Спосіб захисту та відновлення деталей чавунних виробів
Формула / Реферат
1. Спосіб захисту та відновлення деталей чавунних виробів, здебільшого внутрішніх корпусів, робочих коліс, бронедисків насосів та інших, який здійснюють відновленням геометрії деталей шляхом з'єднання їх частин, який відрізняється тим, що при виготовленні чавунних виробів відділяють зони прискореного абразивного зносу та розподіляють виріб на "основу" - це суцільнолита більш-менш спрацьована деталь, і на швидкоспрацьовані деталі, які знімають та замінюють на нові так звані "коронки", які конструктивно повторюють знімальні деталі.
2. Спосіб за п. 1, який відрізняється тим, що при досягненні критичного зносу окремо виготовленні "коронки" "приклеюють" до "основи" виробу за допомогою полімерного матеріалу.
3. Спосіб за п. 2, який відрізняється тим, що у полімерний матеріал входить англійський полімер Belzonа марки 1321.
Текст
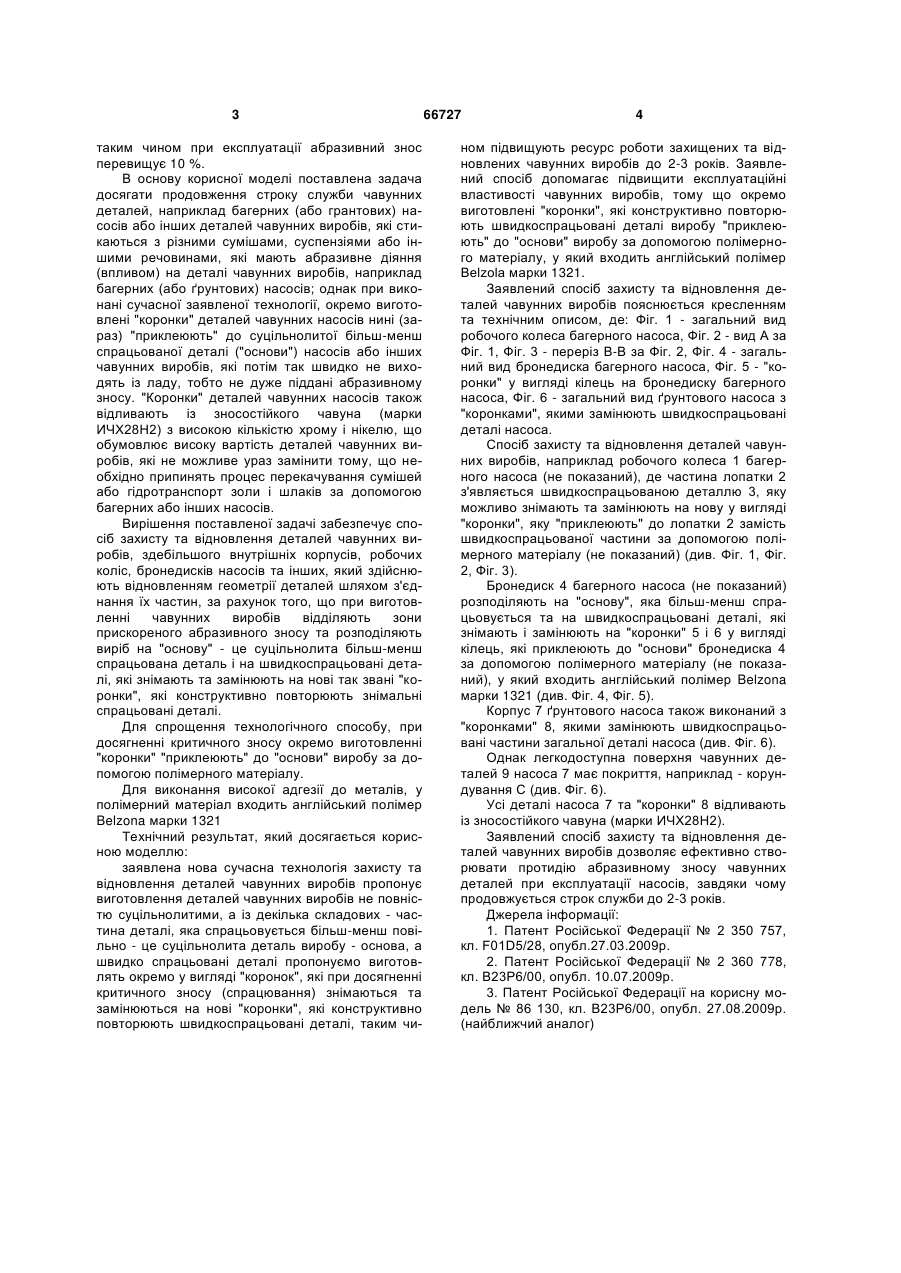
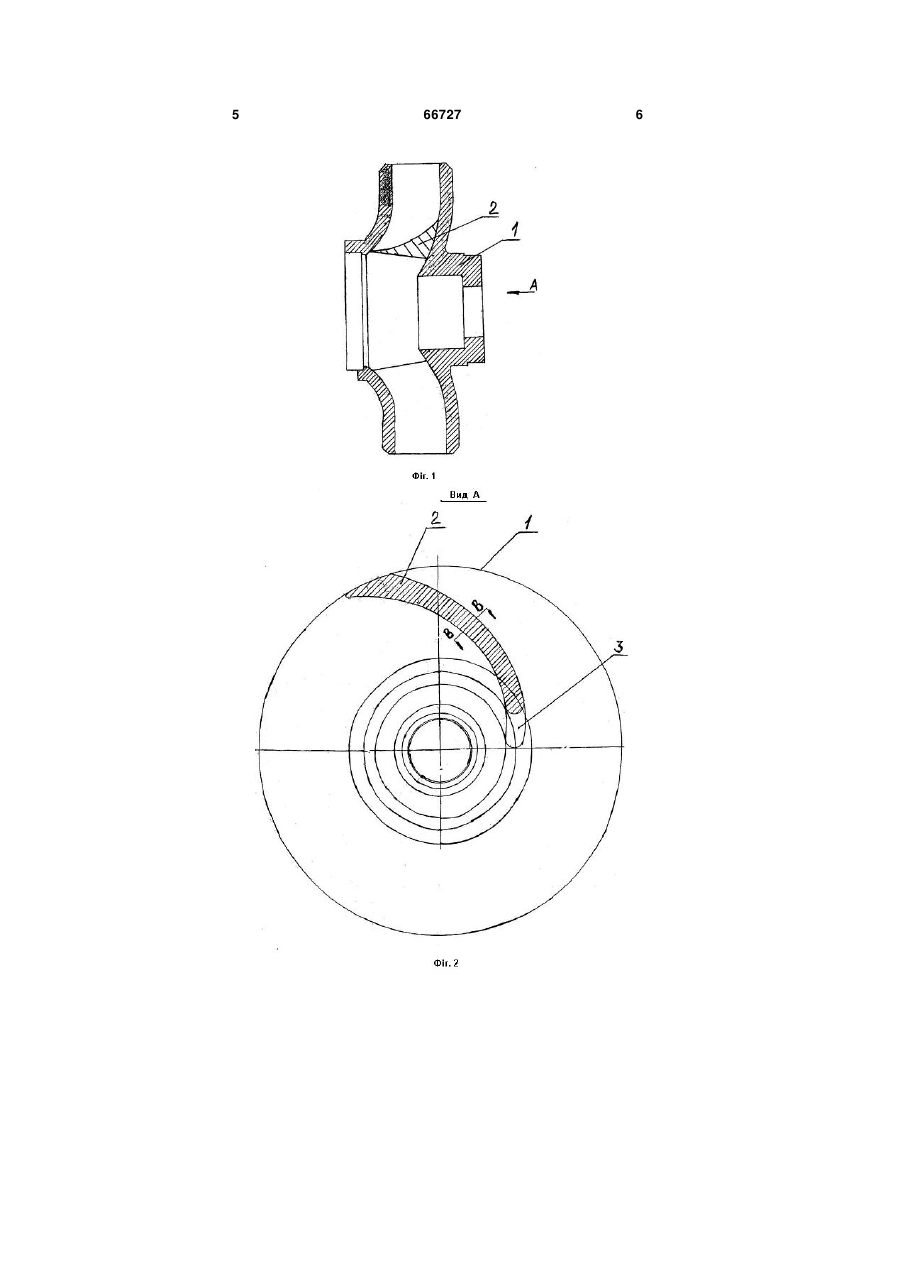
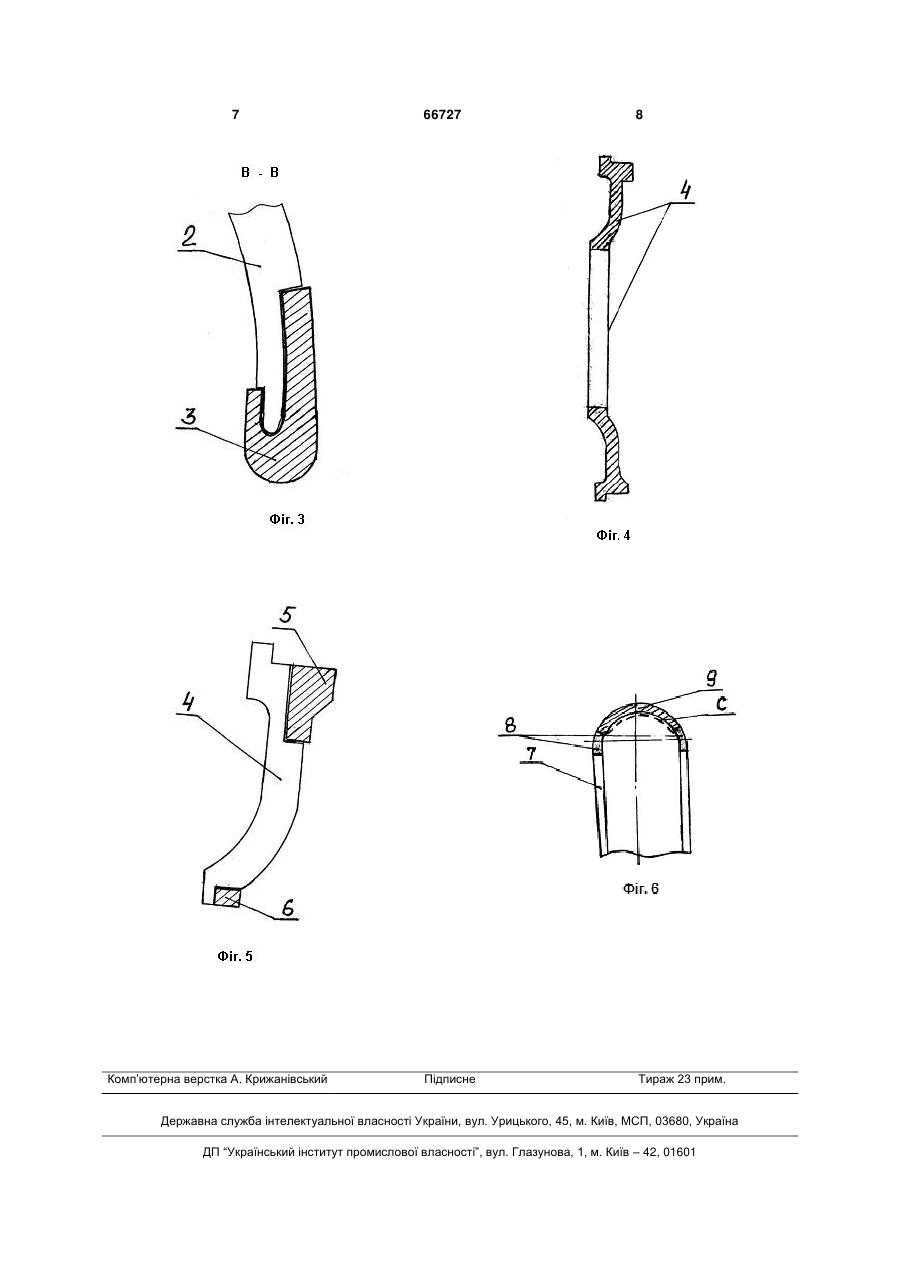
1. Спосіб захисту та відновлення деталей чавунних виробів, здебільшого внутрішніх корпусів, робочих коліс, бронедисків насосів та інших, який здійснюють відновленням геометрії деталей шляхом з'єднання їх частин, який відрізняється тим, що при виготовленні чавунних виробів відділяють 3 таким чином при експлуатації абразивний знос перевищує 10 %. В основу корисної моделі поставлена задача досягати продовження строку служби чавунних деталей, наприклад багерних (або грантових) насосів або інших деталей чавунних виробів, які стикаються з різними сумішами, суспензіями або іншими речовинами, які мають абразивне діяння (впливом) на деталі чавунних виробів, наприклад багерних (або ґрунтових) насосів; однак при виконані сучасної заявленої технології, окремо виготовлені "коронки" деталей чавунних насосів нині (зараз) "приклеюють" до суцільнолитої більш-менш