Система калібрування валків безперервного сортового стана
Номер патенту: 53779
Опубліковано: 17.02.2003
Автори: Парусов Олег Володимирович, Парусов Володимир Васильович, Шишко Юрій Борисович, Шувякова Ірина Володимировна, Кулаков Леонід Васильович, Лохматов Олександр Павлович, Сівак Едуард Володимирович, Жучков Сергій Михайлович, Димченко Євген Миколайович, Оробцев Андрій Юрійович, Букрєєв Іван Іванович, Літвінов Леонід Федорович, Шевердін Сергій Митрофанович
Формула / Реферат
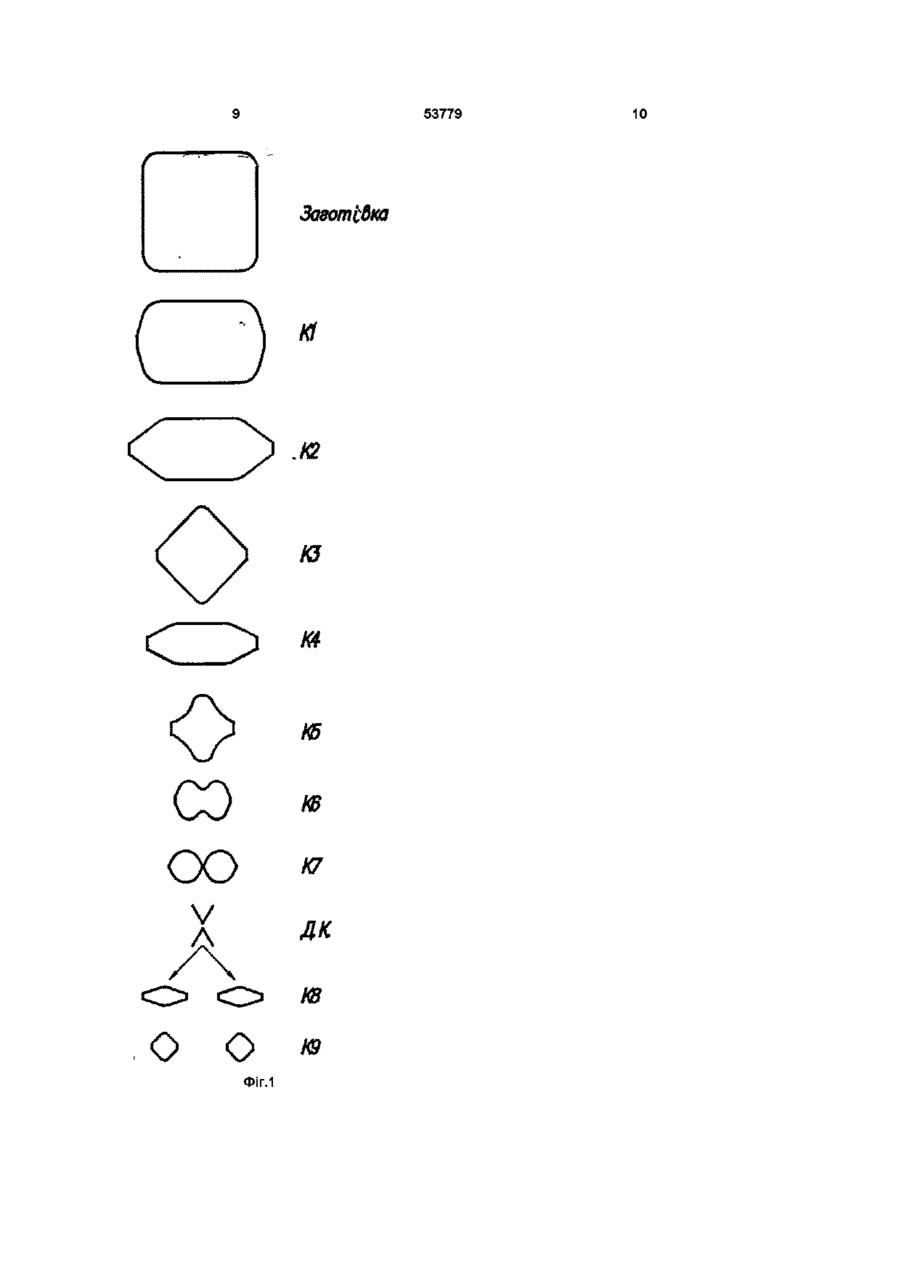
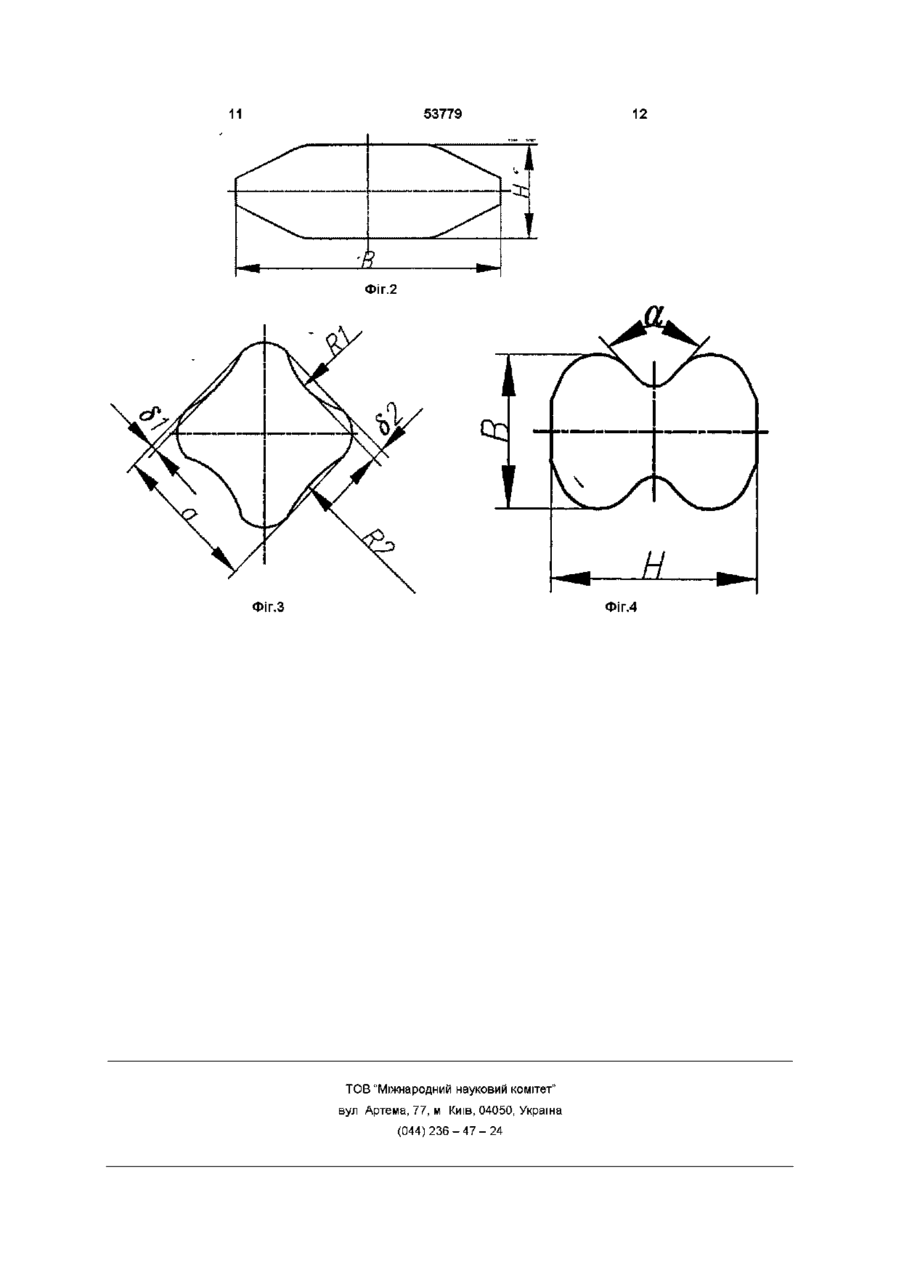
Система калібрування валків безперервного сортового стана, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для прокатування в дві нитки, яка відрізняється тим, що калібр для одержання проміжного розкату виконаний у вигляді діагонального квадрату, калібр із великою горизонтальною віссю виконаний у вигляді шестикутника зі співвідношенням більшої і меншої осей, рівним 2,80-3,10, діагональний квадратний калібр з округленими ребрами виконаний центрально - симетричним і з попарно диференційованими геометричними параметрами опуклостей на його гранях, причому співвідношення радіусів опуклостей двох суміжних граней калібру складає 0,55-0,65, а співвідношення висот опуклостей цих же граней складає 1,8-1,9.
