Спосіб обробки розплаву металу або сплаву
Номер патенту: 57077
Опубліковано: 10.02.2011
Автори: Мельник Олександр Вікторович, Грабовий Валерій Михайлович, Іванов Артем Володимирович, Цуркін Володимир Миколайович

Формула / Реферат
Спосіб обробки розплаву металу або сплаву, що здійснюють шляхом пропускання через розплав металу або сплаву імпульсів струму та електрогідроімпульсної дії на розплав від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що спочатку здійснюють електрогідроімпульсну дію на розплав, а потім через розплав, який кристалізується, пропускають імпульси струму при власній частоті розрядного струму від 100 до 120 кГц та питомій енергії в імпульсі від 1,5 до 3,5 кДж/т.
Текст
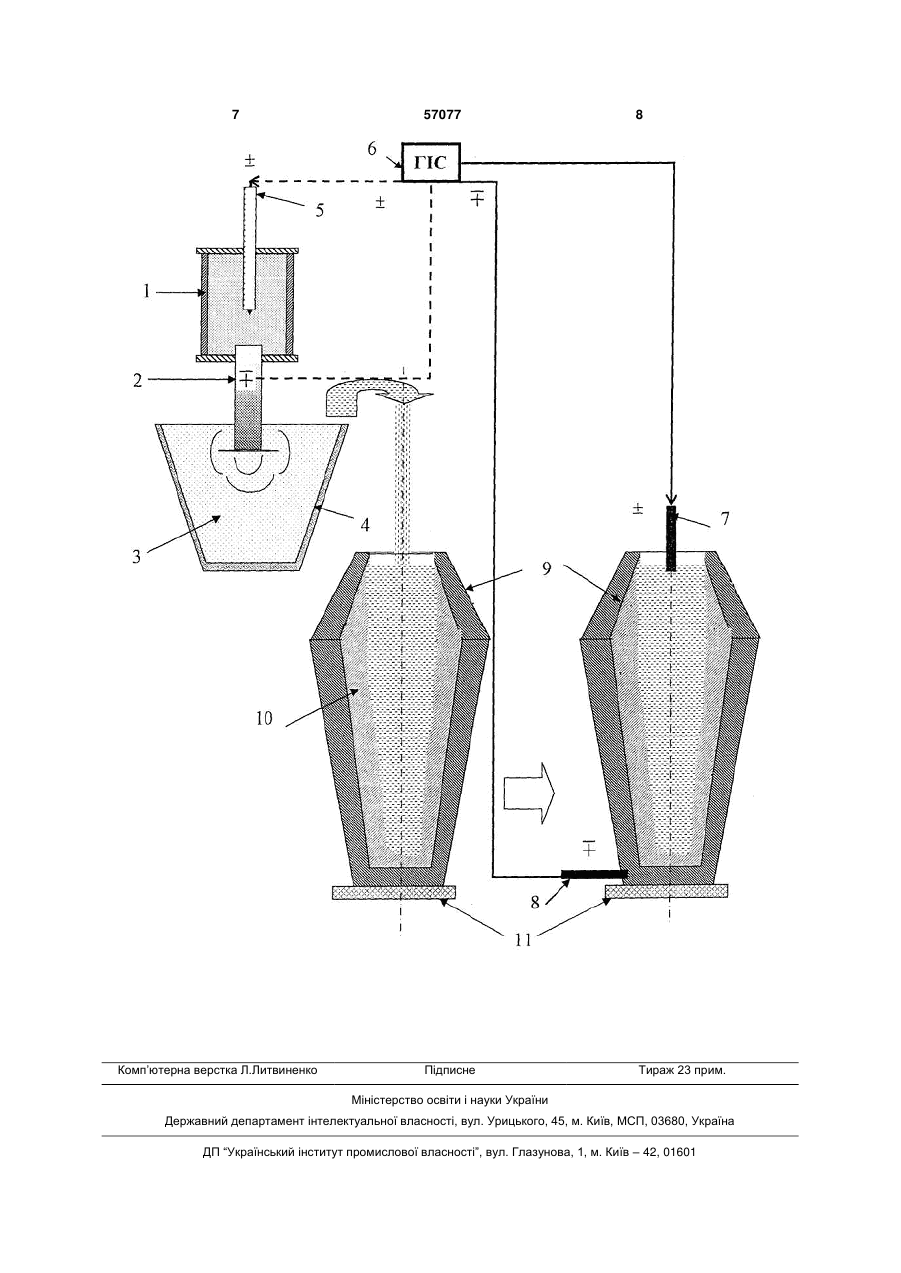
Спосіб обробки розплаву металу або сплаву, що здійснюють шляхом пропускання через розп 3 рою ванну рідкого металу. Спосіб виконується за умови подачі імпульсів струму високої напруги від генератора (зазвичай генератора імпульсів струму) до позитивного та негативного (хвилевід) електродів. Ознаки, які збігаються з суттєвими ознаками корисної моделі, що заявляється: обробка розплаву шляхом пропускання через розплав металу або сплаву імпульсів струму та електрогідроімпульсної дії на розплав від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем. Причини, які перешкоджають одержанню очікуваного технічного результату: обмежено можливості ефективної дії на розплав металу або сплаву, тому що послідовність дії на розплав визначено як одночасну -електрогідроімпульсну та струмову дію. Як показали експериментальні дослідження, встановлені після електрогідроімпульсної обробки розплаву, конкретні показники якості литого металу суттєво збільшуються. Усунення зональної хімічної неоднорідності /ліквації/ при пропусканні через метал потужних імпульсів електричного струму відбувається в результаті дії на фронті кристалізації термоелектричного ефекту Пельт'є. Це створює глибоке переохолодження на міжфазній границі і відповідно збільшує швидкість кристалізації. При цьому виникає періодичний захват твердою фазою домішок, що скупчуються в процесі вибіркової кристалізації в рідкій фазі перед границею розділу. В результаті цього домішки рівномірно розподіляються по перетину зливка, виливка і локально не скупчуються в будь якій структурній зоні. Проте електрогідроімпульсна дія, яка відбувається у той же час, перешкоджає існуванню такого механізму дії імпульсів струму. Це пов'язано із руйнуванням фронту кристалізації за рахунок акустичних ударних імпульсів і формуванням псевдорідкої суміші - уламки дендритів та домішки. Неврахування взаємодії цих елементів способу за прототипом не дозволяє отримати сумарний понадефект дії, а у кінцевому результаті - підвищити якість зливків чи виливків. В основу корисної моделі поставлено задачу: удосконалити спосіб обробки металу або сплаву шляхом введення нової послідовності електрогідроімпульсної дії та пропускання через розплав, який кристалізується, імпульсів електричного струму, що дозволить одержати максимальну кількість затравок зародків кристалізації у розплаві та рівномірний розподіл домішок по перетину зливка, виливка і за рахунок цього у розплавах різного складу підсилити процес насичення металу зародками кристалізації при формоутворенні, одержати понайдрібніші зерна структури у виливку, усунути зональну хімічну неоднорідність /ліквацію/, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Суть корисної моделі полягає в тому, що у відомому способі обробки розплаву