Спосіб виготовлення профілів високої жосткості
Номер патенту: 5846
Опубліковано: 29.12.1994
Автори: Самойлов Володимир Олексійович, Полстянкін Євген Григорійович, Босий Володимир Миколайович, Пак Роман Петрович, Тришевський Олег Ігоревич
Формула / Реферат
Способ изготовления профилей высокой жесткости, включающий формообразование гофров на полосовой заготовке в валках с формующими элементами в два перехода, на первом из которых на участке каждого будущего гофра формуют вытяжкой два технологических гофра, а на втором переходе осуществляют доформовку промежутков между технологическими гофрами на высоту готовых гофров, отличающийся тем, что, с целью расширения технологических возможностей путем изготовления профилей с продольными периодическими гофрами, длина которых превышает длину формующих элементов, и повышения качества готовых профилей путем уменьшения поверхностных дефектов на доформованных промежутках между технологическими гофрами, на первом переходе формовку гофров осуществляют группами из двух технологических гофров, период между группами технологических гофров выбирают кратным периоду будущих продольных гофров, и каждый первый по ходу перемещения заготовки технологический гофр в группе формуют с плавным участком перехода конца гофра в плоскость заготовки, а каждый последний гофр в группе формуют с плавным участком перехода начала гофра в плоскость заготовки, при этом длину участка плавного перехода каждого технологического гофра принимают равной 0,3-0,7 ддины этого технологического гофра.
Текст
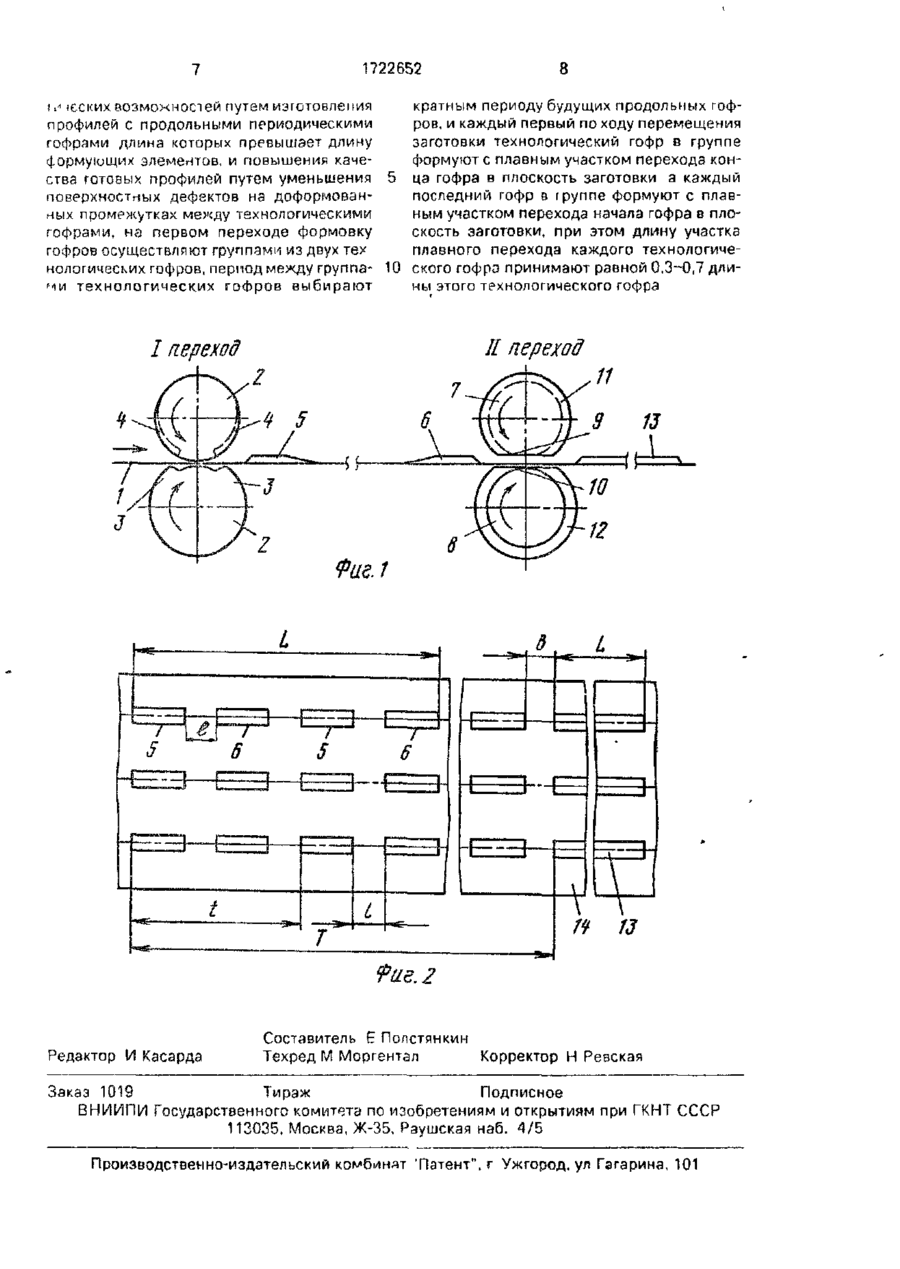
Изобретение относится к обработке металлов давлением и может быть использовано в черной металлургии, з также в металлЪпотребляющих отраслях промышленности в процессе производства профилей высокой жесткости на профилегибочных станах Целью изобретения является расширение технологических возможностей за счет изготовления профилей длина которых превышает длину формующих элементов, и повышение качества готовых профилей Формообразование гофров на полосовой заготовке в валках с формующими элементами осуществляют в два перехода, на первом переходе формовку гофров осуществляют группами из двух технологи ческих гофров Период между группами технологических гофров выбирают кратным периоду будущих продольных гофров Каждый первый по ходу перемещения заготов ки технологический гофр в группе формуют с плавным участком перехода конца гофра в плоскость заготовки а каждый последний гофр в группе - с плавным участком перехода начала гофра в плоскость заготовки Длину участка плавного перехода каждого технологического гофра принимают равной 0,3-0,7 длины этого технологического гофра Иа первом переходе осуществляют доформовку промежутков между технологическими гофрами на высоту готовых гофров. 2 ил Изобретение относится к обработке ме талловдавлением с помощью валков и предназначено для использования в черной металлургии, в металлообрабатывающих отраслях народного хозяйства Известны способ и оборудование для деформирования листового металла. Профили с периодически повторяющимися гофрами любой необходимой длины формуются в клети стана, состоящей из станины, рабочих валкое с кольцевыми формующими элементами, траверсы и связанного с нем пневмо- либо гидроцилиндра для вертикального