Спосіб прокатки безперервнолитої заготовки
Номер патенту: 58851
Опубліковано: 26.04.2011
Автори: Смирнов Євген Миколайович, Алексєєв Олександр Володимирович, Шум Валентин Борисович, Ємченко Андрій Валентинович, Асикін Олександр Олександрович


Формула / Реферат
Спосіб прокатки безперервнолитої заготовки, що включає її деформацію в обтискній лінії сортопрокатного стана в системі витяжних ящикових калібрів, подальше обтиснення в системі чорнових калібрів з формуванням профілю підкату, який відрізняється тим, що деформацію заготовки в обтискній лінії сортопрокатного стана здійснюють послідовно не менш ніж у трьох парах ящикових калібрів з однаковою конфігурацією дна рівчаків і висотою нижнього рівчака в першому калібрі кожної пари, що перевищує висоту верхнього рівчака на величину обтиснення в другому калібрі пари, зі зміною напрямку деформації після кожної пари калібрів кантуванням на 90° і величиною витяжки в першому калібрі кожної наступної пари, рівною 0,85-0,95 величини витяжки в другому калібрі попередньої пари, при цьому деформацію в першій парі здійснюють із сумарною витяжкою, рівною 1,65-1,85, а в кожній наступній парі - з витяжкою, що перевищує в 1,012-1,2 рази витяжку при деформації в попередній парі, причому радіус скруглювання стику бічних стінок і дна рівчаків у кожній парі калібрів підтримують однаковим і приймають для першої пари калібрів рівним 2,5-3 радіусам скруглювання кутів вихідної заготовки, а для наступних пар калібрів - рівним 2,5-3 радіусам скруглювання підкату з попередньої пари, величину прогину дна рівчаків першого калібру першої пари вибирають рівною 2,0-3,0 радіусам скруглювання кутів вихідної заготовки, а в наступних парах - не більше 0,7 радіуса скруглювання кутів вихідної заготовки.
Текст
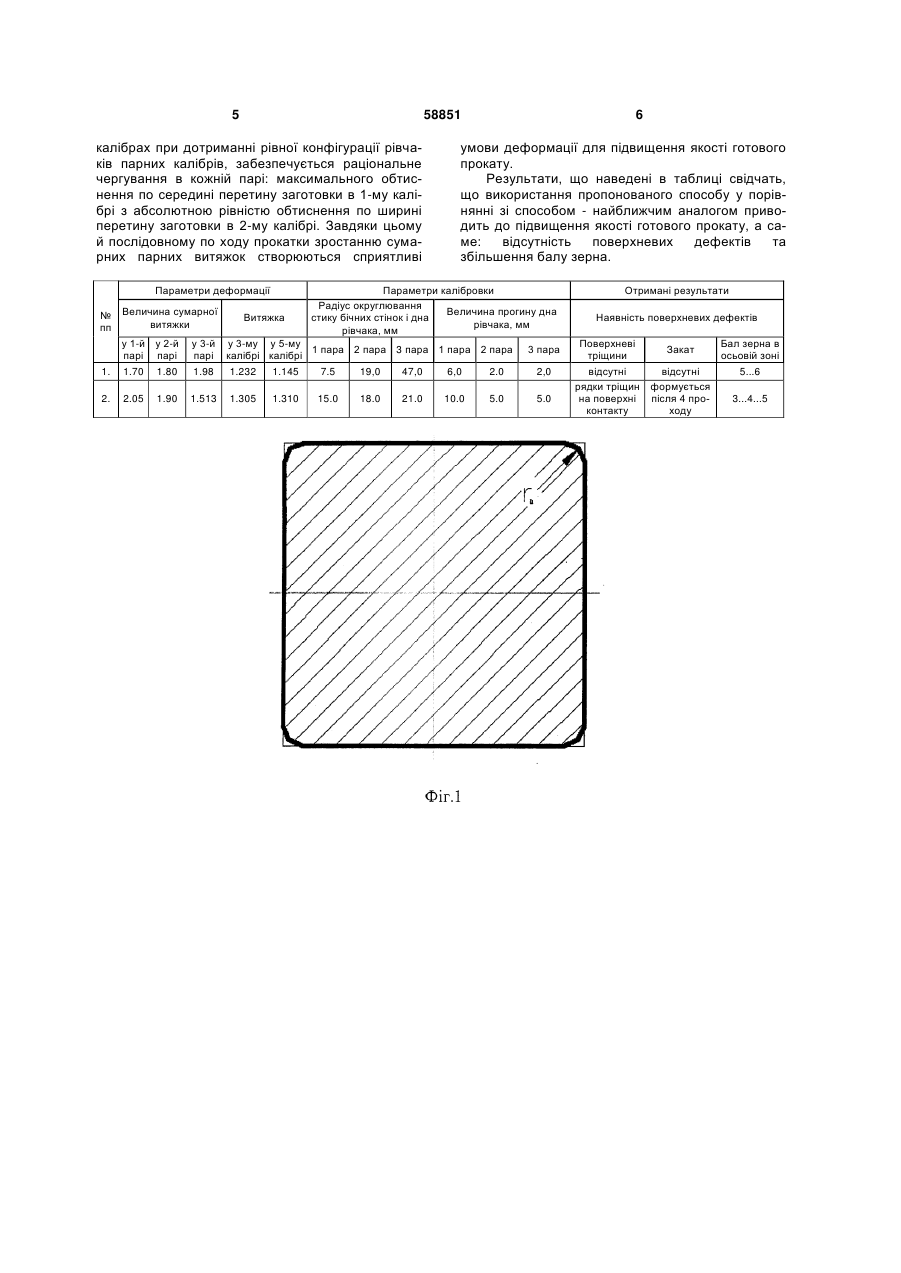
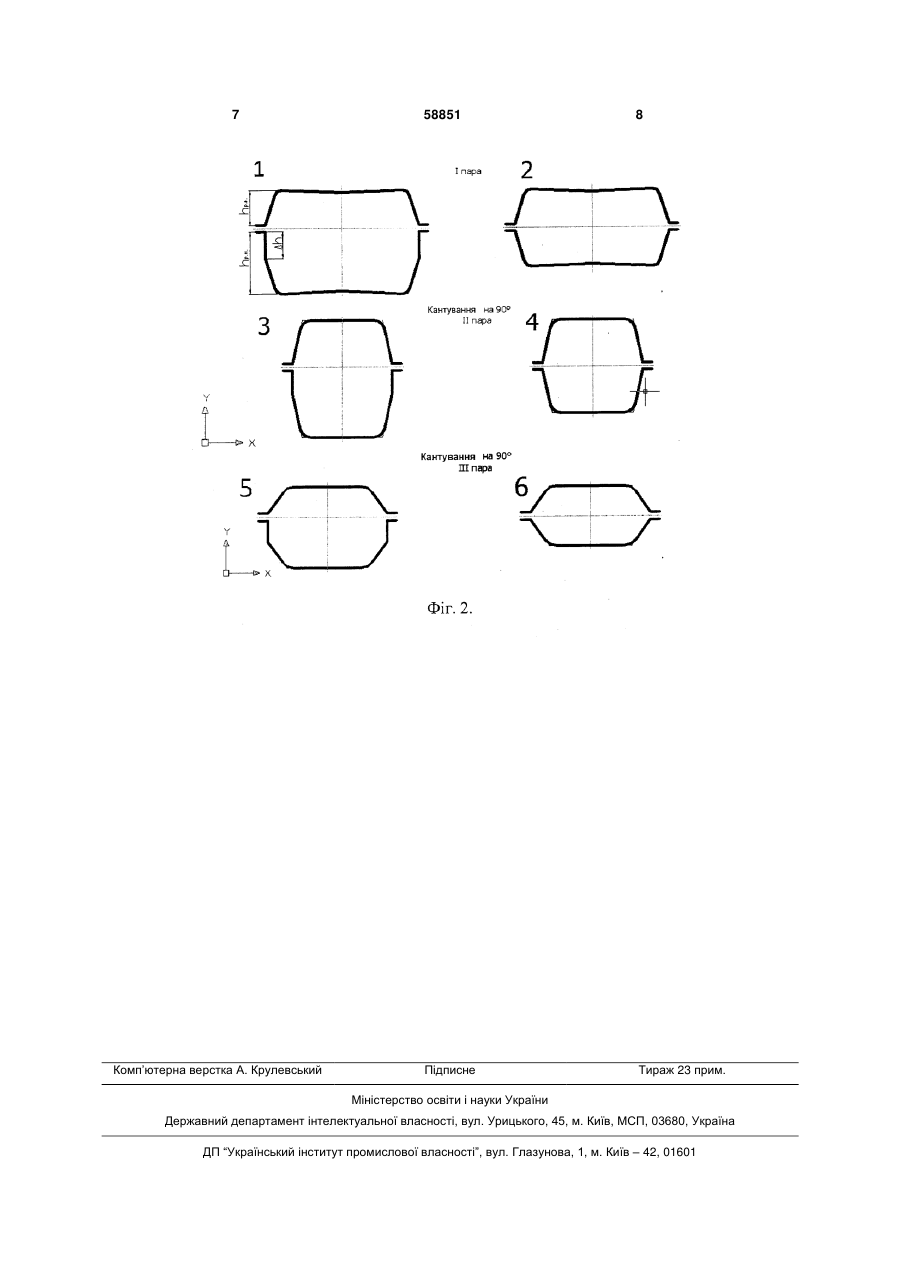
Спосіб прокатки безперервнолитої заготовки, що включає її деформацію в обтискній лінії сортопрокатного стана в системі витяжних ящикових калібрів, подальше обтиснення в системі чорнових калібрів з формуванням профілю підкату, який відрізняється тим, що деформацію заготовки в обтискній лінії сортопрокатного стана здійснюють послідовно не менш ніж у