Спосіб торцевого фрезерування паза
Номер патенту: 66430
Опубліковано: 10.01.2012
Автори: Соляник Володимир Григорович, Білявський Максим Леонідович, Фролов Вадим Анатолійович, Лохман Ігор Вікторович, Грядунов Геннадій Геннадійович, Білявський Леонід Альфонсович

Формула / Реферат
1. Спосіб торцевого фрезерування паза, що включає формування поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару, який відрізняється тим, що поверхневе деформування з наступним зняттям частини шару здійснюють за допомогою комбінованого інструменту, на бокових поверхнях якого встановлені деформуючі та різальні елементи.
2. Спосіб за п. 1, який відрізняється тим, що комбінований інструмент з деформуючими та різальними елементами розміщують на одній осі з оправкою, таким чином, що довжина бокової поверхні комбінованого інструмента та величина вильоту різальних елементів, які розміщені на поверхні інструмента, паралельній основі паза, дорівнює розміру глибини паза.
3. Спосіб за п. 1, який відрізняється тим, що на бокових поверхнях комбінованого інструмента деформівні та різальні елементи розташовують у порядку, згідно з яким за деформівним елементом розташовують різальний елемент, причому виліт різальних елементів за величиною дорівнює заздалегідь заданому розміру загального припуску на різання.
Текст
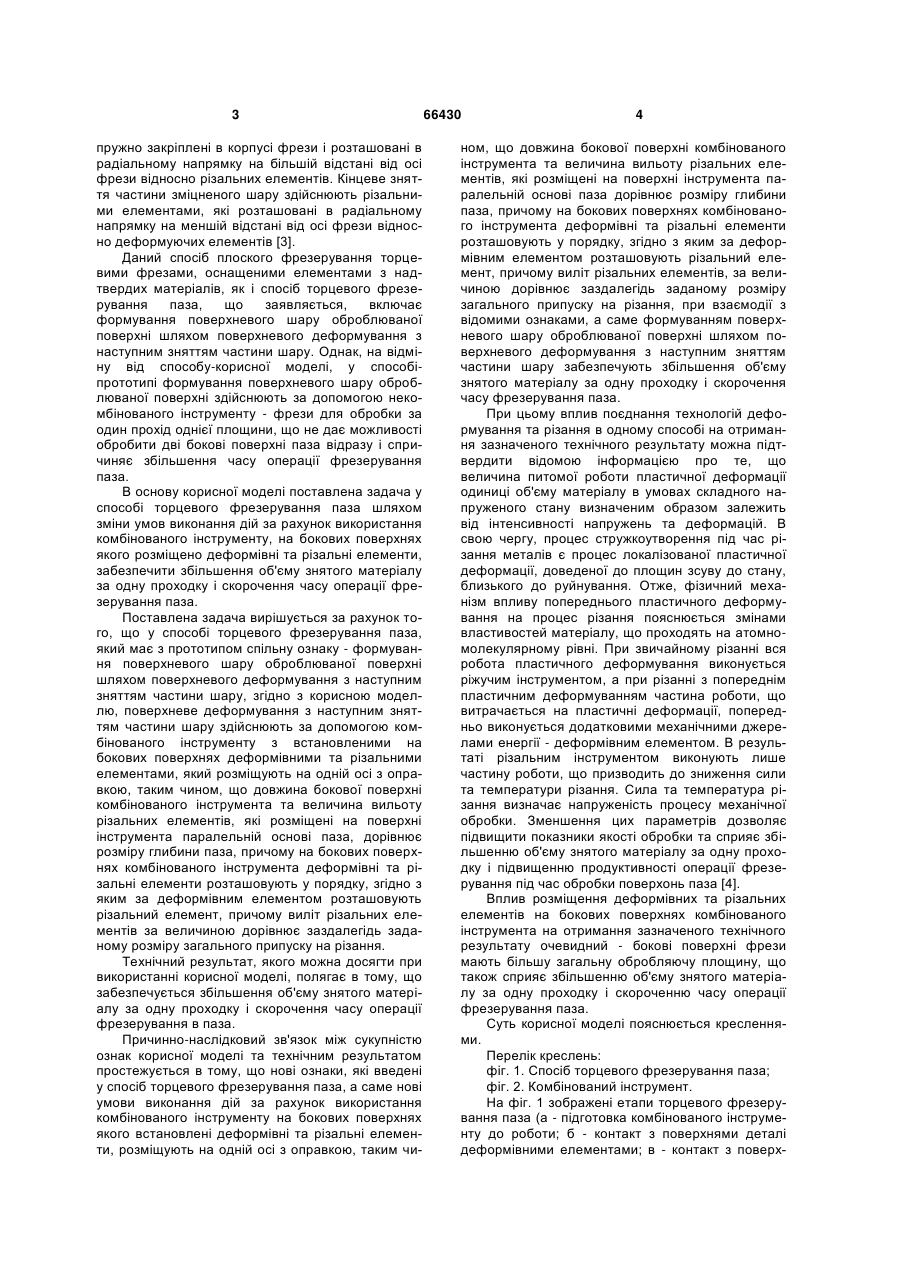
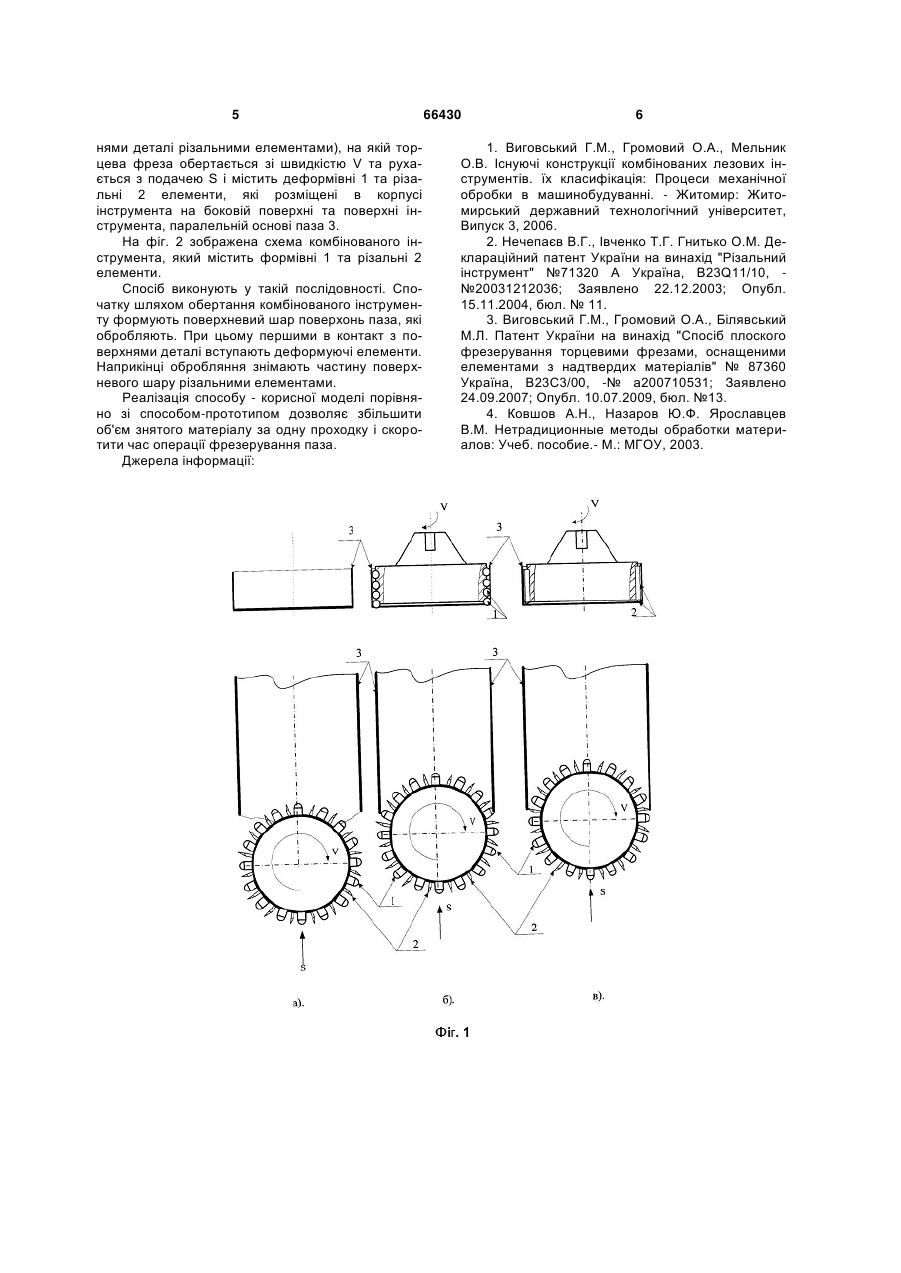
1. Спосіб торцевого фрезерування паза, що включає формування поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару, який відрізняється тим, що поверхневе деформування з наступним зняттям частини шару здійснюють за допомогою комбінованого інструменту, на бокових 3 пружно закріплені в корпусі фрези і розташовані в радіальному напрямку на більшій відстані від осі фрези відносно різальних елементів. Кінцеве зняття частини зміцненого шару здійснюють різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези відносно деформуючих елементів [3]. Даний спосіб плоского фрезерування торцевими фрезами, оснащеними елементами з надтвердих матеріалів, як і спосіб торцевого фрезерування паза, що заявляється, включає формування поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару. Однак, на відміну від способу-корисної моделі, у способіпрототипі формування поверхневого шару оброблюваної поверхні здійснюють за допомогою некомбінованого інструменту - фрези для обробки за один прохід однієї площини, що не дає можливості обробити дві бокові поверхні паза відразу і спричиняє збільшення часу операції