спрацьованої деталі ("основи") насосів або інших чавунних виробів, які потім так швидко не виходять із ладу, тобто не дуже піддані абразивному зносу. "Коронки" деталей чавунних насосів також відливають із зносостійкого чавуна (марки ИЧХ28Н2) з високою кількістю хрому і нікелю, що обумовлює високу вартість деталей чавунних виробів, які не можливе ураз замінити тому, що необхідно припинять процес перекачування сумішей або гідротранспорт золи і шлаків за допомогою багерних або інших насосів. Вирішення поставленої задачі забезпечує спосіб захисту та відновлення деталей чавунних виробів, здебільшого внутрішніх корпусів, робочих коліс, бронедисків насосів та інших, який здійснюють відновленням геометрії деталей шляхом з'єднання їх частин, за рахунок того, що при виготовленні чавунних виробів відділяють зони прискореного абразивного зносу та розподіляють виріб на "основу" - це суцільнолита більш-менш спрацьована деталь і на швидкоспрацьовані деталі, які знімають та замінюють на нові так звані "коронки", які конструктивно повторюють знімальні спрацьовані деталі. Для спрощення технологічного способу, при досягненні критичного зносу окремо виготовленні "коронки" "приклеюють" до "основи" виробу за допомогою полімерного матеріалу. Для виконання високої адгезії до металів, у полімерний матеріал входить англійський полімер Belzona марки 1321 Технічний результат, який досягається корисною моделлю: заявлена нова сучасна технологія захисту та відновлення деталей чавунних виробів пропонує виготовлення деталей чавунних виробів не повністю суцільнолитими, а із декілька складових - частина деталі, яка спрацьовується більш-менш повільно - це суцільнолита деталь виробу - основа, а швидко спрацьовані деталі пропонуємо виготовлять окремо у вигляді "коронок", які при досягненні критичного зносу (спрацювання) знімаються та замінюються на нові "коронки", які конструктивно повторюють швидкоспрацьовані