трьох парах ящикових калібрів з однаковою конфігурацією дна рівчаків і висотою нижнього рівчака в першому калібрі кожної пари, що перевищує висоту верхнього рівчака U 1 3 заготовки й підкату й не враховує особливостей форми вихідної заготовки. У цьому випадку на гранях підкату утворюються частини з розтягуючими напругами внаслідок незначної довжини контактної зони по ширині, що приводить до подальшого розкриття наявних поверхневих дефектів, погіршуючи якість готового прокату. Прокатку безперервнолитих заготовок в обтискній лінії здійснюють у системі витяжних ящикових калібрів з опуклістю дна рівчаків у межах 2,53,0 мм і шириною рівчаків по основі, що перевищує ширину по дну за рахунок випуску бічних стінок у межах 15-35 % від висоти струмка. При такій конфігурації ящикових калібрів на вході заготовки в калібр після кожного кантування в момент контакту металу з валками утворяться неконтактні зони по дну рівчаків і по місцю бічних стінок, що не дає можливості рівномірного розподілу обтиснення по ширині поперечного перетину заготовки. У цих зонах виникають розтягуючи напруги, що приводить до утворення поверхневих дефектів у вигляді складок, вкочуваної окалини й плен, розкриття яких у наступних по ходу прокатки калібрах ускладнюють вхід заготовки у вступні арматури, сприяючи утворенню недокатів, погіршуючи якість готового прокату. В основу корисної моделі поставлена задача вдосконалення способу прокатки безперервнолитої заготовки, у якому за рахунок регламентованої зміни напрямку деформування поперечного перетину заготовки й конфігурації калібрів залежно від перетину вихідної заготовки забезпечується підвищення довжини контактної зони по ширині, що приводить до підвищення якості готового прокату за рахунок мінімізації ймовірності розкриття поверхневих дефектів. Поставлена задача вирішується тим, що в способі прокатки безперервнолитої заготовки, що включає її деформацію в обтискній лінії сортопрокатного стана в системі витяжних ящикових калібрів, подальше обтиснення в системі чорнових калібрів з формуванням профілю підкату, згідно корисної моделі деформацію заготовки в обтискній лінії сортопрокатного стана здійснюють послідовно не менш чим у трьох парах