Прес-форма для термообробки надувних еластичних оболонок
Номер патенту: 5618
Опубліковано: 28.12.1994
Автори: Розенталь Мойсей Борисович, Степанович Генадій Якович, Клішина Марина Валентинівна, Худяков Анатолій Федорович, Мельничук Юрій Омелянович, Ніколенко Микола Олексійович
Формула / Реферат
(57) 1. Пресс-форма для термообработки надувных эластичных оболочек, содержащая корпус, крышку и подвижный относительно корпуса формообразующий элемент для изменения объема рабочей полости в процессе термообработки, отличающаяся тем, что подвижный формообразующий элемент смонтирован в корпусе, а крышка выполнена неподвижной, причем между корпусом и нерабочей поверхностью подвижного формообразующего элемента установлен упругий элемент.
2. Пресс-форма по л.1, отличающаяся тем, что упругий элемент выполнен в виде пружины.
3. Пресс-форма по п.1, отличающаяся тем, что упругий элемент выполнен в виде заполняемой сжатым газом гибкой оболочки.
4. Пресс-форма по п. 3, отличающаяся тем, что гибкая оболочка выполнена в виде сильфона, гофры которого расположены перпендикулярно направлению перемещения формообразующего элемента.
5. Пресс-форма по п. 3, отличающаяся тем, что подвижный формообразующий элемент снабжен закрепленной на его нерабочей поверхности пластиной для взаимодействия с торцом сильфона.
Текст
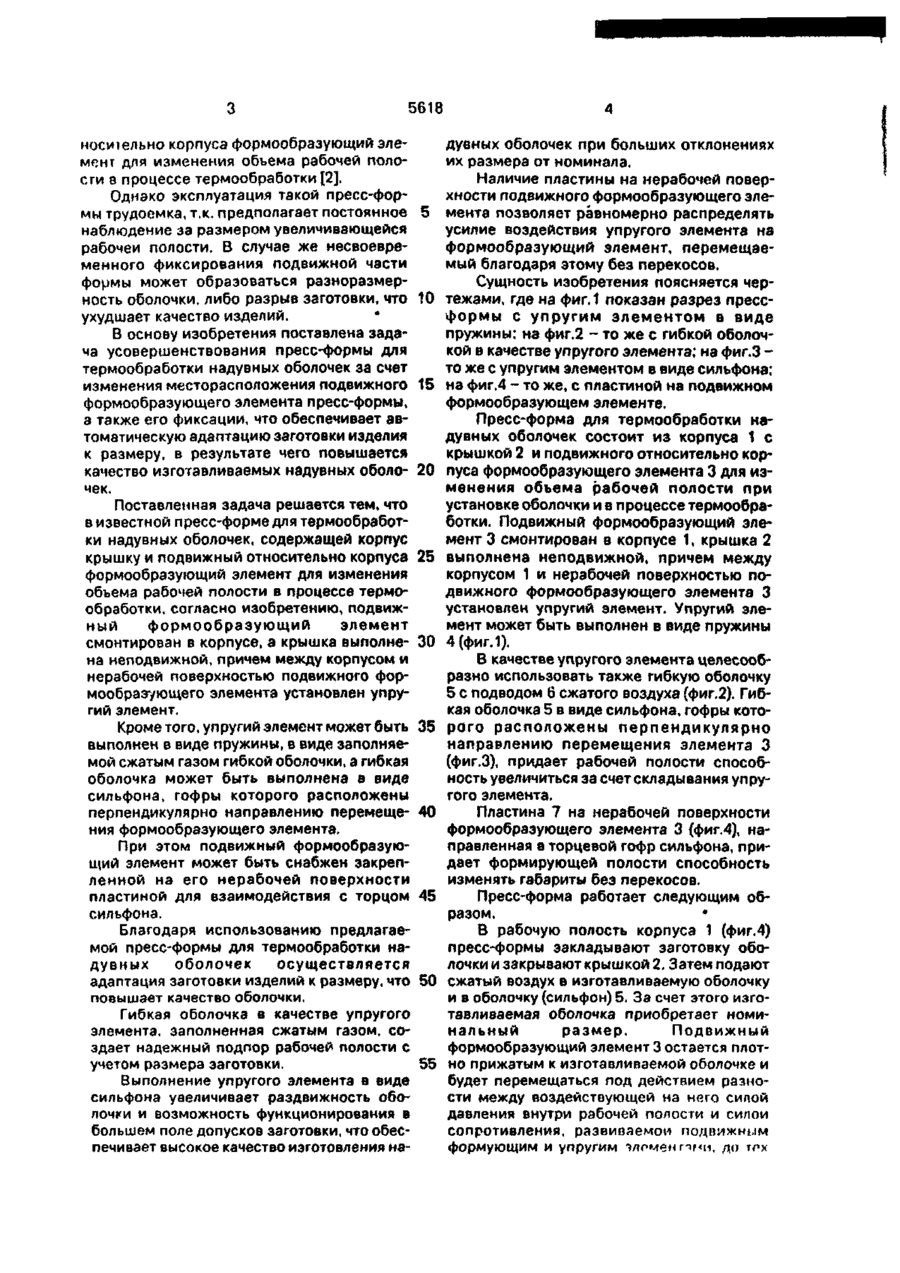
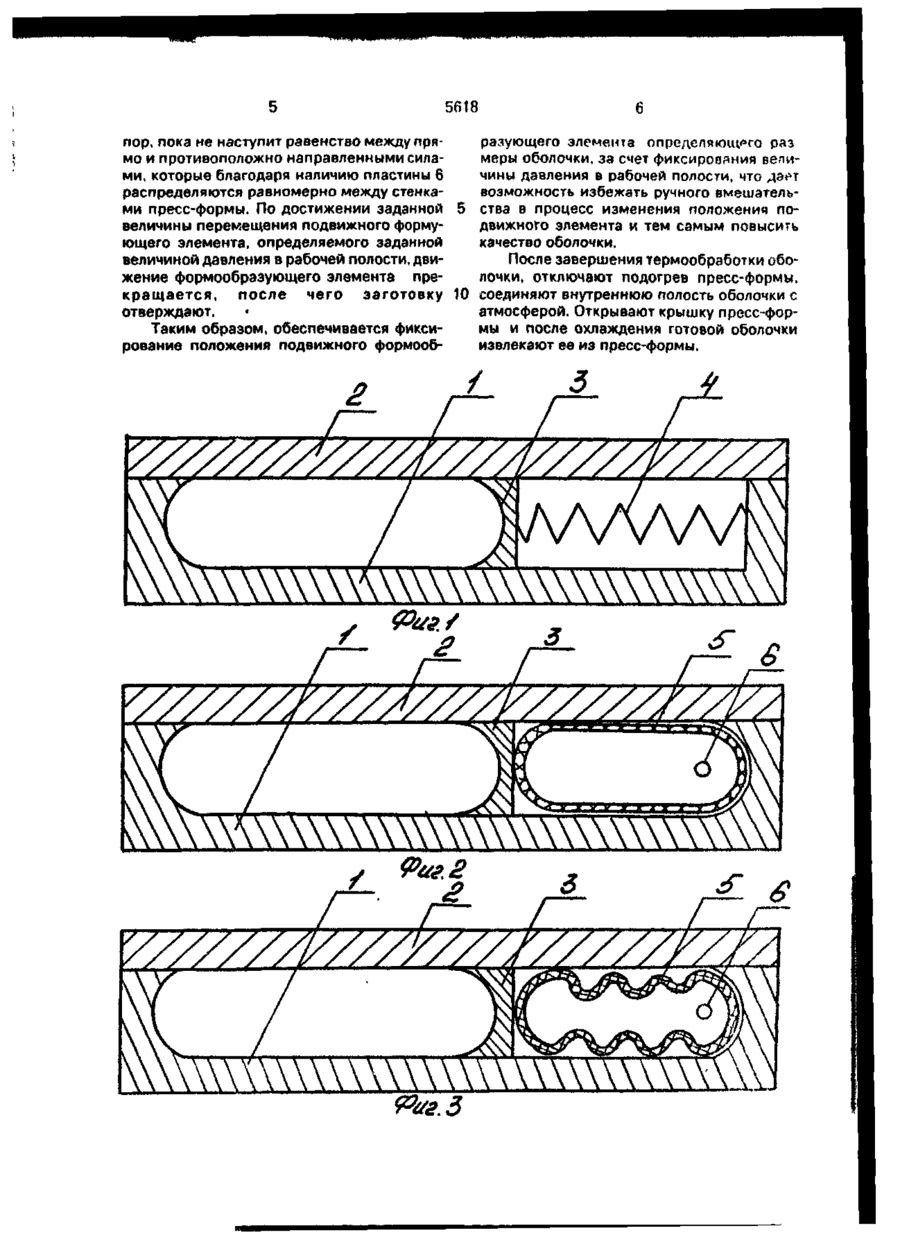
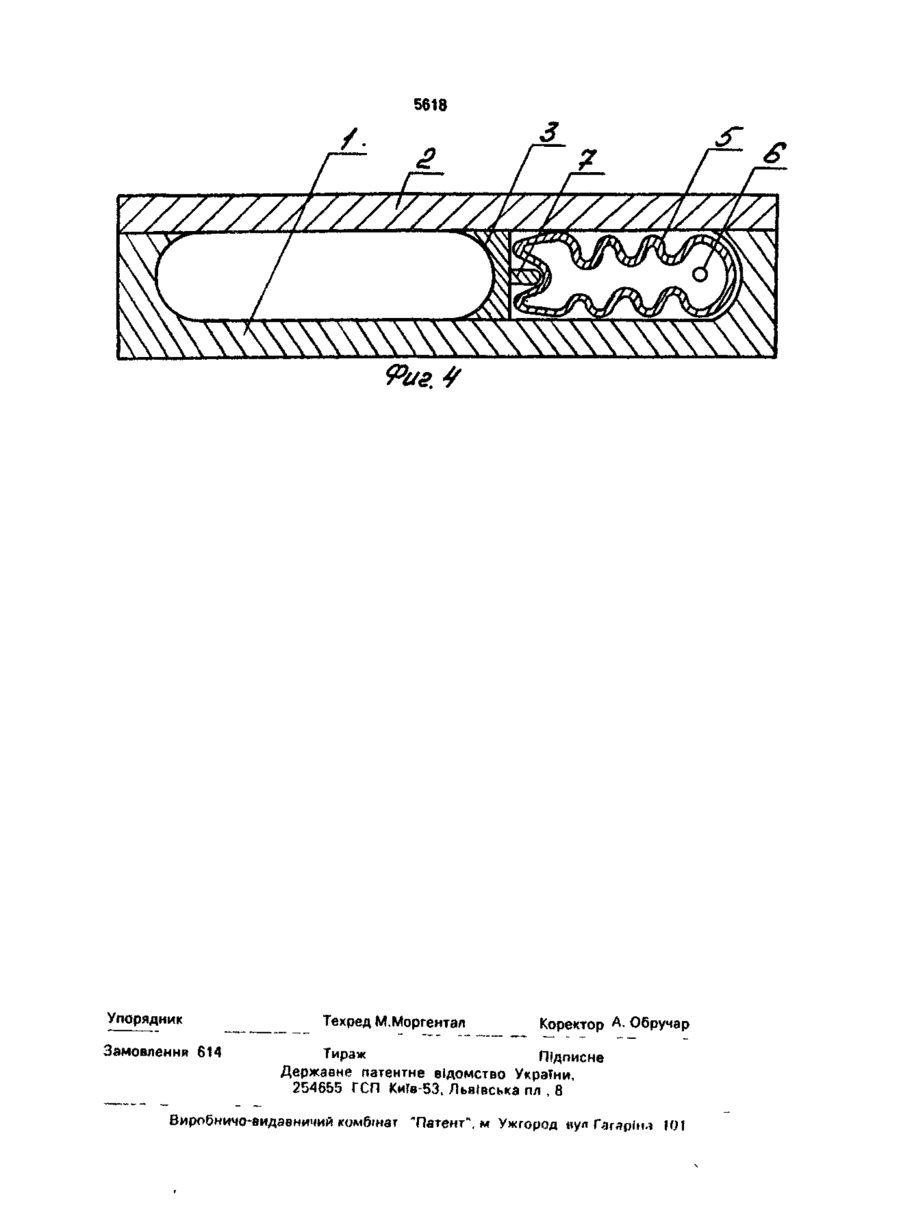
