Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів
Номер патенту: 36004
Опубліковано: 10.10.2008
Автори: Тенета Михайло Володимирович, Дергач Тетяна Олександрівна, Чекмарьов В'ячеслав Віталійович, Сєвєріна Любов Семенівна, Сухомлин Георгій Дмитрович, Опришко Людмила Василівна, Терещенко Андрій Анатолійович, Вахрушева Віра Сергіївна

Формула / Реферат
Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів, що включає багаторазову холодну або теплу прокатку з термічними обробками на проміжних і готовому розмірах і наступне виправлення, який відрізняється тим, що після виправлення труби готового розміру піддають додатковій термічній обробці при температурі t=850-1120 °С і витримці τ, що визначається з рівняння:
τ=(1130-t) х К,
де К=(1÷1,2) х 10-1, хв./ºС.
Текст
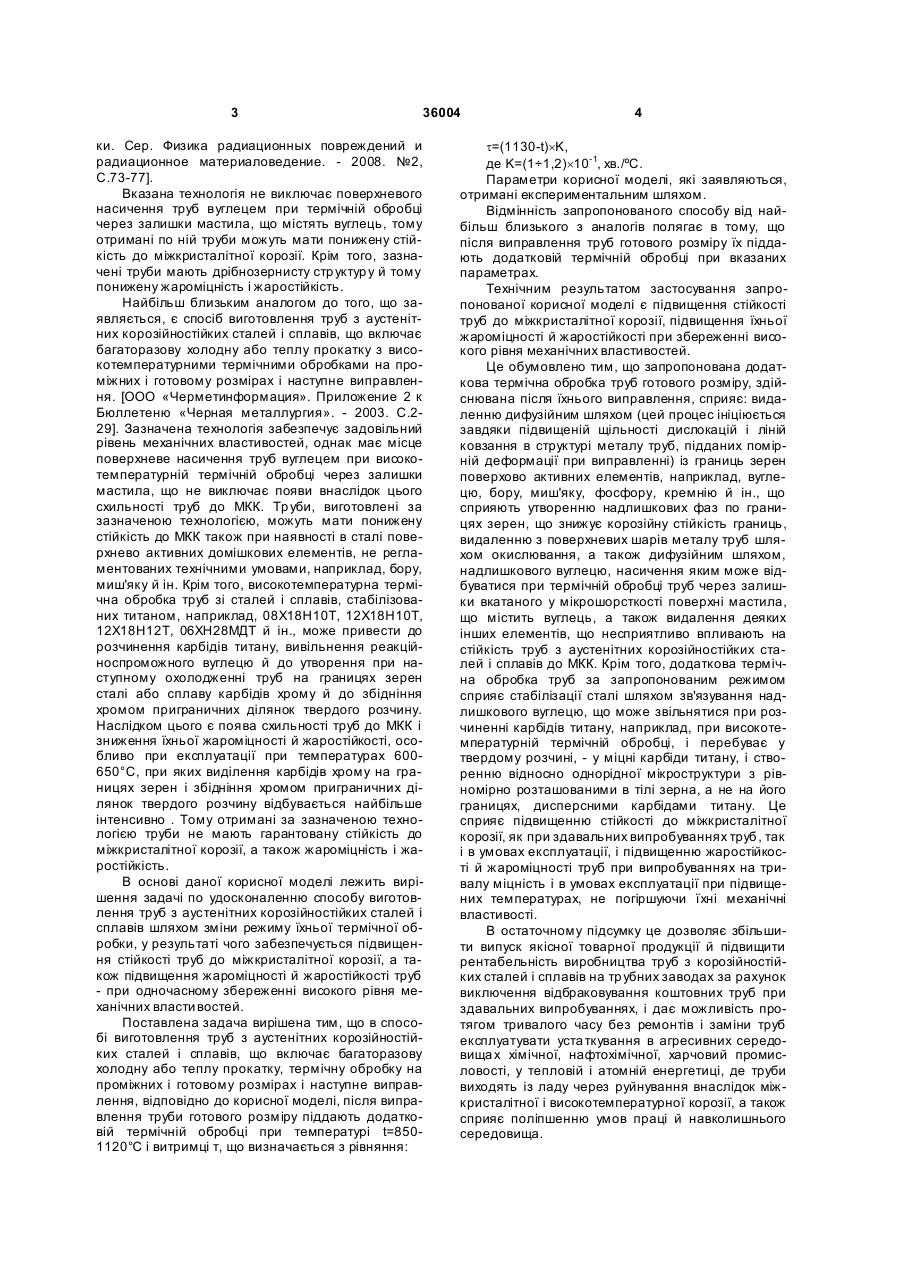
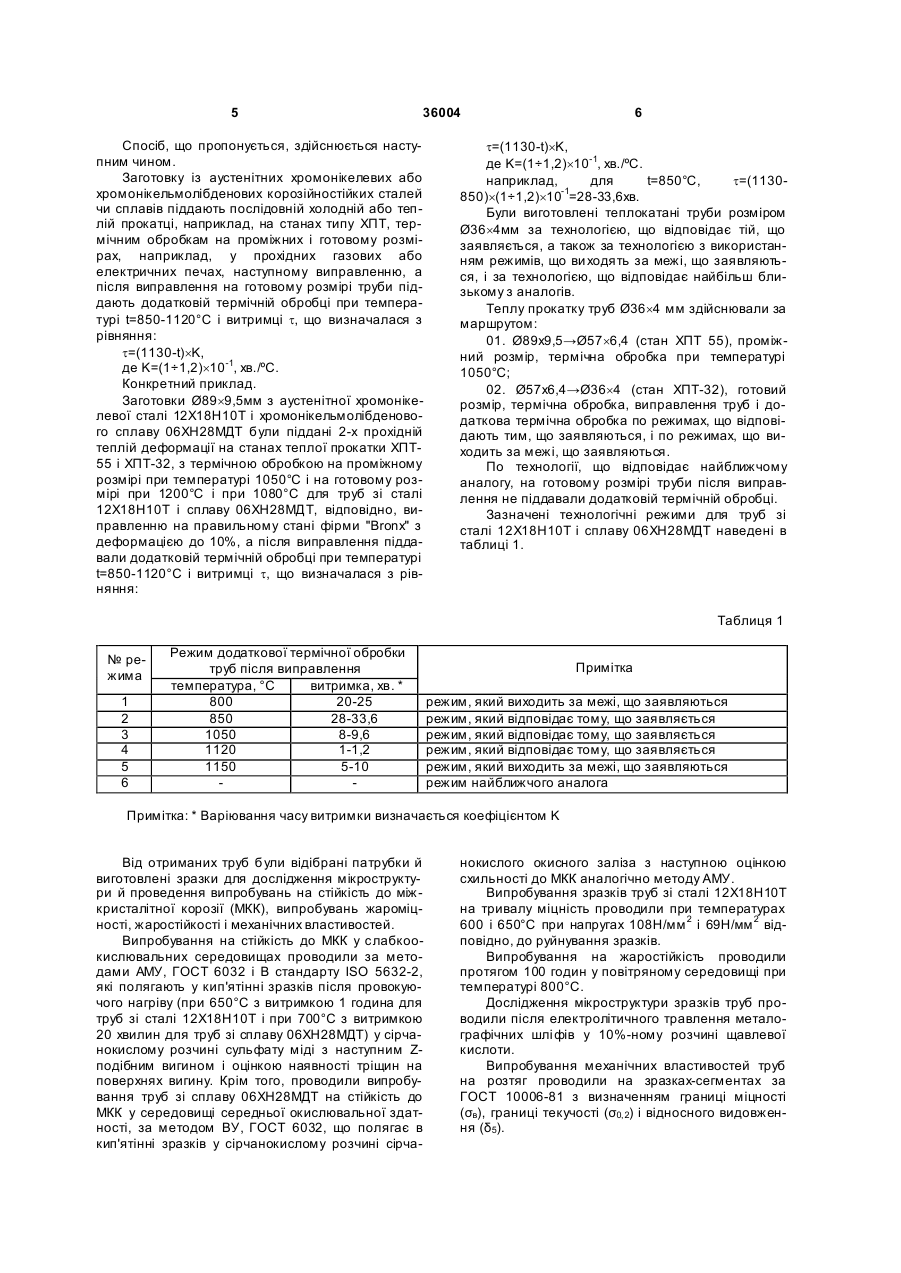
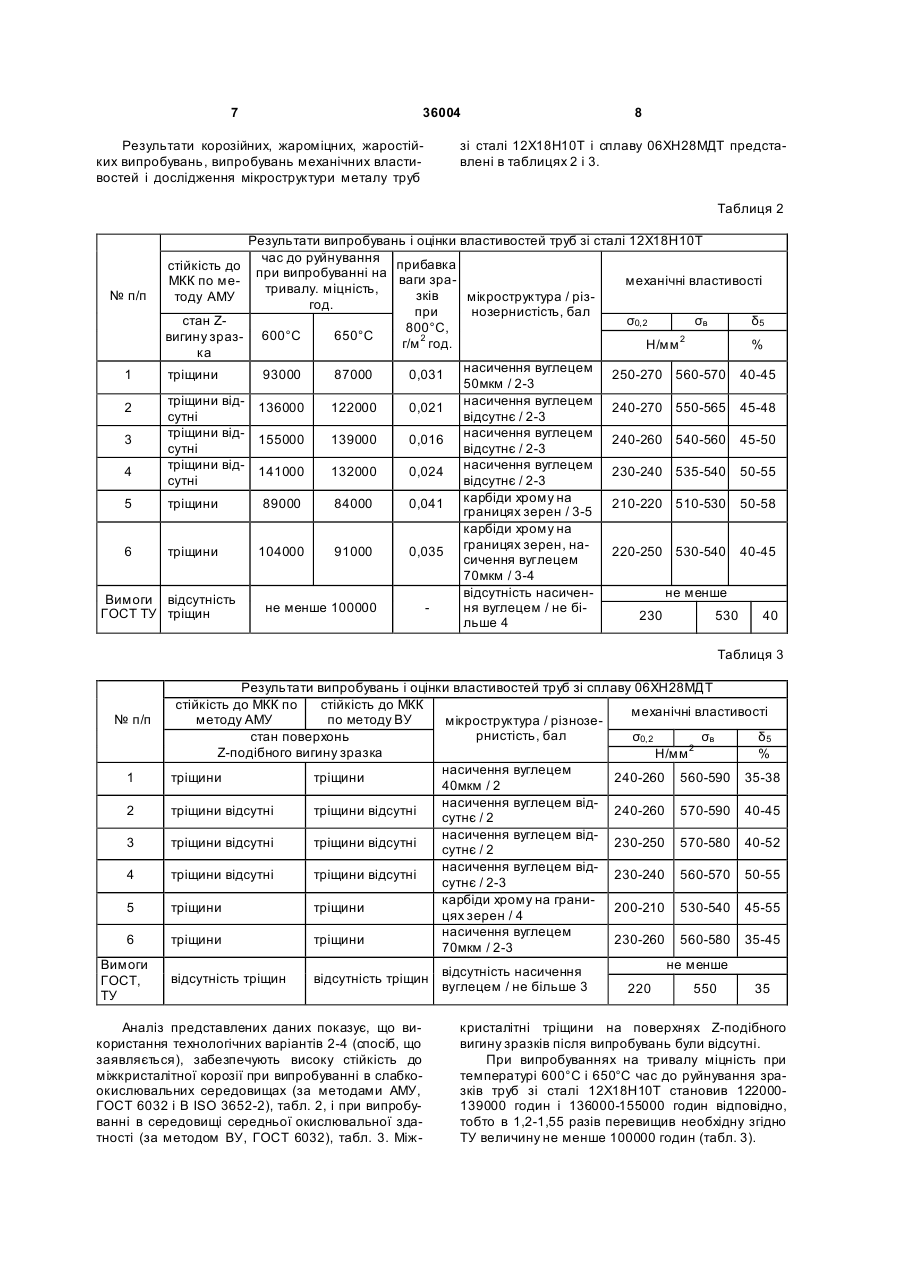
Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів, що включає багаторазову холодну або теплу прокатку з термічними обробками на проміжних і готовому розмірах і наступне виправлення, який відрізняється тим, що після виправлення труби готового розміру піддають додатковій термічній обробці при температурі t=850-1120°С і витримці τ, що визначається з рівняння: τ=(1130-t)´K де К=(1÷1,2)´10-1, хв./ºС. (19) (21) u200806110 (22) 12.05.2008 (24) 10.10.2008 (46) 10.10.2008, Бюл.№ 19, 2008 р. (72) ВАХРУШЕВА ВІРА СЕРГІЇВН А, U A, ДЕРГАЧ ТЕТЯНА ОЛЕКСАНДРІВН А, U A, СУ ХОМЛИН ГЕОРГІЙ ДМИТРОВИЧ, U A, ОПРИШКО ЛЮДМИЛА ВАСИЛІВНА, UA, СЄВЄРІНА ЛЮБОВ СЕМЕНІВНА, U A, ТЕРЕЩЕНКО АНДРІЙ АН АТОЛІЙОВИЧ, UA, ТЕНЕТА МИ ХАЙЛО ВОЛОДИМИРОВИЧ, U A, ЧЕКМАРЬОВ В'ЯЧЕСЛАВ ВІТАЛІЙОВИЧ, UA (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "Н АУКОВОДОСЛІДНИЙ ТА КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНИЙ ІНСТИТУТ ТРУБНОЇ ПРОМИСЛОВОСТІ ІМ. Я.Ю. ОС АДИ", UA, ЗАКРИТЕ АКЦІ 3 36004 ки. Сер. Физика радиационных повреждений и радиационное материаловедение. - 2008. №2, С.73-77]. Вказана технологія не виключає поверхневого насичення труб вуглецем при термічній обробці через залишки мастила, що містять вуглець, тому отримані по ній труби можуть мати понижену стійкість до міжкристалітної корозії. Крім того, зазначені труби мають дрібнозернисту стр уктур у й тому понижену жароміцність і жаростійкість. Найбільш близьким аналогом до того, що заявляється, є спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів, що включає багаторазову холодну або теплу прокатку з високотемпературними термічними обробками на проміжних і готовому розмірах і наступне виправлення. [OOO «Черметинформация». Приложение 2 к Бюллетеню «Черная металлургия». - 2003. С.229]. Зазначена технологія забезпечує задовільний рівень механічних властивостей, однак має місце поверхневе насичення труб вуглецем при високотемпературній термічній обробці через залишки мастила, що не виключає появи внаслідок цього схильності труб до МКК. Тр уби, виготовлені за зазначеною технологією, можуть мати понижену