Пристрій для автоматичної підналадки різця
Номер патенту: 6229
Опубліковано: 29.12.1994
Автори: Хомутов Семен Михайлович, Капітельман Леонід Вільямович, Головченко Євген Констянтинович
Формула / Реферат
Устройство для автоматической подналадки резца, содержащее упругодсформирусмую резцовую оправку, винтовой переналаживаемый упор, силовой гидроцилиндр, установленный с возможностью взаимодействия с центральной тягой через подшипниковый узел, отличающеесятем, что, с целью повышения долговечности и повышения точности обработки, подшипниковый узел установлен в поршне гидроцилиндра и выполнен в виде корпуса, установленного без возможности вращения и с возможностью взаимодействия с винтовым упором, а в корпусе установлены наружные кольца подшипников, внутренние кольца которых установлены на тяге, при этом поршень снабжен выступами предназначенными для взаимодействия с торцом корпуса.
Текст
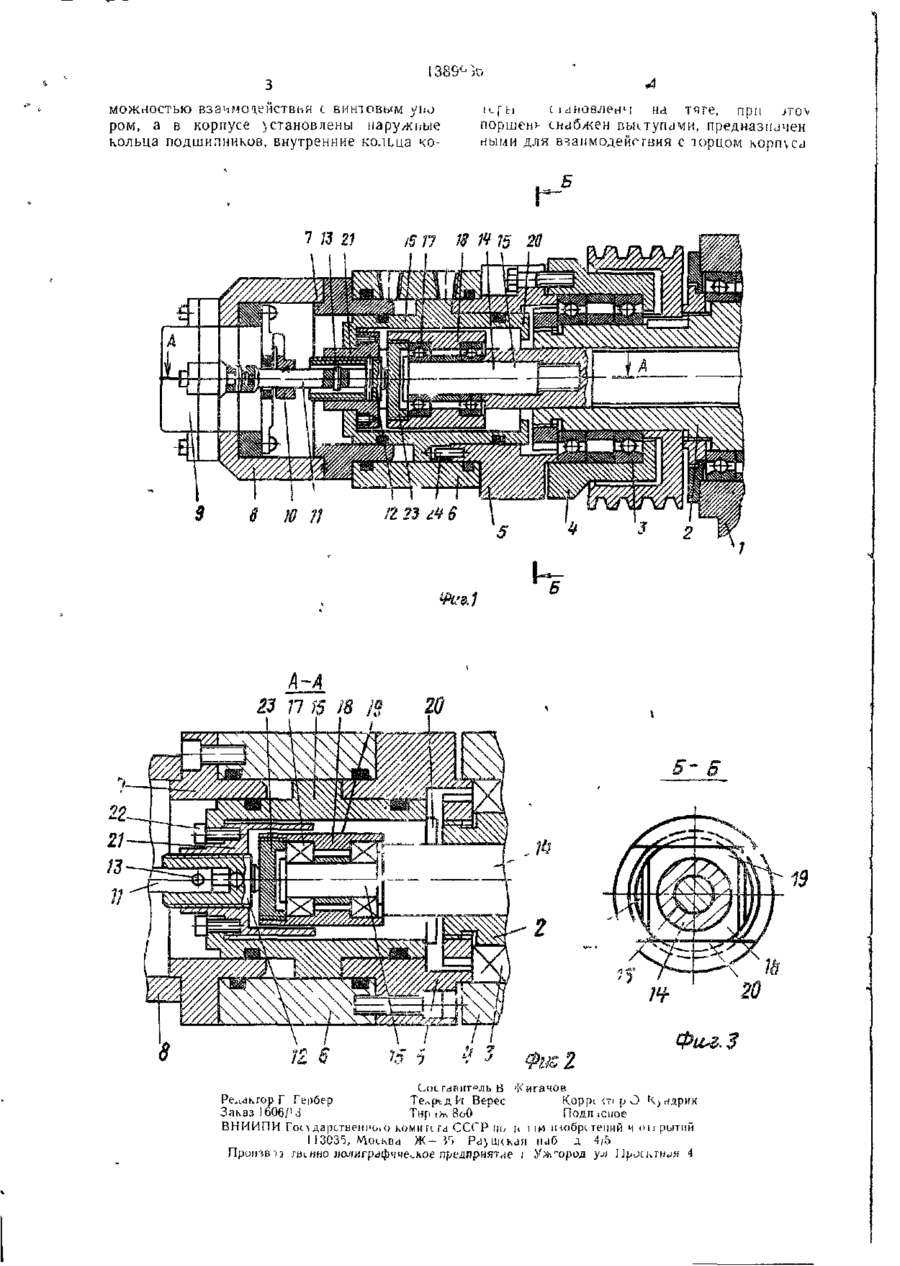
Изобретение относится к станкострое нию и может быть использовано в прецизионных станках, преимущественно в алмазно-расточных Целью изобретения яв ляется повышение долі овечности и точное ти обработки за счет увеличения нагрузок НОЙ СПОСОбнОСТИ ПОДШИПНИКОВОЮ \jiJ\d И ЬЫ носа его из зоны источника тепла В уст ройсгве подшипниковый узел размещают вне шпинделя в отверстии поршня гидро цилиндра, причем внутреннее кольцо под шипников устанавливают на центральной тяге, а наружные кольца несут невращаю щийся корпус, который образует с порш нем захват, выполненный в виде вцетупов поршня и винтового упора, воздействую щий на корпус подшипникового узла через его лыски Выступы на торце поршня гидроцилиндра и лыски на корпусе подшипникового узла образуюі байоиетлый за жим 3 ил 1389936 1 Таким образом, необходимая мощность Изобретение относится к станкостроению электродвигателя 9 очень незначительная к и может быть использовано в прецитребуется лишь для преодоления сил трезионных станках, преимущественно алмазнония в ненагруженной паре упор—замок. При расточных Цель изобретения — повышение дол- г включении элекродвигателя 9 его вал и связанный с ним через валик 11 и штифт 13 