Текст
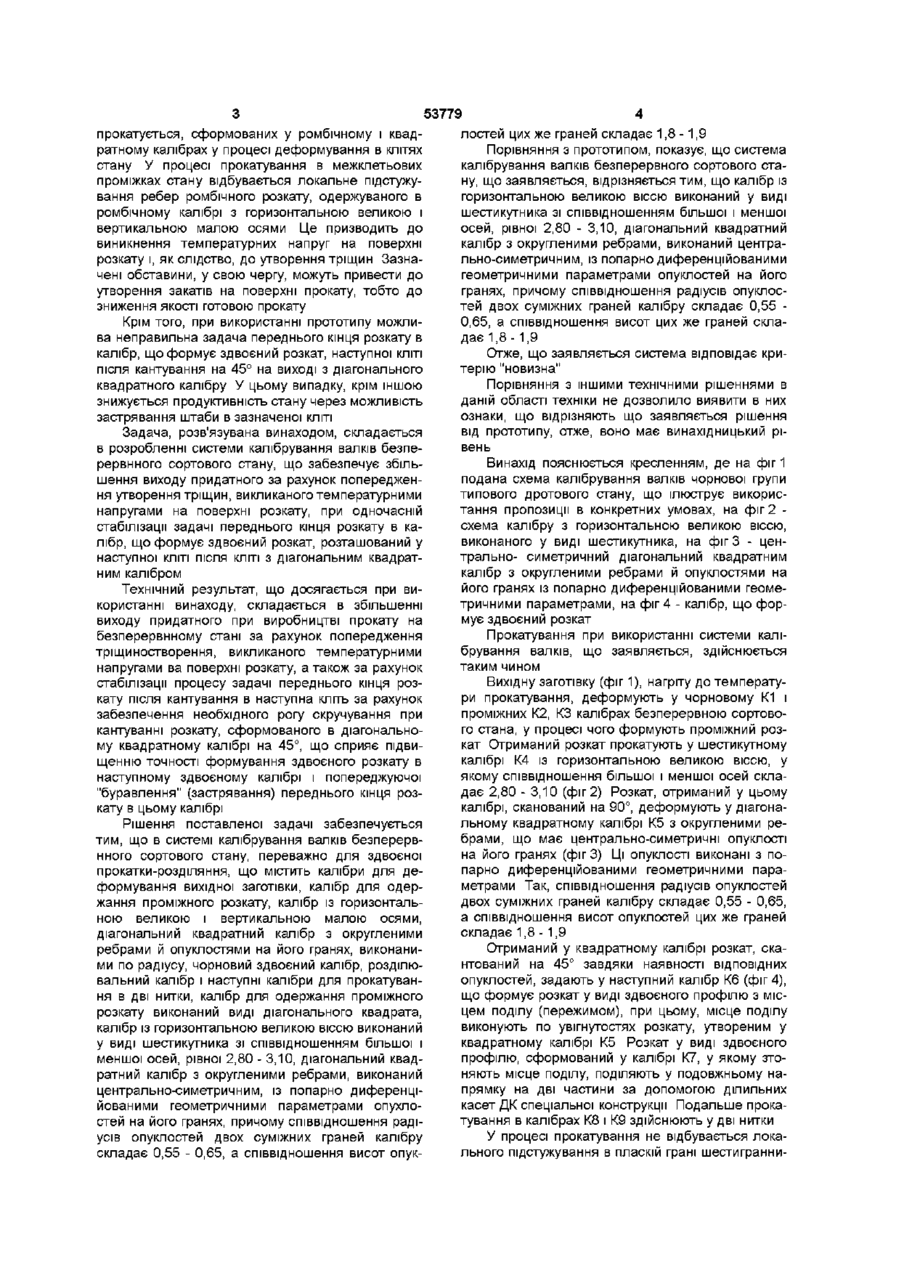
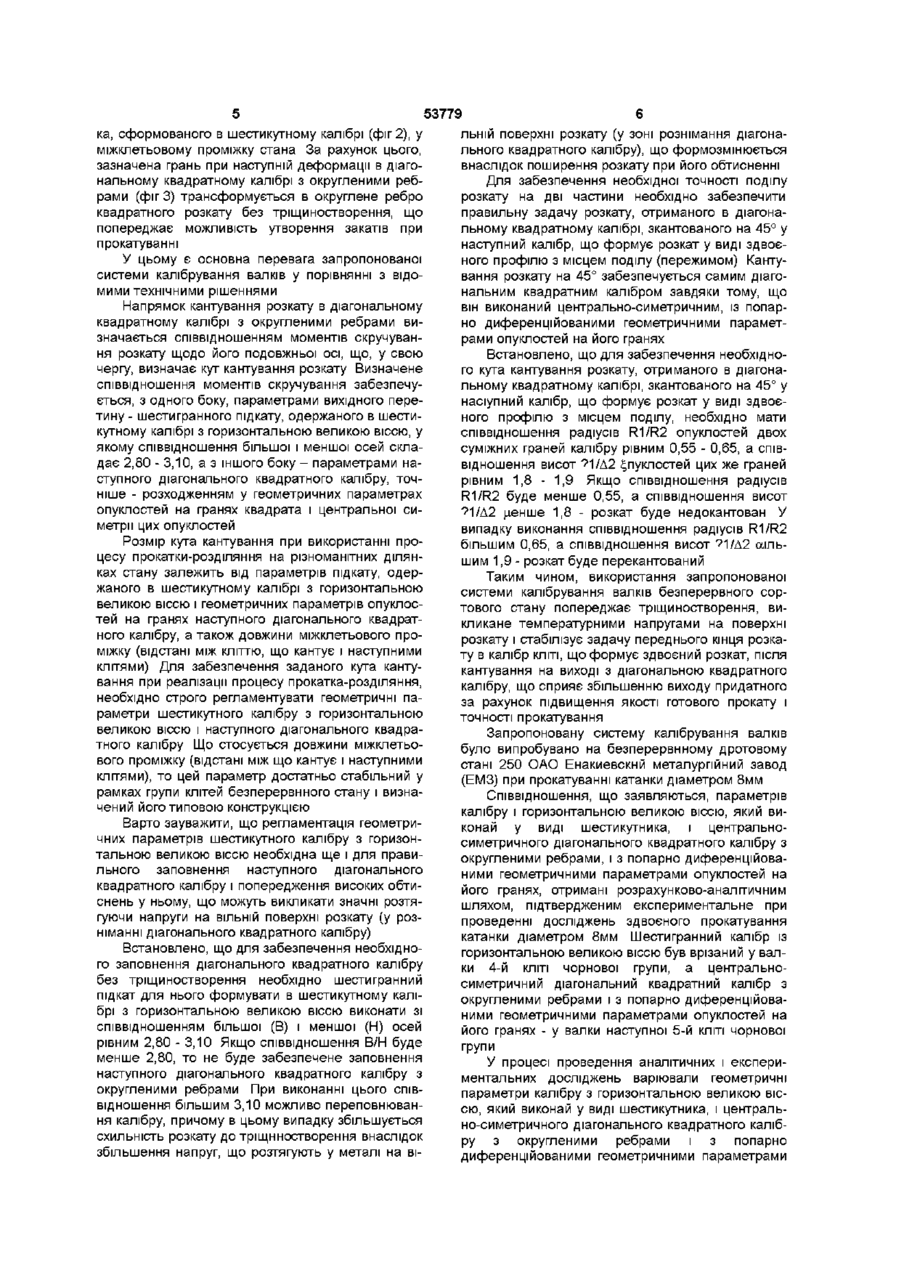
Система калібрування валків безперервного сортового стана, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для прокатування в дві нитки, яка відрізняється тим, що калібр для одержання проміжного розкату виконаний у вигляді діагонального квадрату, калібр із великою горизонтальною віссю виконаний у вигляді шестикутника зі співвідношенням більшої і меншої осей, рівним 2,80-3,10, діагональний квадратний калібр з округленими ребрами виконаний центрально симетричним і з попарно диференційованими геометричними параметрами опуклостей на його гранях, причому співвідношення радіусів опуклостей двох суміжних граней калібру складає 0,55-0,65, а співвідношення висот опуклостей цих же граней складає 1,8-1,9 О о> Винахід відноситься до прокатною виробництва, зокрема, до засобів калібрування валків, переважно, для прокатування сортових профілів у здвоєному виді і подовжнім поділом розкату в потоці стану і може бути використане на безперервних сортових прокатних станах Відомий засіб здоєного прокатування сортових профілів, для реалізації якого застосовується система калібрування валків безперервного сортового стану, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для прокатування в дві нитки [1,2] Недоліком відомої системи являється зниження виходу придатною внаслідок погіршення якості готового прокату, викликаною підвищеним тріще ностворенням через виникнення температурних напруг на поверхні розкату У якості прототипу прийнята система калібрування валків безперервного сортового стану, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжною розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для прокатування в дві нитки [3] Недоліком прототипу є зниження виходу придатного внаслідок погіршення якості готового прокату Це обумовлено тим, що при використанні відомої системи калібрування валків, основними елементами якої являються калібри схеми "ромбквадрат", особливістю є зберігання місця розташування подовжніх ребер на поверхні розкату, що 1 со Ю 53779 прокатується, сформованих у ромбічному і квадратному калібрах у процесі деформування в клітях стану У процесі прокатування в межклетьових проміжках стану відбувається локальне підстужування ребер ромбічного розкату, одержуваного в ромбічному калібрі з горизонтальною великою і вертикальною малою осями Це призводить до виникнення температурних напруг на поверхні розкату і, як слідство, до утворення тріщин Зазначені обставини, у свою чергу, можуть привести до утворення закатів на поверхні прокату, тобто до зниження якості готовою прокату Крім того, при використанні прототипу можлива неправильна задача переднього кінця розкату в калібр, що формує здвоєний розкат, наступної КЛІТІ ПІСЛЯ кантування на 45° на виході з діагонального квадратного калібру У цьому випадку, крім іншою знижується продуктивність стану через можливість застрявання штаби в зазначеної КЛІТІ Задача, розв'язувана винаходом, складається в розробленні системи калібрування валків безперервнного сортового стану, що забезпечує збільшення виходу придатного за рахунок попередження утворення тріщин, викликаного температурними напругами на поверхні розкату, при одночасній стабілізації задачі переднього кінця розкату в калібр, що формує здвоєний розкат, розташований у наступної КЛІТІ після КЛІТІ З діагональним квадратним калібром