деталі, таким чи 66727 4 ном підвищують ресурс роботи захищених та відновлених чавунних виробів до 2-3 років. Заявлений спосіб допомагає підвищити експлуатаційні властивості чавунних виробів, тому що окремо виготовлені "коронки", які конструктивно повторюють швидкоспрацьовані деталі виробу "приклеюють" до "основи" виробу за допомогою полімерного матеріалу, у який входить англійський полімер Вelzola марки 1321. Заявлений спосіб захисту та відновлення деталей чавунних виробів пояснюється кресленням та технічним описом, де: Фіг. 1 - загальний вид робочого колеса багерного насоса, Фіг. 2 - вид А за Фіг. 1, Фіг. 3 - переріз В-В за Фіг. 2, Фіг. 4 - загальний вид бронедиска багерного насоса, Фіг. 5 - "коронки" у вигляді кілець на бронедиску багерного насоса, Фіг. 6 - загальний вид ґрунтового насоса з "коронками", якими замінюють швидкоспрацьовані деталі насоса. Спосіб захисту та відновлення деталей чавунних виробів, наприклад робочого колеса 1 багерного насоса (не показаний), де частина лопатки 2 з'являється швидкоспрацьованою деталлю 3, яку можливо знімають та замінюють на нову у вигляді "коронки", яку "приклеюють" до лопатки 2 замість швидкоспрацьованої частини за допомогою полімерного матеріалу (не показаний) (див. Фіг. 1, Фіг. 2, Фіг. 3). Бронедиск 4 багерного насоса (не показаний) розподіляють на "основу", яка більш-менш спрацьовується та на швидкоспрацьовані деталі, які знімають і замінюють на "коронки" 5 і 6 у вигляді кілець, які приклеюють до "основи" бронедиска 4 за допомогою полімерного матеріалу (не показаний), у який входить англійський полімер Belzona марки 1321 (див. Фіг. 4, Фіг. 5). Корпус 7 ґрунтового насоса також виконаний з "коронками" 8, якими замінюють швидкоспрацьовані частини загальної деталі насоса (див. Фіг. 6). Однак легкодоступна поверхня чавунних деталей 9 насоса 7 має покриття, наприклад - корундування С (див. Фіг. 6). Усі деталі