говечности и точности обработки за счет винтовой упор 12 поворачиваются на заданувеличения нагрузочной способности подный угол фиксируемый ламельным переклюшипникового узла и выноса его из зоны чателем 10. При этом винтовой упор 12 изисточника тепла. меняет осевое положение относительно поршНа фиг. 1 изображено устройство, ня 16. При подаче масла в левую попродольный разрез; на фиг. 2 -- разрез лость гидроцилиндра 6 его поршень 16 вмесА—А на фиг. 1, на фиг. 3 — разрез те с замком 21 и упором 12 перемеБ — Б на фиг. і щается в крайнее правое положение, а тоУстройство сое І опт из корпуса 1 шпинрец упора 12 воздействует через крышку дельной соловки, внутри которой на пре23, корпус 18 и подшипник 17 на центцизионных подшипниках смонтирован шпинральную тягу 14, перемещая ее вдоль дель 2. На хвостоБике шпинделя на подшпинделя 2. Это осевое перемещение тяги шипниках 3 смонтирован стакан 4, к торпреобразуется клиновой либо гидропластцу которого крепится крышка 5 силового ной системой передачи импульса упругодегидроцилиндра 6. К крышке 7 гидроциформируемой оправки в радиальное перемелиндра крепится через промежуточный стакан 8 электродвигатель 9 с ламельным 20 щение расточного резца. Величина подъема резца при прочих равных условиях опрепереключателем 30 и валиком 11, один коделяется углом поворота винтового упора нец которого жестко связан с валом 12 за один импульс, при этом поршень 16 электродвигателя, а второй — продольно имеет всегда одинаковый ход. Направление подвижно с винтовым упором 12 подиавращения электродвигателя и число импульладки и передает крутящий момент чесов задаются оператором или автоматичесрез штифт 13. Внутри шпинделя_ 2-размекой системой в зависимости от того, щена центральная тяга 14, несущая ось 15, какую подналадку по величине и направлена которой вне шпинделя в отверстии поршнию необходимо получить. ня 16 установлен на подшипниках 17 Д л я разборки устройства необходимо корпус 18 с двумя лысками 19. На торце повернуть замок 21 на угол 90°. При этом поршня 16 выполнены два выступа 20 на 30 корпус 18 также повернется на этот угол расстоянии, превышающем размер корпуса и