Технічний результат, що досягається при використанні винаходу, складається в збільшенні виходу придатного при виробництві прокату на безперервнному стані за рахунок попередження тріщиностворення, викликаного температурними напругами ва поверхні розкату, а також за рахунок стабілізації процесу задачі переднього кінця розкату після кантування в наступна кліть за рахунок забезпечення необхідного рогу скручування при кантуванні розкату, сформованого в діагональному квадратному калібрі на 45°, що сприяє підвищенню точності формування здвоєного розкату в наступному здвоєному калібрі і попереджуючої "буравлення" (застрявання) переднього кінця розкату в цьому калібрі Рішення поставленої задачі забезпечується тим, що в системі калібрування валків безперервнного сортового стану, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для прокатування в дві нитки, калібр для одержання проміжного розкату виконаний виді діагонального квадрата, калібр із горизонтальною великою віссю виконаний у виді шестикутника зі співвідношенням більшої і меншої осей, рівної 2,80 - 3,10, діагональний квадратний калібр з округленими ребрами, виконаний центрально-симетричним, із попарно диференційованими геометричними параметрами опухлостей на його гранях, причому співвідношення радіусів опуклостей двох суміжних граней калібру складає 0,55 - 0,65, а співвідношення висот опук лостей цих же граней складає 1,8-1,9 Порівняння з прототипом, показує, що система калібрування валків безперервного сортового стану, що заявляється, відрізняється тим, що калібр із горизонтальною великою віссю виконаний у виді шестикутника зі співвідношенням більшої і меншої осей, рівної 2,80 - 3,10, діагональний квадратний калібр з округленими ребрами, виконаний центрально-симетричним, із попарно диференційованими геометричними параметрами опуклостей на його гранях, причому співвідношення радіусів опуклостей двох суміжних граней калібру складає 0,55 0,65, а співвідношення висот цих же граней складає 1,8-1,9 Отже, що заявляється система відповідає критерію "новизна" Порівняння з іншими технічними рішеннями в даній області техніки не дозволило виявити в них ознаки, що відрізняють що заявляється рішення від прототипу, отже, воно має винахідницький рівень Винахід пояснюється кресленням, де на фіг 1 подана схема калібрування валків чорнової групи типового дротового стану, що ілюструє використання пропозиції в конкретних умовах, на фіг 2 схема калібру з горизонтальною великою віссю, виконаного у виді шестикутника, на фіг 3 - центрально- симетричний діагональний квадратним калібр з округленими ребрами й опуклостями на його гранях із попарно диференційованими геометричними параметрами, на фіг 4 - калібр, що формує здвоєний розкат Прокатування при використанні системи калібрування валків, що заявляється, здійснюється таким чином Вихідну заготівку (фіг 1), нагріту до температури прокатування, деформують у чорновому К1 і проміжних К2, КЗ калібрах безперервною сортового стана, у процесі чого формують проміжний розкат Отриманий розкат прокатують у шестикутному калібрі К4 із горизонтальною великою віссю, у якому співвідношення більшої і меншої осей складає 2,80 - 3,10 (фіг 2) Розкат, отриманий у цьому калібрі, сканований на 90°, деформують у діагональному квадратному калібрі К5 з округленими ребрами, що має центрально-симетричні опуклості на його гранях (фіг 3) Ці опуклості виконані