Спосіб відновлення зубчастих валів
Номер патенту: 59110
Опубліковано: 15.08.2003
Автори: Кузнецов Едуард Анатолійович, Гедрович Анатолій Іванович
Формула / Реферат
Спосіб відновлення зубчастих валів переважно з великим числом дефектних зубів, при якому заздалегідь видаляють всі зуби і шар металу, що знаходиться під зубами, пошарово наплавляють поверхню до необхідного діаметра і нарізують зуби, який відрізняється тим, що механічне видалення шару металу, того, що знаходиться під зубами, проводять на глибину, що дорівнює 0,45 - 0,50 модуля зуба, потім здійснюють попереднє підігрівання поверхні вала, що наплавляється, до температури 250 °С, пошарово по гвинтовій лінії наплавляють поверхню до необхідного діаметра вала з урахуванням технологічного припуску на подальшу механічну обробку і термічно обробляють наплавлений зубчастий вал шляхом його нагрівання до температури 750 - 800 °С з подальшою витримкою 24 години у печі і холонення з піччю не менше 24 годин.
Текст
Спосіб відновлення зубчастих валів переважно з великим числом дефектних зубів, при якому заздалегідь видаляють всі зуби і шар металу, що знаходиться під зубами, пошарово наплавляють поверхню до необхідного діаметра і нарізують зу би, який відрізняється тим, що механічне видалення шару металу, того, що знаходиться під зубами, проводять на глибину, що дорівнює 0,450,50 модуля зуба, потім здійснюють попереднє підігрівання поверхні вала, що наплавляється, до температури 250°С, пошарово по гвинтовій лінії наплавляють поверхню до необхідного діаметра вала з урахуванням технологічного припуску на подальшу механічну обробку і термічно обробляють наплавлений зубчастий вал шляхом його нагрівання до температури 750-800°С з подальшою витримкою 24 години у печі і холонення з піччю не менше 24 годин Винахід відноситься до зварювального виробництва, а саме до технологій відновлення зношених частин деталей дуговою наплавкою і може бути використаний у всіх галузях народного господарства для продовження терміну експлуатації машин і механізмів, в конструкцію яких входять зубчасті передачі вал-шестерня Із зростанням швидкостей, навантажень і інших показників машин і апаратів значно зріс знос зубчастих передач 3 урахуванням високої вартості цих вузлів, відновлення їх робочих поверхонь дуговою наплавкою стає актуальною задачею, рішення якої дозволяє істотно економити кошти підприємств, що витрачаються на ремонт технологічного і експлуатаційного обладнання Однією З ОСНОВНИХ особливостей відновлення зубчастих валів полягає в тому, що поверхня, що наплавляється, має складну конфігурацію, а це вимагає застосування спеціального наплавного обладнання і технологій, які, в сукупності, різко підвищують вартість відновленої деталі У деяких випадках, через застосування обладнання і технологій, що дорого коштують, вартість відновленої деталі перевищує вартість нової, що, зрозуміло, не прийнятно по економічних міркуваннях Тому розробка нових технологій відновлення таких деталей як зубчасті вали є вельми складною технічною задачею, рішення якої дозволить застосовувати відновлення зношених деталей для багатьох машин і механізмів На жаль, сучасні технології відновлення деталей зі складною поверхнею передбачають або підміну криволінійних шарів, що наплавляються, короткими прямолінійними швами в збиток подальшої їх механічної обробки, або створенням додаткової