стійкість до МКК також при наявності в сталі поверхнево активних домішкових елементів, не регламентованих технічними умовами, наприклад, бору, миш'яку й ін. Крім того, високотемпературна термічна обробка труб зі сталей і сплавів, стабілізованих титаном, наприклад, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н12Т, 06ХН28МДТ й ін., може привести до розчинення карбідів титану, вивільнення реакційноспроможного вуглецю й до утворення при наступному охолодженні труб на границях зерен сталі або сплаву карбідів хрому й до збідніння хромом приграничних ділянок твердого розчину. Наслідком цього є поява схильності труб до МКК і зниження їхньої жароміцності й жаростійкості, особливо при експлуатації при температурах 600650°С, при яких виділення карбідів хрому на границях зерен і збідніння хромом приграничних ділянок твердого розчину відбувається найбільше інтенсивно . Тому отримані за зазначеною технологією труби не мають гарантовану стійкість до міжкристалітної корозії, а також жароміцність і жаростійкість. В основі даної корисної моделі лежить вирішення задачі по удосконаленню способу виготовлення труб з аустенітних корозійностійких сталей і сплавів шляхом зміни режиму їхньої термічної обробки, у результаті чого забезпечується підвищення стійкості труб до міжкристалітної корозії, а також підвищення жароміцності й жаростійкості труб - при одночасному збереженні високого рівня механічних власти востей. Поставлена задача вирішена тим, що в способі виготовлення труб з аустенітних корозійностійких сталей і сплавів, що включає багаторазову холодну або теплу прокатку, термічну обробку на проміжних і готовому розмірах і наступне виправлення, відповідно до корисної моделі, після виправлення труби готового розміру піддають додатковій термічній обробці при температурі t=8501120°С і витримці т, що визначається з рівняння: 4 t=(1130-t)´K, де K=(1÷1,2)´10-1, хв./ºС. Параметри корисної моделі, які заявляються, отримані експериментальним шляхом. Відмінність запропонованого способу від найбільш близького з аналогів полягає в тому, що після виправлення труб готового розміру їх піддають додатковій термічній обробці при вказаних параметрах. Технічним результатом застосування запропонованої корисної моделі є підвищення стійкості труб до міжкристалітної корозії, підвищення їхньої жароміцності й жаростійкості при збереженні високого рівня механічних властивостей. Це обумовлено тим, що запропонована додаткова термічна обробка труб готового розміру, здійснювана після їхнього виправлення, сприяє: видаленню дифузійним шляхом (цей процес ініціюється завдяки підвищеній щільності дислокацій і ліній ковзання в структурі металу труб, підданих помірній деформації при виправленні) із границь зерен поверхово активних елементів, наприклад, вуглецю, бору, миш'яку, фосфору, кремнію й ін., що сприяють утворенню надлишкових фаз по границях зерен, що знижує корозійну стійкість границь, видаленню з поверхневих шарів металу труб шляхом окислювання, а також