перемещения верхнего валка Причем управление перемещением валка и необход-имая продолжительность его выстоя в рабочем положении осуществляются путем замыкания передним кониом движущейся полосы ряда конечных выключателей, расположенных на определенном расстоянии от осевой плоскости валков по ходу формовки. Недостатком этого способа является возможность осуществления формовки закрытых периодических гофров только при поштучном производстве Кроме ТОЇ о, фор мующие элементы выполненные в виде колец, не могут быть использованы для ел ю 1722652 формовки толстолистового металла из-за значительных усилий, возникающих 8 валках при вытяжке гофров. При таком способе формовки периодических гофров участки перехода гофрз в плоскость получаются не- 5 четкими, так как конфигурация кольцевых формующих элементов, отсутствие заглушек на сопрягающихся валков, формовка гофров при одновременном опускании кольцевых элементов и поступательном 10 доижении заготовки приводят к увеличенному по длине, нечетко отформованному участку гофра переменной высоты. Известно также техническое решение, в соответствии с которым для изготовления 15 профилей высокой жесткости с периодическими гофрами используют способ, при котором профили формуются за два перехода в двух клетях стана, расстояние между осями валов которых кратно или равно периоду 20 формовки. В первом переходе производится предварительная формовка периодических гофров, причем формуемые гофры имеют большие радиусы скруглення, чем на готовом профиле. Во втором переходе гоф- 25 рам придается окончательная форма. Недостатком такого способа является то, что при его использовании невозможно формовать профили с длиной периода гофров, превышающего длину окружности боч- 30 ки формующих валков, поскольку валки обеих клетей жестко зафиксированы в вертикальной плоскости, следовательно, длина формуемого периода на валке равна или кратна длине окружности бочки валков. 35 Однако в ряде случаев в промышленности требуются профили с длиной периода, значительно превышающей длину окружности бочки формующих взлков. Кроме того, зачастую к таким профилям предъявляют 40 требования, оговаривающие четкую отформовку начала и конца гофров с постоянной высотой гофра на всей длине. Наиболее близким по технической сущности к предлагаемому является способ, со- 45 гласно которому формовка длинномерных поперечных гофров осуществляется при изготовлении профилей с гофрами в два перехода, получая на первом переходе на участке будущего длинного гофра по край- 50 ней мере два коротких гофра, при одновременном зажиме плоской технологической перемычки между ними, а на втором переходе на технологической перемычке выполняют гофр такой же формы сечения, как и 55 ранее отформованных, обеспечивая получение сплошного гофра заданной длины. Преимуществами такого решения являются устранение волнистости на плоских участках профиля и получение стабильных геометрических размеров получаемых профилей. К недостатку способа относится то, что длина формуемых гофров ограничивается длиной бочки формуемых валков и не может превышать ее. Другим существенным недостатком является наличие на готовых профилях такого дефекта как недоформовка на втором переходе плоского центрального межгофрового участка на полную высоту гофра, получаемого в