складної технологічної оснастки, не завжди прийнятної для таких деталей, як зубчасті вали (див , наприклад, книгу Чвертко А Й , Патон Б Е , Тімченко ВА Обладнання для механізованого дугового зварювання і наплавки М Машинобудування, 1981 264 з , стор 150 151) Так, наприклад, відома технологія відновлення зношених частин деталей машин за допомогою дугової наплавки ВІДМІННОЮ особливістю цієї технологи є те, що перед наплавкою місце відновлення деталі обмежують формуючими пластинами з теплопровідного металу з таким розрахунком, щоб була забезпечена висока точність наплавкою частини деталі, що відновлюється Утворену пластинами форму заповнюють металом який наплавляється Внаслідок цієї наплавки відновлюється зношена деталь При реалізації цієї технології подальша механічна обробка відновленої поверхні деталі не потрібна При необхідності застосовують подальшу термообробку відновленої деталі Формуючі пластини або суцільні форми мають канали для проходу охолоджуючої води Охолоджування проточною водою запобігає пошкодженню (оплавлення) формуючих пластин (див заявку Японії №53-115696 з класу В23К5/18 яку опубліковано (21)2003010645 (22) 24 01 2 0 0 3 ю 59110 09 10 78p) Основним недоліком цієї технології відновлення поверхонь деталей є те, що для її застосування необхідно виготовляти додаткове оснащення у вигляді формуючих водоохолоджуємих пластин, причому, що мають форму і розміри, ВІДПОВІДНІ формі і розмірам поверхні, що наплавляється Оскільки поверхня зубчастих валів, що відновлюється має значну кривизну, а також розміри валів знаходяться в широкому діапазоні, виготовлення таких формуючих порожнистих пластин ні технічно, ні економічно не виправдане і приводить до підвищення вартості деталі, що відновлюється Цей недолік усунений в способі відновлення зношених деталей дуговою наплавкою із застосуванням присадного дроту з попереднім підігріванням Для запопередження утворення холодних тріщин в дільницях сплавлення і в наплавленому металі шляхом усунення напруженого стану при наплавленні високолегованих аустенітних корозійностійких матеріалів на низьковуглецеві сталі, температуру попереднього підігрівання ТППід встановлюють з співвідношення ТППід-(80-100)х(Сі-С2), де С-і і Сг - усереднені значення коефіцієнта ЛІНІЙНОГО розширення наплавленого і основного металу ВІДПОВІДНО (див авторське свідоцтво СРСР №1505702 з класу В23К9/04 яке опубліковане 07 09 89р в Бюл №33) Основним недоліком відомого способу є те, що при його застосуванні неможливо набути однакових властивостей металу по всій довжині наплавленої поверхні деталі Цей недолік зумовлений тим, що в технологічному процесі відновлення деталі відсутня операція попереднього механічного видалення частини зношеної поверхні Оскільки, звичайно, знос поверхні нерівномірний, то і нерівномірною буде і товщина шару, що наплавляється, отже, властивості металу відновленої деталі будуть різними по її довжині, що неодмінно відіб'ється на експлуатаційних характеристиках відновленої деталі, зокрема, на терміні її служби Найбільш близьким за своєю суттю та ефекту, що досягається, і що приймається за прототип, є спосіб відновлення зубчастих валів переважно з великим числом дефектних зубів, при якому заздалегідь видаляють всю зуби і шар металу, що знаходиться під зубами, шарами наплавляють поверхню до необхідного діаметра і нарізують зуби Для підвищення