дифузійним шляхом, надлишкового вуглецю, насичення яким може відбуватися при термічній обробці труб через залишки вкатаного у мікрошорсткості поверхні мастила, що містить вуглець, а також видалення деяких інших елементів, що несприятливо впливають на стійкість труб з аустенітних корозійностійких сталей і сплавів до МКК. Крім того, додаткова термічна обробка труб за запропонованим режимом сприяє стабілізації сталі шляхом зв'язування надлишкового вуглецю, що може звільнятися при розчиненні карбідів титану, наприклад, при високотемпературній термічній обробці, і перебуває у твердому розчині, - у міцні карбіди титану, і створенню відносно однорідної мікроструктури з рівномірно розташованими в тілі зерна, а не на його границях, дисперсними карбідами титану. Це сприяє підвищенню стійкості до міжкристалітної корозії, як при здавальних випробуваннях труб, так і в умовах експлуатації, і підвищенню жаростійкості й жароміцності труб при випробуваннях на тривалу міцність і в умовах експлуатації при підвищених температурах, не погіршуючи їхні механічні властивості. В остаточному підсумку це дозволяє збільшити випуск якісної товарної продукції й підвищити рентабельність виробництва труб з корозійностійких сталей і сплавів на тр убних заводах за рахунок виключення відбраковування коштовних труб при здавальних випробуваннях, і дає можливість протягом тривалого часу без ремонтів і заміни труб експлуатувати уста ткування в агресивних середовища х хімічної, нафтохімічної, харчовий промисловості, у тепловій і атомній енергетиці, де труби виходять із ладу через руйнування внаслідок міжкристалітної і високотемпературної корозії, а також сприяє поліпшенню умов праці й навколишнього середовища. 5 36004 Спосіб, що пропонується, здійснюється наступним чином. Заготовку із аустенітних хромонікелевих або хромонікельмолібденових корозійностійких сталей чи сплавів піддають послідовній холодній або теплій прокатці, наприклад, на станах типу ХПТ, термічним обробкам на проміжних і готовому розмірах, наприклад, у прохідних газових або електричних печах, наступному виправленню, а після виправлення на готовому розмірі труби піддають додатковій термічній обробці при температурі t=850-1120°С і витримці t, що визначалася з рівняння: t=(1130-t)´K, де K=(1÷1,2)´10-1, хв./ºС. Конкретний приклад. Заготовки Ø89´9,5мм з аустенітної хромонікелевої сталі 12Х18Н10Т і хромонікельмолібденового сплаву 06ХН28МДТ були піддані 2-х прохідній теплій деформації на станах теплої прокатки ХПТ55 і ХПТ-32, з термічною обробкою на проміжному розмірі при температурі 1050°С і на готовому розмірі при 1200°С і при 1080°С для труб зі сталі 12Х18Н10Т і сплаву 06ХН28МДТ, відповідно, виправленню на правильному стані фірми "Bronx" з деформацією до 10%, а після виправлення піддавали додатковій термічній обробці при температурі t=850-1120°С і витримці t, що визначалася з рівняння: 6 t=(1130-t)´K, де K=(1÷1,2)´10-1, хв./ºС. наприклад, для t=850°С, t=(1130850)´(1÷1,2)´10-1=28-33,6хв. Були