Спосіб кантування труби при подовжньому прокатуванні між проходами
Формула / Реферат
Спосіб кантування труби при подовжньому прокатуванні між проходами, що включає вплив на трубу, яка прокатана в одному калібрі валків попереднього проходу і має в наявності діаметрально розташовані стовщення стінки й овальність, фрикційних калібрувальних роликів, що примусово обертаються в напрямку переміщення труби, який відрізняється тим, що розмір калібру роликів вибирають більшим за висоту калібру валків попереднього проходу, але меншим за ширину цього калібру, а обертального руху трубі надають за рахунок перекосу осей роликів.
Текст
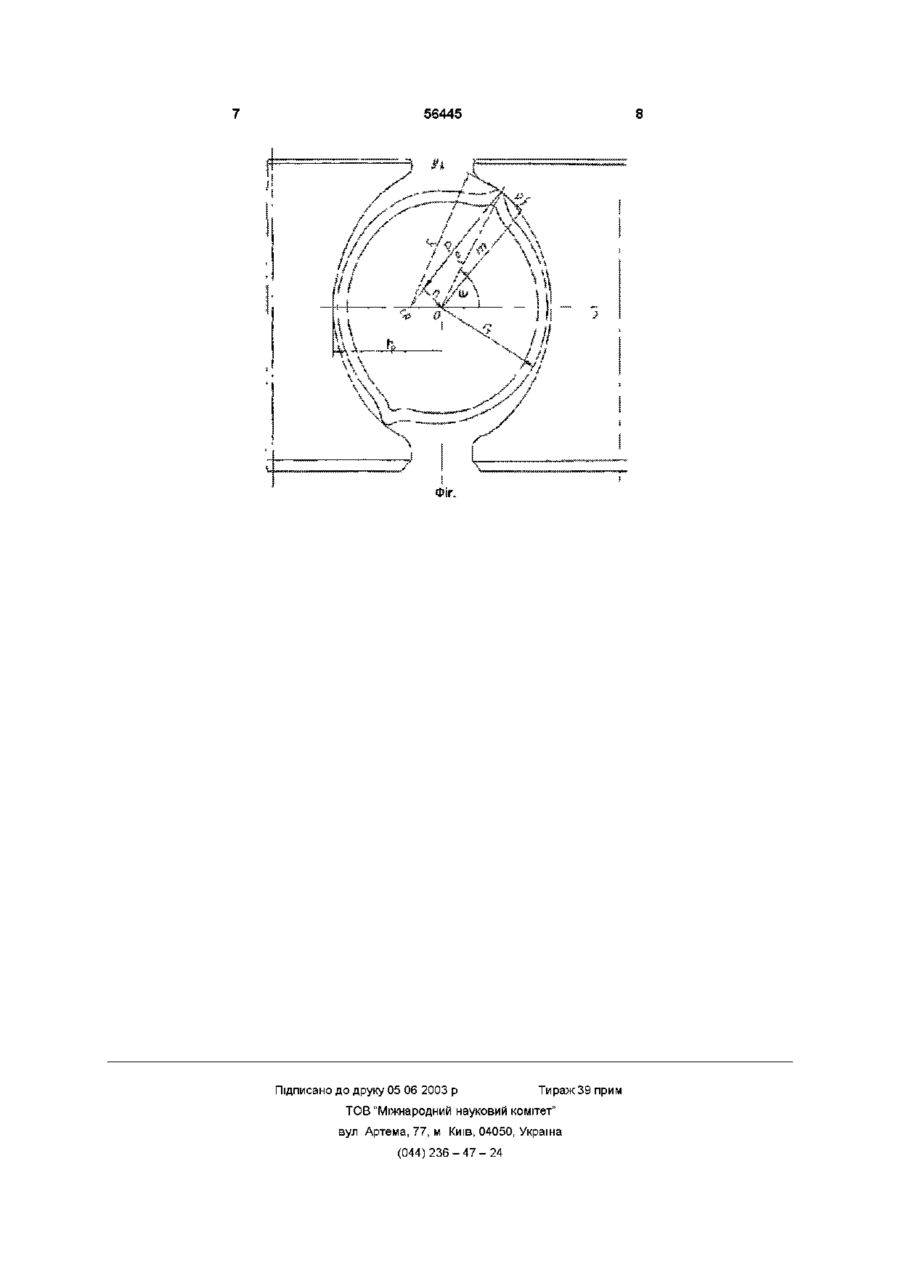
Спосіб кантування труби при подовжньому прокатуванні між проходами, що включає вплив на трубу, яка прокатана в одному калібрі валків попе реднього проходу і має в наявності діаметрально розташовані стовщення стінки й овальність, фрикційних калібрувальних роликів, що примусово обертаються в напрямку переміщення труби, який відрізняється тим, що розмір калібру роликів вибирають більшим за висоту калібру валків попереднього проходу, але меншим за ширину цього калібру, а обертального руху трубі надають за рахунок перекосу осей роликів Використання при виробництві безшовних труб на станах подовжнього прокатування Сутність винаходу у способі кантування труби при подовжньому прокатуванні впливають на трубу фрикційними каліброваними приводними роликами, установленими під кутом до осі прокатування Розмір калібру ролика більше висоти калібру валка попереднього проходу подовжнього прокатування, але менше його ширини Винахід відноситься до галузі обробки металів тиском і може бути використане при виробництві безшовних труб на станах подовжнього прокатування При подовжньому прокатуванні труб на короткій оправці для забезпечення рівномірного розкочування стінки по периметрі труби перед другим і наступними проходами (прокатуваннями) здійснюють поворот и навколо подовжньої осі на кут кантування (звичайно на 90 градусів стосовно її положення при попередньому проході) для усунення характерних для подовжнього прокатування в двухвалковому калібрі діаметрально розташованих стовщень стінки й овальності Відомий спосіб кантування труб при подовжньому прокатуванні в автоматичному стані, що включає вплив на трубу фрикційних каліброваних приводних роликів за допомогою їхнього зведення, при якому трубі, що має діаметрально розташовані стовщення стінки й овальний поперечний перетин, одночасно з поступальним повідомляється обертальне прямування [Ю Ф Шевакін, А З Глейберг "Виробництво труб", видавництво "Металургія", Москва, 1968, с 117-118] Поворот труби в даному способі здійснюється за рахунок виникнення моменту обертання, що прикладається до труби з боку фрикцюнних роликів при їхньому зведенні Під ДІЄЮ ЦЬОГО моменту труба, що має після попереднього проходу подовжнього прокатування характерну овальну форму поперечного перетину в овальному калібрі фрикційних роликів може повертатися навколо подовжньої осі, якщо преборюється момент опору обертанню, що викликається силою тертя Проте, розмір моменту обертання, що повідомляється трубі роликами істотно залежить від кута кантування, який велика вісь овалу поперечного перетину труби складає з горизонтальною віссю калібру фрикційних роликів Оскільки для труби з овальним поперечним перетином перед задачею у фрикційні ролики стійким є положення, при якому велика вісь овалу розташована горизонтально, зазначений кут малий, отже і розмір обертаючого моменту малий і часто буває недостатнім для повороту труби Хибою