терміну служби відновленої деталі, додатково знімають шар, що знаходиться під зубами, на глибину (0,4 -0,9)т, де т - модуль зуба, наплавляють за один прохід по створюючій вала переривистий по його периметру шар, рівний по товщині знятому, матеріалом з класу метастабільних аустенітних сталей, при цьому КІЛЬКІСТЬ перерв в першому шарі вибирають рівним КІЛЬКОСТІ зубів, а ширину перерви - 0,3-0,4 від ширини западини від основи зуба Подальші шари наплавляють менш міцним і пластичним в порівнянні з першим шаром матеріалом по гвинтовій лінії із заплавленням перерв першого шара, а при нарізці зубів розташовують западини симетрично над колишніми місцями перерв При цьому другий і подальший шари наплавляють зварювальним дротом з низьковуглецевої сталі під шаром керамічного флюсу (див авторське свідоцтво СРСР №1488175 з класу В23К9/04, В 23 Р 6/00 яке опубліковане 23 06 89р в Бюл №23) Основним недоліком відомого способу відновлення зубчастих валів є складність його реалізації, яка зумовлена необхідністю виконання першого шара наплавки переривистим швом з певною шириною перерв Оскільки розміри зубів зубчастих валів звичайно не великі за розмірами, то витримати розміри перерв в наплавці шириною 0,3-0,4 ширини западини кожного зуба, з урахуванням високої рухливості рідкого металу під впливом тиску дуги і електромагнітних сил, технічно досить складно Другим недоліком відомого способу відновлення зубчастих валів є низька якість відновленої поверхні Цей недолік пояснюється наступним Загальновідомо, що початкова і кінцева ДІЛЬНИЦІ ШВІВ характеризуються як дефектні (не випадково їх виводять на технологічні планки), маючи різні включення і нерівномірність глибини проплавлення Але згідно з відомою технологією відновлення, перший шар виконується переривистим, тобто кожна його дільниця має початок і кінець КІЛЬКІСТЬ таких дільниць буде відповідати КІЛЬКОСТІ зубів, оскільки між ними роблять перерви в наплавці Отже, перший шар наплавленого металу буде мати значну КІЛЬКІСТЬ дефектних дільниць Третім недоліком відомого способу відновлення зубчастих валів є те, що при його реалізації не проводять попереднього підігрівання, а це для деяких легованих сталей може стати причиною утворення холодних мікро і макротріщин в перехідній зоні між наплавленим і основним металом Четвертим недоліком відомого способу відновлення зубчастих валів є те, що при його реалізації не проводиться подальша термообробка відновленої деталі, отже, деталь буде мати значні внутрішні напруження, що неминуче відіб'ється в гіршу сторону на и експлуатаційних характеристиках Оскільки зубчасті вали працюють, як правило, у важких умовах знакозмінних навантажень, то внутрішні напруження можуть привести до деформування або до руйнування валу в процесі його експлуатації П'ятим недоліком відомого способу відновлення зубчастих валів є те, що товщина шара основного металу, що заздалегідь видаляється під зубами валу визначається розмірами модуля зубу, без урахування втоми металу Це приводить до того, що шар металу, що видаляється має завищену товщину, отже, є додаткові витрати на попередню механічну обробку вала, що нічим не виправдано і приводить, тільки лише до підвищення витрат коштів на цю технологічну операцію, а це, в свою чергу, відбивається на собівартості відновленого зубчастого валу У основу винаходу поставлено задачу підвищення