Спосіб переміщення скляних посудин
Формула / Реферат
1. Спосіб переміщення скляних посудин з множини нерухомих плит формувальної машини для виготовлення скляних посудин, яка складається з індивідуальних секцій, згідно з яким приводять в дію машинний конвеєр, зв'язаний з формувальною машиною, за допомогою першого мотора змінного струму, приводять в дію кожен з пристроїв зміни напрямку руху посудин на 90° для переміщення посудин із нерухомих плит на машинний конвеєр за допомогою другого мотора змінного струму, приводять в дію перехресний конвеєр, розташований перпендикулярно машинному конвеєру, за допомогою третього мотора змінного струму, приводять в дію нескінченний ланцюговий транспортуючий пристрій для переміщення посудин із машинного конвеєра на перехресний конвеєр за допомогою четвертого мотора змінного струму, приводять в дію конвеєр печі для відпалу за допомогою п'ятого мотора змінного струму, приводять в дію зворотно-поступальний штовхальний стрижень, що призначений для переміщення груп посудин із перехресного конвеєра на конвеєр печі для відпалу і входить до складу транспортера печі, у напрямку, орієнтованому поперек перехресного конвеєра, за допомогою шостого мотора змінного струму, який відрізняється тим, що швидкість дії першого, другого, третього, четвертого, п'ятого та шостого моторів змінного струму регулюють без зміни передаточного відношення коробки передач або приводів на ведучу зірочку, із використанням попередньо заданих контрольованих швидкостей, і забезпечують швидку зміну функціонування формувальної машини для виготовлення скляних посудин при зміні конфігурації або розміру формованих посудин.
2. Спосіб згідно з п. 1, який відрізняється тим, що машинний конвеєр приводять в дію за допомогою сервомотора змінного струму.
3. Спосіб згідно з п. 1, який відрізняється тим, що перехресний конвеєр приводять в дію за допомогою сервомотора змінного струму.
4. Спосіб згідно з п. 1, який відрізняється тим, що ланцюговий транспортуючий пристрій приводять в дію за допомогою сервомотора змінного струму.
5. Спосіб згідно з п. 1, який відрізняється тим, що зворотно-поступальний штовхальний стрижень транспортера печі приводять в дію за допомогою сервомотора змінного струму.
6. Спосіб згідно з п. 1, який відрізняється тим, що додатково здійснюють одночасне вимірювання і керування швидкостями роботи моторів змінного струму для пристроїв зміни напрямку руху посудин на 90°, машинного конвеєра, перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі і конвеєра печі для відпалу.
7. Спосіб згідно з п. 6, який відрізняється тим, що додатково використовують станцію оператора для зміни швидкості роботи мотора змінного струму для пристроїв зміни напрямку руху посудин на 90°, машинного конвеєра, перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі і конвеєра печі відпалу.
8. Спосіб згідно з п. 6, який відрізняється тим, що додатково використовують функцію старт/стоп станції, за допомогою якої здійснюють вибіркову активізацію або деактивізацію керування швидкостями роботи моторів змінного струму для пристроїв зміни напрямку руху посудин на на 90°, машинного конвеєра, перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі і конвеєра печі для відпалу.
9. Спосіб згідно з п. 6, який відрізняється тим, що додатково використовують станцію видування посудини, що прилягає до машинного конвеєра, і керують її роботою у випадку зупинки будь-якого з керованих пристроїв: перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі або конвеєра печі для відпалу.
10. Спосіб згідно з п. 6, який відрізняється тим, що додатково вимірюють лінійну швидкість машинного конвеєра і змінюють швидкість роботи мотора машинного конвеєра для компенсації зміни лінійної швидкості машинного конвеєра внаслідок його розтягнення.
11. Спосіб згідно з будь-яким з пп. 6 або 10, який відрізняється тим, що додатково вимірюють лінійну швидкість перехресного конвеєра і змінюють швидкість мотора перехресного конвеєра для компенсації зміни лінійної швидкості перехресного конвеєра внаслідок його розтягнення.
12. Спосіб згідно з п. 10, який відрізняється тим, що додатково вимірюють лінійну швидкість машинного конвеєра в позиції після місця переміщення посудин за допомогою ланцюгового транспортуючого пристрою із машинного конвеєра на перехресний конвеєр.
13. Спосіб згідно з п. 11, який відрізняється тим, що лінійну швидкість перехресного конвеєра вимірюють в позиції після місця переміщення посудин за допомогою штовхального стрижня транспортера печі із перехресного конвеєра до конвеєра печі для відпалу.