з попарно диференційованими геометричними параметрами Так, співвідношення радіусів опуклостей двох суміжних граней калібру складає 0,55 - 0,65, а співвідношення висот опуклостей цих же граней складає 1,8-1,9 Отриманий у квадратному калібрі розкат, скантований на 45° завдяки наявності ВІДПОВІДНИХ опуклостей, задають у наступний калібр К6 (фіг 4), що формує розкат у виді здвоєного профілю з місцем поділу (пережимом), при цьому, місце поділу виконують по увігнутостях розкату, утвореним у квадратному калібрі К5 Розкат у виді здвоєного профілю, сформований у калібрі К7, у якому зтоняють місце поділу, поділяють у подовжньому напрямку на дві частини за допомогою ділильних касет ДК спеціальної конструкції Подальше прокатування в калібрах К8 і К9 здійснюють у дві нитки У процесі прокатування не відбувається локального підстужування в пласкій грані шестигранни 53779 ка, сформованого в шестикутному калібрі (фіг 2), у міжклетьовому проміжку стана За рахунок цього, зазначена грань при наступній деформації в діагональному квадратному калібрі з округленими ребрами (фігЗ) трансформується в округлене ребро квадратного розкату без тріщиностворення, що попереджає можливість утворення закатів при прокатуванні У цьому є основна перевага запропонованої системи калібрування валків у порівнянні з відомими технічними рішеннями Напрямок кантування розкату в діагональному квадратному калібрі з округленими ребрами визначається співвідношенням моментів скручування розкату щодо його подовжньої осі, що, у свою чергу, визначає кут кантування розкату Визначене співвідношення моментів скручування забезпечується, з одного боку, параметрами вихідного перетину - шестигранного підкату, одержаного в шестикутному калібрі з горизонтальною великою віссю, у якому співвідношення більшої і меншої осей складає 2,80 - 3,10, а з іншого боку - параметрами наступного діагонального квадратного калібру, точніше - розходженням у геометричних параметрах опуклостей на гранях квадрата і центральної симетрії цих опуклостей Розмір кута кантування при використанні процесу прокатки-розділяння на різноманітних ділянках стану залежить від параметрів підкату, одержаного в шестикутному калібрі з горизонтальною великою віссю і геометричних параметрів опуклостей на гранях наступного діагонального квадратного калібру, а також довжини міжклетьового проміжку (відстані між кліттю, що кантує і наступними клітями) Д Л Я забезпечення заданого кута кантування при реалізації процесу прокатка-розділяння, необхідно строго регламентувати геометричні параметри шестикутного калібру з горизонтальною великою віссю і наступного діагонального квадратного калібру Що стосується довжини міжклетьового проміжку (відстані між що кантує і наступними клітями), ТО цей параметр достатньо стабільний у рамках групи клітей безперервнного стану і визначений його типовою конструкцією Варто зауважити, що регламентація геометричних параметрів шестикутного калібру з горизонтальною великою віссю необхідна ще і для правильного заповнення наступного діагонального квадратного калібру і попередження високих обтиснень у ньому, що можуть викликати значні розтягуючи напруги на ВІЛЬНІЙ поверхні розкату (у розніманні діагонального квадратного калібру) Встановлено, що для забезпечення необхідного заповнення діагонального квадратного калібру без тріщиностворення необхідно шестигранний підкат для нього формувати в