1. Пресс-форма для термообработки надувных эластичных оболочек, содержащая корпус, крышку и подвижный относительно корпуса формообразующий элемент для изменения объема рабочей полости в процессе термообработки,отличающаяся тем, что подвижный формообразующий элемент смонтирован в корпусе, а крышка выполнена неподвижной, причем между корпусом и нерабочей поверхностью подвижного формообразующего элемента установлен упругий элемент. 2. Пресс-форма по л.1, о т л и ч а ю щ а яс я тем, что упругий элемент выполнен в виде пружины. 3. Пресс-форма по п . 1 , о т л и ч а ю щ а я с я тем, что упругий элемент выполнен в виде заполняемой сжатым газом гибкой оболочки. 4. Пресс-форма по п.З, о т л и ч а ю щ а я с я тем, что гибкая оболочка выполнена в виде сильфона, гофры которого расположены перпендикулярно направлению перемещения формообразующего элемента. 5. Пресс-форма по п.З, о т л и ч а ю щ а я с я тем, что подвижный формообразующий элемент снабжен закрепленной на его нерабочей поверхности пластиной д/n взаимодействия с торцом сильфона С > ел 00 Изобретение относится к области изготовления полых технических изделий и может быть использовано при изготовлении надувных оболочек, в частности, резинокордных, применяемых в горной промышленности. Известна пресс-форма для изготовления надувных обопочек, содержащая образующие формующую полость формообразующие элементы и вставку для подгонки формующей полости под размер заготовки оболочки [1] Для применения этой пресс-формы необходимо иметь вставки на все возможные отклонения размеров заготовки оболочки от номинального, что сложно обеспечить. В случае несоблюдения размеров может быть недопрессовка или образование складок на поверхности оболочки, что приводит к ухудшению качества оболочек. Наиболее близкой по технической сущности и достигаемому результату к настоящему изобретению является пресс, формя для термообработки надувных оболочек, со держащая корпус, крышку и