виготовлені теплокатані труби розміром Ø36´4мм за технологією, що відповідає тій, що заявляється, а також за технологією з використанням режимів, що ви ходять за межі, що заявляються, і за технологією, що відповідає найбільш близькому з аналогів. Теплу прокатку труб Ø36´4 мм здійснювали за маршрутом: 01. Ø89х9,5→Ø57´6,4 (стан ХПТ 55), проміжний розмір, термічна обробка при температурі 1050°С; 02. Ø57х6,4→Ø36´4 (стан ХПТ-32), готовий розмір, термічна обробка, виправлення труб і додаткова термічна обробка по режимах, що відповідають тим, що заявляються, і по режимах, що виходить за межі, що заявляються. По технології, що відповідає найближчому аналогу, на готовому розмірі труби після виправлення не піддавали додатковій термічній обробці. Зазначені технологічні режими для труб зі сталі 12Х18Н10Т і сплаву 06ХН28МДТ наведені в таблиці 1. Таблиця 1 № режима 1 2 3 4 5 6 Режим додаткової термічної обробки труб після виправлення температура, °С витримка, хв. * 800 20-25 850 28-33,6 1050 8-9,6 1120 1-1,2 1150 5-10 Примітка режим, який виходить за межі, що заявляються режим, який відповідає тому, що заявляється режим, який відповідає тому, що заявляється режим, який відповідає тому, що заявляється режим, який виходить за межі, що заявляються режим найближчого аналога Примітка: * Варіювання часу витримки визначається коефіцієнтом K Від отриманих труб були відібрані патрубки й виготовлені зразки для дослідження мікроструктури й проведення випробувань на стійкість до міжкристалітної корозії (МКК), випробувань жароміцності, жаростійкості і механічних властивостей. Випробування на стійкість до МКК у слабкоокислювальних середовищах проводили за методами АМУ, ГОСТ 6032 і В стандарту ISO 5632-2, які полягають у кип'ятінні зразків після провокуючого нагріву (при 650°С з витримкою 1 година для труб зі сталі 12Х18Н10Т і при 700°С з витримкою 20 хвилин для труб зі сплаву 06ХН28МДТ) у сірчанокислому розчині сульфату міді з наступним Zподібним вигином і оцінкою наявності тріщин на поверхнях вигину. Крім того, проводили випробування труб зі сплаву 06ХН28МДТ на стійкість до МКК у середовищі середньої окислювальної здатності, за методом ВУ, ГОСТ 6032, що полягає в кип'ятінні зразків у сірчанокислому розчині сірча нокислого окисного заліза з наступною оцінкою схильності до МКК аналогічно методу АМУ. Випробування зразків труб зі сталі 12Х18Н10Т на тривалу міцність проводили при температурах 600 і 650°С при напругах 108Н/мм 2 і 69Н/мм 2 відповідно, до руйнування зразків. Випробування на жаростійкість проводили протягом 100 годин у повітряному середовищі при температурі 800°С. Дослідження мікроструктури зразків труб проводили після електролітичного травлення металографічних шлі фів у 10%-ному розчині щавлевої кислоти. Випробування механічних властивостей труб на розтяг проводили на зразках-сегментах за ГОСТ 10006-81 з визначенням границі міцності (σв), границі текучості (σ0,2) і відносного видовження (δ5). 