Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 84478
Опубліковано: 27.10.2008
Автори: Мельничук Петро Петрович, Салогуб Євген Вікторович, Лоєв Володимир Юхимович

Формула / Реферат
Спосіб плоского фрезерування торцевими фрезами, за яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі, а кінцеве формування поверхневого шару оброблюваної плоскої поверхні здійснюють шляхом пластичного деформування за допомогою деформуючих елементів, які пружно закріплені в корпусі фрези на найменшій відстані від осі фрези з найбільшим вильотом відносно чорнових і чистових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі, який відрізняється тим, що перед видаленням чистового припуску, чорновий припуск видаляють також чорновими різальними елементами, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі і розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених в корпусі фрези чорнових різальних елементів та на більшій відстані від осі фрези з меншим вильотом відносно чистових різальних елементів, а перед кінцевим формуванням виконують легування поверхневого шару оброблюваної плоскої поверхні за допомогою легуючих елементів, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі і пружно закріплені в корпусі фрези на меншій відстані від осі фрези в радіальному напрямку з більшим вильотом відносно чистових різальних елементів.
Текст
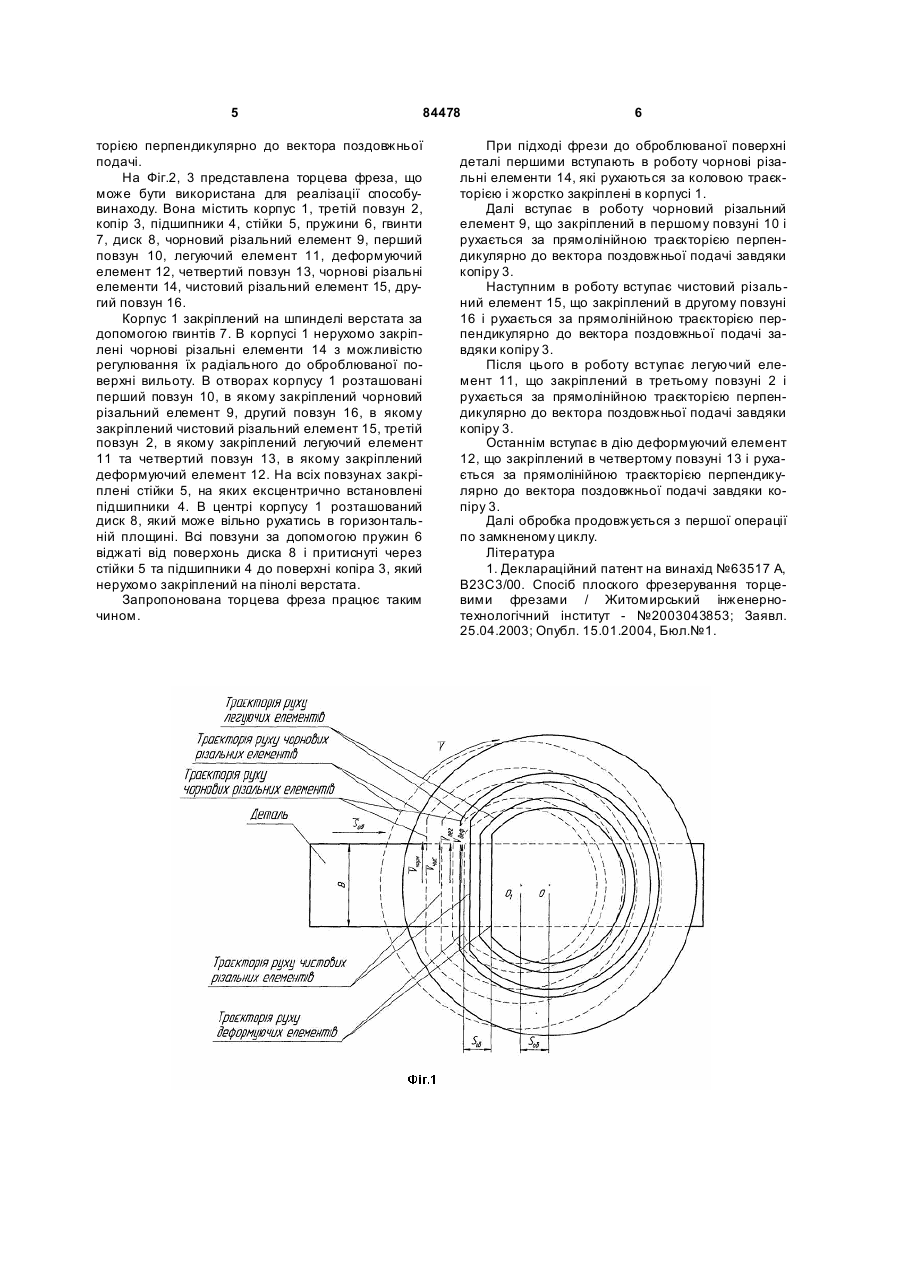
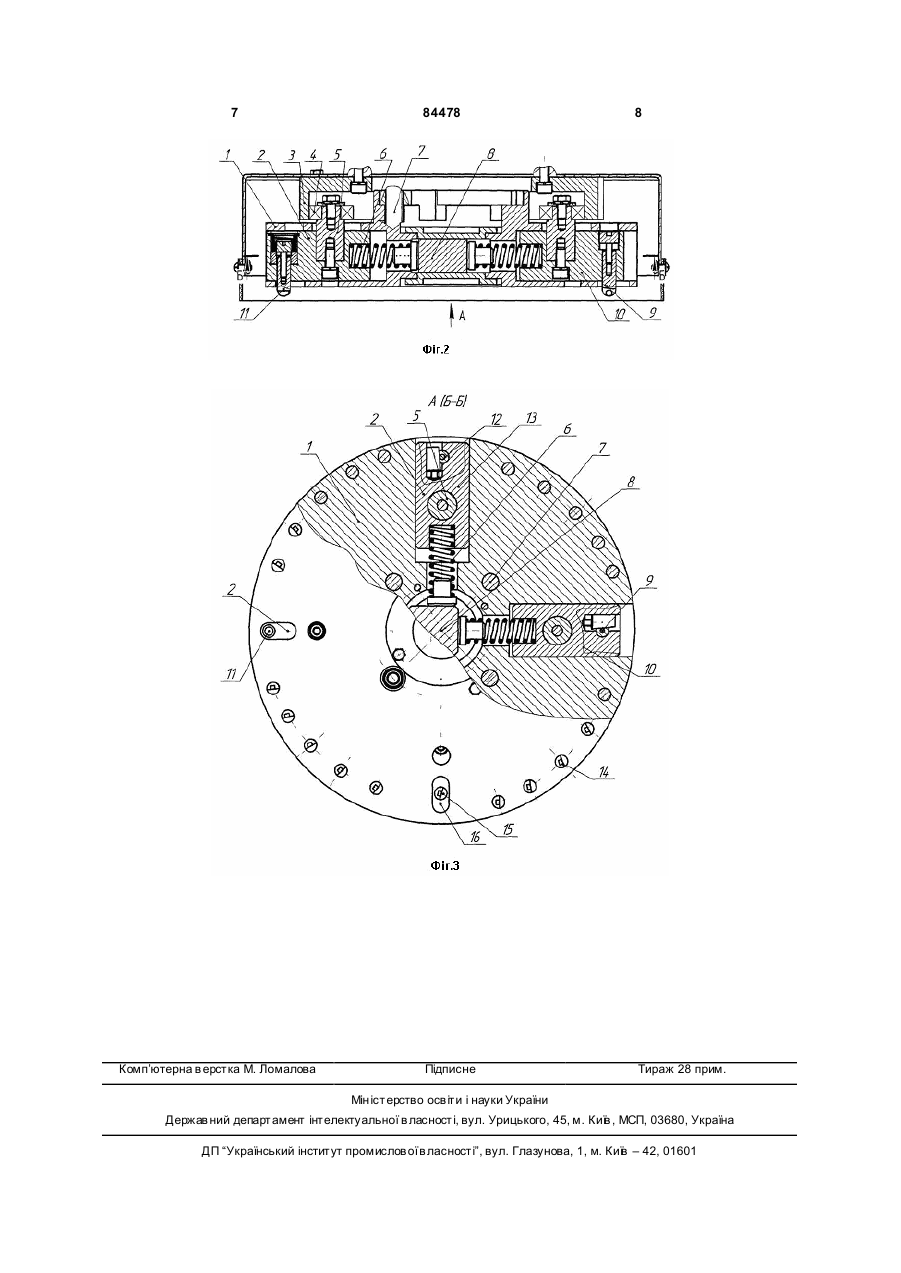
Спосіб плоского фрезерування торцевими фрезами, за яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої C2 2 (19) 1 3 84478 припуску нерухомо закріпленими чорновими різальними елементами та видалення чистового припуску чистовими різальними елементами виконують відразу кінцеве формування поверхневого шару оброблюваної плоскої поверхні деталі за допомогою деформуючих елементів. Тому, незважаючи на те, що спосіб-прототип після лезової обробки передбачає поверхневе пластичне деформування, яке сприяє зменшенню шорсткості оброблюваної поверхні, з одночасним її деформаційним зміцненням, отримана шорсткість є недостатньою для забезпечення високої якості поверхні. А завдяки лише деформаційному зміцненню не вдається отримати високу зносостійкість оброблюваної поверхні. Таким чином, недоліками способу-прототипу є незадовільна якість та зносостійкість обробленої поверхні. В основу винаходу поставлено задачу вдосконалення способу плоского фрезерування торцевими фрезами шляхом того, що перед видаленням чистового припуску, чорновий припуск видаляють також чорновими різальними елементами, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі і розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених в корпусі фрези чорнових різальних елементів та на більшій відстані від осі фрези з меншим вильотом відносно чистових різальних елементів, а перед кінцевим формуванням виконують легування поверхневого шару оброблюваної плоскої поверхні за допомогою легуючи х елементів, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі і пружно закріплені в корпусі фрези на меншій відстані від осі фрези в радіальному напрямку з більшим вильотом відносно чистових різальних елементів, що забезпечить значне підвищення якості і зносостійкості оброблюваної поверхні. Легування при існуючих те хнологічних процесах зазвичай здійснюється як окрема операція, що викликає витрати часу, пов'язані з перестановкою деталі. В запропонованому способі операцію легування здійснюють в поєднанні з чистовою обробкою поверхні з наступним поверхневим пластичним деформуванням, оскільки в одному інструменті об'єднані чорнова, чистова, легуюча і де формуюча операції обробки. Тому спосіб-винахід забезпечує не тільки значне покращення якості і зносостійкості оброблюваної поверхні, а й збільшення продуктивності процесу обробки. Застосування чорнових різальних елементів для видалення чорнового припуску, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі викликане конструктивними особливостями торцевої фрези, що може бути використана для реалізації способувинаходу. У випадку виключення цієї операції з процесу обробки з залишенням видалення чорнового припуску чорновими різальними елементами, які нерухомо закріплені в корпусі фрези і рухаються за коловою траєкторією, як в способі прототипі, 4 запропонований спосіб плоского фрезерування торцевими фрезами не втрачає можливості вирішення поставлених задач (значного підвищення якості і зносостійкості оброблюваної поверхні). Суть винаходу пояснюється кресленням. Перелік креслень: - на Фіг.1 - траєкторії руху чорнових і чистови х різальних елементів та легуючих і де формуючих елементів відносно заготовки; - на Фіг.2 - конструкція торцевої фрези, що запропонована для реалізації способу-винаходу; - на Фіг.3 - конструкція торцевої фрези (вид А (Б-Б)). На Фіг.1 зображено два положення торцевої фрези відносно оброблюваної площини деталі шириною В на відстані поздовжньої подачі Soб , а також траєкторії руху чорнових і чистових різальних елементів та легуючи х і деформуючи х елементів відносно деталі: а) чорнових різальних елементів - за коловою траєкторією зі швидкістю V ; б) чорнових і чистови х різальних елементів та легуючи х і деформуючи х елементів - за прямолінійною траєкторією перпендикулярною до вектора поздовжньої подачі Soб зі швидкостями Vчорн , V чис , Vлег та V деф відповідно. Заявлений спосіб плоского фрезерування торцевими фрезами виконують в такій послідовності. 