подвижный от 5618 носиіельно корпуса формообразующий эледувных оболочек при больших отклонениях мент для изменения объема рабочей полоих размера от номинала. сти в процессе термообработки [2]. Наличие пластины на нерабочей поверОднако эксплуатация такой пресс-форхности подвижного формообразующего элемы трудоемка, т.к. предполагает постоянное 5 мента позволяет равномерно распределять наблюдение за размером увеличивающейся усилие воздействия упругого элемента на рабочей полости, В случае же несвоевреформообразующий элемент, перемещаеменного фиксирования подвижной части мый благодаря этому без перекосов. формы может образоваться разноразмерСущность изобретения поясняется черность оболочки, либо разрыв заготовки, что 10 тежами, где на фиг. 1 показан разрез прессухудшает качество изделий. формы с упругим элементом в виде пружины; на фиг.2 - то же с гибкой оболочВ основу изобретения поставлена задакой в качестве упругого элемента; на фиг.З ча усовершенствования пресс-формы для то же с упругим элементом в виде сильфона; термообработки надувных оболочек за счет изменения месторасположения подвижного 15 на фиг.4 - то же, с пластиной на подвижном формообразующем элементе. формообразующего элемента пресс-формы, а также его фиксации, что обеспечивает авПресс-форма для термообработки натоматическую адаптацию заготовки изделия дувных оболочек состоит из корпуса 1 с к размеру, в результате чего повышается крышкой 2 и подвижного относительно коркачество изготавливаемых надувных оболо- 20 пуса формообразующего элемента 3 для изчек. менения объема рабочей полости при Поставленная задача решается тем, что установке оболочки и в процессе термообрав известной пресс-форме для