ящикових калібрів з однаковою конфігурацією дна рівчаків і висотою нижнього рівчака в першому калібрі кожної пари, що перевищує висоту верхнього рівчака на величину обтиснення в другому калібрі пари зі зміною напрямку деформації після кожної пари калібрів кантуванням на 90° і величиною витяжки в першому калібрі кожної наступної пари, рівної 0,85-0,95 величини витяжки в другому калібрі попередньої пари, при цьому деформацію в першій парі здійснюють із сумарною витяжкою, рівної 1,65-1,85, а в кожній наступній парі - з витяжкою, що перевищує в 1,012-1,2 рази витяжку при деформації в попередній парі, причому радіус скруглювання стику бічних стінок і дна рівчаків у кожній парі калібрів підгримують однаковим і приймають для першої пари калібрів рівним 2,5-3 радіуса скруглювання кутів вихідної заготовки, а для наступних пар калібрів - рівним 2,5-3 радіуса скруглювання підкату з попередньої пари, величину прогину дна рівчаків першого калібру першої пари вибирають рівної 58851 4 2,0-3,0 радіуса скруглювання кутів вихідної заготовки, а в наступних парах - не більше 0,7 радіуса скруглювання кутів вихідної заготовки. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показаний перетин вихідної заготовки; на фіг. 2 - схема системи витяжних ящикових калібрів для деформації заготовки в обтискній лінії сортопрокатного стана. Приклад Реалізацію пропонованого способу здійснювали деформацією вихідної квадратної безперервнолитої заготовки перетином 150 х 150 мм (середньо статичний радіус скруглювання кутів 3 мм) в обтискній кліті сортопрокатного стана 350 при формуванні підкату для чистової лінії стана. Деформацію заготовки здійснювали послідовно в трьох парах ящикових калібрів з однаковою конфігурацією дна рівчаків і висотою нижнього рівчака в першому калібрі кожної пари, що перевищує висоту верхнього рівчака на величину обтиснення в другому калібрі пари зі зміною напрямку деформації після кожної пари калібрів кантуванням на 90°. Відповідно до представленої схеми безперервнолиту заготівку послідовно обжимають без зміни напрямку в калібрах у кожній з 3-х пара (1, 2 - перша пара; 3, 4 - друга пара, 5, 6 - третя пара), між якими призначають кантування поперечного