его лыски 19 займут положение, в кото18 подшипникового узла по лыскам t 19. ром они, будут параллельны выступам 20 Выступы 20 поршня и лыски 19 корпуса поршня.' Затем, открепив гидроцилиндр 6 образуют байонет, фиксируемый замком 21, от стакана 4, следует снять гидроцилиндр, устанавливаемым в осевом отверстии поршня 16, в двух ьзаимно перпендикулярных - г открыв доступ к подшипникам 17 Сборка устройства производится в обратположениях, а именно: рабочем положении, ном порядке, а именно: гидроцилиндр Є когда лыски 19 перпендикулярны выступам надевается на подшипниковый узел (ось 15, 20; положении разборки устройства, когда подшипники 17, корпус 18 и крышка 23), лыски 19 параллельны выступам 20 В кажскрепляется со стаканом 4. Д а л е е замок 21 дом из двух положений замок 21 с крепляется с поршнем 16 винтами 22 Замок 21 АО поворачивается на угол 90° и лыски 19 заимеет вид втулки с пазом, охватываюнимают рабочее положение, в котором они щим корпус 18 подшипниковою узла по перпендикулярны выступам 20. лыскам 19 В корпусе 18 для передачи на него осевого усилия установлена крышТаким образом, разборка и сборка устка 23, взаимодействующая с винтовым упоройства произведены без демонтажа тяги 14 ром 12. Поршень І6 штифтом24 предои упругодеформируемой оправки. хранен от поворота в корпусе гидроцилиндра. К фланцу шпинделя крепится корпус Формула изобретения упругодеформируемой резцовой оправки (пе поклзана) Устройство для автоматической подпаУстройство работает следующим обра ла дки резца, содержащее упругодеформис( зом. руемую резцовую оправку, винтовой переПо команде на подналадку масло поналаживаемый упор, силовой гидроцилиндр, дается в правую полость гидроиилиндра 6 установленный с возможностью взаимодейсти перемещает поршень и посредством ЕЫСвия с центральной тягой через подшиптупов 20 связанную с ним подшипникониковый узел, отличающееся тем, что, с вым узлом ;нгу 14 з крайнее левое по ^ целью повышения долговечности и повыпо/кение. При этом синговой упор 12 отшения точности обработки подшипниковый водится от тори а крышки 23 и освобожузел установлен в поршне гидроцилиндра дается ОТ ОСеВЫХ УСИЛИЙ (ИЛОВОГО ГИДрО и выполнен в виде корпуса, установленцилиндра 6 ного без возможности вращения и с воз . 