експлуатаційних характеристик відновленого зубчастого валу з одночасним зниженням витрат на відновлення зношеної поверхні шляхом підвищення якості і фізико-механічних властивостей наплавлених шарів за рахунок попереднього підігрівання і подальшої термообробки зубчастого валу, а також за рахунок попереднього видалення зношеного шару основного металу на задану глибину з урахуванням втоми металу під дією знако 59110 змінний експлуатаційних навантажень Рішення поставленої задачі досягається тим, що у відомому способі відновлення зубчастих валів переважно з великим числом дефектних зубів, при якому заздалегідь видаляють всі зуби і шар металу, що знаходиться під зубами, пошарово наплавляють поверхню до необхідного діаметра і нарізують зуби, механічне видалення шару металу, того, що знаходиться під зубами, проводять на глибину, рівну 0,45-0,50 модулю зубу, потім здійснюють попереднє підігрівання поверхні вала, що наплавляється, до температури 250°С, пошарово по гвинтовій лінії наплавляють поверхню до необхідного діаметра валу з урахуванням технологічного припуску на подальшу механічну обробку і термічно обробляють наплавлений зубчастий вал шляхом його нагріву до температури 750-800°С з подальшою витримкою 24 години у печі і вихолонення з піччю не менш 24 годин Спосіб відновлення зубчастих валів, що пропонується, включає наступні операції Перед початком відновних робіт зубчастий вал очищають від забруднень, що нагромадилися на ньому Потім будь-яким механічним шляхом видаляють залишки зубів, що знеслися і шар основного металу вала на глибину, рівну 0,45-5,0 модулю зубу Така глибина видалення шара зумовлена тим, що втомлені тріщини, які виникають в зубчастому валі внаслідок дії знакозмінних навантажень, в абсолютній більшості випадків, розвиваються на глибину не більше за 0,45-0,5 модулю зубу Якщо втомлені тріщини розвиваються на більшу глибину, ніж у вказаному вище діапазоні, то це говорить про те, що вони досягли критичних розмірів і зуби просто виламуються Отже, вказана глибина видалення шару основного металу в межах 0,45-0,5 модуля зубу є найбільш оптимальною, цілком обгрунтованою і вимагає мінімальних витрат технологічно на цю операцію Далі механічно оброблений зубчастий вал піддають попередньому підігріванню будь-яким відомим способом до температури 250°С, що дозволяє уникнути утворення холодних тріщин в наплавленому шарі і в біляшовної зоні, які виникають при наплавці високолегованого зносостійкого матеріалу Безумовно, температура попереднього підігрівання може змінюватися в невеликому діапазоні в залежності від ХІМІЧНОГО складу присадкового матеріалу і ХІМІЧНОГО складу основного металу зубчастого валу Однак такий діапазон температур попереднього підігрівання важко контролювати, а різноманіття присадних матеріалів змушує виготувати спеціальні температурні таблиці Все це складно реалізувати на практиці та і немає в цьому особливої необхідності Набагато простіше встановити температуру попереднього підігрівання по верхній межі діапазону Такою верхньою межею для всіх видів присадних матеріалів і металів зубчастих валів є температура, що дорівнюється 250°С Тому температура попереднього підігрівання, що пропонується, цілком оптимальна і обгрунтована, дозволяє без помилки підігріти метал до необхідного рівня, незалежно від вигляду добавки, що використовується для наплавки Відразу ж