термообработботки. Подвижный формообразующий элеки надувных оболочек, содержащей корпус мент 3 смонтирован в корпусе 1, крышка 2 крышку и подвижный относительно корпуса 25 выполнена неподвижной, причем между формообразующий элемент для изменения корпусом 1 и нерабочей поверхностью пообъема рабочей полости в процессе термодвижного формообразующего элемента 3 обработки, согласно изобретению, подвижустановлен упругий элемент. Упругий эленый формообразующий элемент мент может быть выполнен в виде пружины смонтирован в корпусе, а крышка выполне- 30 4(фиг.1). на неподвижной, причем между корпусом и В качестве упругого элемента целесообнерабочей поверхностью подвижного форразно использовать также гибкую оболочку мообразующего элемента установлен упру5 с подводом 6 сжатого воздуха (фиг.2). Гибгий элемент. кая оболочка 5 в виде сильфона, гофры котоКроме того, упругий элемент может быть 35 рого расположены перпендикулярно выполнен в виде пружины, в виде заполняенаправлению перемещения элемента 3 мой сжатым газом гибкой оболочки, а гибкая (фиг.З), придает рабочей полости способоболочка может быть выполнена в виде ность увеличиться за счет складывания упрусильфона, гофры которого расположены гого элемента. перпендикулярно направлению перемеще- 40 Пластина 7 на нерабочей поверхности ния формообразующего элемента. формообразующего элемента 3 (фиг.4), наПри этом подвижный формообразуюправленная в торцевой гофр сильфона, прищий элемент может быть снабжен закрепдает формирующей полости способность ленной на его нерабочей поверхности изменять габариты без перекосов. пластиной для взаимодействия с торцом 45 Пресс-форма работает следующим обсильфона. разом. Благодаря использованию