Спосіб виготовлення труб з аустенітних корозійностійких сталей
Номер патенту: 35523
Опубліковано: 25.09.2008
Автори: Сухомлин Георгій Дмитрович, Чекмарьов В'ячеслав Віталійович, Вахрушева Віра Сергіївна, Красюк Андрій Володимирович, Лютик Віталій Ярославович, Тенета Михайло Володимирович, Терещенко Андрій Анатолійович, Дергач Тетяна Олександрівна, Шепель Григорій Григорович, Сєвєріна Любов Семенівна
Формула / Реферат
Спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає багаторазову холодну прокатку з термічними обробками на проміжних і готових розмірах, який відрізняється тим, що термічну обробку на готовому розмірі здійснюють при температурі 1160-1230 °С і витримці, що забезпечує утворення мікроструктури з кількістю великокутових спеціальних низькоенергетичних границь зерен типу ![]() не менше 65 %.
не менше 65 %.
Текст
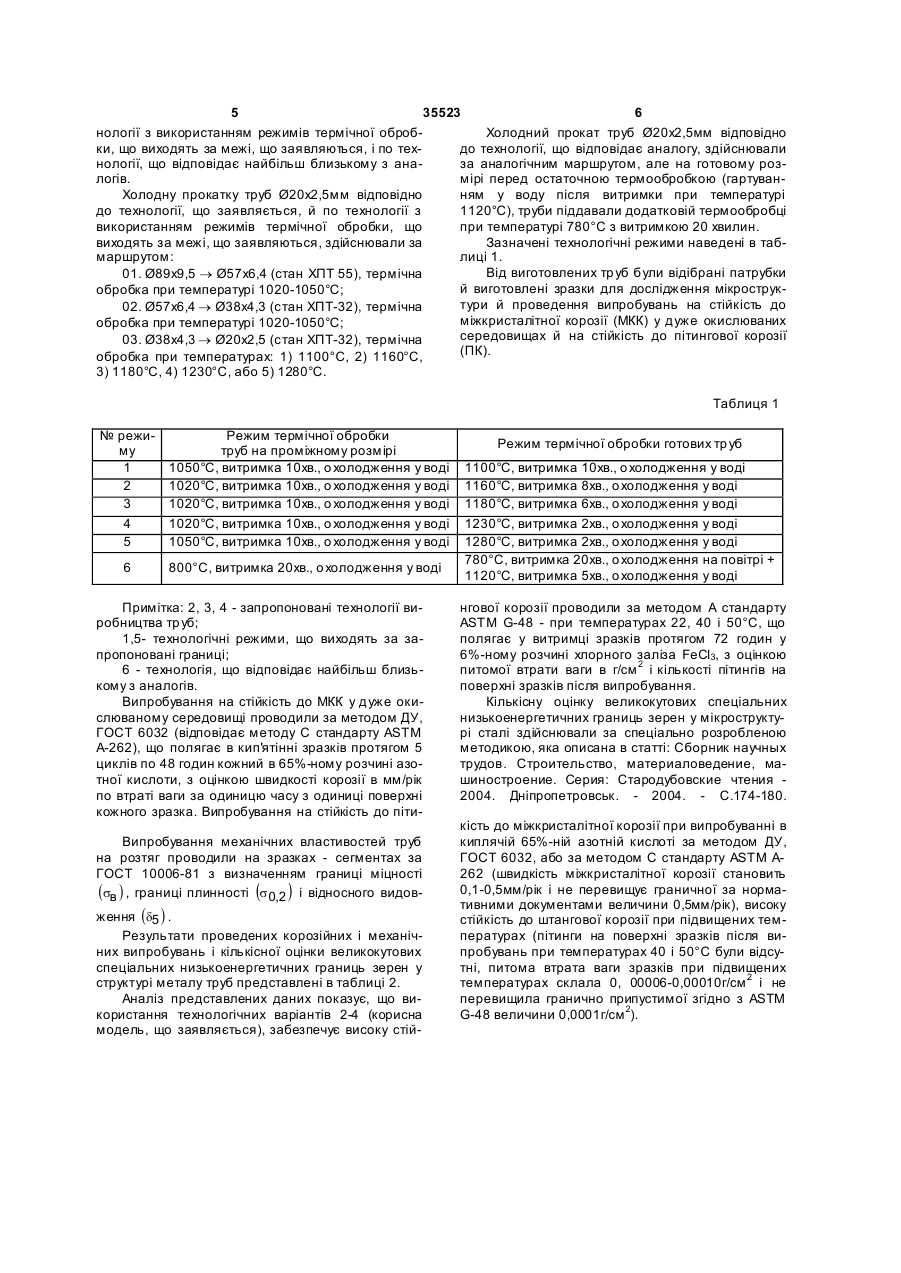
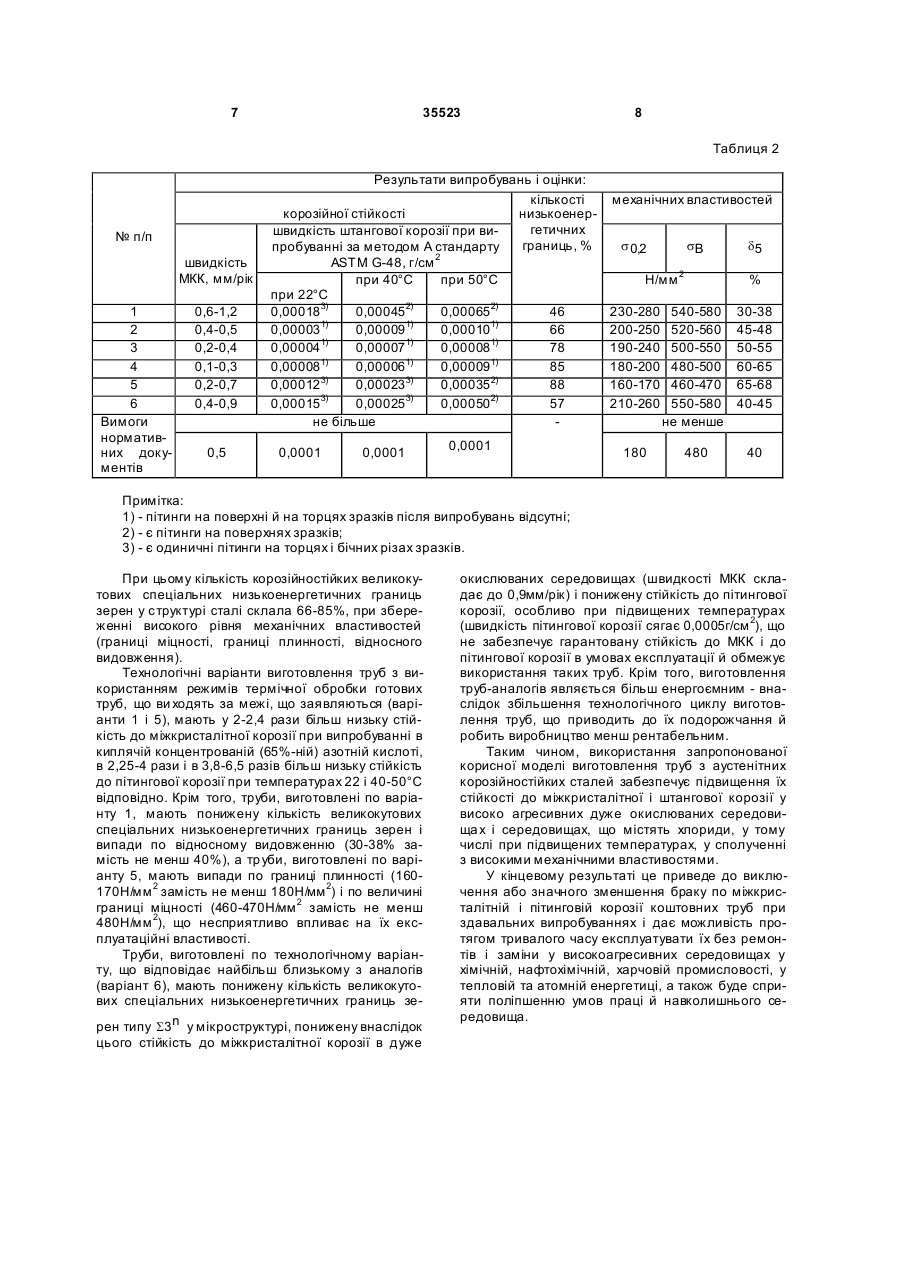
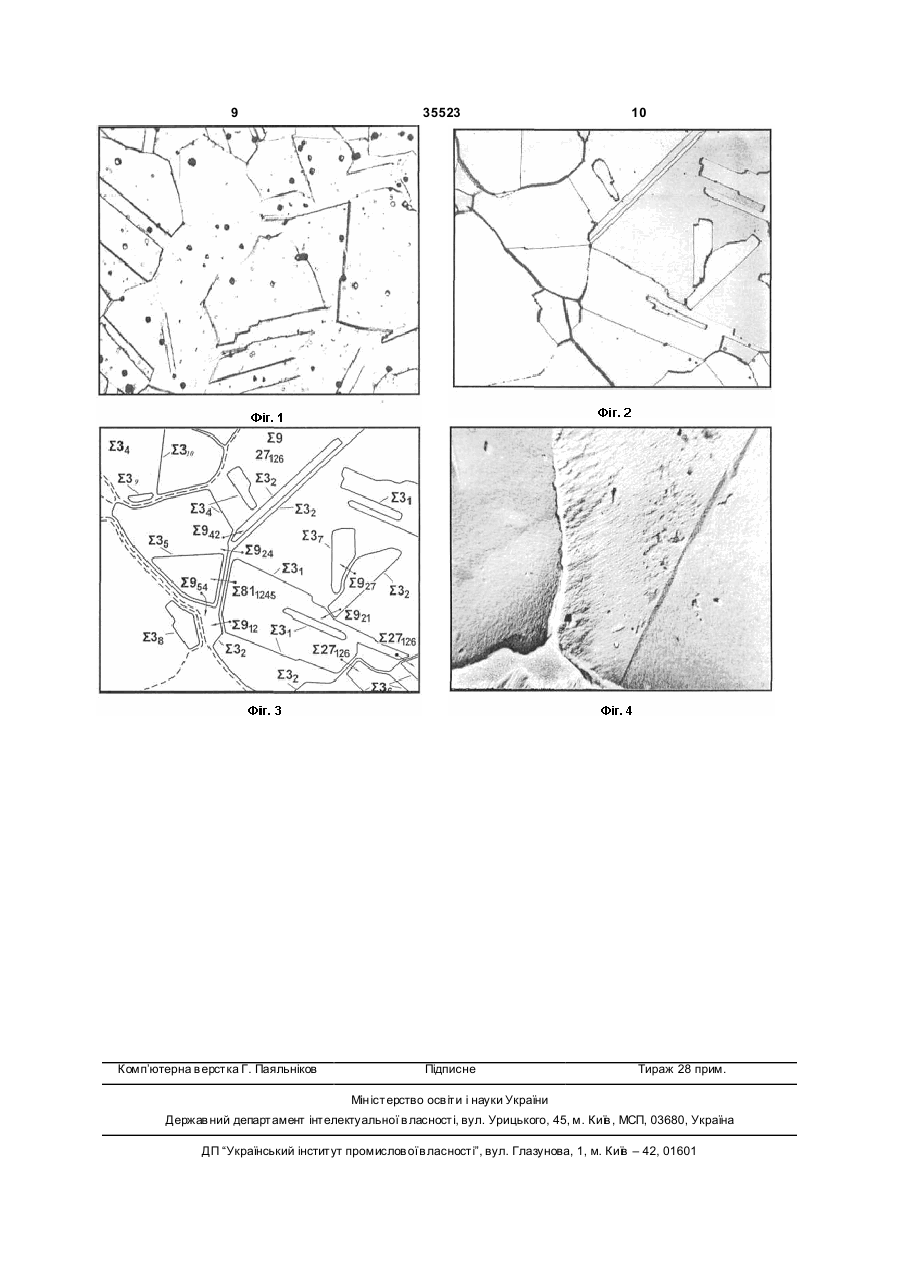
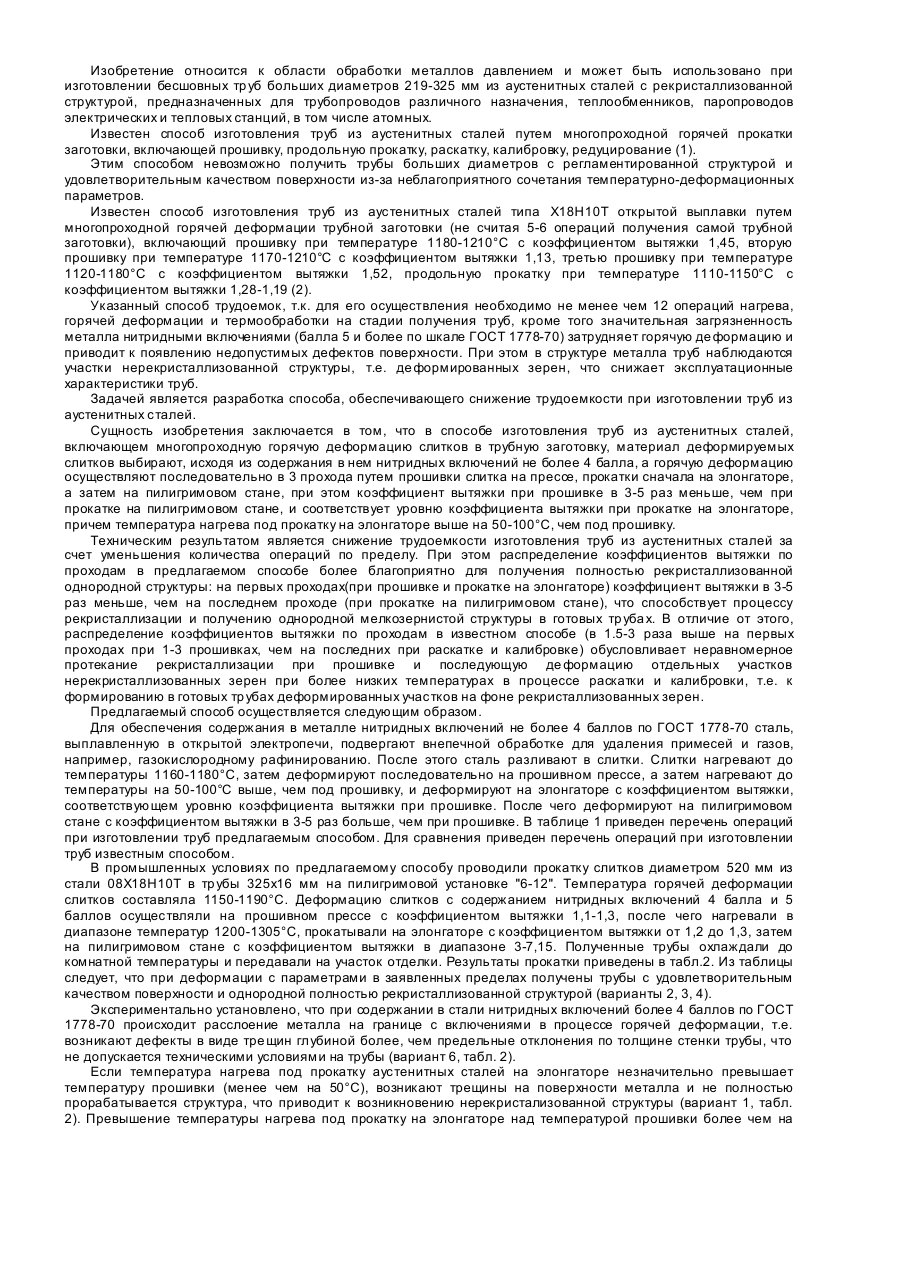
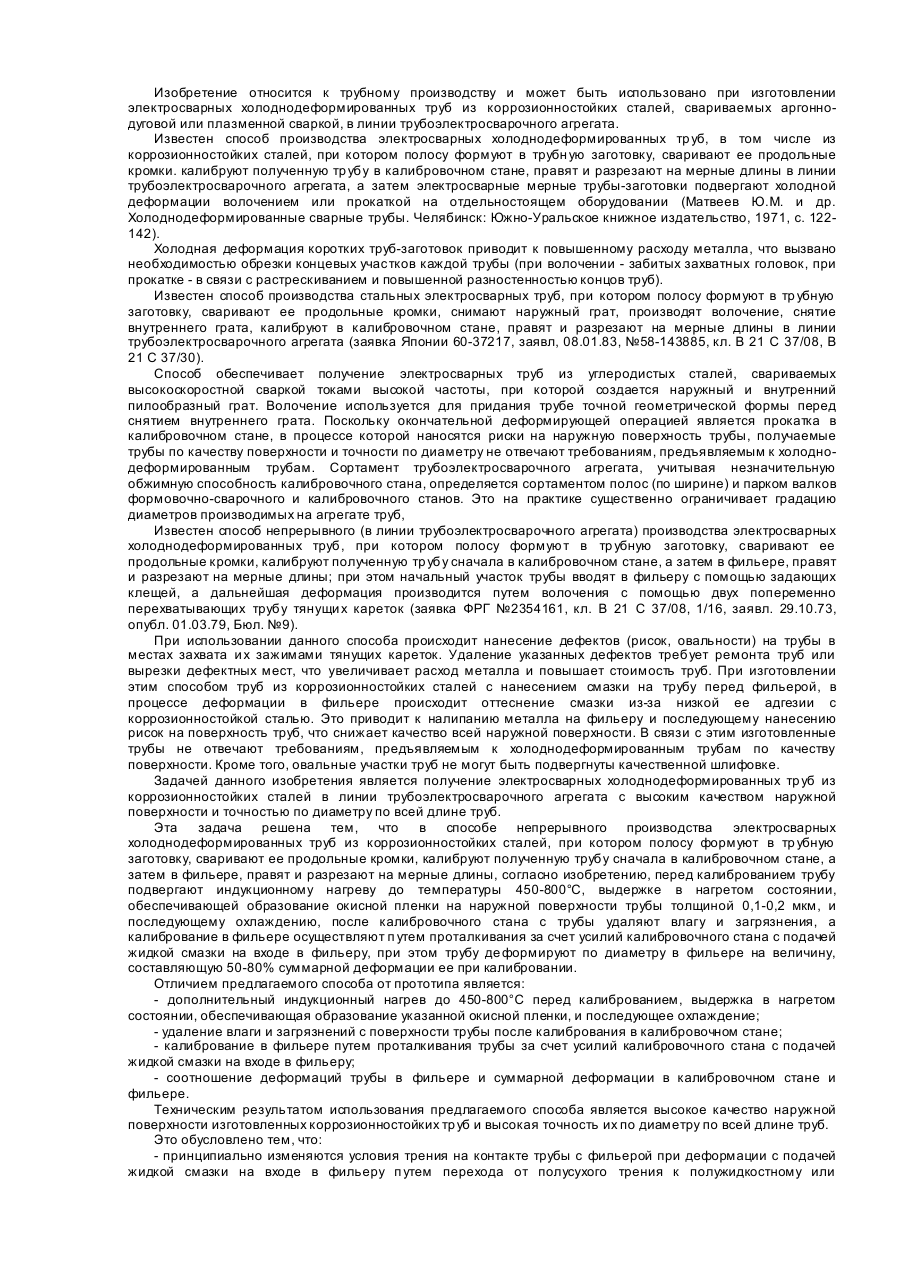
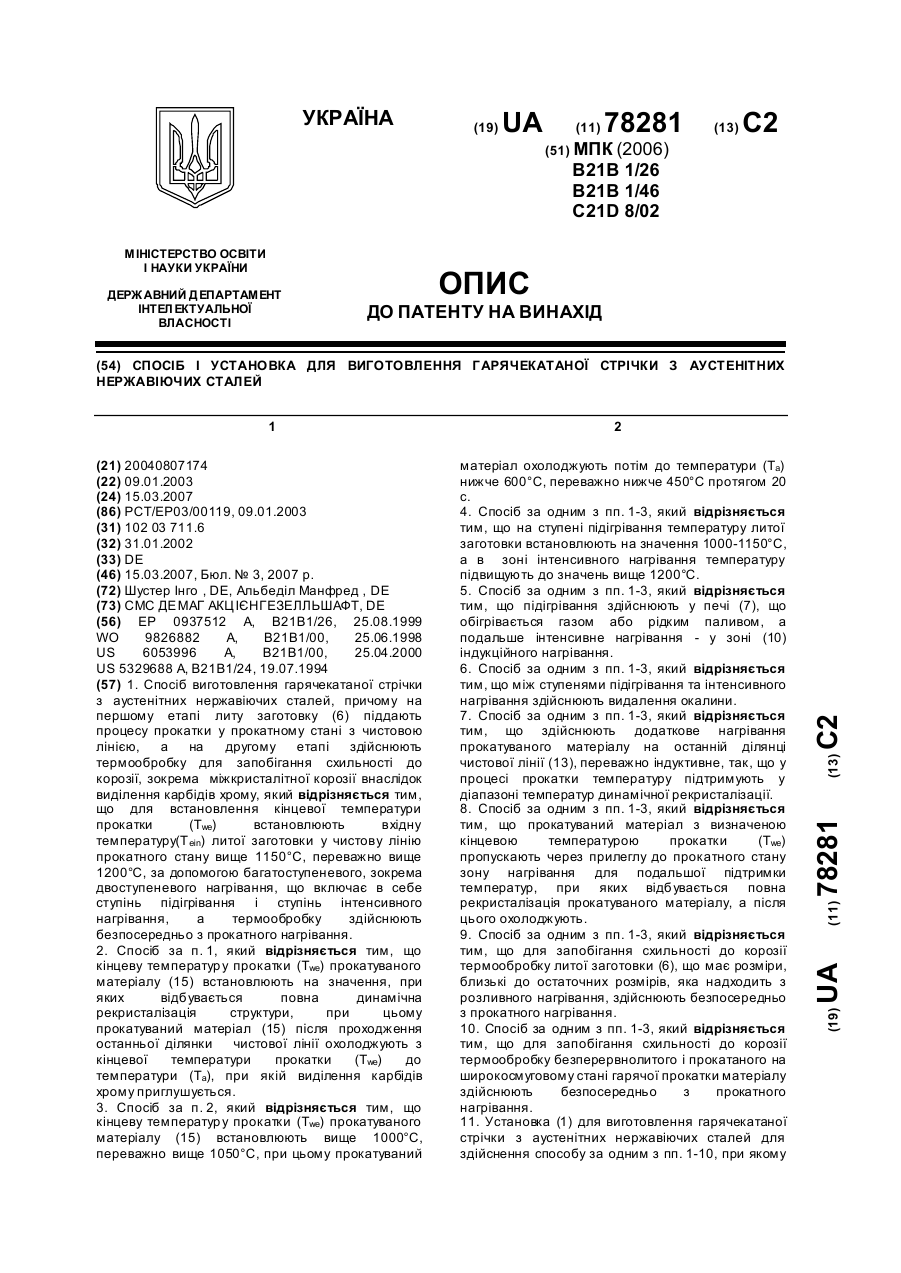
Спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає багаторазову холодну прокатку з термічними обробками на проміжних і готових розмірах, який відрізняється тим, що термічну обробку на готовому розмірі здійснюють при температурі 1160-1230 °С і витримці, що забезпечує утворення мікроструктури з кількістю великокутови х спеціальних низькоенер Корисна модель відноситься до трубного виробництва й може бути використана при виготовленні з аустенітних корозійностійких сталей, зокрема, хромонікелевих і хромонікельмолібденових, холоднокатаних труб з високою стійкістю до між кристалітної корозії (МКК) у високоагресивних дуже окислюваних середовищах і до пітингової корозії (ПК) у середовищах, що містять хлориди, при підвищених температурах. Труби з а устенітних корозійностійких сталей можуть мати понижену стійкість до міжкристалітної і пітингової корозії в агресивних середовищах, наприклад, при експлуатації при підвищених температурах у випарному, теплообмінному або іншому устаткуванні - у хімічній, нафтохімічній, харчовій промисловості, тепловій і атомній енергетиці, тощо. Це приводить до швидких наскрізних корозійних ушкоджень труб у процесі експлуатації, передчасного виходу з ладу устаткування, ремонтним простоям, необхідності частої заміни коштовних труб, а також до погіршення умов праці й навколишнього середовища. Тому основними вимогами, які пред'являються до труб із зазначених сталей, є забезпечення високої стійкості до різних видів локальних корозійних руйнувань при достатній міц ності й пластичності, необхідних для труб, що