даного способу кантування є підвищена поперечна різнотовщинність труб, що прокатуються, при ненадійному виконанні операції кантування Відомий також спосіб кантування труби при подовжньому прокатуванні між проходами, що включає вплив на примусово переміщувану трубу фрикційними каліброваними приводними роликами за допомогою їхнього зведення, у якому викликається інтенсивне ковзання роликів по поверхні труби шляхом чергування пригальмування і прискорення труби в осьовому напрямку [А с СРСР ю (О ю 56445 №1780888, кл В21 в 17/02, 39/20, опубл 15 12 92, осей, забезпечують поряд із поступальним рухом бюл №46] примусове обертання труби Як тільки велика вісь овалу повертається в положення, близьке до верІніціювання ковзання роликів по поверхні трутикального, силове вплив на трубу з боку фрикційби приводить до ефекту зниження коефіцієнта них роликів припиняється, оскільки калібр їх більтертя і зменшує складову сили тертя, що викликає ше малої осі овалу труби, чисельно рівній висоті момент опору обертанню калібру валків при попередньому проході При поЗавдяки різкому зменшенню сили тертя в тандальшому обертальному руху по інерції труба генціальному напрямку обертання труби в калібрі приходить у зіткнення з каліброваною поверхнею фрикційних роликів стає легким, навіть при незнароликов, але при належному виборі форми калібру чних кутах між великою віссю овалу труби і горизахвату труби для наступного обертання не відбузонтальною віссю калібру фрикційних роликів При вається збільшенні цього кута (тобто коли процес кантування почався) момент обертання труби зростає Аналіз силової взаємодії труби і ролика в мопропорційно синусу кута кантування, і досягає мамент їх зіткнення (ЯР/Г) дозволяє дати співвідноксимуму при куті кантування 90 градусів Під дією шення для вибору параметрів калібру і настроюінерції обертального руху труби навколо своєї повання роликів, при яких захват труби не довжньої осі і через малі сили тертя, що викликавідбувається При цих параметрах труба після ють момент опору обертанню, труба не фіксується співудару зі стінкою калібру ролика повертається в в необхідному положенні (коли велика вісь овалу попереднє положення У такий спосіб забезпечутруби вертикальна), а продовжує обертальний ється стабільне положення труби після кантування рух У момент задачі труби у валки стана подовж(із вертикальною великою віссю овалу її поперечнього прокатування кут кантування труби, що канного перетину) тується по даному способі, може значно відрізняУмова відсутності захвату труби роликами пістися від необхідних 90 градусів При прокатуванні ля кантування виконується тільки при негативному не цілком зкантованої труби знижується якість розмоменті обертання, коли момент сил тертя що кочування стовщень стінки, отриманих при попепрагнуть додати трубі обертальний рух, менше редньому проході При великих кутах недокантовмоменту сил реакції з боку поверхні калібру ролики, що перевищують ЗО - 45 градусів, відбувається ка Ця умова має вигляд т зв «звалювання» -самочинний поворот труби в (R - rp)*siru|// [гт* П + (R - rP)*cosij/] > f, процесі прокатування навколо подовжньої осі, при Де якому зменшується кут кантування до 0 Це озна\\і - припустимий кут кантування, чає прокатування задньої частини труби без канR - радіус твірної калібру ролика, тування й одержанню труб із неприпустимою різгт - радіус калібру валка при попередньому поНОТОВЩИННІСТЮ довжньому прокатуванні, Особливо сильно хиби відомого способу виявП - коефіцієнт овальності калібру валка при ляються при його використанні на двухклітиннім попередньому