Текст
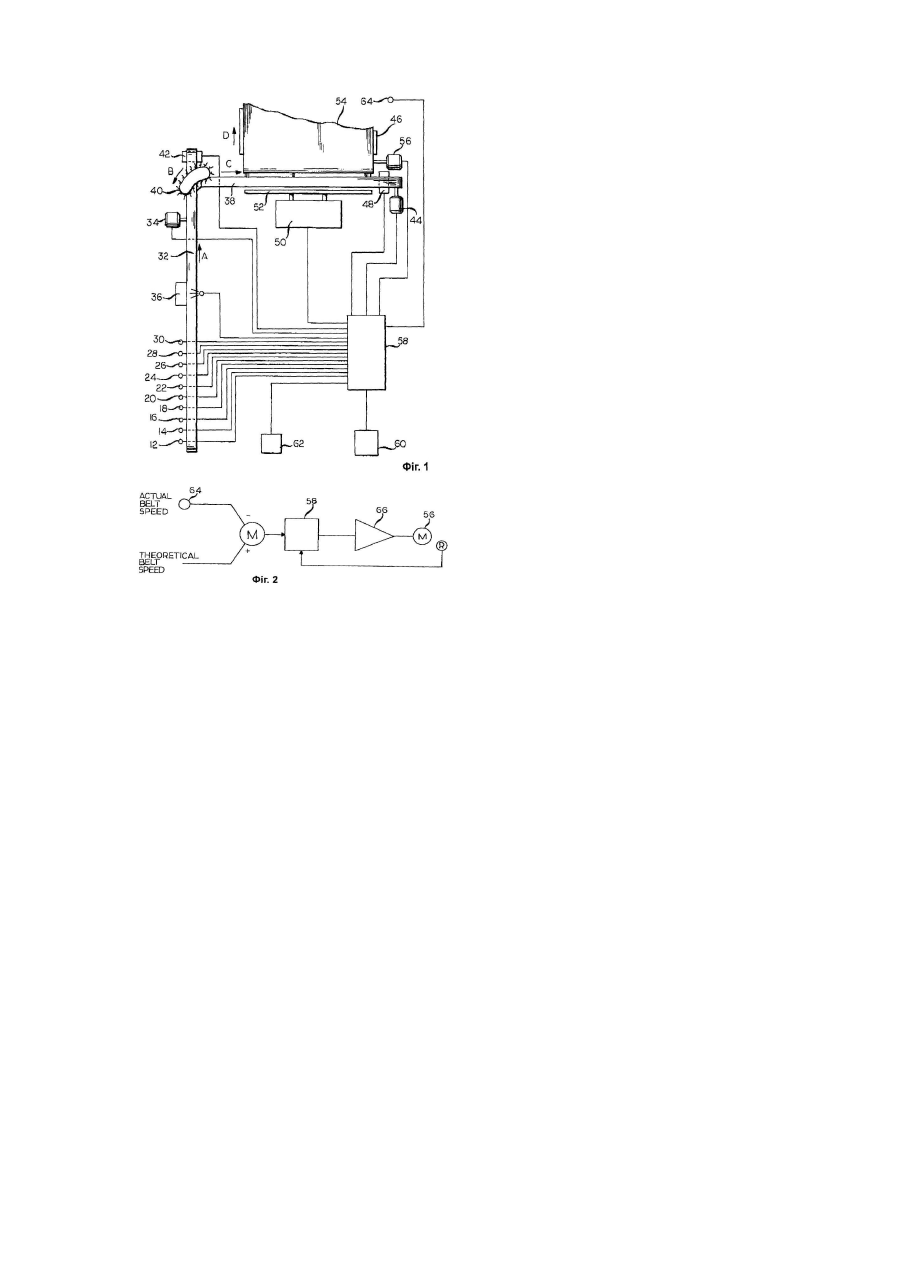
Винахід стосується виготовлення скляного посуду, зокрема способу керування роботою різних транспортуючих пристроїв для транспортування й переміщення скляних посудин із формувальної машини типу індивідуальної секції (ІС) до печі для відпалу. Багато, якщо не більшість, видів скляного посуду, включаючи широкий вибір пляшок і глечиків, виготовляють і протягом багатьох років виготовляли машинами типу ІС, в яких використовують множину встановлених одна поруч з іншою секцій, кожна з яких утворює посудини у двоступінчатому формувальному процесі. У процесі формування скляної посудини даного типу прес-форму контейнеру, зазвичай називану "баночкою" або заготовкою, формують при першому формуванні в установці для формування заготовок секції ІС машини, шляхом пресування або видування; потім заготовку переміщують шляхом операції повороту на 180° у вертикальне положення для другого формування в секції ІС машини, часто називаного формуванням дуттям, для одержання готової посудини шляхом видування. Для сучасних ІС машин типовим є одночасне формування в кожній секції кількох посудин, наприклад, двох або трьох або навіть чотирьох посудин; такі машини зазвичай містять досить велике число секцій, наприклад, шість або вісім або навіть десять секцій. У патенті США № 4,427,431 (Mumford at al.), що належить даному заявнику, нагадування про який включено тут для посилання, у цілому описується машина для формування скляних посудин загального типу. Посудини, що виходять із форм для видування ІС машини, досить гарячі й мають бути охолоджені до прийнятної температури перед тим, як вони можуть бути піддані різним стадіям механічної обробки і дії пристроїв, які необхідні для переміщення таких посудин у піч для відпалу й термічної обробки для зняття зайвих залишкових внутрішніх напружень, що можуть виникнути на стадіях формування. Так, звичайна ІС машина оснащена охолоджуваною повітрям нерухомою плитою, на яку посудини переміщують з форм для видування ІС машини за допомогою механізмів висувного захвачування, які є частиною ІС машини. Посудини залишають на нерухомій плиті на певний інтервал часу, протягом якого вони частково охолоджуються до температури, при якій вони можуть бути піддані подальшій обробці. Потім посудини переміщують на рухомий конвеєр, зазвичай називаний машинним конвеєром - операція, що вимагає зміни напрямку руху посудин на 90° зсувною головкою. Переміщення посудин із форм для дуття ІС машини на нерухомі плити і з нерухомих плит на машинний конвеєр за допомогою зсувних головок у цілому