предлагаеВ рабочую полость корпуса 1 (фиг.4) мой пресс-формы для термообработки напресс-формы закладывают заготовку ободувных оболочек осуществляется лочки и закрывают крышкой 2. Затем подают адаптация заготовки изделий к размеру, что 50 сжатый воздух в изготавливаемую оболочку повышает качество оболочки. и в оболочку (сильфон) 5. За счет этого изгоГибкая оболочка в качестве упругого тавливаемая оболочка приобретает номиэлемента, заполненная сжатым газом, сональный размер. Подвижный здает надежный подпор рабочей полости с формообразующий элемент 3 остается плотучетом размера заготовки. 55 но прижатым к изготавливаемой оболочке и Выполнение упругого элемента в виде будет перемещаться под действием разносильфона увеличивает раздвижность обости между воздействующей на него силой лочки и возможность функционирования в давления внутри рабочей полости и силой большем поле допусков заготовки, что обессопротивления, развиваемой подвижным печивает высокое качество изготовления наформующим и упругим элрменпми, до тох 5618 пор, пока не наступит равенство между пряразующего элемента определяющего раз мо и противоположно направленными силамеры оболочки, за счет ФИКСИРОВАНИЯ велими, которые благодаря наличию пластины 6 чины давления в рабочей полости, что дз**т распределяются равномерно между стенкавозможность избежать ручного вмешательми пресс-формы. По достижении заданной 5 ства в процесс изменения положения повеличины перемещения подвижного формудвижного элемента и тем самым повысить ющего элемента, определяемого заданной качество оболочки. величиной давления в рабочей полости, двиПосле завершения термообработки обожение формообразующего элемента прелочки, отключают