фрезерування паза. В основу корисної моделі поставлена задача у способі торцевого фрезерування паза шляхом зміни умов виконання дій за рахунок використання комбінованого інструменту, на бокових поверхнях якого розміщено деформівні та різальні елементи, забезпечити збільшення об'єму знятого матеріалу за одну проходку і скорочення часу операції фрезерування паза. Поставлена задача вирішується за рахунок того, що у способі торцевого фрезерування паза, який має з прототипом спільну ознаку - формування поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару, згідно з корисною моделлю, поверхневе деформування з наступним зняттям частини шару здійснюють за допомогою комбінованого інструменту з встановленими на бокових поверхнях деформівними та різальними елементами, який розміщують на одній осі з оправкою, таким чином, що довжина бокової поверхні комбінованого інструмента та величина вильоту різальних елементів, які розміщені на поверхні інструмента паралельній основі паза, дорівнює розміру глибини паза, причому на бокових поверхнях комбінованого інструмента деформівні та різальні елементи розташовують у порядку, згідно з яким за деформівним елементом розташовують різальний елемент, причому виліт різальних елементів за величиною дорівнює заздалегідь заданому розміру загального припуску на різання. Технічний результат, якого можна досягти при використанні корисної моделі, полягає в тому, що забезпечується збільшення об'єму знятого матеріалу за одну проходку і скорочення часу операції фрезерування в паза. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі та технічним результатом простежується в тому, що нові ознаки, які введені у спосіб торцевого фрезерування паза, а саме нові умови виконання дій за рахунок використання комбінованого інструменту на бокових поверхнях якого встановлені деформівні та різальні елементи, розміщують на одній осі з оправкою, таким чи 66430 4 ном, що довжина бокової поверхні комбінованого інструмента та величина вильоту різальних елементів, які розміщені на поверхні інструмента паралельній основі паза дорівнює розміру глибини паза, причому на бокових поверхнях комбінованого інструмента деформівні та різальні елементи розташовують у порядку, згідно з яким за деформівним елементом розташовують різальний елемент, причому виліт різальних елементів, за величиною дорівнює заздалегідь заданому розміру загального припуску на різання, при взаємодії з відомими ознаками, а саме формуванням поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару забезпечують збільшення об'єму знятого матеріалу за одну проходку і скорочення часу фрезерування паза. При цьому вплив поєднання технологій деформування та різання в одному способі на отримання зазначеного технічного результату можна підтвердити відомою інформацією про те, що величина питомої роботи пластичної деформації одиниці об'єму матеріалу в умовах складного напруженого стану визначеним образом залежить від інтенсивності напружень та деформацій. В свою чергу, процес стружкоутворення під час різання металів є процес локалізованої пластичної деформації, доведеної до площин зсуву до стану, близького до руйнування. Отже, фізичний механізм впливу попереднього пластичного деформування на процес різання пояснюється змінами властивостей матеріалу, що проходять на атомномолекулярному рівні. При звичайному різанні вся робота пластичного деформування виконується ріжучим інструментом, а при різанні з попереднім пластичним деформуванням частина роботи, що витрачається на пластичні деформації, попередньо виконується додатковими механічними джерелами енергії - деформівним елементом. В результаті різальним інструментом виконують лише частину роботи, що призводить до зниження сили та температури різання. Сила та температура різання визначає напруженість процесу механічної обробки. Зменшення цих параметрів дозволяє підвищити показники якості обробки та сприяє збільшенню об'єму знятого матеріалу за одну проходку і підвищенню продуктивності операції фрезерування під час обробки поверхонь паза [4]. Вплив розміщення деформівних та різальних елементів на бокових поверхнях комбінованого інструмента на отримання зазначеного технічного результату очевидний - бокові поверхні фрези мають більшу загальну обробляючу площину, що також сприяє збільшенню об'єму знятого матеріалу за одну проходку і скороченню часу операції фрезерування паза. Суть корисної моделі пояснюється кресленнями. Перелік креслень: фіг. 1. Спосіб торцевого фрезерування паза; фіг. 2. Комбінований інструмент. На фіг. 1 зображені етапи торцевого фрезерування паза (а - підготовка комбінованого інструменту до роботи; б - контакт з поверхнями деталі деформівними елементами; в - контакт з поверх 5 нями деталі різальними елементами), на якій торцева фреза обертається зі швидкістю V та рухається з подачею S і містить деформівні 1 та різальні 2 елементи, які розміщені в корпусі інструмента на боковій поверхні та поверхні інструмента, паралельній основі паза 3. На фіг. 2 зображена схема комбінованого інструмента, який