первой клети. Недоформовка гофров по высоте возникает в результате пружинения металла из-за продольной утяжки металла в зону формовки коротких гофров. Цель изобретения - расширение технологических возможностей путем изготовления профилей с продольными периодическим гофрами, длина которых превышает длину формующих элементов, и повышение качества готовых профилей путем уменьшения поверхностных дефектов на доформованных промежутках между технологическими гофрами. С этой целью формообразование гофров на полосовой заготовке в валках с формующими элементами осуществляют в два перехода, на первом из которых на участке каждого будущего гофра формуют вытяжкой два технологических гофра, а на втором переходе осуществляют доформовку промежутков между технологическими гофрами на высоту готовых гофров, причем на первом переходе формовку гофров осуществляют группами из двух технологических гофров, период между группами технологических і офров выбирают кратным периоду будущих продольных гофров, а каждый первый по ходу перемещения заготовки технологический гофр в группе формуют с плармым участком перехода конца гофра в плоскость заготовки, а каждый последний гофр в группе формуют с плавным участком перехода начала гофра в плоскость зэготовки, при этом длину участка ппзвного перехода каждого технологического гофра принимают равной 0,3-0,7 длины этого технологического гофра. Для осуществления способа изготовления профилей высокой жесткости на первом и втором переходе для формовки гофров могут быть использованы валки, аналогичные по конструкции валкам прототипа В качестве клети используется обычная рабочая клеть профилегибочного стана. Проведенный анализ свидетельствует что положительный эффект при осуществлении способа достигается путем уменьшения поверхностных дефектов на доформованных промежутках между технологическими гоф 1722652 ченными для доформовки центрального учарами, в результате чего повышается качестстка между гофрами 5 и б, Деформованими во готовых профилей с продольными перигофр изображен, поз.13, готовый профиль одическими гофрами, длина которых 14. превышает длину формующих элементов При реализации способа на профилегивалков. 5 бочном агрегате 1. - 4x50-300 отформован На фиг. 1 изображена схема изготовлепрофиль боковой панели панцыря крыши ния профилей высокой жесткости по переавтобуса ЛАЗ из стали 08кп толщиной 1,0 ходам; на фиг.2 профиль с мм. Для образования профиля полоса 1 потехнологическими и готовыми гофрами. В процессе изготовления профилей вы- 10 ступаете валки 2 первого перехода, где происходит формовка гофров 5 и б с плавным сокой жесткости формообразования гофров участком, равным 0,5 длины технологическона полосовой заготовке производят в валго гофра. Далее полоса 1 с отформованными ках в два перехода. На первом переходе гофрами 5 и 6 задается в неподвижные валформовку гофров осуществляют группами из двух технологических гофров. При этом 15 ки 7 и 8 второго перехода. После того, как середина гофра 6 доходит до осевой плоскопериод между группами технологических сти валков 7 и 8 перехода 2, производится гофроз выбирают из условия кратности ему доформовка центрального участка, а затем периода Т будущих продольных гофров. вилки отключаются, пропуская задний учаКаждый первый по ходу перемещения