перетину заготовки на 90°, при цьому коефіцієнт витяжки у калібрі 2 пари дорівнює 1,297. За рахунок збереження конфігурації дна рівчаків у парі калібрів забезпечується рівність обтиснень по ширині перетину заготовки в 2-му калібрі кожної пари. Технологічні параметри деформації заготовки, параметри калібрування і показники отриманих результатів наведені в таблиці (№ 1 - пропонований спосіб; № 2 - спосіб - найближчий аналог). При цьому відсутність кантування заготовки в межах пари виключає утворення вільних неконтактних зон по дну рівчаків калібру, які характерні для умов прокатки з кантуванням перетину заготовки в кожному проході (калібрі) і зменшує неконтактну поверхню на бічних гранях заготовки, що попереджає умови утворення поверхневих дефектів. Отже, за рахунок реалізації пропонованого способу прокатки в ящикових калібрах з удосконаленою геометрією й зміною напрямку обтиснення заготовки (кантування) після кожної пари калібрів, загальне число змін напрямку обтиснення (кантувань) зменшується з 5 до 2, чим значно знижуються умови для утворення дефектів на поверхні прокату. У результаті того, що для першої пари калібрів радіус скруглювання стику бічних стінок і дна рівчаків приймають рівним 2,5-3 радіуси скруглювання кутів вихідної заготовки, а для наступних пар калібрів - рівним 2,5-3 радіуси скруглювання підкату з попередньої пари, вершини кутів при обтисненні заготовки в першому калібрі вминаються всередину поперечного перетину, попереджаючи умови для утворення закату. Відповідно до пропонованої схеми прокатки в ящикових калібрах за рахунок призначення зміни напрямку обтиснення перетину заготовки (кантування) на 90° після обтиснення послідовно в 2-х 5 58851 калібрах при дотриманні рівної конфігурації рівчаків парних калібрів, забезпечується раціональне чергування в кожній парі: максимального обтиснення по середині перетину заготовки в 1-му калібрі з абсолютною рівністю обтиснення по ширині перетину заготовки в 2-му калібрі. Завдяки цьому й послідовному по ходу прокатки зростанню сумарних парних витяжок створюються сприятливі Параметри деформації № пп Величина сумарної витяжки 1. у 1-й у 2-й парі парі 1.70 1.80 у 3-й парі 1.98 2. 