працюють в агресивних середовищах під тиском. Відомий спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає гарячу деформацію (прошивання або пресування) суцільних трубни х заготівок, наступну багаторазову холодну або теплу прокатку на проміжні й готовий розміри з термічною обробкою після кожного проходу деформації при температурах 1050-1080°С. [Сталь, 1983. №8, С.20-22]. Однак, стійкість таких труб до міжкристалітної корозії в дуже окислюваних середовищах і стійкість до пітингової корозії в середовищах, що містять хлориди, при підвищених температурах недостатня у зв'язку з відносно дрібнозернистою структурою труб і наявністю у структурі значної кількості границь зерен з підвищеною питомою поверхневою енергією, що володіють пониженою корозійною стійкістю. Відомий також спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає багаторазову холодну або теплу деформацію, термічну обробку на проміжних розмірах і остаточну термічну обробку на готовому розмірі. При цьому останню здійснюють при температурах 9501150°С, а перед нею проводять додаткову термообробку при 700-850°С [а. с. СССР №1573037, S 3n не менше 65 %. (19) UA (11) 35523 (13) U гетичних границь зерен типу 3 35523 4 МПК В 21 D9/08, 1990.]. Зазначені труби признапідвищених температурах, при збереженні високочені для експлуатації в дуже окислюваних середого рівня механічних властивостей. вища х. Разом з цим, швидкість їх міжкристалітної Це обумовлено тим, що запропоноване підвикорозії при випробуванні в киплячій 65%-ній азощення температури термічної обробки готових тній кислоті (за методом ДУ, ГОСТ 6032, або за труб при витримці, що забезпечує створення регметодом С стандарту ASTM А 262) у ряді випадків ламентованої мікроструктури готови х тр уб зі знач(наприклад, при підвищеному вмісті вуглецю або ною кількістю великокутови х спеціальних низькопри наявності домішок поверхнево активних елеенергетичних границь зерен типу S3n , сприяє: ментів у сталі), перевищує величину 0,5мм/рік, що зниженню швидкості міжкристалітної корозії в дуже відповідає верхній границі вимог нормативних доокислюваних середовищах, яка протікає на граникументів. Крім того, додаткова термообробка труб цях зерен, - внаслідок пониженої швидкості корозії призводить до збільшення енергоємності виробнизькоенергетичних границь зерен, що становлять ництва й до збільшення тривалості виробничого значну частку в порівнянні з границями загального циклу. Отримані за зазначеною технологією тр уби типу, а також забезпечує підвищену стійкість до не володіють гарантованою стійкістю до МКК у штангової корозії в середовищах, що містять хлодуже окислюваних середовищах і стійкістю