1. Найбільшу частину припуску знімають чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією. 2. Також припуск на чорнову обробку знімають чорновими різальними елементами, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі і розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених в корпусі фрези чорнових різальних елементів і на більшій відстані від осі фрези з меншим вильотом відносно чистових різальних елементів. 3. Чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на менший відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі. 4. Виконують легування поверхневого шару деталі за допомогою легуючих елементів, які рухаються за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі і пружно закріплені в корпусі фрези на меншій відстані від осі фрези в радіальному напрямку з більшим вильотом відносно чистових різальних елементів. 5. Виконують кінцеве формування поверхневого шару оброблюваної плоскої поверхні шляхом пластичного деформування за допомогою деформуючих елементів, які пружно закріплені в корпусі фрези на меншій відстані в радіальному напрямку від осі фрези з більшим вильотом відносно легуючих елементів і рухаються за прямолінійною траєк 5 84478 торією перпендикулярно до вектора поздовжньої подачі. На Фіг.2, 3 представлена торцева фреза, що може бути використана для реалізації способувинаходу. Вона містить корпус 1, третій повзун 2, копір 3, підшипники 4, стійки 5, пружини 6, гвинти 7, диск 8, чорновий різальний елемент 9, перший повзун 10, легуючий елемент 11, деформуючий елемент 12, четвертий повзун 13, чорнові різальні елементи 14, чистовий різальний елемент 15, другий повзун 16. Корпус 1 закріплений на шпинделі верстата за допомогою гвинтів 7. В корпусі 1 нерухомо закріплені чорнові різальні елементи 14 з можливістю регулювання їх радіального до оброблюваної поверхні вильоту. В отворах корпусу 1 розташовані перший повзун 10, в якому закріплений чорновий різальний елемент 9, другий повзун 16, в якому закріплений чистовий різальний елемент 15, третій повзун 2, в якому закріплений легуючий елемент 11 та четвертий повзун 13, в якому закріплений деформуючий елемент 12. На всіх повзунах закріплені стійки 5, на яких ексцентрично встановлені підшипники 4. В центрі корпусу 1 розташований диск 8, який може вільно рухатись в горизонтальній площині. Всі повзуни за допомогою пружин 6 віджаті від поверхонь диска 8 і притиснуті через стійки 5 та підшипники 4 до поверхні копіра 3, який нерухомо закріплений на пінолі верстата. Запропонована торцева фреза працює таким чином. 