Спосіб обробки немагнітних аустенітних сталей для виготовлення бандажних кілець роторів турбогенераторів з водневим охолодженням
Номер патенту: 58195
Опубліковано: 11.04.2011
Автори: Костюк Ігор Федорович, Коваленко Віктор Іванович, Балицький Олександр Іванович, Венгловський Леонід Йосипович
Формула / Реферат
Спосіб обробки немагнітних аустенітних сталей для виготовлення бандажних кілець роторів турбогенераторів з водневим охолодженням, що включає відпал та холодну деформацію, який відрізняється тим, що деформацію сталі проводять при кімнатній температурі та обмежують її граничний ступінь величиною, яка забезпечує необхідний згідно з вимогами технічних умов рівень пластичності матеріалу в середовищі газоподібного водню тиском, що дорівнює тиску технологічного водневого охолоджуючого середовища.
Текст
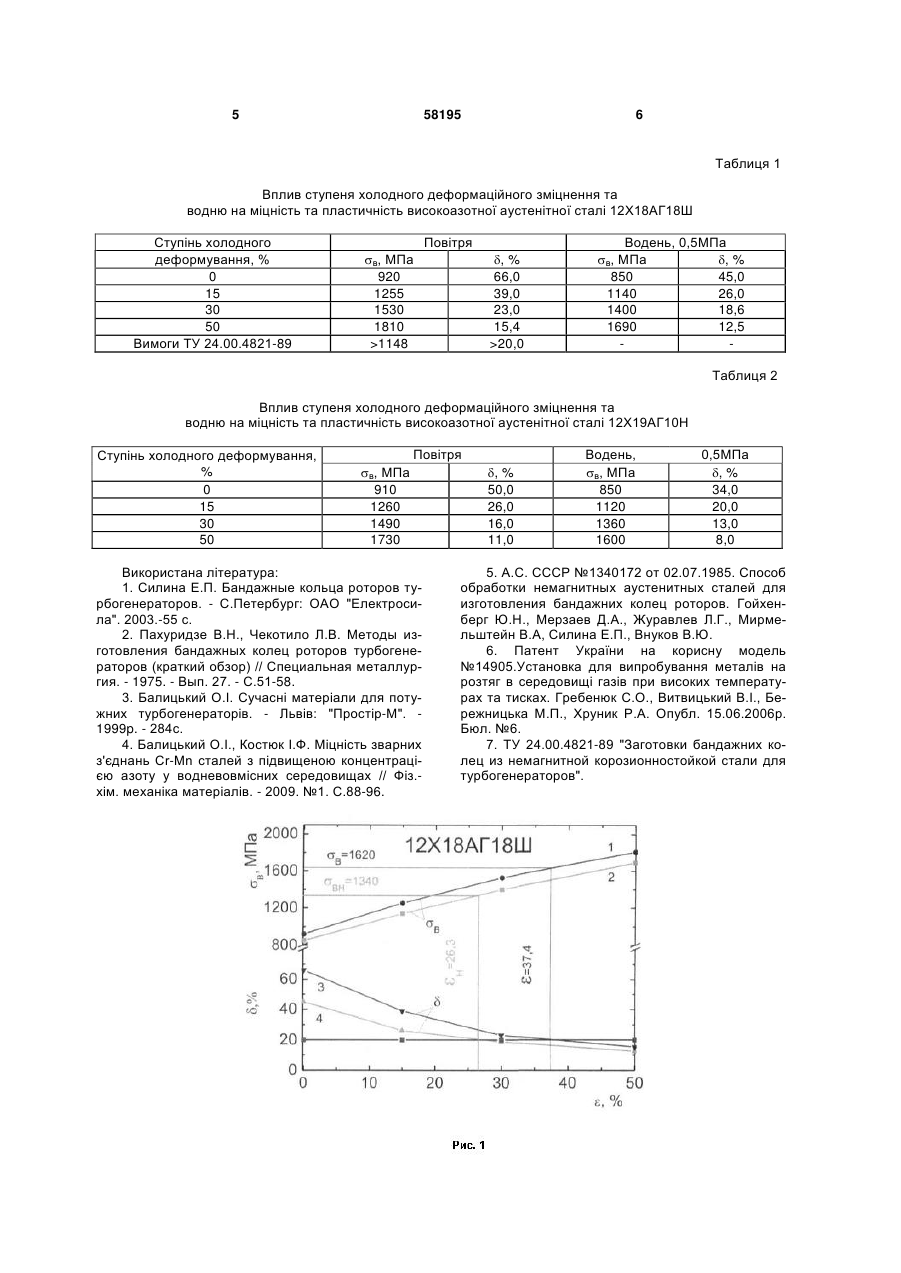
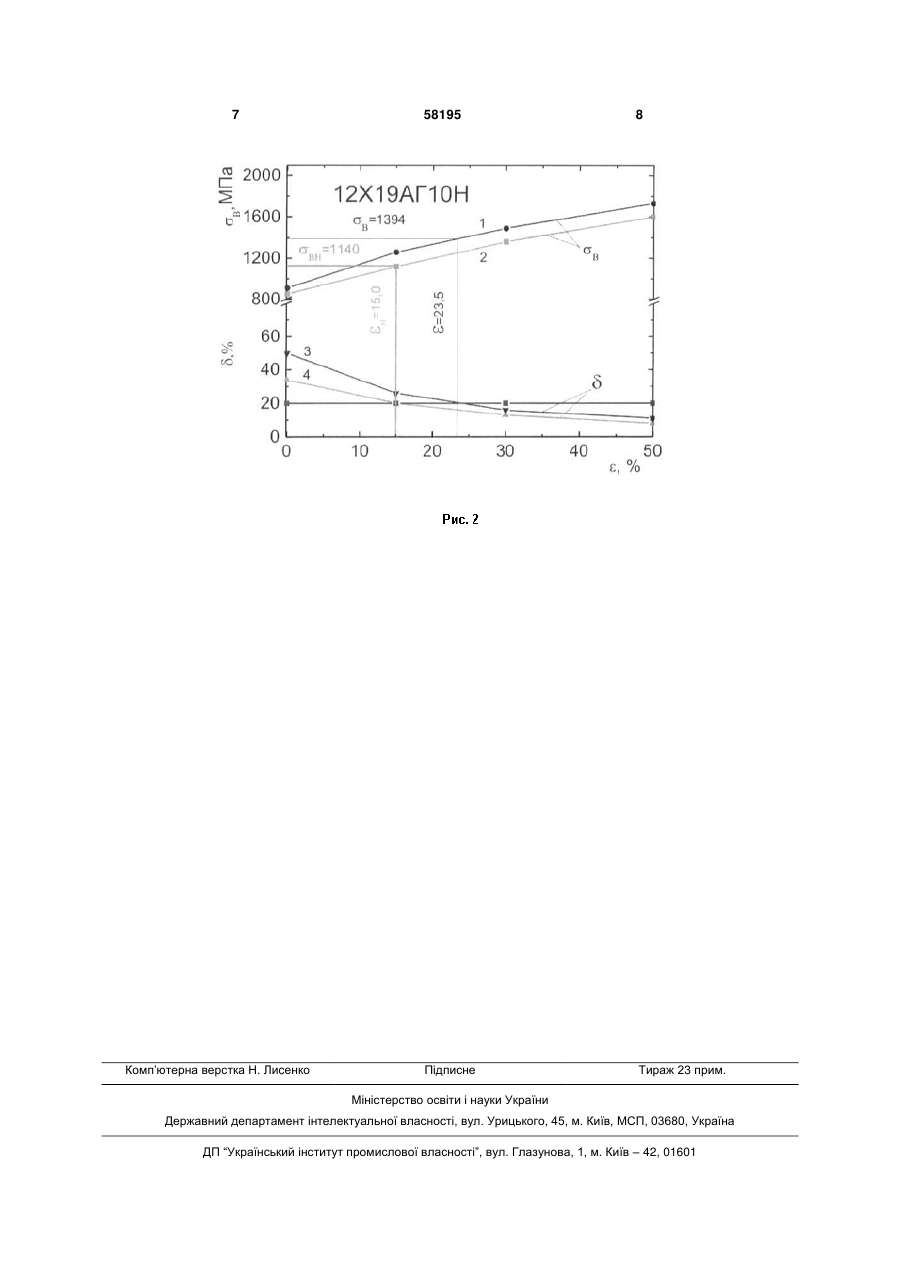
Спосіб обробки немагнітних аустенітних сталей для виготовлення бандажних кілець роторів 3 здатність до зміцнення при пластичній деформації. І вітчизняні і зарубіжні бандажні сталі відрізняються високим вмістом марганцю, який не тільки стабілізує немагнітну фазу, але також і підвищує її схильність до наклепу. Таким чином, найскладнішою у виробництві заготовок бандажних кілець є операція пластичної деформації (наклепу), яка визначає унікальність даного виробництва як за матеріалами, так і за обладнанням та технологією. Відомий спосіб обробки аустенітних немагнітних сталей для виготовлення бандажних кілець роторів, який включає аустенізацію (гартування або відпал) та холодну деформацію [1]. Пластична деформація проводиться при кімнатній або підвищеній до 200-500°С температурі, а ступінь деформації визначається за зміною товщини кільця. Але цей спосіб є загальним і не містить конкретних обмежень величини пластичної деформації, що залежить від вимог технічних умов по механічних властивостях, які матеріал кільця повинен мати після закінчення операції. Необхідний рівень зміцнення аустенітних бандажних сталей досягається вже при ступенях обтиснення 15...30% [2]. В цьому діапазоні спостерігається майже лінійна залежність величини границі текучості від ступеня обтиснення. При ступенях обтиснення 50% і більше можна досягнути рекордних значень границі текучості, але при цьому паралельно спостерігається значне зниження пластичності (рівень падіння пластичності з ростом ступеня обтиснення набагато вищий, ніж підвищення міцнісних характеристик). Практично, ступень