до піриди, - внаслідок гальмування процесу утворення тингової корозії в середовищах, що містять хлорипітингів на низькоенергетичних границях зерен, не ди, при підвищених температурах. погіршуючи при цьому механічні властивості труб. В основі даної корисної моделі лежить рішенКрім того, виключення додаткової термообробки ня задачі по удосконаленню способу виготовлення готових тр уб перед остаточною термообробкою труб з а устенітних корозійностійких сталей шляхом сприяє скороченню технологічного циклу виробнизмінення режимів термічної обробки й структурноцтва, зниженню енергоємності й підвищенню ренго складу металу готових тр уб, у результаті чого табельності виробництва. забезпечується підвищення стійкості труб до міжВ остаточному підсумку це дозволяє збільшикристалітної корозії в дуже окислюваних середоти випуск придатної товарної продукції й підвищивища х і стійкості до пітингової корозії в середовити рентабельність виробництва труб на трубних ща х, що містять хлориди, при підвищених заводах за рахунок виключення відбраковування температурах, - при одночасному збереженні викоштовних тр уб при здавальних випробуваннях, і сокого рівня механічних властивостей тр уб. дає можливість протягом тривалого часу без реПоставлена задача вирішена тим, що в спосомонтів і заміни труб експлуатувати устаткування у бі виготовлення труб з аустенітних корозійностійвисокоагресивних середовищах хімічної, нафтохіких сталей, що включає багаторазову холодну мічної, харчової промисловості, у тепловій і атомдеформацію, термічну обробку на проміжних й ній енергетиці, де труби виходять із ладу через готовому розмірах, відповідно до корисної моделі, наскрізні руйнування внаслідок зазначених видів термічну обробку труб на готовому розмірі здійскорозії, а також сприяє поліпшенню умов праці й нюють при температурі 1160-1230°С і витримці, що стану навколишнього середовища. забезпечує утворення мікроструктури з кількістю На Фіг.1 зображена типова мікроструктура ховеликокутових спеціальних низькоенергетичних лоднокатаної відпаленої труби з аустенітної хрограниць зерен типу S3n не менше 65%. монікелевої сталі 02X18Н11, яка містить більше Великокутові спеціальні низькоенергетичні границі типу S3n - це границі між двома кристалами (зернами), що мають більш високу в порівнянні з границями загального типу щільність співпадаючих вузлів кристалічної решітки й відповідно більш високу щільність атомів, спільних для обох зерен, що знаходяться у контакті [Multiple twinning and specific properties of S = 3n boundaries in FCC crystals. // Acta Metall. Materials. - 1991. - Vol. 39, №7. - P.1603-1615]. Параметри корисної моделі, які