2.05 1.513 1.90 Витяжка 6 умови деформації для підвищення якості готового прокату. Результати, що наведені в таблиці свідчать, що використання пропонованого способу у порівнянні зі способом - найближчим аналогом приводить до підвищення якості готового прокату, а саме: відсутність поверхневих дефектів та збільшення балу зерна. Параметри калібровки Радіус округлювання Величина прогину дна стику бічних стінок і дна рівчака, мм рівчака, мм у 3-му у 5-му 1 пара 2 пара 3 пара 1 пара 2 пара калібрі калібрі 1.232 1.145 7.5 19,0 47,0 6,0 2.0 1.305 1.310 15.0 18.0 21.0 10.0 5.0 3 пара 2,0 5.0 Отримані результати Наявність поверхневих дефектів Поверхневі тріщини відсутні рядки тріщин на поверхні контакту Закат відсутні формується після 4 проходу Бал зерна в осьовій зоні 5...6 3...4...5 7 Комп’ютерна верстка А. Крулевський 58851 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling continuously cast blank
Автори англійськоюShum Valentyn Borysovych, Smyrnov Yevhen Mykolaiovych, Yemchenko Andrii Valentynovych, Aleksieev Oleksandr Volodymyrovych, Asykin Oleksandr Oleksandrovych
Назва патенту російськоюСпособ прокатки непрерывнолитой заготовки
Автори російськоюШум Валентин Борисович, Смирнов Евгений Николаевич, Емченко Андрей Валентинович, Алексеев Александр Владимирович, Асыкин Александр Александрович
МПК / Мітки
МПК: B21B 1/16
Мітки: заготовки, безперервнолитої, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/4-58851-sposib-prokatki-bezperervnolito-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки безперервнолитої заготовки</a>
Спосіб одержання біметалічної безперервнолитої заготовки
Номер патенту: 69114
Опубліковано: 16.08.2004
Автори: Тубольцев Леонід Григорьєвич, Тітова Тамара Михайлівна, Большаков Вадим Іванович, Герасименко Віктор Григорьєвич
МПК: B22D 11/00
Мітки: спосіб, заготовки, біметалічної, одержання, безперервнолитої
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає заливання в перший кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасній подачі в нього металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки в зону вторинного охолодження, який відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження піддають диференційованому...