насоса 7 та "коронки" 8 відливають із зносостійкого чавуна (марки ИЧХ28Н2). Заявлений спосіб захисту та відновлення деталей чавунних виробів дозволяє ефективно створювати протидію абразивному зносу чавунних деталей при експлуатації насосів, завдяки чому продовжується строк служби до 2-3 років. Джерела інформації: 1. Патент Російської Федерації № 2 350 757, кл. F01D5/28, опубл.27.03.2009р. 2. Патент Російської Федерації № 2 360 778, кл. В23Р6/00, опубл. 10.07.2009р. 3. Патент Російської Федерації на корисну модель № 86 130, кл. В23Р6/00, опубл. 27.08.2009р. (найближчий аналог) 5 66727 6 7 Комп’ютерна верстка А. Крижанівський 66727 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of protection and restoration of parts of cast iron products
Автори англійськоюTeslia Yurii Makarovych, Nikulin Mykola Ivanovych
Назва патенту російськоюСпособ защиты и восстановления деталей чугунных изделий
Автори російськоюТесля Юрий Макарович, Никулин Николай Иванович
МПК / Мітки
Мітки: захисту, виробів, чавунних, спосіб, деталей, відновлення
Код посилання
<a href="https://ua.patents.su/4-66727-sposib-zakhistu-ta-vidnovlennya-detalejj-chavunnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту та відновлення деталей чавунних виробів</a>
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: чавунних, наплавленням, деталей, спосіб, шару, сталевого, відновлення
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб відновлення чавунних корпусних деталей з тріщинами
Номер патенту: 3816
Опубліковано: 15.12.2004
Автори: Войтюк Валерій Дмитрович, Мельник Валентина Іванівна, Сиволапов Володимир Анатолійович, Карабиньош Сергій Степанович
МПК: B23P 6/00
Мітки: корпусних, чавунних, деталей, спосіб, тріщинами, відновлення
Формула / Реферат:
Спосіб відновлення чавунних корпусних деталей з тріщинами, що включає підготовку поверхні корпусної деталі з тріщиною, встановлення сталевої накладки, виготовленої у відповідності до геометричних розмірів підготовленої поверхні із дефектом, нанесення на знежирену поверхню деталі шару епоксидної композиції, базування і закріплення накладки, нагрівання та затвердіння клейового прошарку, який відрізняється тим, що накладку кріплять за допомогою...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Аулін Віктор Васильович, Капелюшний Федір Михайлович, Жулай Олександр Юрійович, Калита Микола Миколайович
МПК: B23P 6/02
Мітки: чавунних, деталей, зносом, поверхні, сталевих, внутрішньої, спосіб, переважно, спрацьованої, висоті, нерівномірним, відновлення, циліндричної
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Моргун Олена Анатоліївна, Василенко Михайло Олександрович, Кузьміч Ярослав Анатолійович
Мітки: порожнистих, деталей, відновлення, циліндричних, сільськогосподарсько, не-базових, спосіб, чавунних, техніки
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 26293
Опубліковано: 10.09.2007
Автори: Калита Микола Миколайович, Капелюшний Федір Михайлович, Аулін Віктор Васильович, Жулай Олександр Юрійович
МПК: B23P 6/00
Мітки: сталевих, внутрішньої, циліндричної, переважно, нерівномірним, поверхні, чавунних, спрацьованої, висоті, пристрій, деталей, відновлення, зносом
Формула / Реферат:
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, який складається з джерела нагрівання, джерела охолодження, механізму обертання і переміщення гільзи, який відрізняється тим, що джерело нагрівання виконане у вигляді ніхромової спіралі, навитої на керамічному осерді з різним розподілом кількості...
Попередній патент: Світлофор із прискореним сприйняттям сигналів за рахунок асоціацій
Наступний патент: Спосіб оцінки морфофункціонального напруження щитоподібної залози
Випадковий патент: Канал вимірювання кутових швидкостей літальних апаратів з можливістю формування та обробки зображення ла для комбінованої лазерної системи