заготовки технологический гофр в группе фор- 20 сток гофра 5. Таким образом отформован муют с плавным участком перехода конца профиль с длиной гофра, равной 7365 мм. гофра в плоскости заготовки, а каждый поКак показывают результаты опытной следний гофр в группе формуют с плавным проверки профили, полученные валковой участком перехода начала гофра в плоскоформовкой по предлагаемому способу, хасть заготовки. При этом длину участка плав- 25 рактеризуются хорошим качеством с четко ного перехода каждого технологического отформовзниыми началом и концом гофров, гофра принимают равной 0,3-0,7 длины этостабильностью геометрических размеров го технологического гофра. гофров по их длине и сечению Способ может быть реализован в рабоНа основании проведенных опытных чих валках профилегибочного стана (фиг.1), 30 испытаний в промышленных условиях можНа первом переходе полоса 1 задается но сделать вывод о том, что изобретение р рабочие валки 2, имеющие прерывистые обладает следующими преимуществами: выпуклые 3 и вогнутые 4 формующие элеповышается качество профилей за счет менты, предназначенные для формовки выобеспечения четкой доформовки центральтяжкой двух технологических гофров - 35 ных участков гофров на требуемую высоту; первого 5 и последнего 6. Между ними, в расширяются технологические возможнозависимости от длины требуемого продольсти процесса валковой формовки профилей ного гофра, формуется расчетное число друвысокой жесткости за счет формовки по гих групп гофров из условия кратности предлагаемому способу нового сортамента периода будущих гофров периоду формує- 40 профилей; ориентировочная годовая помых групп Формующие элементы 3 и А валтребность народного хозяйства в новом виков 2 первого перехода выполнены таким де профилей составляет 3000 т. образом, что один из концов элемента, а Предлагаемый способ для изготовления именно первый и последний по ходу затопрофилей высокой жесткости позволяет товки, предназначен для четкой отформов- 45 формовать качественные профили с любой ки начала и конца будущего продольного требуемой длиной периода и не оказывает гофра, а вторые концы выполнены с плавныотрицательного воздействия на окружаюми переходами так, что при дальнейшей дощую среду. формовке центральной части между Формула изобретения гофрами 5 и 6 эти переходы способствуют 50 Способ изготовления профилей высоустранению следов изгиба, остающихся покой жесткости, включающий формообразосле деформации по способу-прототипу. Давание гофров на полосовой заготовке в лее полоса 1 с отформованными гофрами 5 валках с формующими элементами в два и 6 проходит в рабочие валки 7 и 8 второго перехода, на первом из которых на участке перехода, валки которого имеют скошенные 55 каждого будущего гофра формуют вытяжкой участки 9 и 10 для свободного прохода отдва технологических гофра, а на втором пеформованных гофров 5 и 6. Валки 7 и 8 реходе осуществляют доформовку промеоснащены соответственно сплошными жутков между технологическими гофрами кольцевыми, вогнутыми и выпуклыми форна высоту готовых гофров, о т л и ч з ю щ и й мующими элементами 11 и 12, предназнас я тем, что, с целью расширения техноло 1722652 8 кратным периоду будущих продольных гофі н ІЄСКИХ возможностей путем изготовления ров, и каждый первый по ходу перемещения