подогрев пресс-формы, кращается, после чего заготовку 10 соединяют внутреннюю полость оболочки с отверждают. атмосферой. Открывают крышку пресс-форТаким образом, обеспечивается фиксимы и после охлаждения готовой оболочки рование положения подвижного формообизвлекают ее из пресс-формы. У///////У//////Л \\\\\\\\\\\\\\\\\\\\\\\\\\\\\\\\ '/////////Л \ \\\\\\\\\\\\\\ w\\\\\\\\\\\\\\ Фиг 2 Фаг. З 5618 Упорядник Замовлення 614 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655 ГСП КиГв-58, Львівська пл , 8 Виробничо-видавничий комбінат "Патент", м Ужгород ssyn Гагаріїм 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDie mold for thermal treatment of inflatable elastic envelopes
Автори англійськоюMelnychuk Yurii Omelianovych, Rozental Moisei Borysovych, Hudiakov Anatolii Fedorovych, Klishyna Maryna Valentynivna
Назва патенту російськоюПресс-форма для термообработки надувных эластичных оболочек
Автори російськоюМельничук Юрий Емельянович, Розенталь Моисей Борисович, Худяков Анатолий Федорович, Клишина Марина Валентиновна
МПК / Мітки
МПК: B29D 22/00, B29C 35/02
Мітки: термообробки, прес-форма, надувних, оболонок, еластичних
Код посилання
<a href="https://ua.patents.su/4-5618-pres-forma-dlya-termoobrobki-naduvnikh-elastichnikh-obolonok.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для термообробки надувних еластичних оболонок</a>
Ливарна прес-форма для виготовлення еластичних оболонок

Номер патенту: 1631
Опубліковано: 25.10.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/04, B29C 35/02
Мітки: виготовлення, еластичних, прес-форма, ливарна, оболонок
Формула / Реферат:
Литьевая пресс-форма для изготовления эластичных оболочек, содержащая нижнюю полуформу с расположенной в зоне экваториальной плоскости оболочки загрузочной камерой, верхнюю полуформу с плунжером и разъемный дорн, состоящий из верхней-и нижней частей, смонтированных с возможностью относительного аксиального перемещения, отличающаяся тем, что, с целью повышения качества эластичной оболочки за счет обеспечения равноценности ее свойств...
Прес-форма для виготовлення суцільних шин
Номер патенту: 2193
Опубліковано: 26.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/02, B29D 30/00
Мітки: прес-форма, суцільних, виготовлення, шин
Формула / Реферат:
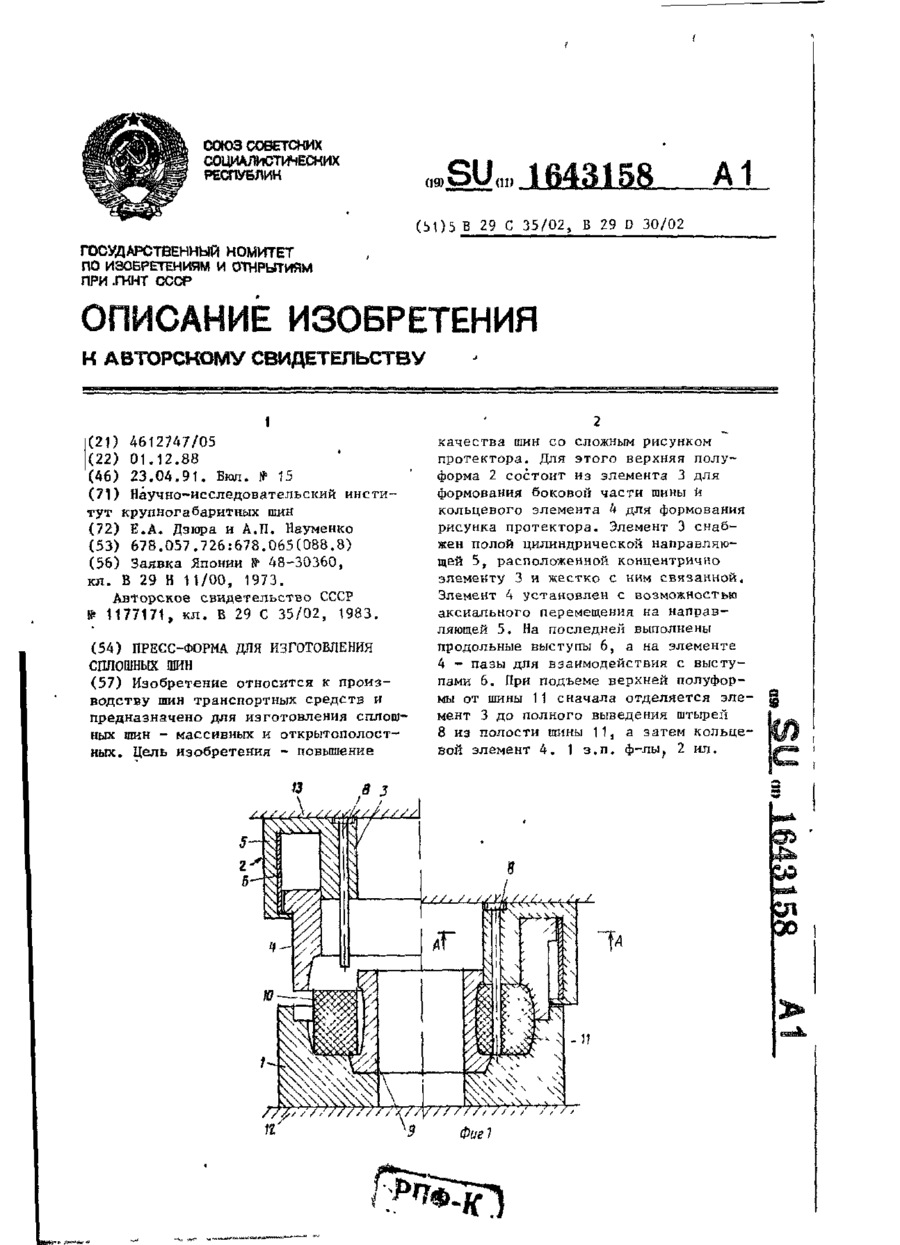
1. Пресс-форма для изготовления сплошных шин, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, отличающаяся тем, что, с целью повышения качества шин со сложным рисунком, верхняя полуформа выполнена состоящей из элемента для формования боковой части шины, снабженного концентричной ему и жестко с ним связанной полой цилиндрической направляющей и установленного на цилиндрической направляющей с возможностью аксиального перемещения...
Прес-форма для виготовлення масивних шин
Номер патенту: 1625
Опубліковано: 25.10.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29C 35/02, B29D 30/00
Мітки: виготовлення, масивних, прес-форма, шин
Формула / Реферат:
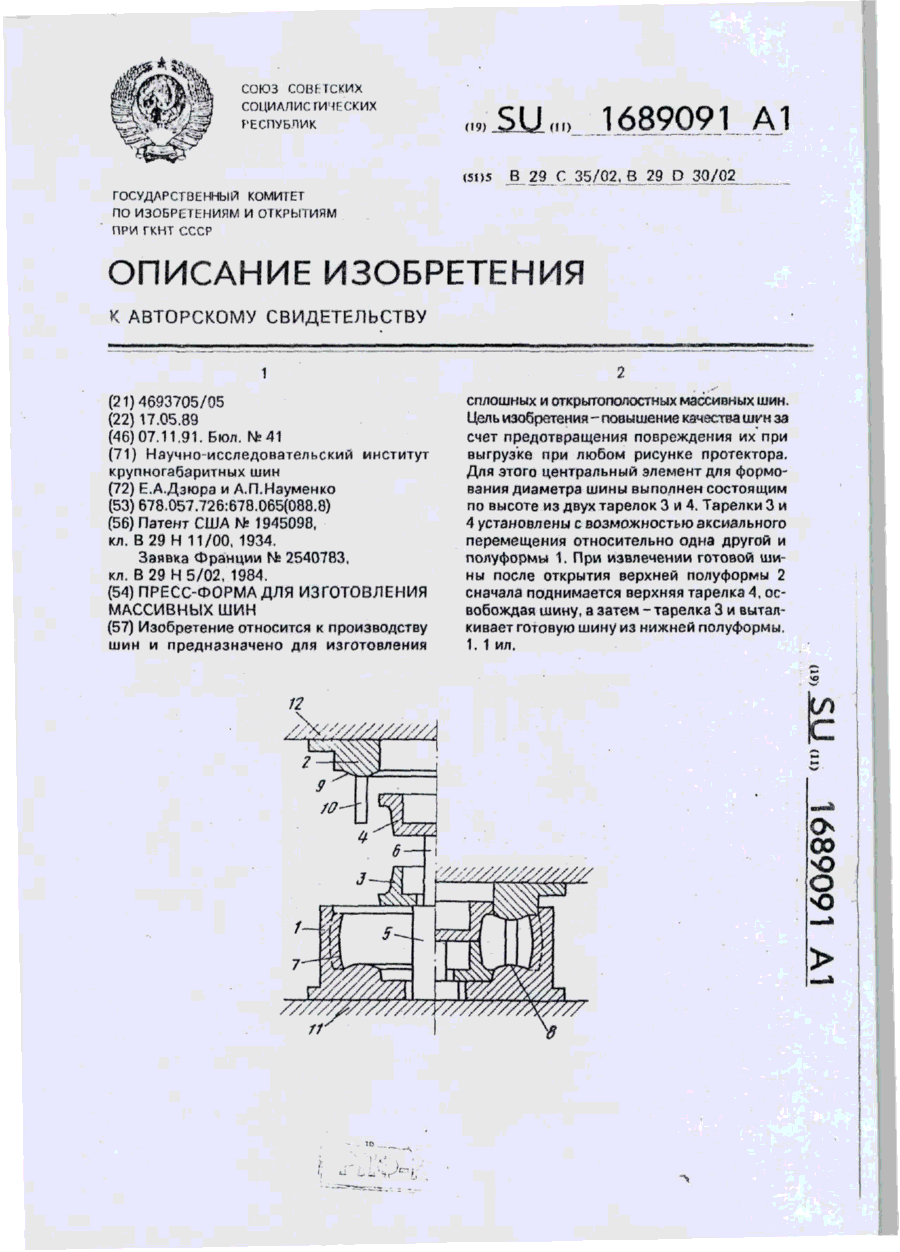
Пресс-форма для изготовления массивных шин, содержащая неподвижную и подвижную полуформы и формующий посадочную часть шины центральный элемент, отличающаяся тем, что, с целью повышения качества шин за счет предотвращения повреждения их при выгрузке из пресс-формы, центральный элемент выполнен состоящим по высоте из двух тарелок, установленных с возможностью аксиального перемещения относительно одна другой и неподвижной полуформы.