7 36004 Результати корозійних, жароміцних, жаростійких випробувань, випробувань механічних властивостей і дослідження мікроструктури металу труб 8 зі сталі 12Х18Н10Т і сплаву 06ХН28МДТ представлені в таблицях 2 і 3. Таблиця 2 № п/п стійкість до МКК по методу АМУ стан Zвигину зразка 1 тріщини 2 тріщини відсутні тріщини відсутні тріщини відсутні 3 4 Результати випробувань і оцінки властивостей труб зі сталі 12Х18Н10Т час до руйнування прибавка при випробуванні на ваги зрамеханічні властивості тривалу. міцність, зків мікроструктура / різгод. при нозернистість, бал σ0,2 σв δ5 800°С, 600°С 650°С 2 2 г/м год. Н/мм % 93000 87000 0,031 136000 122000 0,021 155000 139000 0,016 141000 132000 0,024 5 тріщини 89000 84000 0,041 6 тріщини 104000 91000 0,035 Вимоги відсутність ГОСТ ТУ тріщин не менше 100000 насичення вуглецем 50мкм / 2-3 насичення вуглецем відсутнє / 2-3 насичення вуглецем відсутнє / 2-3 насичення вуглецем відсутнє / 2-3 карбіди хрому на границях зерен / 3-5 карбіди хрому на границях зерен, насичення вуглецем 70мкм / 3-4 відсутність насичення вуглецем / не більше 4 250-270 560-570 40-45 240-270 550-565 45-48 240-260 540-560 45-50 230-240 535-540 50-55 210-220 510-530 50-58 220-250 530-540 40-45 не менше 230 530 40 Таблиця 3 № п/п 1 2 3 4 5 6 Вимоги ГОСТ, ТУ Результати випробувань і оцінки властивостей труб зі сплаву 06ХН28МДТ стійкість до МКК по стійкість до МКК механічні властивості методу АМУ по методу ВУ мікроструктура / різнозернистість, бал стан поверхонь σ0,2 σв δ5 Z-подібного вигину зразка Н/мм 2 % насичення вуглецем тріщини тріщини 240-260 560-590 35-38 40мкм / 2 насичення вуглецем відтріщини відсутні тріщини відсутні 240-260 570-590 40-45 сутнє / 2 насичення вуглецем відтріщини відсутні тріщини відсутні 230-250 570-580 40-52 сутнє / 2 насичення вуглецем відтріщини відсутні тріщини відсутні 230-240 560-570 50-55 сутнє / 2-3 карбіди хрому на гранитріщини тріщини 200-210 530-540 45-55 цях зерен / 4 насичення вуглецем тріщини тріщини 230-260 560-580 35-45 70мкм / 2-3 не менше відсутність насичення відсутність тріщин відсутність тріщин вуглецем / не більше 3 220 550 35 Аналіз представлених даних показує, що використання технологічних варіантів 2-4 (спосіб, що заявляється), забезпечують високу стійкість до міжкристалітної корозії при випробуванні в слабкоокислювальних середовищах (за методами АМУ, ГОСТ 6032 і В ISO 3652-2), табл. 2, і при випробуванні в середовищі середньої окислювальної здатності (за методом ВУ, ГОСТ 6032), табл. 3. Між кристалітні тріщини на поверхнях Z-подібного вигину зразків після випробувань були відсутні. При випробуваннях на тривалу міцність при температурі 600°С і 650°С час до руйнування зразків труб зі сталі 12Х18Н10Т становив 122000139000 годин і 136000-155000 годин відповідно, тобто в 1,2-1,55 разів перевищив необхідну згідно ТУ величину не менше 100000 годин (табл. 3). 