після попереднього підігрівання по чинають процес наплавки будь-яким відомим дуговим способом із застосуванням присадного матеріалу у вигляді наплавкого дроту Наплавлення пошарово ведуть по гвинтовій лінії до того часу, поки діаметр валу не досягне необхідного діаметра з урахуванням технологічного припуску, необхідного для подальшої механічної обробки валу Технологічний припуск, як відомо, є вимушеним, оскільки наплавлена поверхня має нерівності, а також на поверхні останнього наплавленого шару можуть виявитися вплавляти неметалІЧНІ включення, які необхідно видалити при подальшій механічній обробці Потім наплавлений зубчастий вал піддають термічній обробці Термічна обробка здійснюється у вигляді повного нагріву зубчастого валу в печі при температурі 750-800°С з подальшою витримкою 24 години у печі і вихолонення з піччю не менш 24 годин Такий режим термообробки дозволяє повністю зняти всі внутрішні зварювальні напруження і ідеально підготувати наплавлену зносостійку поверхню валу для подальшої нарізки зубів Таким чином, режим термообробки наплавленого зубчастого валу є оптимальним і обгрунтованим, оскільки приймаємий абсолютно для будьякого виду стали наплавленого шару Завершальною операцією відновлення вала є нарізка зубів і загартування для придания необхідних МІЦНІСНИХ і механічних властивостей зубчастому валу Істотна ВІДМІННІСТЬ об'єкта винаходу, що заявляється, від раніше відомих, полягає в тому, що в технологічному процесі відновлення зношеної поверхні зубчастого валу віддаляється частина основного металу під зубами на глибину, що враховує втому металу, що нагромаджується під дією знакозмінних навантажень, а також здійснюють попереднє підігрівання і подальшу термообробку на певних режимах Вказані ВІДМІННОСТІ В сукупності дозволяють підвищити якість наплавлених шарів, знизити вартість відновних робіт, спростити технологію підготовки поверхні вала під подальшу нарізку зубів Жоден з відомих способів не може володіти зазначеними властивостями, оскільки для їх реалізації потрібно або додаткове пристосування, що обмежує розтікання металу (заявка Японії №53-115696), що різко підвищує собівартість ремонту вала, або не забезпечують підготовку наплавленого металу до нарізки зубів (авт св СРСР №1505702), або не передбачають заходів щодо запобігання утворенню холодних тріщин в наплавленому металі (авт св СРСР №1488175) До технічних переваг способу відновлення зубчастих валів, що пропонується, в порівнянні з прототипом, можна віднести наступне поліпшення якості наплавленого шару металу за рахунок того, що наплавку ведуть безперервно по гвинтовій лінії, оптимізація глибини механічного видалення шару основного металу вала під зубами за рахунок того, що и визначають з урахуванням втоми металу під дією знакозмінних навантажень, запобігання утворення холодних тріщин в наплавлених шарах за рахунок застосування попереднього підігрівання металу вала до оптимальної температури, 7 59110 створення оптимальних умов для подальшої нарізки зубів на наплавленої поверхні валу за рахунок подальшої його термообробки по оптимальному режиму, зниження трудомісткості відновлення зубчас Комп'ютерна верстка Е Гапоненко 8 того валу за рахунок відсутності додаткового оснащення, спрощення вибору температури попереднього підігрівання і подальшої термообробки, зниження товщини шару, що видаляється механічним шляхом Підписано до друку 05 09 2003 Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for renewal of splined shafts