подовжньому прокатуванні, стані подовжнього прокатування, де, через перегр - радіус калібру ролика, міщення від першої КЛІТІ до другої, орієнтація поf - коефіцієнт тертя між роликом і трубою перечного перетину труби щодо калібру фрикційЗавдяки перекосові осей роликів труба, незаних роликів є випадковою і регламентувати лежно від її початкової орієнтації, завжди буде тривалість, швидкість ковзання роликів щодо труповернена таким чином, що велика вісь овалу и би й ІНШІ параметри силового впливу фрикційних поперечного перетину займе вертикальне полороликів на трубу неможливо ження Силовий вплив роликов на трубу зникає, Метою винаходу є підвищення точності готооскільки калібр ролика більше малої осі овалу вих труб шляхом підвищення надійності кантувантруби При виборі радіуса твірної калібру ролика, ня між проходами (прокатуваннями) труби, що має що задовольняє приведенний вище умові, захват діаметрально розташовані стовщення стінки й труби роликом при наступному контакті не відбуовальність деться, оскільки моменту сил тертя, що втягують, буде недостатньо для подолання моменту сил Поставлена мета досягається тим, що у відореакції стінок калібру роликів мому способі, який включає вплив на примусово що переміщувану трубу фрикційних калібруваних В даний час двухклітинні стани подовжнього приводних роликів, розмір калібру роликів вибипрокатування («тандеми») оснащені двома парами рають більше висоти калібру валків при поперефрикційних роликів, призначених для кантування дньому подовжньому, прокатуванні, але менше труби перед другим проходом згідно з відомим його ширини, а обертальний рух надається трубі способом У першій парі роликів труба гальмуєтьза рахунок перекосу осей роликів ся при постійному силовому впливі роликів на трубу, потім ці ролики розводяться Друга пара ролиВибір розміру калібру фрикційних роликів біків зводиться і, розганяючи трубу, задає II в стан льше висоти калібру валків попереднього проходу, для прокатування другого проходу але менше його ширини, і перекіс осей роликів забезпечує силовий вплив на трубу з боку роликов Оскільки, ЯК при гальмуванні в першій парі ротільки при несприятливої для наступного проходу ликів, так і при прискоренні в другій парі роликов, орієнтації поперечного перетину труби, коли велисиловий вплив роликів на трубу діє безупинно, ка вісь овалу близька до горизонтального полотруба, почавши обертальний рух, не фіксується в ження Ролики, калібр котрих менше великої осі скантованном положенні (із вертикальною велиовалу поперечного перетину труби, роблять силокою віссю овалу поперечного перетину), а приймає вий вплив на трубу і, завдяки перекосові їхніх випадкове положення щодо калібру валків другого 56445 проходу Діаметрально розташовані стовщення основі умови незахвата, приведеного вище Для труби, що утворилася після попереднього прохозниження коефіцієнта тертя на попередньо підігріду, розкочуються нестабільно При значній недоту робочу поверхню роликів завдавали розчин кантовці труби відбувається її «звалювання», тому триполіфосфату натрію, що після сушіння утворюзадні КІНЦІ довгих труб мають більшу різнотовщинвав стійке мастильне покриття і забезпечував коність ніж передні ефіцієнт тертя в межах 0,1 - 0,12 Задачу труби в другий стан подовжнього прокатування робили На деяких трубопрокатних станах типу «тандругою парою фрикційних роликів без уповільнендем» через незадовільне кантування труб фрикня при готовності стана до прийому труби ційними каліброваними роликами на рольгангу, що подає, передбачають секцію роликів (звичайно Одночасно була