заявляються, отримані експериментальним шляхом. Відмінність запропонованої корисної моделі від найбільш близького з аналогів полягає в тому, що термічну обробку готових тр уб здійснюють при температурі 1160-1230°С і витримці, що забезпечує утворення мікроструктури сталі з кількістю великокутових спеціальних низькоенергетичних границь зерен типу S3n не менш 65%. Технічним результатом застосування запропонованої корисної моделі є підвищення стійкості труб до міжкристалітної корозії в агресивних дуже окислюваних середовищах і стійкості до пітингової корозії в середовищах, що містять хлориди, при 65% великокутових спеціальних низькоенергетичних границь зерен типу S3n . На Фіг.2 зображена зерногранична структура аустенітної хромонікелевої сталі з ансамблем спеціальних границь S3n . На Фіг.3 наведений приклад кристалографічної оцінки кількості спеціальних низькоенергетичних границь зерен S3n . На Фіг.4 представлене електронномікроскопічне зображення спеціальної низькоенергетичної границі зерна. Запропонована корисна модель здійснюється таким чином. Попередньо від холоднокатаних тр уб з аустенітної хромонікелевої сталі 02X18Н11 були відібрані зразки й піддані термічній обробці в температурному інтервалі, що відповідає технології, що заявляється, з варіюванням часу витримки до забезпечення кількості великокутови х спеціальних низькоенергетичних границь зерен у мікроструктурі сталі не менше 65%. Були ви готовлені холоднокатані труби розміром Ø20x2,5мм зі сталі 02X18Н11 по технології, що відповідає тій, що заявляється, а також по тех 5 35523 6 нології з використанням режимів термічної обробХолодний прокат труб Ø20x2,5мм відповідно ки, що виходять за межі, що заявляються, і по техдо технології, що відповідає аналогу, здійснювали нології, що відповідає найбільш близькому з аназа аналогічним маршрутом, але на готовому розлогів. мірі перед остаточною термообробкою (гартуванХолодну прокатку труб Ø20x2,5мм відповідно ням у воду після витримки при температурі до технології, що заявляється, й по технології з 1120°С), труби піддавали додатковій термообробці використанням режимів термічної обробки, що при температурі 780°С з витримкою 20 хвилин. виходять за межі, що заявляються, здійснювали за Зазначені технологічні режими наведені в табмаршрутом: лиці 1. Від виготовлених тр уб були відібрані патрубки 01. Ø89x9,5 ® Ø57х6,4 (стан ХПТ 55), термічна й виготовлені зразки для дослідження мікрострукобробка при температурі 1020-1050°С; тури й проведення випробувань на стійкість до 02. Ø57x6,4 ® Ø38x4,3 (стан ХПТ-32), термічна міжкристалітної корозії (МКК) у дуже окислюваних обробка при температурі 1020-1050°С; середовищах й на