389° >o можностью взаимодействия с винтовым yno ром, а в корпусе установлены наружные кольца подшипников, внутренние кольца ко iL,ru сіаповленч на тяге, при JTOV поршень снабжен вьктупачи, предназначен ными для взаимодействия с торцом корпуса В 7 /5 21 Составитель В 'Кигачов Реактор Г Геобер Те л рїдИ Верес Koppt (т( р О Кудрин Заказ 1 606/' 3 Тир ^ 8о0 Подп гсиое ВНМИПИ Го(.\ дарствеїмчло ком» гс га СССР т, її н и изобретений ч о 11 рытий 1 І3035, AAouvBd Ж - V> Рациск^я іиіб д 4/5 П р О Л З В Ц ГШ. НПО иОЛИГр*іфчЧЄ^ЬОЄ П р е д п р и я т и е J Уйі'-ОрОД У^і IJpOUiTHJH 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic corrective adjusting cutter
Автори англійськоюHolovchenko Yevhen Kostiantynovych, Kapitelman Leonid Viliamovych, Khomutov Semen Mykhailovych
Назва патенту російськоюУстройство для автоматической подналадки резца
Автори російськоюГоловченко Евгений Константинович, Капительман Леонид Вильямович, Хомутов Семен Михайлович
МПК / Мітки
МПК: B23B 25/00
Мітки: автоматичної, підналадки, пристрій, різця
Код посилання
<a href="https://ua.patents.su/4-6229-pristrijj-dlya-avtomatichno-pidnaladki-rizcya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичної підналадки різця</a>
Пристрій автоматичної стабілізації механізмів, що рухаються
Номер патенту: 5853
Опубліковано: 29.12.1994
Автори: Козачок Борис Дмитрович, Булін Мирон Васильович, Бадовський Василь Степанович, Волобой Володимир Іванович
МПК: G01C 9/00, A01G 25/02, A01G 25/00
Мітки: пристрій, автоматичної, рухаються, стабілізації, механізмів
Формула / Реферат:
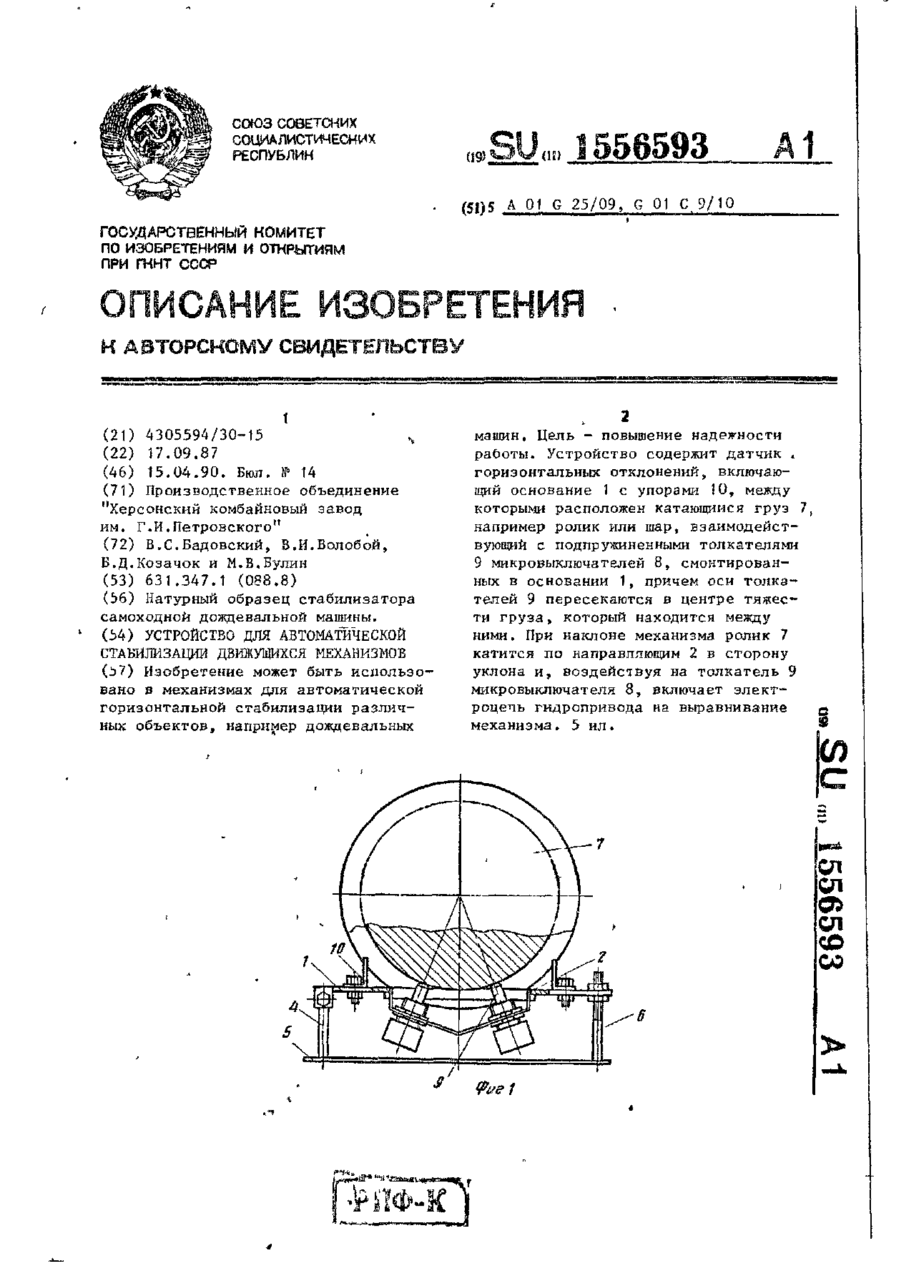
Устройство для автоматической стабилизации движущихся механизмов, включающее основание с упорами и расположенный между ними катающийся груз, взаимодействующий с контактами, отличающееся тем, что, с целью повышения надежности работы, контакты выполнены в виде микровыключателей с подпружиненными толкателями, которые смонтированы в основании под углом к нему, обеспечивающим пересечение осей толкателей в центре тяжести груза.