обтиснення при деформаційному зміцненні аустенітних бандажних сталей обмежується мінімально допустимою згідно з вимогами ТУ величиною відносного видовження сталі. В сучасних турбогенераторах застосовується водневе та воднево-водяне охолодження. Водень циркулює в генераторі під дією вентиляторів, встановлених на валу ротора, та охолоджується газоохолоджувачами, вмонтованими в корпус генератора. Тиск водню в системі охолодження турбогенератора становить близько 0,5МПа [3]. На сьогоднішній день встановлено, що під дією газоподібного водню відбувається значне падіння стандартних механічних характеристик аустенітних бандажних сталей. При цьому вплив водню на високоазотні аустенітні Сr-Мn сталі має свої особливості. Вони полягають у тому, що міцнісні характеристики (в та 0,2) знижуються на 1020%, а максимально подають характеристики пластичності, особливо відносне видовження 5, яке характеризує здатність матеріалу до рівномірної деформації [4]. Випробування металу реальних бандажних кілець роторів турбогенераторів після довготривалої (68 тис. годин) експлуатації в технологічному водневому охолоджуючому середовищі тиском 0,5МПа також показали падіння характеристик за рахунок водневої деградації на 15-20% [4]. Таким 58195 4 чином, при визначенні оптимального рівня деформаційного зміцнення аустенітних сталей для виготовлення бандажних кілець роторів турбогенераторів необхідно враховувати негативний вплив технологічного водневого охолоджуючого середовища. Найбільш близьким за технічною суттю до пропонованого є спосіб обробки немагнітних аустенітних сталей для виготовлення бандажних кілець роторів [5], який включає гартування та холодну деформацію, що відрізняється тим, що з метою покращення якості сталі шляхом підвищення опору корозійному розтріскуванню під напругою, деформацію проводять в інтервалі інтенсивного мікродвійникування при температурах, що перевищують на 20-60°С температуру початку утворення мартенситу деформації з ступенем обтиснення 20-30%. Але цей спосіб не дозволяє врахувати зниження механічних властивостей зміцненого металу бандажного кільця під впливом технологічного водневого охолоджуючого середовища. Приклад. Проводили холодне деформаційне зміцнення двох високоазотних немагнітних аустенітних сталей 12Х18АГ18Ш та 12Х19АГ10Н. Поступовій деформації піддавали прутки початковим діаметром 50мм. Перед деформаційним зміцненням прутки відпалювали при температурі 1100°С. Із прутків вирізали заготовки