металу або сплаву шляхом пропускання через розплав металу або сплаву імпульсів струму та електрогідроімпульсної дії на розплав від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, згідно з корисною моделлю, споча 57077 4 тку здійснюють електрогідроімпульсну дію на розплав, а потім через розплав, який кристалізується, пропускають імпульси струму при власній частоті розрядного струму від 100 до 120 кГц та питомій енергії в імпульсі від 1,5 до 3,5 кДж/т. Розкриваючи причино-наслідковий зв'язок між ознаками способу, що заявляється, і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "...спочатку здійснюють електрогідроімпульсну дію на розплав...", сприяє гомогенізації розплаву та попередньому видаленню газу та неметалевих включень. Ознака "...потім через розплав, який кристалізується, пропускають імпульси струму при власній частоті розрядного струму від 100 до 120 кГц та питомій енергії в імпульсі від 1,5 до 3,5 кДж/т..." створює глибоке переохолодження на міжфазній границі і відповідно збільшує швидкість кристалізації. При цьому виникає періодичний захват твердою фазою домішок, що скупчуються в процесі вибіркової кристалізації в рідкій фазі перед границею розділу. В результаті цього домішка рівномірно розподіляється по перетину зливка (виливка) і локально не скупчується в будь-якій структурній зоні. Власна частота розрядного струму від 100 до 120 кГц забезпечує короткочасний період дії одиничного імпульсу струму у діапазоні 7-11 мкс, що сприяє підвищенню ефекту дії. Питома енергія в імпульсі від 1,5 до 3,5 кДж/т забезпечує оптимальний режим обробки. Таким чином, сукупність відмінних ознак способу, що заявляється, з відомими істотними ознаками дозволить розширити можливості способу та одержати максимальну кількість затравок зародків кристалізації у розплаві та рівномірний розподіл домішок по перетину зливка (виливка) і за рахунок цього у розплавах різного складу підсилити процес насичення металу зародками кристалізації при формоутворенні, одержати найдрібніші зерна структури у виливку, усунути зональну хімічну неоднорідність /ліквацію/, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Спосіб, що заявляється, пояснюється кресленням, де зображена схема обладнання для реалізації способу. Обладнання для реалізації способу технологічної дії на розплав містить електророзрядну камеру 1 з хвилеводом 2, зануреним у розплав 3 у ковші 4, позитивним 5 та негативним, яким є хвилевід 2, електродами, які з'єднано з генератором імпульсів струму (ГІС) 6, що утворює перше електричне коло (пунктирні лінії на кресленні). Друге електричне коло (суцільні лінії на кресленні) утворюється при замиканні стрижнів струмоводів 7 та 8 на виливницю 9 з розплавом та твердою кірочкою 10 у виливниці 9, яку встановлено на струмоізолюючій прокладці 11. Причому (як показано на кресленні) знаки полярності для всіх випадків можуть попарно змінюватися. Спосіб здійснюють таким чином. Після отримання розплаву 3 (наприклад розплаву чистого алюмінію) його виливають (при температурі 740 °С) у ківш 4 та починають (при температурі 720 °С) електрогідроімпульсну обробку зануреним у розплав 3 хвилеводом 2. Слід відзна 5 чити що електрогідроімпульсна обробка може виконуватись у плавильній печі, чи при переливі із печі у ківш 4 до температури не нижче ніж 1,10 від температури ліквідус. При подачі високої напруги від ГІС 6 між електродами 2 та 5 у заповненій водою електророзрядній камері 1 виникає пробій, який формує акустичний та гідравлічний удари, що за рахунок