Гідравлічний домкрат з системою контролю положення поршня
Номер патенту: 5569
Опубліковано: 28.12.1994
Автор: Клод Ален Гратцмюллер
МПК: F15B 15/28
Мітки: поршня, положення, контролю, системою, гідравлічний, домкрат
Формула / Реферат:
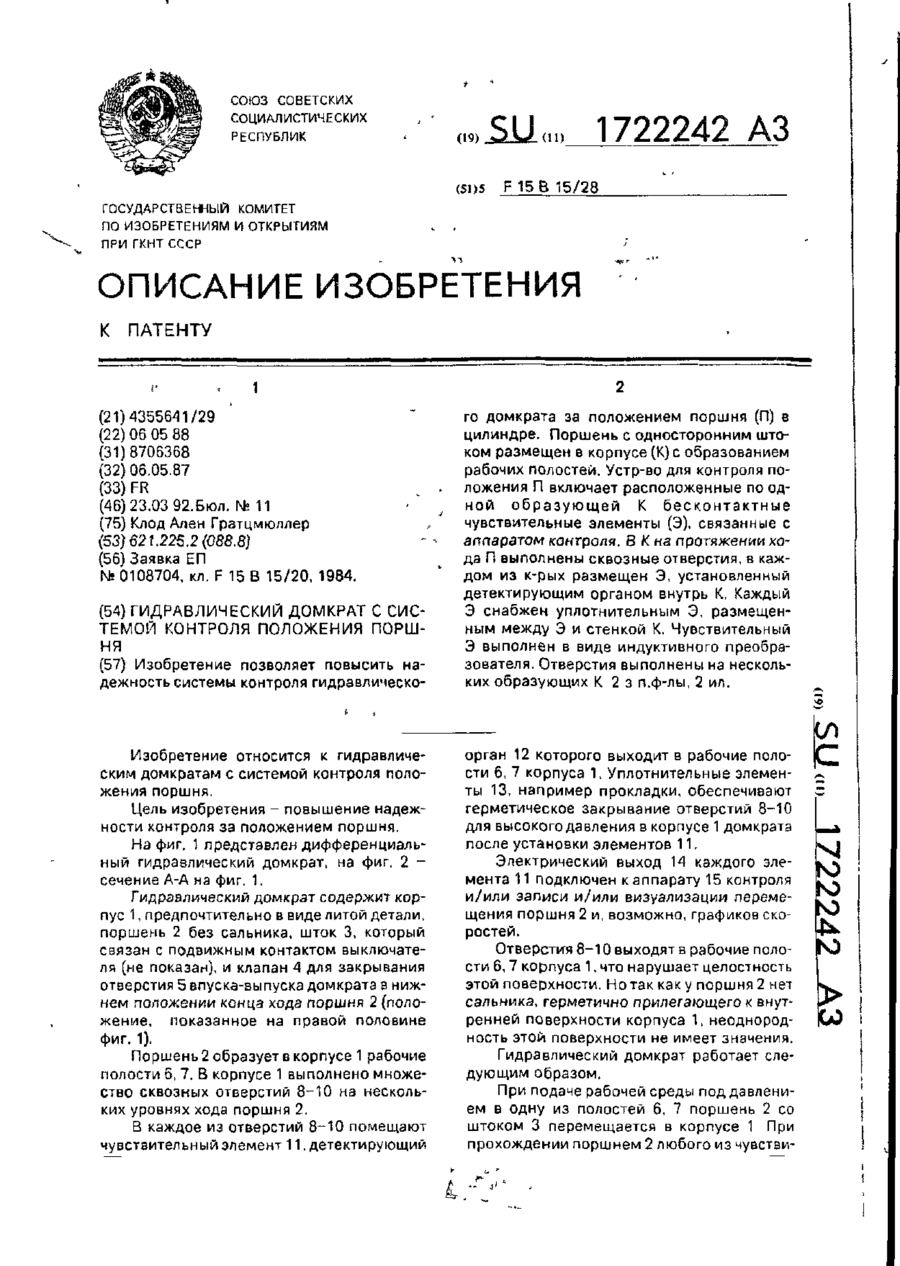
1. Гидравлический домкрат с системой контроля положения поршня, содержащий корпус, поршень с односторонним штоком, размещенный в корпусе с образованием рабочих полостей, и устройство для контроля положения поршня, включающее расположение на корпусе бесконтактные чувствительные элементы, связанные с аппаратом контроля, oтличающийся тем, что, с целью повышения надежности контроля за положением поршня в цилиндре, в корпусе на протяжении...