стійкість до пітингової корозії 03. Ø38х4,3 ® Ø20x2,5 (стан ХПТ-32), термічна (ПК). обробка при температурах: 1) 1100°С, 2) 1160°С, 3) 1180°С, 4) 1230°С, або 5) 1280°С. Таблиця 1 № режиму 1 2 3 4 5 Режим термічної обробки труб на проміжному розмірі 1050°С, витримка 10хв., о холодження у воді 1020°С, витримка 10хв., о холодження у воді 1020°С, витримка 10хв., о холодження у воді 1020°С, витримка 10хв., о холодження у воді 1050°С, витримка 10хв., о холодження у воді 6 800°С, витримка 20хв., о холодження у воді Примітка: 2, 3, 4 - запропоновані технології виробництва тр уб; 1,5- технологічні режими, що виходять за запропоновані границі; 6 - технологія, що відповідає найбільш близькому з аналогів. Випробування на стійкість до МКК у дуже окислюваному середовищі проводили за методом ДУ, ГОСТ 6032 (відповідає методу С стандарту ASTM А-262), що полягає в кип'ятінні зразків протягом 5 циклів по 48 годин кожний в 65%-ному розчині азотної кислоти, з оцінкою швидкості корозії в мм/рік по втраті ваги за одиницю часу з одиниці поверхні кожного зразка. Випробування на стійкість до пітиВипробування механічних властивостей труб на розтяг проводили на зразках - сегментах за ГОСТ 10006-81 з визначенням границі міцності (sв ) , границі плинності s 0,2 і відносного видов ( ) ження (d5 ) . Результати проведених корозійних і механічних випробувань і кількісної оцінки великокутових спеціальних низькоенергетичних границь зерен у структурі металу труб представлені в таблиці 2. Аналіз представлених даних показує, що використання технологічних варіантів 2-4 (корисна модель, що заявляється), забезпечує високу стій Режим термічної обробки готових тр уб 1100°С, витримка 10хв., о холодження у воді 1160°С, витримка 8хв., о холодження у воді 1180°С, витримка 6хв., о холодження у воді 1230°С, витримка 2хв., о холодження у воді 1280°С, витримка 2хв., о холодження у воді 780°С, витримка 20хв., о холодження на повітрі + 1120°С, витримка 5хв., о холодження у воді нгової корозії проводили за методом А стандарту ASTM G-48 - при температурах 22, 40 і 50°С, що полягає у витримці зразків протягом 72 годин у 6%-ному розчині хлорного заліза FeCl3, з оцінкою питомої втрати ваги в г/см 2 і кількості пітингів на поверхні зразків після випробування. Кількісну оцінку великокутових спеціальних низькоенергетичних границь зерен у мікроструктурі сталі здійснювали за спеціально розробленою методикою, яка описана в статті: Сборник научных трудов. Строительство, материаловедение, машиностроение. Серия: Стародубовские чтения 2004. Дніпропетровськ. - 2004. - С.174-180. кість до міжкристалітної корозії при випробуванні в киплячій 65%-ній азотній кислоті