профилей с продольными периодическими заготовки технологический гофр в группе гофрами длина которых превышает длину формуют с плавным участком перехода конформующих элементов, и повышения качеца гофра в плоскость заготовки а каждый ства готовых профилей путем уменьшения последний гофр э іруппе формуют с плавповерхностных дефектов на доформованным участком перехода начала гофра в плоных промежутках между технологическими скость заготовки, при этом длину участка гофрами, на первом переходе формовку плавного перехода каждого технологичегофров осуществляют группами из двух тех нологических гофров, период между группа- 10 ского гофра принимают равной 0,3-0,7 длины этого технологического гофра ми технологических гофров выбирают / переход II переход Фаг. 1 Редактор И Касардз Составитель Е Полстянкин Техред М Моргентал Корректор Н Ревская Заказ 1019 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб. 4/5 Производственно-издательский комбинат 'Патент", г Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fabrication of profiles of increase hardness
Автори англійськоюTryshevskyi Oleh Ihorevych, Polstiankin Yevhen Hryhorovych, Bosyi Volodymyr Mykolaiovych, Samoylov Volodymyr Oleksiiovych, Pak Roman Petrovych
Назва патенту російськоюСпособ изготовления профилей повышенной жесткости
Автори російськоюТришевский Олег Игоревич, Полстянкин Евгений Григорьевич, Босый Владимир Николаевич, Самойлов Владимир Алексеевич, Пак Роман Петрович
МПК / Мітки
МПК: B21D 5/06
Мітки: жосткості, спосіб, виготовлення, високої, профілів
Код посилання
<a href="https://ua.patents.su/4-5846-sposib-vigotovlennya-profiliv-visoko-zhostkosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профілів високої жосткості</a>
Спосіб м.ю. докторова виготовлення гнутих профілів з поздовжніми і перетинаючими ії поперечними гофрами
Номер патенту: 2525
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: поперечними, перетинаючими, докторова, виготовлення, поздовжніми, профілів, м.ю, гофрами, гнутих, спосіб
Формула / Реферат:
1. Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами, включающий последовательное формообразование промежуточного гнутого профиля с продольными гофрами и горизонтальной стенки между ними, а затем выполнение между упомянутыми продольными гофрами поперечных гофр за счет местной вытяжки металла, отличающийся тем, что при формовке промежуточного профиля горизонтальную стенку размещают на уровне между...
Спосіб виготовлення гнутих гофрованих профілів
Номер патенту: 5364
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: спосіб, гофрованих, виготовлення, профілів, гнутих
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, преимущественно листовых с гофрами трапециевидной формы, включающий формообразование профиля в валках клетей стана по технологическим переходам, по которому заготовке подгибкой ее участков придают форму промежуточного профиля с трапециевидными гофрами и горизонтальными межгофровыми участками, а места контакта валков с внутренней зоной мест изгиба гофров профиля размещают от оси вращения...
Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: стінці, прокату, поперечними, спосіб, профілів, гофрами, виготовлення, гнутих
Формула / Реферат:
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда...