містить формівні 1 та різальні 2 елементи. Спосіб виконують у такій послідовності. Спочатку шляхом обертання комбінованого інструменту формують поверхневий шар поверхонь паза, які обробляють. При цьому першими в контакт з поверхнями деталі вступають деформуючі елементи. Наприкінці обробляння знімають частину поверхневого шару різальними елементами. Реалізація способу - корисної моделі порівняно зі способом-прототипом дозволяє збільшити об'єм знятого матеріалу за одну проходку і скоротити час операції фрезерування паза. Джерела інформації: 66430 6 1. Виговський Г.М., Громовий О.А., Мельник О.В. Існуючі конструкції комбінованих лезових інструментів. їх класифікація: Процеси механічної обробки в машинобудуванні. - Житомир: Житомирський державний технологічний університет, Випуск 3, 2006. 2. Нечепаєв В.Г., Івченко Т.Г. Гнитько О.М. Деклараційний патент України на винахід "Різальний інструмент" №71320 А Україна, B23Q11/10, №20031212036; Заявлено 22.12.2003; Опубл. 15.11.2004, бюл. № 11. 3. Виговський Г.М., Громовий О.А., Білявський М.Л. Патент України на винахід "Спосіб плоского фрезерування торцевими фрезами, оснащеними елементами з надтвердих матеріалів" № 87360 Україна, В23С3/00, -№ а200710531; Заявлено 24.09.2007; Опубл. 10.07.2009, бюл. №13. 4. Ковшов А.Н., Назаров Ю.Ф. Ярославцев В.М. Нетрадиционные методы обработки материалов: Учеб. пособие.- М.: МГОУ, 2003. 7 Комп’ютерна верстка А. Крижанівський 66430 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of face milling groove
Автори англійськоюLokhman Ihor Viktorovych, Frolov Vadym Anatoliiovych, Solianyk Volodymyr Hryhorovych, Biliavskyi Leonid Alfonsovych, Hriadunov Hennadii Hennadiiovych, Biliavskyi Maksym Leonidovych
Назва патенту російськоюСпособ торцевого фрезерования паза
Автори російськоюЛохман Игорь Викторович, Фролов Вадим Анатольевич, Соляник Владимир Григорьевич, Белявский Леонид Альфонсович, Грядунов Геннадий Геннадиевич, Белявский Максим Леонидович
МПК / Мітки
МПК: B23C 3/00
Мітки: паза, фрезерування, спосіб, торцевого
Код посилання
<a href="https://ua.patents.su/4-66430-sposib-torcevogo-frezeruvannya-paza.html" target="_blank" rel="follow" title="База патентів України">Спосіб торцевого фрезерування паза</a>
Спосіб торцевого фрезерування паралельних площин
Номер патенту: 61763
Опубліковано: 25.07.2011
Автори: Грядунов Геннадій Геннадійович, Білявський Леонід Альфонсович, Фролов Вадим Анатолійович, Лохман Ігор Вікторович, Білявський Максим Леонідович, Соляник Володимир Григорович