Пристрій для редуктування труб
Номер патенту: 4862
Опубліковано: 28.12.1994
Автори: Зайденко Анатолій Михайлович, Шишов Валерій Володимирович
МПК: B21C 23/02, B21D 41/00
Мітки: редуктування, труб, пристрій
Формула / Реферат:
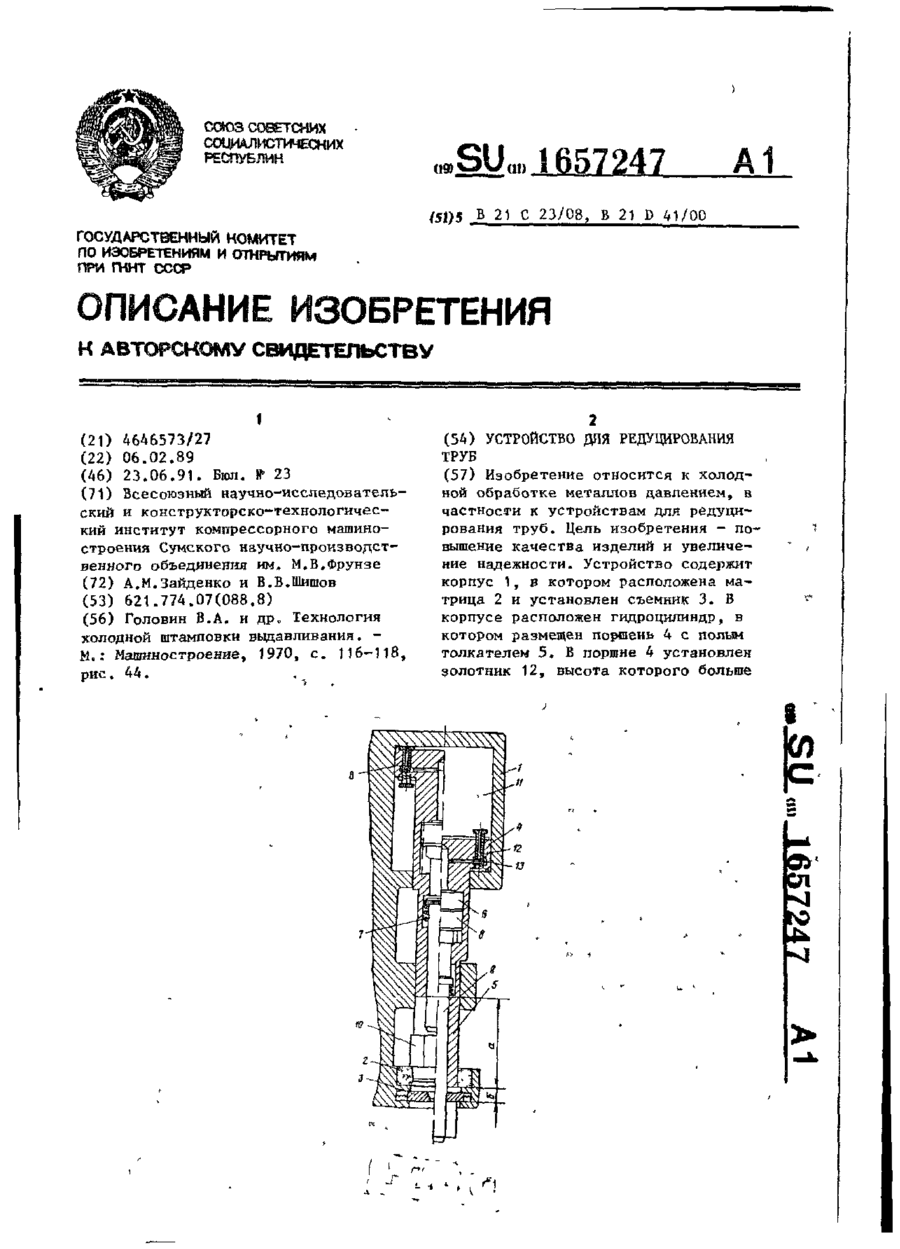
Устройство для редуцирования труб, содержащее установленные в корпусе матрицу, съемник, полый толкатель с размещенным в нем штоком силового цилиндра, подпружиненным относительно толкателя, и привод перемещения толкателя, отличающееся тем, что, с целью повышения качества изделия и увеличения надежности, оно снабжено золотником, а привод толкателя выполнен в виде дополнительного силового цилиндра, и в поршне выполнены два пересекающихся...