за методом ДУ, ГОСТ 6032, або за методом С стандарту ASTM А262 (швидкість міжкристалітної корозії становить 0,1-0,5мм/рік і не перевищує граничної за нормативними документами величини 0,5мм/рік), високу стійкість до штангової корозії при підвищених температурах (пітинги на поверхні зразків після випробувань при температурах 40 і 50°С були відсутні, питома втрата ваги зразків при підвищених температурах склала 0, 00006-0,00010г/см 2 і не перевищила гранично припустимої згідно з ASTM G-48 величини 0,0001г/см 2). 7 35523 8 Таблиця 2 № п/п швидкість МКК, мм/рік 1 2 3 4 5 6 Вимоги нормативних документів 0,6-1,2 0,4-0,5 0,2-0,4 0,1-0,3 0,2-0,7 0,4-0,9 0,5 Результати випробувань і оцінки: кількості корозійної стійкості низькоенергетичних швидкість штангової корозії при виграниць, % пробуванні за методом А стандарту ASTM G-48, г/см 2 при 40°С при 50°С при 22°С 0,000183) 0,000452) 0,000652) 46 1) 1) 0,00003 0,00009 0,000101) 66 0,000041) 0,000071) 0,000081) 78 0,000081) 0,000061) 0,000091) 85 0,000123) 0,000233) 0,000352) 88 0,000153) 0,000253) 0,000502) 57 не більше 0,0001 0,0001 0,0001 механічних властивостей sB s 0,2 Н/мм 2 d5 % 230-280 200-250 190-240 180-200 160-170 210-260 540-580 520-560 500-550 480-500 460-470 550-580 не менше 30-38 45-48 50-55 60-65 65-68 40-45 180 480 40 Примітка: 1) - пітинги на поверхні й на торцях зразків після випробувань відсутні; 2) - є пітинги на поверхнях зразків; 3) - є одиничні пітинги на торцях і бічних різах зразків. При цьому кількість корозійностійких великокутових спеціальних низькоенергетичних границь зерен у структурі сталі склала 66-85%, при збереженні високого рівня механічних властивостей (границі міцності, границі плинності, відносного видовження). Технологічні варіанти виготовлення труб з використанням режимів термічної обробки готових труб, що ви ходять за межі, що заявляються (варіанти 1 і 5), мають у 2-2,4 рази більш низьку стійкість до міжкристалітної корозії при випробуванні в киплячій концентрованій (65%-ній) азотній кислоті, в 2,25-4 рази і в 3,8-6,5 разів більш низьку стійкість до пітингової корозії при температурах 22 і 40-50°С відповідно. Крім того, труби, виготовлені по варіанту 1, мають понижену кількість великокутових спеціальних низькоенергетичних границь зерен і випади по відносному видовженню (30-38% замість не менш 40%), а тр уби, виготовлені по варіанту 5, мають випади по границі плинності (160170Н/мм 2 замість не менш 180Н/мм 2) і по величині границі міцності (460-470Н/мм 2 замість не менш 480Н/мм 2), що несприятливо впливає на їх експлуатаційні властивості. Труби, виготовлені по технологічному варіанту, що відповідає найбільш