференційованому...
Спосіб відливання біметалічної безперервнолитої заготовки

Номер патенту: 70473
Опубліковано: 15.10.2004
Автори: Герасименко Виктор Григорьевич, Большаков Вадим Іванович, Бялик Гаррі Абрамович, Огурцов Анатолій Павлович, Адамчук Станіслав Іванович, Павлюченков Игорь Александрович, Тітова Тамара Михайлівна
МПК: B21D 11/06
Мітки: біметалічної, заготовки, відливання, безперервнолитої, спосіб
Формула / Реферат:
Спосіб відливання біметалічної безперервнолитої заготовки, що включає заливання в кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасному заливанні в нього металу або сплаву другого складу з наступним витягуванням отриманої біметалічної заготовки, який відрізняється тим, що заливання металу або сплаву другого складу роблять під шаром активного флюсу, що обігрівається.
Спосіб охолодження безперервнолитої заготовки
Номер патенту: 70476
Опубліковано: 15.10.2004
Автори: Сабанський Микола Володимирович, Лепіхов Леонід Сергійович, Жуков Олександр Іванович, Воробйов Олександр Васильович, Кислиця Вячеслав Володимирович, Матюхін Олександр Васильович, Носоченко Олег Васильович, Малай Віктор Іванович, Крутіков Василь Петрович
МПК: B22D 11/124
Мітки: спосіб, охолодження, заготовки, безперервнолитої
Формула / Реферат:
Спосіб охолодження безперервнолитої заготовки, що включає подачу води у першу зону охолодження через круглофакельні форсунки по всьому периметру заготовки і подачу водно-повітряної суміші через плоскофакельні форсунки на широкі грані заготовки у наступних зонах охолодження, який відрізняється тим, що в ділянці першої роликової секції (друга зона повторного охолодження) на вузькі грані заготовки здійснюють подачу водно-повітряної суміші через...
Спосіб одержання безперервнолитої заготовки з міді
Номер патенту: 75731
Опубліковано: 15.05.2006
Автори: Павлюченков Ігор Олександрович, Тітова Тамара Михайлівна, Адамчук Станіслав Іванович, Большаков Вадим Іванович, Луньов Валентин Васильович, Бялік Гарій Абрамович, Огурцов Анатолій Павлович, Ноговіцин Олексій Володимирович
МПК: B22D 11/20, B22D 19/16
Мітки: міді, спосіб, безперервнолитої, одержання, заготовки
Формула / Реферат:
1. Спосіб одержання безперевнолитої заготовки з міді або її сплавів у вакуумі, що включає переплавлення міді або її сплавів у графітовому тиглі, подачу розплаву в кристалізатор, розташований вертикально, витягування одержаної безперервнолитої заготовки через порожнисту графітову вставку, яку встановлюють по осі кристалізатора, який відрізняється тим, що внутрішня поверхня порожнистої графітової вставки виконана конусною.2. Спосіб по п....
Спосіб одержання біметалічної безперервнолитої заготовки

Номер патенту: 71857
Опубліковано: 15.12.2004
Автори: Большаков Вадим Іванович, Бялік Гарій Абрамович, Тітова Тамара Михайлівна, Ноговіцин Олексій Володимирович, Луньов Валентин Васильович, Адамчук Станіслав Іванович, Тарасевич Микола Іванович
МПК: B21D 11/00
Мітки: біметалічної, спосіб, одержання, безперервнолитої, заготовки
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає подачу рідкого металу або сплаву одного складу в кристалізатор одночасно з введенням до нього заготовки з металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки, який відрізняється тим, що подачу рідкого металу або сплаву в кристалізатор, введення до нього заготовки з металу або сплаву іншого складу і витягування отриманої біметалічної...
Попередній патент: Оздоровчий молочно-гарбузовий коктейль, збагачений йодом, “ламілакт”
Наступний патент: Гальванічна установка для нанесення композиційних електролітичних покриттів
Випадковий патент: Спосіб імунотерапії рецидивних бронхолегеневих захворювань