шестикутному калібрі з горизонтальною великою віссю виконати зі співвідношенням більшої (В) і меншої (Н) осей рівним 2,80 - 3,10 Якщо співвідношення В/Н буде менше 2,80, то не буде забезпечене заповнення наступного діагонального квадратного калібру з округленими ребрами При виконанні цього співвідношення більшим 3,10 можливо переповнювання калібру, причому в цьому випадку збільшується схильність розкату до тріщнностворення внаслідок збільшення напруг, що розтягують у металі на ВІ ЛЬНІЙ поверхні розкату (у зоні рознімання діагонального квадратного калібру), що формозмінюється внаслідок поширення розкату при його обтисненні Для забезпечення необхідної точності поділу розкату на дві частини необхідно забезпечити правильну задачу розкату, отриманого в діагональному квадратному калібрі, зкантованого на 45° у наступний калібр, що формує розкат у виді здвоєного профілю з місцем поділу (пережимом) Кантування розкату на 45° забезпечується самим діагональним квадратним калібром завдяки тому, що він виконаний центрально-симетричним, із попарно диференційованими геометричними параметрами опуклостей на його гранях Встановлено, що для забезпечення необхідного кута кантування розкату, отриманого в діагональному квадратному калібрі, зкантованого на 45° у насіупний калібр, що формує розкат у виді здвоєного профілю з місцем поділу, необхідно мати співвідношення радіусів R1/R2 опуклостей двох суміжних граней калібру рівним 0,55 - 0,65, а співвідношення висот ?1/Д2 Опуклостей цих же граней рівним 1,8 - 1,9 Якщо співвідношення радіусів R1/R2 буде менше 0,55, а співвідношення висот ?1/Д2 м-енше 1,8 - розкат буде недокантован У випадку виконання співвідношення радіусів R1/R2 більшим 0,65, а співвідношення висот ?1/Д2 аїльшим 1,9 - розкат буде перекантований Таким чином, використання запропонованої системи калібрування валків безперервного сортового стану попереджає тріщиностворення, викликане температурними напругами на поверхні розкату і стабілізує задачу переднього кінця розкату в калібр КЛІТІ, що формує здвоєний розкат, після кантування на виході з діагональною квадратного калібру, що сприяє збільшенню виходу придатного зарахунок підвищення якості готового прокату і точності прокатування Запропоновану систему калібрування валків було випробувано на безперервнному дротовому стані 250 ОАО Енакиевскнй металургійний завод (ЕМЗ) при прокатуванні катанки діаметром 8мм Співвідношення, що заявляються, параметрів калібру і горизонтальною великою віссю, який виконай у виді шестикутника, і центральносиметричного діагонального квадратного калібру з округленими ребрами, і з попарно диференційованими геометричними параметрами опуклостей на його гранях, отримані розрахунково-аналітичним шляхом, підтвердженим експериментальне при проведенні досліджень здвоєного прокатування катанки діаметром 8мм Шестигранний калібр із горизонтальною великою віссю був врізаний у валки 4-й КЛІТІ чорнової групи, а центральносиметричний діагональний квадратний калібр з округленими ребрами і з попарно диференційованими геометричними параметрами опуклостей на його гранях - у валки наступної 5-й КЛІТІ чорнової групи У процесі проведення аналітичних і експериментальних досліджень варіювали геометричні параметри калібру з горизонтальною великою віссю, який виконай у виді шестикутника, і центрально-симетричного діагонального квадратного калібру з округленими ребрами і з