Автори англійськоюHedrovych Anatolii Ivanovych
Назва патенту російськоюСпособ обновления зубчатых валов
Автори російськоюГедрович Анатолий Иванович
МПК / Мітки
Мітки: спосіб, відновлення, валів, зубчастих
Код посилання
<a href="https://ua.patents.su/4-59110-sposib-vidnovlennya-zubchastikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зубчастих валів</a>
Спосіб відновлення зубчастих коліс
Номер патенту: 13144
Опубліковано: 28.02.1997
Автори: Ляшенко Микола Володимирович, Тищенко Петро Євдокимович, Чудновський Юхим Юхимович, Лакосник Володимир Володимирович
МПК: B23P 6/00
Мітки: спосіб, відновлення, зубчастих, коліс
Формула / Реферат:
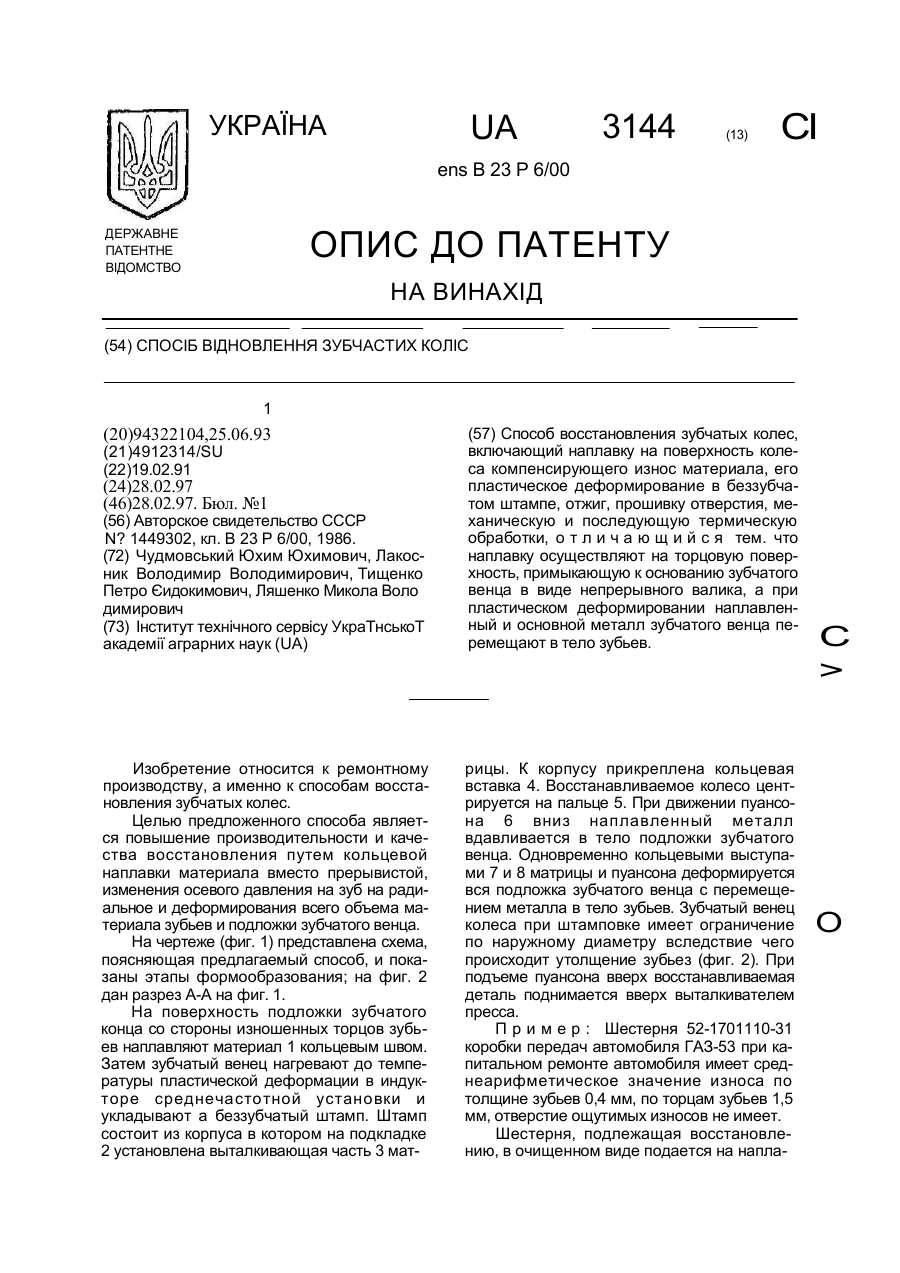
(57) Способ восстановления зубчатых колес, включающий наплавку на поверхность колеса компенсирующего износ материала, его пластическое деформирование в беззубчатом штампе, отжиг, прошивку отверстия, механическую и последующую термическую обработки, отличающийся тем. что наплавку осуществляют на торцовую поверхность, примыкающую к основанию зубчатого венца в виде непрерывного валика, а при пластическом деформировании наплавленный и основной...
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: обробки, зубчастих, циліндричних, чистової, коліс, зубів, пристрій, профілів
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Зубчаста муфта для з’єднання співвісних валів

Номер патенту: 58372
Опубліковано: 15.07.2003
Автори: Білобров Юрій Миколаєвич, Седуш Сергій Вікторович
МПК: F16D 1/00
Мітки: валів, зубчаста, співвісних, муфта, з'єднання
Формула / Реферат:
Зубчаста муфта для з'єднання співвісних валів, що містить зубчасті обойми і зубчасті втулки з посадковими отворами конічної форми, яка відрізняється тим, що посадкові отвори в зубчастих втулках виконані глухими з боку торців вала, а на контактних поверхнях зубчастих втулок виконані кільцеві канавки, що сполучаються між собою і з радіальним отвором у тілі зубчастих втулок, а у глухій стінці зубчастих втулок по її осі виконані різьбові...
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Розенберг Олег Олександрович, Микищенко Олександр Анатолійович, Рибак Валерій Якович, Маховський Юрій Олексійович
МПК: B23F 9/00
Мітки: спосіб, великомодульних, обробки, коліс, циліндричних, зубчастих
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Спосіб з’єднання валів
Номер патенту: 46470
Опубліковано: 15.05.2002
Автори: Гулаков Сергій Володимирович, Щербаков Сергій Володимирович
МПК: F16D 9/00
Мітки: спосіб, валів, з'єднання
Формула / Реферат:
1. Спосіб з'єднання валів, що включає механічний зв'язок ведучого вала з веденим його роз'єднанням при перевищенні передавального моменту вище заданого значення, який відрізняється тим, що в осьовий отвір першого вала вставляють кінець другого, попередньо виконавши на ньому циліндричний виступ з косим зрізом протилежної від торця сторони і далі здійснюють нагрівання локальним джерелом зовнішньої поверхні першого вала в області (зоні) над...
Попередній патент: Спосіб визначення стереометричних характеристик ультраструктур клітин
Наступний патент: Спосіб виробництва драглеутворюючих мальтодекстринів з низьким глюкозним еквівалентом
Випадковий патент: Механізм для вирівнювання кутової швидкості вала