Прес-форма для вулканізації пневмооболонок
Номер патенту: 1626
Опубліковано: 25.10.1994
Автори: Гітніков Ара Гершович, Смірнов Олександр Генадійович, Дзюра Євген Антонович, Полонов Олександр Маркович
МПК: B29C 35/02
Мітки: прес-форма, вулканізації, пневмооболонок
Формула / Реферат:
Пресс-форма для вулканизации пневмооболочек, содержащая верхнюю и нижнюю полуформы, расположенные между ними кольцевые профильные вкладыши с идентичными центрирующими поверхностями на торцах и средство для их крепления, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы и повышения надежности ее в работе, каждый кольцевой вкладыш выполнен с конической боковой наружной поверхностью и кольцевым выступом по...
Прес-форма для виготовлення масивних гумотехнічних виробів
Номер патенту: 4566
Опубліковано: 28.12.1994
Автори: Коваленко Олексій Андрійович, Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 33/10, B29C 35/04
Мітки: виробів, гумотехнічних, прес-форма, виготовлення, масивних
Формула / Реферат:
1. Пресс-форма для изготовления массивных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с вы прессовочной системой, отличающаяся тем, что вкладыши выполнены в виде пластин из теплоизоляционного материала, закрепленных на плоскостях разъема полуформ с образованием выпрессовочной системы в виде кольцевой щели.2. Пресс-форма по п. 1,отличающаяся тем, что вкладыши выполнены из фторопласта - 4
Попередній патент: Пристрій управління запобіжним гальмом підіймальної машини
Наступний патент: Робоче обладнання екскаватора
Випадковий патент: Спосіб одержання ароматизованого харчового продукту або напою