та виготовляли стандартні п'ятикратні зразки діаметром 5,0мм для випробувань на статичний розтяг. Випробування проводили на повітрі та в середовищі газоподібного водню під тиском 0,5МПа, що дорівнює тиску технологічного водневого охолоджуючого середовища бандажнороторного вузла турбогенератора. Для випробувань в газоподібному водні використовували спеціальну установку [6]. Згідно з вимогами ТУ [7] для сталі 12Х18АГ18Ш після максимального деформаційного зміцнення в>1148МПа, >20%. Результати випробувань наведені в табл. 1, 2 та на рис. 1, 2. Видно, що з врахуванням впливу водню для сталі 12Х19АГ10Н можливе деформаційне зміцнення з максимальним ступенем деформування 15%, тоді як без врахування впливу водню - 23,5%. Для сталі 12Х18АГ18Ш ці цифри складають відповідно 26,3 та 37,4%. Таким чином, максимально допустимий ступінь холодного деформаційного зміцнення з врахуванням впливу водню зменшується для сталі 12Х18АГ18Ш на 42%, а для сталі 12Х19АГ10Н на 56%. Застосування запропонованого способу деформаційного зміцнення немагнітних аустенітних сталей при виготовленні бандажних кілець роторів турбогенераторів з водневим охолодженням підвищить їх надійність та довговічність, дозволить знизити ризик виникнення аварійних ситуацій і збільшити терміни між періодичними профілактичними оглядами. 5 58195 6 Таблиця 1 Вплив ступеня холодного деформаційного зміцнення та водню на міцність та пластичність високоазотної аустенітної сталі 12X18АГ18Ш Ступінь холодного деформування, % 0 15 30 50 Вимоги ТУ 24.00.4821-89 Повітря в, МПа 920 1255 1530 1810 >1148 , % 66,0 39,0 23,0 15,4 >20,0 Водень, 0,5МПа в, МПа , % 850 45,0 1140 26,0 1400 18,6 1690 12,5 Таблиця 2 Вплив ступеня холодного деформаційного зміцнення та водню на міцність та пластичність високоазотної аустенітної сталі 12Х19АГ10Н Ступінь холодного деформування, % 0 15 30 50 Повітря в, МПа 910 1260 1490 1730 Використана література: 1. Силина Е.П. Бандажные кольца роторов турбогенераторов. - С.Петербург: ОАО "Електросила". 2003.-55 с. 2. Пахуридзе В.Н., Чекотило Л.В. Методы изготовления бандажных колец роторов турбогенераторов (краткий обзор) // Специальная металлургия. - 1975. - Вып. 27. - С.51-58. 3. Балицький О.І. Сучасні матеріали для потужних турбогенераторів. - Львів: "Простір-М". 1999p. - 284с. 4. Балицький О.І., Костюк І.Ф. Міцність зварних з'єднань Cr-Мn сталей з підвищеною концентрацією азоту у водневовмісних середовищах // Фіз.