хвилеводу 2, передаються у розплав і сприяють його гомогенізації та попередньому видаленню газу і неметалевих включень. Така дія повторюється із заданою частотою (3 Гц у конкретному прикладі, при напрузі 50 ±5 кВ) до закінчення часу обробки (до температури розплаву 690 °С). Після цього високу напругу виключають, хвилевід виймають із розплаву, який переливають у виливницю 9, що розміщено на струмоізолюючій прокладці 11. До корпусу виливниці 9 із розплавом під'єднують струмовід 8, у розплав вводять струмовід 7 та починають струмову обробку шляхом замикання другого електричного кола (див. креслення). Пропускання через розплав, який кристалізується, потужних імпульсів електричного струму при власній частоті розрядного струму 110±10 кГц (у прикладі: частота посилки імпульсів 2 Гц, період 9 мкс) та питомій енергії у імпульсі 2,5± 1 кДж/т, створює глибоке переохолодження на міжфазній границі і відповідно збільшує швидкість кристалізації. При цьому виникає періодичний захват твердою фазою домішок, що скупчуються в процесі вибіркової кристалізації в рідкій фазі перед границею розділу. В результаті цього домішка рівномірно розподіляється по перетину зливка (виливка) і локально не скупчується в будь-якій структурній зоні. Власна частота розрядного струму 110±10 кГц забезпечує короткочасний період дії одиничного імпульсу струму у діапазоні від 7 до 11 мкс, що сприяє підвищенню ефекту дії. Питома енергія у імпульсі 2,5±1 кДж/т забезпечує оптимальний режим обробки. Після закінчення електрострумової обробки, наприклад за умови досягнення температури солідус (640 °С), високу напругу вимикають, струмоводи від'єднують та виливницю із високоякісним зливком передають у наступний переділ. Результати випробувань показали, що за винахо 57077 6 дом, корисною моделлю ширина стовбчастої зони скорочується на 80 % (за прототипом тільки на 70, за аналогом - на 66 %). Середній розмір дендритів зменшується на 85 % (за прототипом тільки на 75, за аналогом - на 7 %). Ступінь осьової ліквації зменшується на 100 % (за прототипом у середньому на 98 %, за аналогом тільки - на 6 %). Це доводить зниження структурної та хімічної неоднорідності при обробці за способом, який заявляється. Дослідження довели, що введення потужних імпульсів електричного струму при власній частоті розрядного струму 110±10 кГц забезпечує максимальну амплітуду струму 5 кА при періоді 9 мкс, а така дія, при питомій енергії у імпульсі 2,5± 1 кДж/т, дозволяє досягти необхідного переохолодження на фронті кристалізації за рахунок термоелектричного ефекту Пельт'є. Це створює глибоке переохолодження на міжфазній границі і відповідно збільшує швидкість кристалізації. При цьому виникає періодичний захват твердою фазою домішок, що скупчуються в процесі вибіркової кристалізації в рідкій фазі перед границею розділу. В результаті цього домішки рівномірно розподіляються по перетину зливка (виливка) і локально не скупчуються в будь-якій структурній зоні, що підтверджується 100 % зниженням ступеня осьової ліквації, на фоні суттєвого збільшення показників якості структури у зливку. Таким чином розподіл у часі електрогідроімпульсної дії та дії при пропусканні через розплав, який кристалізується, потужних імпульсів електричного струму дозволяє одержати максимальну кількість затравок зародків кристалізації у розплаві та рівномірний розподіл домішок по перетину зливка (виливка) і за рахунок цього у розплавах різного складу підсилити процес насичення металу зародками кристалізації при формоутворенні, одержати понайдрібніші зерна структури у зливку чи виливку, усунути зональну хімічну неоднорідність /ліквацію/, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість зливка чи виливка. 7 Комп’ютерна верстка Л.Литвиненко 57077 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing molten metal or alloy