прокатана така ж партія труб три), осі яких злегка перекошені з метою надання із використанням відомого способу кантування трубі повільного обертального руху, що уможливТрубу, що має овальну форму поперечного лює працювати тільки другою парою фрикційних перетину після прокатування в першій КЛІТІ перероликів фактично в ручному режимі, зводячи їх у міщали до другої КЛІТІ по транспортуючому рольмомент візуального сприйняття скантованного гангу зі швидкість 2,5м/с Орієнтація поперечного положення труби Зрозуміло, що такий спосіб канперетину труби щодо прокатних валків другої КЛІТІ тування украй ненадійний була випадковою Запропонований спосіб кантування здійснюТруби, що випадково приймали сприятливу ється таким чином орієнтацію щодо калібру валків другої КЛІТІ, при попаданні в ролики, що кантують, утримувалися Іспити проведені у виробничих умовах на ТЛАними в окантованому положенні, а попадаючи в 140, що має дві двухвалкові КЛІТІ ПОДОВЖНЬОГО прозону дії другої пари роликів задавалися в стан катування, сполучені транспортуючими рольгангами і проміжним похилим столом Перед другою Труби, орієнтація яких була несприятливою, кліттю подовжнього прокатування встановлені дві попадаючи в ролики з перекошеними осями оберпари фрикційних роликів на відстані 4 і 7м від КЛІТІ тання, одержували імпульс обертального моменту ВІДПОВІДНО доти, поки великій осі овалу перетину труби не надавалося вертикальне положення Після цього Перед проведенням ІСПИТІВ установили просилова взаємодія роликів, що кантують, і труби кладки під редуктор приводу першої пари роликів, припинялося, оскільки утворювався зазор між трущо перекошують осі їх обертання на 4,5 градуса бою і роликами Труба утримувалася в скантовавідносно площини, перпендикулярної осі прокатуному положенні поки друга пара роликів не завання Це дозволяє зробити 3/4 обороту труби дасть її у валки навколо своєї подовжньої осі для всього сортаменту труб на відстані Зм (до другої пари роликів) Кантування проходило стабільно, відхилення кута кантування від необхідних 90 градусів не пеІспити проводили при прокатуванні труб розревищувало 15 градусів Випадків звалювання міром 108 х 6мм із сталі 20 по ГОСТ 8732-78 Затруби у валках стана подовжнього прокатування готівку діаметром 130мм, нагріту в кільцевій печі не спостерігали Задача труби в стан для другого до температури 1250 градусів Цельсия, прошивапроходу прокатування без кантування було цілком ли на косовалковому прошивному стані в гільзу, виключено розміром 133 х 8,2мм і прокатували в першому стані подовжнього прокатування у валках, калібр РІЗНОТОВЩИННІСТЬ труб, прокатаних із застосуяких мав висоту 124мм (гт = 62мм) і ширину ванням нового і відомого способів кантування, 133,1мм (коефіцієнт овальності = 1,073) За доподосліджували за допомогою ультразвукового товмогою регульованих упорів, що обмежують звещиноміра фірми «Крауткремер» тип WSG2 Поле дення роликів, установили розмір калібру ролика розкиду товщин стінок труб, прокатаних із відомим гр = 63мм (половина відстані між поверхнями каліспособ кантування, склало 18 - 22%, у той час, як бру роликів, що вимірюється на відрізку перпендирізнотовщинність труб, прокатаних запропоновакуляра до осі прокатування, що проходить через ним способом кантування склала 8 - 15% Таким точку скрещения осей роликів) Ролики виточували чином, запропоноване рішення забезпечує знипо шаблоні Твірну ролика виконали у виді дуги ження різнотовщинності труб кола радіусом 88мм, що попередньо визначили на 56445 Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for turning the tube at longitudinal rolling between passes