хім. механіка матеріалів. - 2009. №1. С.88-96. , % 50,0 26,0 16,0 11,0 Водень, в, МПа 850 1120 1360 1600 0,5МПа , % 34,0 20,0 13,0 8,0 5. А.С. СССР №1340172 от 02.07.1985. Способ обработки немагнитных аустенитных сталей для изготовления бандажних колец роторов. Гойхенберг Ю.Н., Мерзаев Д.А., Журавлев Л.Г., Мирмельштейн В.А, Силина Е.П., Внуков В.Ю. 6. Патент України на корисну модель №14905.Установка для випробування металів на розтяг в середовищі газів при високих температурах та тисках. Гребенюк C.O., Витвицький В.І., Бережницька М.П., Хруник Р.А. Опубл. 15.06.2006р. Бюл. №6. 7. ТУ 24.00.4821-89 "Заготовки бандажних колец из немагнитной корозионностойкой стали для турбогенераторов". 7 Комп’ютерна верстка Н. Лиcенко 58195 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing of non-magnetic austenite steels for production of tread rings of rotors of turbogenerators with hydrogen cooling
Автори англійськоюBalytskyi Oleksandr Ivanovych, Venhlovskyi Leonid Yosypovych, Kovalenko Viktor Ivanovych, Kostiuk Ihor Fedorovych
Назва патенту російськоюСпособ обработки немагнитных аустенитных сталей для изготовления бандажных колец роторов турбогенераторов с водородным охлаждением
Автори російськоюБалицкий Александр Иванович, Венгловский Леонид Йосипович, Коваленко Виктор Иванович, Костюк Игорь Федорович
МПК / Мітки
Мітки: обробки, аустенітних, кілець, водневим, роторів, сталей, виготовлення, турбогенераторів, спосіб, охолодженням, бандажних, немагнітних
Код посилання
<a href="https://ua.patents.su/4-58195-sposib-obrobki-nemagnitnikh-austenitnikh-stalejj-dlya-vigotovlennya-bandazhnikh-kilec-rotoriv-turbogeneratoriv-z-vodnevim-okholodzhennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки немагнітних аустенітних сталей для виготовлення бандажних кілець роторів турбогенераторів з водневим охолодженням</a>
Спосіб покращання механічних властивостей аустенітних сталей у середовищі водню високого тиску
Номер патенту: 27690
Опубліковано: 12.11.2007
Автори: Ткачов Володимир Іванович, Витвицький Віктор Іванович, Гребенюк Станіслав Олексійович, Бережницька Марія Пилипівна
МПК: G01N 3/08
Мітки: механічних, покращання, властивостей, спосіб, водню, високого, аустенітних, сталей, середовищі, тиску
Формула / Реферат:
Спосіб покращання механічних властивостей аустенітних сталей у середовищі водню високого тиску, що включає пластичне деформування, який відрізняється тим, що пластичне деформування здійснюють прокатуванням за кріогенної температури 77 К до деформації 40 %.