Автори англійськоюHrabovyi Valerii Mykhailovych, Ivanov Artem Volodymyrovych, Tsurkin Volodymyr Mykolaiovych, Mel'nyk Oleksandr Viktorovych
Назва патенту російськоюСпособ обработки расплава металла или сплава
Автори російськоюГрабовой Валерий Михайлович, Иванов Артем Владимирович, Цуркин Владимир Николаевич, Мельник Александр Викторович
МПК / Мітки
МПК: B22D 27/08
Мітки: спосіб, обробки, сплаву, розплаву, металу
Код посилання
<a href="https://ua.patents.su/4-57077-sposib-obrobki-rozplavu-metalu-abo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу або сплаву</a>
Спосіб обробки розплаву свинцевого сплаву
Номер патенту: 48493
Опубліковано: 15.08.2002
Автори: Волков Геннадій Васильович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: розплаву, спосіб, сплаву, свинцевого, обробки
Формула / Реферат:
Спосіб обробки розплаву свинцевого сплаву, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при заданому числі імпульсів, який відрізняється тим, що до початку електрогідроімпульсної дії розплав свинцевого сплаву перегрівають до температури 800-1200 °С та вводять у нього кальциновану соду у кількості 2,5-3 % від...
Спосіб обробки розплаву металу
Номер патенту: 84662
Опубліковано: 10.11.2008
Автори: Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович, Гумененко Микола Климович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08, B22D 27/02
Мітки: спосіб, розплаву, обробки, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає послідовну обробку порцій розплаву металу за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та хвилевідним стрижнем, який відрізняється тим, що попередньо на поверхні хвилевідного стрижня закріплюють кокіль з отвором у верхній частині, в кокіль заливають порцію металу та виконують електрогідроімпульсну дію до повної кристалізації металу в кокілі.
Спосіб обробки розплаву металу
Номер патенту: 29454
Опубліковано: 10.01.2008
Автори: Фікссен Владислав Миколайович, Середенко Володимир Олексійович, Цуркін Володимир Миколайович, Слажнєв Микола Андрійович, Дубодєлов Віктор Іванович, Крептюк Ярослав Вікторович, Грабовий Валерій Михайлович, Гумененко Микола Климович
МПК: B22D 27/02
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який полягає в тому, що дією електромагнітних сил створюють у локальній зоні потік розплаву, який оброблюють імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у потік розплаву хвилевідним стрижнем та забезпечують циркуляцію розплаву таким чином, щоб як мінімум одноразово увесь об’єм розплаву зазнав електрогідроімпульсної дії, який відрізняється тим,...
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Гумененко Миколай Климович, Волков Геннадій Васильович
МПК: B22D 27/08
Мітки: розплаву, металу, спосіб, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Тимошенко Георгій Павлович, Арнаутов Олександр Савельович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Риндін Микола Георгіевич, Боева Антоніна Анатольівна
МПК: B22D 27/08
Мітки: розплаву, спосіб, обробки, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Наступний патент: Магнітно-напівпровідниковий генератор перезарядних однополярних імпульсів
Випадковий патент: Спосіб отримання майонезу