6 При підході фрези до оброблюваної поверхні деталі першими вступають в роботу чорнові різальні елементи 14, які рухаються за коловою траєкторією і жорстко закріплені в корпусі 1. Далі вступає в роботу чорновий різальний елемент 9, що закріплений в першому повзуні 10 і рухається за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі завдяки копіру 3. Наступним в роботу вступає чистовий різальний елемент 15, що закріплений в другому повзуні 16 і рухається за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі завдяки копіру 3. Після цього в роботу вступає легуючий елемент 11, що закріплений в третьому повзуні 2 і рухається за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі завдяки копіру 3. Останнім вступає в дію деформуючий елемент 12, що закріплений в четвертому повзуні 13 і рухається за прямолінійною траєкторією перпендикулярно до вектора поздовжньої подачі завдяки копіру 3. Далі обробка продовжується з першої операції по замкненому циклу. Література 1. Деклараційний патент на винахід №63517 А, В23С3/00. Спосіб плоского фрезерування торцевими фрезами / Житомирський інженернотехнологічний інститут - №2003043853; Заявл. 25.04.2003; Опубл. 15.01.2004, Бюл.№1. 7 Комп’ютерна в ерстка М. Ломалова 84478 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of plane milling by end-milling cutters
Автори англійськоюMelnychuk Petro Petrovych, Loiev Volodymyr Yukhymovych, Salohub Yevhen Viktorovych
Назва патенту російськоюСпособ плоского фрезерования торцевыми фрезами
Автори російськоюМельничук Петр Петрович, Лоев Владимир Ефимович, Салогуб Евгений Викторович
МПК / Мітки
МПК: B23C 3/00
Мітки: спосіб, фрезерування, плоского, фрезами, торцевими
Код посилання
<a href="https://ua.patents.su/4-84478-sposib-ploskogo-frezeruvannya-torcevimi-frezami.html" target="_blank" rel="follow" title="База патентів України">Спосіб плоского фрезерування торцевими фрезами</a>
Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 63517
Опубліковано: 15.01.2004
Автори: Мельничук Петро Петрович, Лоєв Володимир Юхимович, Виговський Георгій Миколайович
МПК: B23C 3/00
Мітки: фрезерування, плоского, торцевими, спосіб, фрезами
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, згідно з яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Лоєв Володимир Юхимович, Громовий Олексій Андрійович, Виговський Георгій Миколайович, Мельничук Петро Петрович
МПК: B23C 3/00
Мітки: спосіб, торцевими, фрезерування, фрезами, плоского
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з...