9 36004 Різнозернистість мікроструктури труб склала не більше 3-х балів, що також відповідає вимогам ТУ (табл. 2, 3). Прибавка ваги зразків при випробуваннях на жаростійкість при температурі 800°С протягом 100 годин у повітряному середовищі склала 0,0160,024г/см 2 год., що свідчить про високу жаростійкість труб (табл. 2). Поверхневе насичення вуглецем і виділення карбідів хрому на границях зерен труб зі сталі і сплаву були відсутні, різнозернистість металу труб не перевищила 3-х балів, що позитивно позначається на стійкості до МКК, жароміцності й жаростійкості труб в умовах експлуатації (табл. 2, 3). При цьому зберігається високий рівень механічних властивостей (границя міцності, границя текучості, відносне видовження), необхідний для труб, що працюють при підвищеному тиску. Технологічні варіанти виготовлення труб з використанням додаткової термічної обробки труб готового розміру по режимах, що ви ходить за межі технології, що заявляється (варіанти 1 і 5), мають випади по стійкості до міжкристалітної корозії, пов'язані: зі збереженням насиченого вуглецем шару, коли додаткова термічна обробка здійснювалася при температурах і часі витримки, що виходять за нижню межу параметрів, що заявляються, (варіанти 1), оскільки вона не забезпечує протікання у повній мірі дифузійних процесів, необхідних для усунення поверхневого насичення труб вуглецем і вирівнювання концентрації вуглецю по товщині стінки труби; з виділенням карбідів хрому по границях зерен і збідненням хромом приграничних ділянок твердого розчину, оскільки додаткова термічна обробка при температурах і часі витримки, що виходять за верхню межу параметрів, що заявляються (варіанти 5), не забезпечує зв'язування вуглецю, що вивільнився при високотемпературній термічній обробці, у карбіди титану, а також сприяє критичному росту зерна й внаслідок цього, підвищеній різнозернистості структури, до 5 балів, у труба х зі сталі й сплаву, що в комплексі приводить до пониженої стійкості до МКК, пониженої жароміцності й жаростійкості труб. Комп’ютерна в ерстка Н. Лисенко 10 Крім того, труби, виготовлені по варіантах 5, мають випади по границі текучості (210-220Н/мм 2 замість не менш 230/мм 2 для труб зі сталі 12Х18Н10Т і 200-210Н/мм 2 замість не менш 220Н/мм 2 для труб зі сплаву 06ХН28МДТ) і по границі міцності (510-530Н/мм 2 замість не менш 530 Н/мм 2 для труб зі сталі 12Х18Н10Т і 530-540Н/мм замість не менш 550Н/мм 2 для труб зі сплаву 06ХН28МДТ). Тр уби зі сталі 12Х18Н10Т, виготовлені по позамежним варіантам 1 і 5, мають також випади по тривалій міцності (витримали випробування протягом 84000-93000 годин замість не менше 100000 годин), що суперечить вимогам ТУ і несприятливо впливає на експлуатаційні властивості тр уб. Труби, виготовлені по технологічному варіанту, який відповідає найбільш близькому з аналогів (варіант 6), мають випади по стійкості до міжкристалітної корозії внаслідок насичення внутрішньої поверхні труб вуглецем, а також внаслідок утворення по границях зерен карбідів хрому й збіднених хромом приграничних зон, що не забезпечує гарантовану стійкість труб до МКК в умовах експлуатації й обмежує їхнє використання. Таким