близькому з аналогів (варіант 6), мають понижену кількість великокутових спеціальних низькоенергетичних границь зерен типу S3n у мікроструктурі, понижену внаслідок цього стійкість до міжкристалітної корозії в дуже окислюваних середовищах (швидкості МКК складає до 0,9мм/рік) і понижену стійкість до пітингової корозії, особливо при підвищених температурах (швидкість пітингової корозії сягає 0,0005г/см 2), що не забезпечує гарантовану стійкість до МКК і до пітингової корозії в умовах експлуатації й обмежує використання таких труб. Крім того, виготовлення труб-аналогів являється більш енергоємним - внаслідок збільшення технологічного циклу виготовлення труб, що приводить до їх подорожчання й робить виробництво менш рентабельним. Таким чином, використання запропонованої корисної моделі виготовлення труб з аустенітних корозійностійких сталей забезпечує підвищення їх стійкості до міжкристалітної і штангової корозії у високо агресивних дуже окислюваних середовища х і середовищах, що містять хлориди, у тому числі при підвищених температурах, у сполученні з високими механічними властивостями. У кінцевому результаті це приведе до виключення або значного зменшення браку по міжкристалітній і пітинговій корозії коштовних труб при здавальних випробуваннях і дає можливість протягом тривалого часу експлуатувати їх без ремонтів і заміни у високоагресивних середовищах у хімічній, нафтохімічній, харчовій промисловості, у тепловій та атомній енергетиці, а також буде сприяти поліпшенню умов праці й навколишнього середовища. 9 Комп’ютерна в ерстка Г. Паяльніков 35523 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of pipes from austenitic corrosion-resistant steels
Автори англійськоюShepel Hryhorii Hryhorovych, Vakhrusheva Vira Serhiivna, Derhach Tetiana Oleksandrivna, Sukhomlyn Heorhii Dmytrovych, Severina Liubov Semenivna, Liutyk Vitalii Yaroslavovych, Tereschenko Andrii Anatoliiovych, Chekmariov Viacheslav Vitaliovych, Teneta Mykhailo Volodymyrovych, Krasiuk Andrii Volodymyrovych
Назва патенту російськоюСпособ изотовления труб из аустенитных коррозинностойких сталей
Автори російськоюШепель Григорий Григорьевич, Вахрушева Вера Сергеевна, Дергач Татьяна Александровна, Сухомлин Георгий Дмитриевич, Северина Любовь Семеновна, Лютик Виталий Ярославович, Терещенко Андрей Анатольевич, Чекмарев Вячеслав Витальевич, Тэнэта Михаил Владимирович, Красюк Андрей Владимирович
МПК / Мітки
МПК: C21D 9/08
Мітки: аустенітних, спосіб, труб, виготовлення, сталей, корозійностійких
Код посилання
<a href="https://ua.patents.su/5-35523-sposib-vigotovlennya-trub-z-austenitnikh-korozijjnostijjkikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб з аустенітних корозійностійких сталей</a>