МПК: B23C 3/00
Мітки: спосіб, торцевого, фрезерування, площин, паралельних
Формула / Реферат:
1. Спосіб торцевого фрезерування паралельних площин, що включає формування поверхневого шару оброблюваної поверхні шляхом поверхневого деформування з наступним зняттям частини шару, який відрізняється тим, що поверхневе деформування з наступним зняттям частини шару здійснюють за допомогою комбінованого інструмента, змонтованого із двох торцевих фрез з розміщеними в них деформівними та різальними елементами.2. Спосіб за пунктом 1, який...
Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів
Номер патенту: 87360
Опубліковано: 10.07.2009
Автори: Виговський Георгій Миколайович, Громовий Олексій Андрійович, Білявський Максим Леонідович
МПК: B23C 3/00
Мітки: фрезерування, оснащеними, сталей, надтвердих, матеріалів, елементами, спосіб, торцевими, плоского, деталей, незагартованих, фрезами
Формула / Реферат:
Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів, що включає поверхневе пластичне деформування за допомогою деформуючих елементів, пружно закріплених в корпусі фрези, і видалення припуску різальними елементами, який відрізняється тим, що початкове формування нагартованого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування,...
Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 63517
Опубліковано: 15.01.2004
Автори: Виговський Георгій Миколайович, Лоєв Володимир Юхимович, Мельничук Петро Петрович
МПК: B23C 3/00
Мітки: фрезами, фрезерування, торцевими, спосіб, плоского
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, згідно з яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 84478
Опубліковано: 27.10.2008
Автори: Лоєв Володимир Юхимович, Салогуб Євген Вікторович, Мельничук Петро Петрович
МПК: B23C 3/00
Мітки: фрезами, спосіб, плоского, фрезерування, торцевими
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, за яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених чорнових різальних елементів і рухаються за...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Виговський Георгій Миколайович, Мельничук Петро Петрович, Лоєв Володимир Юхимович, Громовий Олексій Андрійович
МПК: B23C 3/00
Мітки: плоского, фрезами, спосіб, торцевими, фрезерування
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з...
Попередній патент: Спосіб іммобілізації трипсину
Наступний патент: Круг для купання дітей на шию
Випадковий патент: Пристрій безперевантажувального транспортування вогнетривкої цегли при ремонтах теплових металургійних агрегатів