Спосіб м.ю. докторова виготовлення гнутих профілів з полицями із змінною по розгортці перерізу товщиною
Номер патенту: 2826
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: полицями, м.ю, перерізу, докторова, товщиною, спосіб, розгортці, профілів, виготовлення, змінною, гнутих
Формула / Реферат:
1. Способ изготовления гнутых профилей с полками и переменной по развертке сечения толщиной, заключающийся в получении заготовки, имеющей переменное по толщине поперечное сечение и последующем формообразовании профиля по переходам, отличающийся тем, что заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: гнутих, розставленого, спосіб, перерізу, виготовлення, профілів
Формула / Реферат:
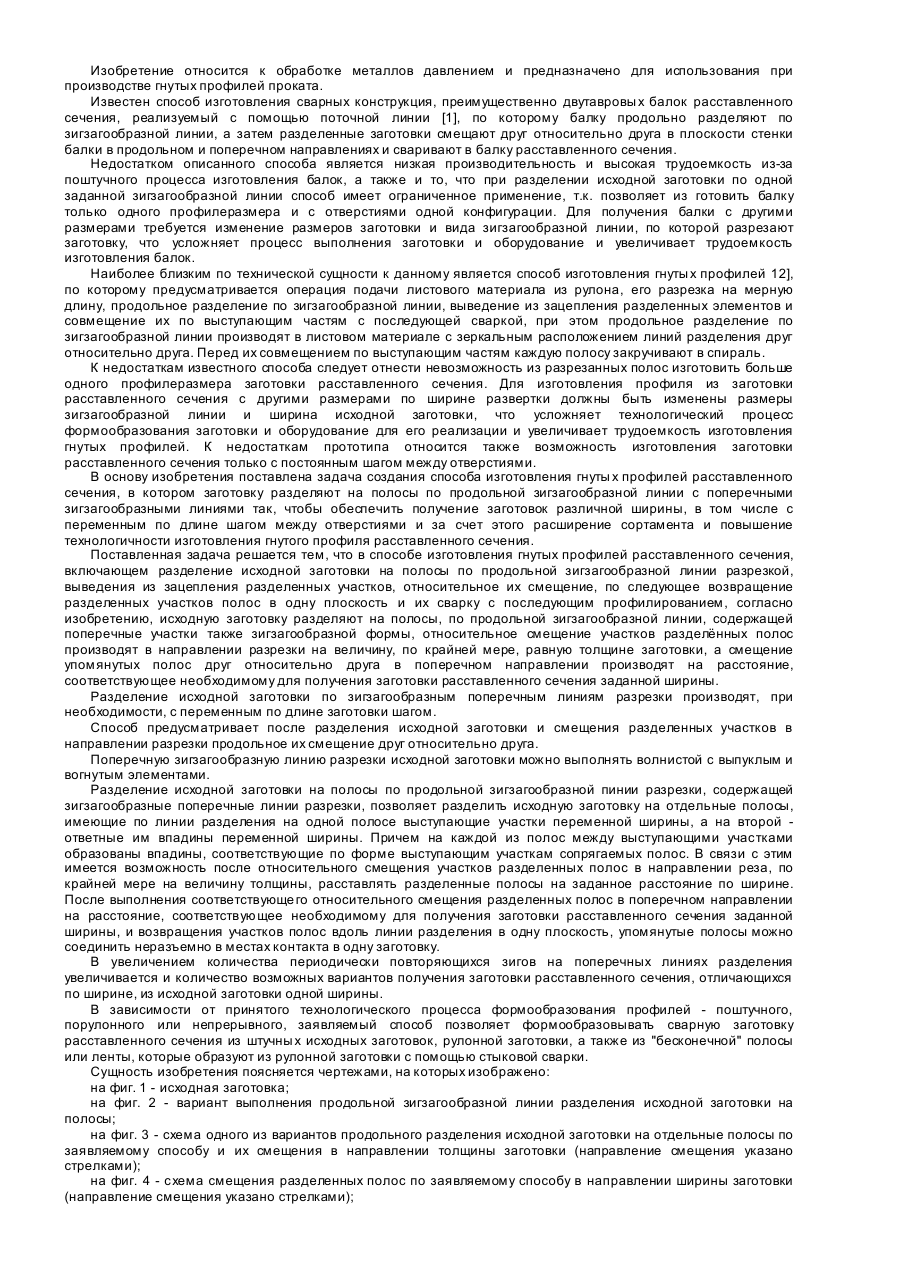
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Попередній патент: Спосіб дослідження уловлюваних розжарених часток
Наступний патент: Препарат тканинних біологічно активних речовин, який має регенаторну дію, та спосіб його одержання
Випадковий патент: Пакувальна коробка для декількох упаковок товарних одиниць