Пристрій для введення лікарських і рентгеноконтрастних речовин
Номер патенту: 4348
Опубліковано: 27.12.1994
Автори: Нагієв Алік Анвірович, Поліщук Микола Єфремович, Покладій Георгій Григорович
МПК: A61M 5/20
Мітки: рентгеноконтрастних, речовин, пристрій, введення, лікарських
Формула / Реферат:
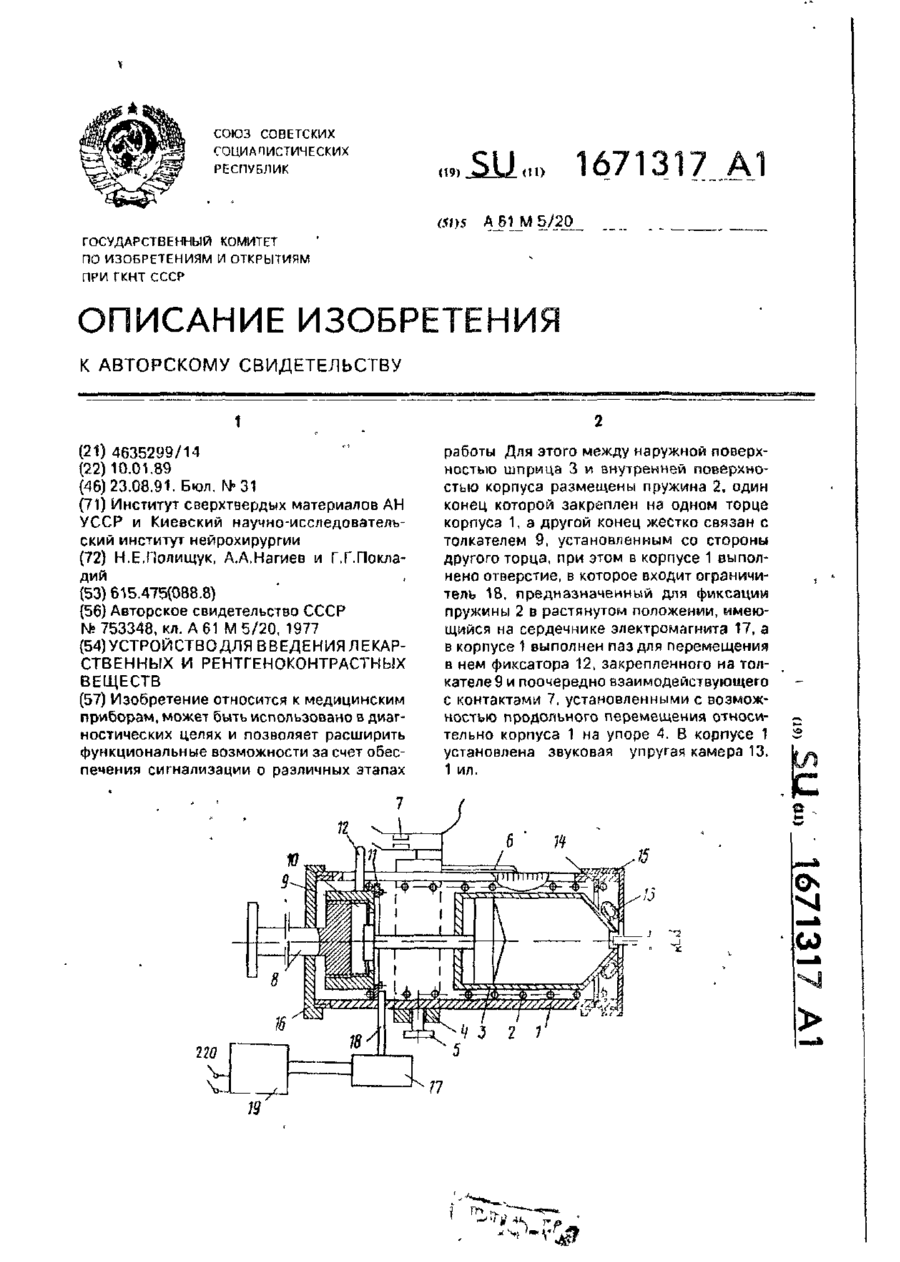
Устройство для введения лекарственных и рентгеноконтрастных веществ, содержащее корпус, в котором размещены шприц с иглодержателем, поршнем и штоков, пружина и толкатель, и связанный с электронным блоком электромагнит, сердечник которого снабжен ограничителем, отличающееся тем, что, с целью расширения функциональных возможностей за счет обеспечения сигнализации в различных этапах работы, в него введены закрепленный на толкателе фиксатор,...