попарно диференційованими геометричними параметрами 53779 опуклостей на його гранях Експериментальні дані були оброблені з використанням методів математичної статистики, у результаті чого були отримані співвідношення геометричних параметрів шестигранного калібру з горизонтальною великою віссю і центрально-симетричного діагонального квадратного калібру з округленими ребрами, що заявляються, які забезпечують стабілізацію задачі переднього кінця розкату в калібр, що формує здвоєний розкат, після кантування, при одночасному попередженні тріщнностворення через виникнення температурних напруг на поверхні розкату, що сприяло збільшенню виходу придатного за рахунок зменшення КІЛЬКОСТІ відбракування по заходах і підвищенню точності прокатування Аналіз результатів розрахунково-аналітичних і експериментальних досліджень показав, що при реалізації запропонованої системи в чорновій групі стана 250 ОАО ЕМЗ при прокатуванні профілів усього сортаменту стана оптимальним співвідношенням горизонтальної більшої (В) і меншої (Н) осей є розмір 2,93, а співвідношення радіусів R1/R2 опуклостей двох суміжних граней центральносиметричного діагонального квадратного калібру з округленими ребрами, і з попарно диференційованими геометричними параметрами опуклостей на його гранях повинно бути рівним, ВІДПОВІДНО R1/R2= 0,579 і ?1/Д2 = 1,795 Використання запропонованої системи на безперервнному дротовому стані 250 ОАО ЕМЗ дозволяє вирішити поставлену задачу - не припустити утворення тріщин на поверхні розкату через 8 виникнення температурних напруг і стабілізувати положення переднього кінця розкату при задачі його в калібр, що формує здвоєний розкат, після кантування Це сприяє збільшенню виходу придатного за рахунок зменшення КІЛЬКОСТІ браку по закатах і підвищенню точності прокатування при реалізації процесу прокатки-розділяння Застосування запропонованої системи в чорновій групі цього стану дозволило крім іншого вирішити додаткову технічну задачу - збільшити перетин вихідної заготовки, використовуючи для прокатування профілів усього сортаменту стану заготівку перетином 100x100мм замість заготівки, що раніше використовувалася, перетином 80x80 мм Реалізація системи, що заявляється, на інших безперервнних сортових станах дає можливість їхнього переведення на використання заготівок збільшеного перетину при забезпеченні відповідної стабільності процесу прокатування і якості готового прокату Це особливо актуально в зв'язку з тенденцією, що намітилася, переведення, станів на використання безперервнолитих сортових заготовок, одержання малих перетинів яких сполучено зі значними трудностями Література 1 Авторське посвідчення № 1734898 (СРСР) МКИ В21В 1/02, БИ №19,1992 2 Патент № 440 (Республіка Беларусь) МКИ В21В 1/02, зареєстрований 22 07 94 3 Патент № 2026 (Республіка Беларусь) МКИ В21В 1/02, зареєстрований 14 10 97 -прототип 53779 Заготсдка ti кг KB № ОО л О О О О ФІГ.1 10 11 12 53779 Фіг.2 \ Фіг.З Фіг.4 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of calibration of rollers of continous section mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Litvinov Leonid Fedorovych, Orobtsev Andrii Yuriiovych, Dymchenko Yevhen Mykolaiovych, Shyshko Yurii Borysovych, Kulakov Leonid Vasyliovych, Sheverdin Serhii Mytrofanovych, Bukrieiev Ivan Ivanovych, Parusov Volodymyr Vasyliovych, Lokhmatov Oleksandr Pavlovych, Parusov Oleh Volodymyrovych