чином, використання запропонованого способу виготовлення труб з а устенітних корозійностійких сталей і сплавів забезпечує підвищення стійкості до міжкристалітної корозії у високоагресивних середовищах, у тому числі при підвищених температурах і тиску, і підвищення жароміцності й жаростійкості труб, у сполученні з високими механічними властивостями. В кінцевому результаті це приведе до виключення або значного зниження браку по міжкристалітній корозії коштовних тр уб з аустенітних хромонікелевих і хромонікельмолібденових сталей і сплавів при здавальних випробуваннях, підвищить корозійну стійкість, жароміцність і жаростійкість труб в умовах експлуатації й дає можливість протягом тривалого часу експлуатувати їх без ремонтів і заміни у високоагресивних середовищах при підвищених температурах і тиску в хімічній, нафтохімічній, харчовій промисловості, у тепловій і атомній енергетиці, а також буде сприяти поліпшенню умов праці і навколишнього середовища. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of pipes from austenite corrosion-resistant steels and alloys
Автори англійськоюVakhrusheva Vira Serhiivna, Derhach Tetiana Oleksandrivna, Sukhomlyn Heorhii Dmytrovych, Opryshko Liudmyla Vasylivna, Severina Liubov Semenivna, Tereschenko Andrii Anatoliiovych, Teneta Mykhailo Volodymyrovych, Chekmariov Viacheslav Vitaliovych
Назва патенту російськоюСпособ изготовления труб из аустенитных коррозионностойких сталей и сплавов
Автори російськоюВахрушева Вера Сергеевна, Дергач Татьяна Александровна, Сухомлин Георгий Дмитриевич, Опришко Людмила Васильевна, Северина Любовь Семеновна, Терещенко Андрей Анатольевич, Тэнэта Михаил Владимирович, Чекмарев Вячеслав Витальевич
МПК / Мітки
МПК: C21D 9/08
Мітки: аустенітних, сталей, труб, спосіб, виготовлення, корозійностійких, сплавів
Код посилання
<a href="https://ua.patents.su/5-36004-sposib-vigotovlennya-trub-z-austenitnikh-korozijjnostijjkikh-stalejj-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів</a>
Спосіб виготовлення труб з аустенітних корозійностійких сталей
Номер патенту: 35523
Опубліковано: 25.09.2008
Автори: Красюк Андрій Володимирович, Дергач Тетяна Олександрівна, Чекмарьов В'ячеслав Віталійович, Вахрушева Віра Сергіївна, Сєвєріна Любов Семенівна, Тенета Михайло Володимирович, Лютик Віталій Ярославович, Терещенко Андрій Анатолійович, Сухомлин Георгій Дмитрович, Шепель Григорій Григорович
МПК: C21D 9/08
Мітки: виготовлення, труб, аустенітних, сталей, спосіб, корозійностійких
Формула / Реферат:
Спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає багаторазову холодну прокатку з термічними обробками на проміжних і готових розмірах, який відрізняється тим, що термічну обробку на готовому розмірі здійснюють при температурі 1160-1230 °С і витримці, що забезпечує утворення мікроструктури з кількістю великокутових спеціальних низькоенергетичних границь зерен типу