Назва патенту російськоюСпособ кантования трубы при продольной прокатке между проходами
МПК / Мітки
МПК: B21B 37/00
Мітки: спосіб, проходами, прокатуванні, кантування, подовжньому, трубі
Код посилання
<a href="https://ua.patents.su/4-56445-sposib-kantuvannya-trubi-pri-podovzhnomu-prokatuvanni-mizh-prokhodami.html" target="_blank" rel="follow" title="База патентів України">Спосіб кантування труби при подовжньому прокатуванні між проходами</a>
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Автори: Грібач Юрій Федорович, Человань Михайло Іванович
МПК: G01K 7/12
Мітки: прокатуванні, визначення, деформації, осередку, холодному, штаб, температури, спосіб
Формула / Реферат:
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Маншилін Олександр Гейнійович, Ревякін Олег Вікторович, Тартачний Віктор Сергійович, Дишлевич Ігор Йосипович, Шульгін Григорій Митрофанович, Феофілактов Андрій Вікторович, Корінь Андрій Олександрович, Юнаков Олександр Михайлович, Прядко Любов Давидівна
МПК: B21B 1/02
Мітки: заготовочних, спосіб, станах, заготовок, прокатування, обтискних
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Пристрій для контролю співвісності фланця й труби та перпендикулярності ущільнювальної поверхні фланця повздовжній осі труби
Номер патенту: 34222
Опубліковано: 15.02.2001
Автор: Мікульонок Ігор Олегович
МПК: B25B 27/14, F16L 23/00
Мітки: поверхні, повздовжній, трубі, контролю, співвісності, осі, перпендикулярності, фланця, ущільнювальної, пристрій
Текст:
...1, закріплений на ньому стержень 2 з повзуном 3, який може пересуватися вздовж стержня 2 і фіксуватися на ньому в необхідному положенні за допомогою гвинта 4. До повзуна 3 жорстко закріплено тримач 5, на другому кінці якого змонтовано контрольну хрестовин у 6 (фіг. 1, 2). На обох планках контрольної хрестовини 6 рівномірно від її центра нанесені, наприклад, міліметрові поділки (тобто контрольна хрестовина являє собою сукупність чотирьох...
Пристрій для кантування виливниць при ремонті
Номер патенту: 46754
Опубліковано: 17.06.2002
Автори: Тімощук Олександр Аркадійович, Молчанов Володимир Васильович, Шаблій Михайло Федорович
МПК: B22D 33/00
Мітки: виливниць, пристрій, ремонті, кантування
Формула / Реферат:
1.Пристрій для кантування виливниць при ремонті, що має основу, привід і стійки з обертовими блоками, який відрізняється тим, що кожна пара стійок обладнана, як мінімум, одним ведучим і трьома відхиляючими блоками, які обгинаються у вертикальній площині замкнутим нескінченним вантажонесучим ланцюгом.2.Пристрій по п. 1, який відрізняється тим, що стійки з блоками рознесені на відстань, яка забезпечує провисання ланцюгів, що...
Спосіб виготовлення складової труби для транспортування текучого середовища
Номер патенту: 38646
Опубліковано: 15.05.2001
Автори: Загреба Сергій Григорович, Король Юрій Борісович
МПК: F16L 9/00, F16L 58/02
Мітки: текучого, транспортування, спосіб, складової, середовища, трубі, виготовлення
Текст:
...експлуатаційних властивостей і довговічності даної складової труби. Суть винаходу пояснюється кресленням, де на: фіг. 1 - складова труба для транспортування текучого середовища; фіг. 2 - складова труба в опалубці; фіг. 3 - складова труба в перетині за А-А. Приклад виконання способу. Попередньо навколо внутрішньої неметалевої труби 1 споруджують опалубку 2. Потім між опалубкою 2 і неметалевою трубою 1 виконують подовжню 3 і кільцеподібну...
Попередній патент: Трубоволочильний стан
Наступний патент: Шестеренна гідромашина
Випадковий патент: Полегшений тампонажний матеріал