Спосіб зміцнення метастабільних аустенітних сталей
Номер патенту: 61298
Опубліковано: 17.11.2003
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович
МПК: C21D 1/02
Мітки: зміцнення, спосіб, метастабільних, сталей, аустенітних
Формула / Реферат:
1. Спосіб зміцнення метастабільних аустенітних сталей, який включає холодну пластичну деформацію і відпуск, який відрізняється тим, що деформацію проводять в два етапи з проміжним і останнім відпусками.2. Спосіб по п.1, який відрізняється тим, що перший етап деформації проводять зі ступенями 20-50 %, а другий - 10-25 %.3. Спосіб по п.1, який відрізняється тим, що проміжний відпуск проводять при 650-750°С з витримуванням до 30...
Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів
Номер патенту: 36004
Опубліковано: 10.10.2008
Автори: Тенета Михайло Володимирович, Терещенко Андрій Анатолійович, Чекмарьов В'ячеслав Віталійович, Сєвєріна Любов Семенівна, Опришко Людмила Василівна, Сухомлин Георгій Дмитрович, Вахрушева Віра Сергіївна, Дергач Тетяна Олександрівна
МПК: C21D 9/08
Мітки: труб, спосіб, сталей, сплавів, аустенітних, виготовлення, корозійностійких
Формула / Реферат:
Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів, що включає багаторазову холодну або теплу прокатку з термічними обробками на проміжних і готовому розмірах і наступне виправлення, який відрізняється тим, що після виправлення труби готового розміру піддають додатковій термічній обробці при температурі t=850-1120 °С і витримці τ, що визначається з рівняння:τ=(1130-t) х К,де К=(1÷1,2) х...
Спосіб виготовлення труб з аустенітних корозійностійких сталей
Номер патенту: 35523
Опубліковано: 25.09.2008
Автори: Тенета Михайло Володимирович, Сєвєріна Любов Семенівна, Чекмарьов В'ячеслав Віталійович, Дергач Тетяна Олександрівна, Красюк Андрій Володимирович, Лютик Віталій Ярославович, Сухомлин Георгій Дмитрович, Вахрушева Віра Сергіївна, Терещенко Андрій Анатолійович, Шепель Григорій Григорович
МПК: C21D 9/08
Мітки: виготовлення, корозійностійких, спосіб, сталей, аустенітних, труб
Формула / Реферат:
Спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає багаторазову холодну прокатку з термічними обробками на проміжних і готових розмірах, який відрізняється тим, що термічну обробку на готовому розмірі здійснюють при температурі 1160-1230 °С і витримці, що забезпечує утворення мікроструктури з кількістю великокутових спеціальних низькоенергетичних границь зерен типу
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Альбеділ Манфред, Шустер Інго
МПК: B21B 1/46, C21D 8/02, B21B 1/26
Мітки: гарячекатаної, сталей, виготовлення, нержавіючих, стрічки, аустенітних, спосіб, установка
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Попередній патент: Спосіб лікування некротичного ентероколіту у немовлят
Наступний патент: Вибухобезпечний ящик для акумуляторної батареї
Випадковий патент: Закладний вузол залізобетонних елементів верхньої будови колії