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Козловський Альфред Іванович, Рищенко Юрій Олександрович, Друян Володимир Михайлович, Лезінська Олена Яківна, Рабінович Олександр Вольфович, Буряк Тетяна Миколаївна, Ковальова Лариса Григорівна, Перчаник Віктор Вольфович
МПК: B21B 23/00
Мітки: труб, аустенітних, спосіб, виготовлення, сталей
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Фурманов Валерій Борисович, Ромакін Віктор Савелійович, Хаустов Георгій Йосипович, Гладченко Олександр Федорович, Ханін Марко Ісаакович, Балтакса Павло Михайлович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Бут Олександр Володимирович, Ковіка Микола Данилович, Крижевський Аркадій Захарович, Туренков Микола Мойсейович
МПК: B21C 37/08, B21B 21/00
Мітки: електрозварних, труб, холоднодеформованих, спосіб, сталей, корозійностійких, виробництва, безперервного
Формула / Реферат:
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Шустер Інго, Альбеділ Манфред
МПК: B21B 1/46, B21B 1/26, C21D 8/02
Мітки: нержавіючих, виготовлення, установка, сталей, стрічки, гарячекатаної, спосіб, аустенітних
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Царьков Олексій Костянтинович, Медведєв Михайло Іванович, Ціпер Євгеній Михайлович, Притоманов Олексій Євгеньєвич, Шперлін Павло Ілліч, Крихта Валерій Петрович, Напханько Ігор Миколайович, Блощинський Григорій Павлович
МПК: B21C 23/02
Мітки: високолегованих, сплавів, труб, виготовлення, сталей, спосіб
Формула / Реферат:
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ...
Спосіб виготовлення безшовних труб з високолегованих сталей та сплавів високої якості
Номер патенту: 25530
Опубліковано: 10.08.2007
Автори: Терещенко Андрій Анатолійович, Чекмарьов В'ячеслав Віталійович, Тенета Михайло Володимирович, Куценко Михайло Олексійович
МПК: B21C 23/00
Мітки: сплавів, високої, високолегованих, якості, безшовних, виготовлення, спосіб, труб, сталей
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з високолегованих сталей та сплавів високої якості, що включає отримання порожнистої трубної заготівки, термообробку, механічне видалення поверхневих дефектних шарів металу та цикл прокаток холодним способом до отримання готового розміру труб, при цьому після кожного циклу виконують термообробку, а готові труби піддають безокисному нагріву, який відрізняється тим, що одержання заготівки здійснюють...
Попередній патент: Машина для забивання штирів в анод електролізера
Наступний патент: Спосіб визначення кількісного вмісту домішок у твердих тілах
Випадковий патент: Пристрій для руйнування аварійного металу в свердловині