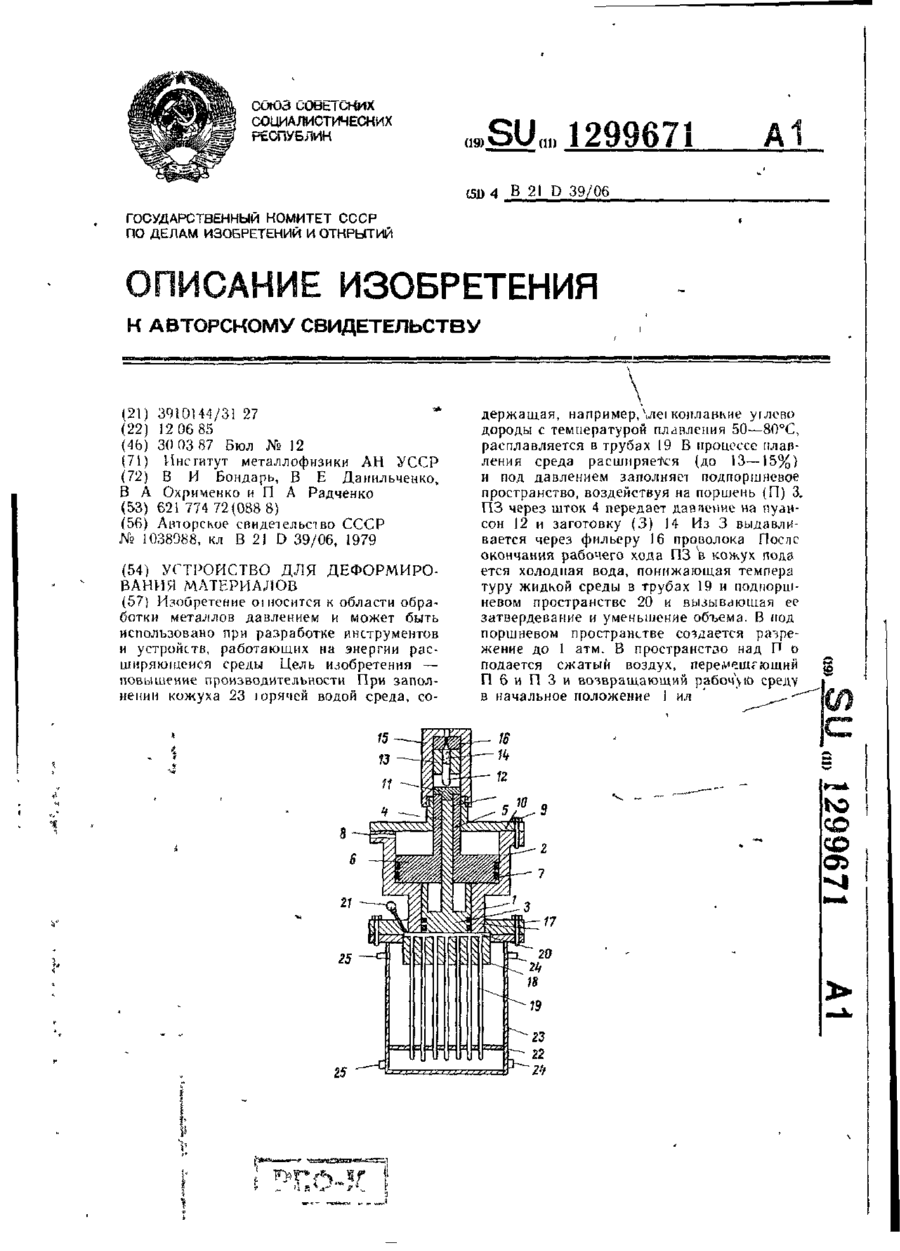
Пристрій для деформування матеріалів
Номер патенту: 5254
Опубліковано: 28.12.1994
Автори: Радченко Петро Антонович, Бондар Володимир Йосипович, Данільченко Віталій Юхимович, Охрименко Володимир Антонович
МПК: B21D 39/00
Мітки: пристрій, матеріалів, деформування
Формула / Реферат:
Устройство для деформирования материалов, содержащее цилиндр в виде корпуса с установленным в нем поршнем, Бездействующим на исполнительный орган, и днища со сквозными отверстиями с размещенными в них глухими трубами, заполненными расширяющейся средой и соединенными своими полостями с подпоршневой полостью цилиндра, кожух с теплоносителем, служащий для размещения глухих труб, и средство для возврата поршня, отличающееся тем, что, c целью...
Попередній патент: Штамм hirschioporus laricinus m-81(karst)ryv -продуцент молокозвертаючого ферменту
Наступний патент: Пристрій автоматичного керування насосним агрегатом
Випадковий патент: Спосіб одержання високолужної детергентно-диспергуючої присадки до моторних мастил