Спосіб охолодження безперервнолитої заготовки
Номер патенту: 70476
Опубліковано: 15.10.2004
Автори: Воробйов Олександр Васильович, Крутіков Василь Петрович, Лепіхов Леонід Сергійович, Носоченко Олег Васильович, Жуков Олександр Іванович, Матюхін Олександр Васильович, Сабанський Микола Володимирович, Кислиця Вячеслав Володимирович, Малай Віктор Іванович
МПК: B22D 11/124
Мітки: спосіб, заготовки, охолодження, безперервнолитої
Формула / Реферат:
Спосіб охолодження безперервнолитої заготовки, що включає подачу води у першу зону охолодження через круглофакельні форсунки по всьому периметру заготовки і подачу водно-повітряної суміші через плоскофакельні форсунки на широкі грані заготовки у наступних зонах охолодження, який відрізняється тим, що в ділянці першої роликової секції (друга зона повторного охолодження) на вузькі грані заготовки здійснюють подачу водно-повітряної суміші через...
Спосіб видалення окалини з поверхні безперервнолитої заготовки
Номер патенту: 32580
Опубліковано: 26.05.2008
Автори: Носоченко Олег Васильович, Буга Ілля Димитрович, Галкін Володимир Валентинович, Кислиця Вячеслав Володимирович, Кіба Ігор Петрович, Ковура Олександр Борисович, Травінчев Олексій Анатолієвич
МПК: B21B 45/04
Мітки: спосіб, безперервнолитої, окалини, заготовки, поверхні, видалення
Формула / Реферат:
Спосіб видалення окалини з поверхні безперервнолитої заготовки, що включає подачу води під тиском через колектор з форсунками, направленими під кутом до поверхні переміщуваної заготовки, агрегат високого тиску з механізмами підйому-опускання колекторів, запірну і регулюючу апаратуру, який відрізняється тим, що при русі заготовки транспортним рольгангом від машини безперервного лиття заготовок, видалення окалини з поверхні заготовки проводять...
Спосіб одержання біметалічної безперервнолитої заготовки

Номер патенту: 71857
Опубліковано: 15.12.2004
Автори: Ноговіцин Олексій Володимирович, Бялік Гарій Абрамович, Луньов Валентин Васильович, Тітова Тамара Михайлівна, Адамчук Станіслав Іванович, Большаков Вадим Іванович, Тарасевич Микола Іванович
МПК: B21D 11/00
Мітки: біметалічної, безперервнолитої, спосіб, заготовки, одержання
Формула / Реферат:
Спосіб одержання біметалічної безперервнолитої заготовки, що включає подачу рідкого металу або сплаву одного складу в кристалізатор одночасно з введенням до нього заготовки з металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки, який відрізняється тим, що подачу рідкого металу або сплаву в кристалізатор, введення до нього заготовки з металу або сплаву іншого складу і витягування отриманої біметалічної...
Спосіб виробництва безперервнолитої заготовки
Номер патенту: 55153
Опубліковано: 10.12.2010
Автори: Найдек Володимир Леонтійович, Гринюк Сергій Іванович, Єлісеєв Олег Вячеславович, Носоченко Олег Васильович, Тарасевич Микола Іванович, Махлай Юрій Павлович, Буга Ілля Дмитрович, Антонов Юрій Григорович, Учитель Лев Михайлович, Сургучов Євгеній Олександрович, Якобше Ришард Якубович
МПК: B22D 11/00
Мітки: заготовки, спосіб, безперервнолитої, виробництва
Формула / Реферат:
Спосіб виробництва безперервнолитої заготовки, що включає прикладення вібраційного впливу на зливок, що кристалізується, який відрізняється тим, що вібраційний вплив прикладають в зоні вторинного охолодження в перпендикулярному до розливання напрямку на одну з граней зливка на відстані 0,3-0,5 протяжності рідкої серцевини від меніска металу в кристалізаторі.
Попередній патент: Спосіб лікування компресійних нейропатій черепно-мозкових нервів у хворих після реконструктивних операцій на прецеребральних артеріях
Наступний патент: Спосіб нанесення псевдосплавних покриттів на основі міді
Випадковий патент: Спосіб прогнозування клінічного перебігу генералізованого пародонтиту