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Друян Володимир Михайлович, Рабінович Олександр Вольфович, Буряк Тетяна Миколаївна, Ковальова Лариса Григорівна, Лезінська Олена Яківна, Перчаник Віктор Вольфович, Козловський Альфред Іванович, Рищенко Юрій Олександрович
МПК: B21B 23/00
Мітки: аустенітних, виготовлення, сталей, труб, спосіб
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб виготовлення труб з високолегованих сталей і сплавів
Номер патенту: 15782
Опубліковано: 17.07.2006
Автори: Вахрушева Віра Сергіївна, Кузнецов Денис Євгенович, Кузнецов Євгеній Дмитрович
МПК: B21B 21/00
Мітки: спосіб, високолегованих, труб, сталей, виготовлення, сплавів
Формула / Реферат:
Спосіб виготовлення труб з високолегованих сталей і сплавів, що включає багатопрохідну холодну деформацію порожнистої заготовки на станах ХПТ з оцінкою якостітруб після кожного проходу на всьому трубному переділі і при подальшому усуненні похибок, який відрізняється тим, що для оцінки якості труб після кожного проходу по довжині осередку деформації виконують вимір координат профілів поперечних перерізів зовнішньої і внутрішньої поверхонь...
Спосіб виготовлення безшовних труб з високолегованих сталей та сплавів високої якості
Номер патенту: 25530
Опубліковано: 10.08.2007
Автори: Тенета Михайло Володимирович, Чекмарьов В'ячеслав Віталійович, Куценко Михайло Олексійович, Терещенко Андрій Анатолійович
МПК: B21C 23/00
Мітки: сплавів, високої, високолегованих, якості, труб, спосіб, безшовних, виготовлення, сталей
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з високолегованих сталей та сплавів високої якості, що включає отримання порожнистої трубної заготівки, термообробку, механічне видалення поверхневих дефектних шарів металу та цикл прокаток холодним способом до отримання готового розміру труб, при цьому після кожного циклу виконують термообробку, а готові труби піддають безокисному нагріву, який відрізняється тим, що одержання заготівки здійснюють...
Спосіб виготовлення холоднодеформованих труб з високолегованих сталей та сплавів
Номер патенту: 31194
Опубліковано: 15.12.2000
Автори: Герасимов Валерій Георгійович, Вахрушева Віра Сергіївна, Лезінська Олена Яківна, Кореняк Юрій Костянтинович, Ярошенко Наталія Вікторівна, Попов Марат Васильович, Усенко Анатолій Павлович
МПК: B21C 37/06, B21B 21/00
Мітки: холоднодеформованих, виготовлення, спосіб, сплавів, труб, високолегованих, сталей
Текст:
...частково розчиняться, або рівномірно перерозподіляться у процесі послідугочого гомогенізуючого відпалу . При цьому основна маса включень виводиться послідуючою механіч ною сбробкою з вказаними товсшнами шарів . Крім того, проробка литої структури при послідовному накопиченні обтисків при холод ній деформації, складає на першему проході 25-35 % І не менш 60% за два перших проходи, забезпечує повну та однорідну рекристалізацію при послідуючій...
Попередній патент: Установка для збирання і знищення жука асж-1
Наступний патент: Пристрій для визначення міцності фігурних макаронних виробів
Випадковий патент: Установка витяжки і правки смуги вигином з розтягуванням