Назва патенту російськоюСистема калибрования валков непрерывного сортового стана
Автори російськоюЖучков Сергей Михайлович, Литвинов Леонид Федорович, Оробцев Андрей Юрьевич, Димченко Евгений Николаевич, Шишко Юрий Борисович, Кулаков Леонид Васильевич, Шевердин Сергей Митрофанович, Букреев Иван Иванович, Парусов Владимир Васильевич, Лохматов Александр Павлович, Парусов Олег Владимирович
МПК / Мітки
МПК: B21B 1/02
Мітки: валків, калібрування, система, сортового, стана, безперервного
Код посилання
<a href="https://ua.patents.su/6-53779-sistema-kalibruvannya-valkiv-bezperervnogo-sortovogo-stana.html" target="_blank" rel="follow" title="База патентів України">Система калібрування валків безперервного сортового стана</a>
Задній стіл безперервного трубопрокатного стана

Номер патенту: 39035
Опубліковано: 15.05.2001
Автори: Сівак Владислав Олегович, Панюшкін Євген Миколайович, Кісіль Володимир Костянтинович, Коган Михайло Маркович, Кондратьєв Сергій Валентинович
МПК: B21B 39/02
Мітки: стіл, задній, безперервного, стана, трубопрокатного
Текст:
...або на одному рівні з дном «в» жолобу 1, або нижче його. Пневмоциліндр 52 управляє роботою проводок, що відкриваються, 2. На транспортері 3 поперечного переміщення труби на довгій оправці розташовані захвати 53. Ролики 8 підтримують трубу 54 з довгою оправкою 55 (фіг. 6). Шиберний захват 11 опирається на бічну сторону 56 поздовжнього пазу 7 (фіг. 6). 3 39035 Ширина пазу 57 (фіг. 8) у шиберному захваті 11 відповідає діаметру шийки...
Спосіб калібрування прокатних валків
Номер патенту: 43369
Опубліковано: 17.12.2001
Автори: Горбуньов Олег Георгійович, Букрєєв Іван Іванович
МПК: B21B 1/08, B21B 1/02, B21B 28/00
Мітки: спосіб, валків, прокатних, калібрування
Формула / Реферат:
Способ калибровки прокатных валков, предусматривающий уменьшение диаметров валков при переточках калибров, врез закрытого фланца в валок с уклоном внутренней и наружной граней фланца относительно продольной оси валка, отличающийся тем, что биссектрису угла, образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу...
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Тартачний Віктор Сергійович, Шульгін Григорій Митрофанович, Дишлевич Ігор Йосипович, Ревякін Олег Вікторович, Феофілактов Андрій Вікторович, Юнаков Олександр Михайлович, Маншилін Олександр Гейнійович, Прядко Любов Давидівна, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: обтискних, заготовок, спосіб, заготовочних, прокатування, станах
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Блок робочих клітей безперервного сортового стану
Номер патенту: 568
Опубліковано: 15.12.1993
Автори: Горбов Альберт Володимирович, Алексєєнко Георгій Якович, Чумаков Олександр Федорович, Филипченко Григорій Тимофійович
МПК: B21B 1/16, B21B 31/00
Мітки: робочих, сортового, блок, клітей, стану, безперервного
Формула / Реферат:
Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах...
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Потапкін Віктор Федорович, Федорінов Володимир Анатолійович, Доброносов Юрій Костянтинович, Морозов Ігор Олександрович, Сатонін Олександр Володимирович
МПК: B21B 27/00
Мітки: валків, робочих, прокатного, вузол, стана
Формула / Реферат:
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Попередній патент: Пристрій для вимірювання сил, спричинених дисбалансом ротора
Випадковий патент: Спосіб виробництва самбуку "сонячний"