Пристрій для фрезерування отворів
Номер патенту: 19742
Опубліковано: 15.12.2006
Автори: Кушніров Павло Васильович, Іванющенко Юрій Олександрович, Удовенко Олександр Олександрович, Недокус Ігор Якович
МПК: B23C 3/00
Мітки: пристрій, фрезерування, отворів
Формула / Реферат:
Пристрій для фрезерування отворів, що містить корпус, заходна частина якого оснащена парною кількістю торцевих фрез, причому кожна пара фрез, розміщених на протилежних гранях корпуса, з'єднана з кінцями вала, розміщеного в корпусі на підшипниках кочення та кінематично зв'язаного із приводом фрез, а між корпусом і фрезами розміщені упорні підшипники кочення, до яких фрези притиснуті затискними гвинтами, причому на половині доріжки кочення...
Фрезерний знімний пристрій до токарного верстата і спосіб фрезерування за допомогою фрезерного знімного пристрою
Номер патенту: 77785
Опубліковано: 15.01.2007
Автори: Савченко Дмитро Миколайович, Петюренко Юрій Леонідович, Дубров Віктор Іванович
МПК: B23C 7/00, B23Q 7/02, B23B 11/00
Мітки: фрезерування, спосіб, фрезерного, фрезерний, пристрій, верстата, токарного, пристрою, допомогою, знімного, знімний
Формула / Реферат:
1. Фрезерний знімний пристрій до токарного верстата, який містить поворотний стіл, корпус якого призначений для закріплення на супорті токарного верстата, причому на корпусі розміщені напрямні для вертикального переміщення поворотного стола за допомогою ходового гвинта, який приводиться в рух ручним маховиком, який відрізняється тим, що безпосередньо на поворотному столі корпусу, який призначений для закріплення в різцетримачі токарного...
Пристрій для фрезерування похилих площин надресорних балок
Номер патенту: 747
Опубліковано: 15.03.2001
Автори: Багнюк Олександр Михайлович, Гринюк Валерій Степанович, Войтенко Володимир Федорович, Кордунян Володимир Іванович, Войтович Микола Іванович, Паршиков Юрій Васильович
МПК: B23C 3/00
Мітки: надресорних, пристрій, площин, похилих, балок, фрезерування
Формула / Реферат:
Пристрій для фрезерування похилих площин надресорних балок, що містить основу, всередині якої розміщені головний привід і фрезерна головка з шпинделем і встановленою в ньому фрезою, механізм переміщення фрези по осі з штурвалом, лімбом і двозахідною черв'ячною передачею, який відрізняється тим, що основа виконана у вигляді плоскої плити з прилаштованими до неї кронштейнами з можливістю встановлення плити на верхній . поверхні надресорної...
Попередній патент: Привід механізму накатування полотна круглов’язальної машини
Наступний патент: Спосіб польоту на навколоземну орбіту багаторазового повітряно-космічного апарата та багаторазовий повітряно-космічний апарат для здійснення способу
Випадковий патент: Рушійний пристрій для підводного робота