описано у вищевказаному патенті США № 4,427,431, а також у патенті США № 4,162,911 (МаІІоry) і в патенті США № 4,222,480 (Perry), кожний з яких також належить даному заявнику, і нагадування про кожний з яких також включено тут для посилання. Посудини переміщують від ІС машини за допомогою машинного конвеєра на інший конвеєр, зазвичай називаний перехресним конвеєром, що розташований перпендикулярно до машинного конвеєра і подає посудини на вхід печі для відпалу. Пристрій для переміщення виконує переміщення посудин із машинного конвеєра на перехресний конвеєр. Такий пристрій, описаний у патенті США № 4,193,784 (Mumford), що також належить даному заявнику, також згаданий тут для посилання. На практиці пристрої, що виконують функцію пристрою переміщення у вищевказаному патенті США № 4,193,784, часто мають дугоподібну або серповидну форму. Посудини на перехресному конвеєрі на вході в піч для відпалу переміщують групами, кожна з яких складається з кількох посудин, до рухомого конвеєра печі за допомогою пристрою переміщення, який часто називається транспортером печі або укладальником. У патенті США № 4,290,517 (Hafferhamp), який також належить даному заявнику, і нагадування про який також включено тут для посилання, описаний раніше відомий транспортер для переміщення посудин на перехресному конвеєрі до конвеєра печі для відпалу вищеописаним способом. Керування стадіями обробки посудин і пристроями, застосовуваними при переміщенні посудин із нерухомих плит ІС машини на конвеєр печі для відпалу, як описано, повинно здійснюватися ретельно як стосовно швидкостей виконання таких стадій обробки, так і стосовно взаємно узгодженого часу їх виконання. Крім того, ІС машини, як описано, використовуються для виробництва посудин різних конфігурацій і розмірів, і кожна зміна режиму роботи ІС машини часто вимагає змін у системі керування операціями пристроїв для обробки посудин, що часто вимагає змін у відстані між посудинами на машинному конвеєрі і на перехресному конвеєрі. Дотепер зміни режиму роботи таких ІС машин включають зміни коробки передач і/або співвідношення ланцюгових передач приводів, застосовуваних для руху машинного конвеєра, перехресного конвеєра, і механізмів ланцюгових передач для переміщення посудин із машинного конвеєра на перехресний конвеєр. Звичайно, такі зміни ведуть до істотної втрати часу в роботі ІС машини, що знижує загальну продуктивність машини. Більш того, навіть при стабільній роботі можуть виникнути зміни в роботі пристроїв для обробки посудин, як, наприклад, при розтягненні конвеєрної стрічки, використовуваної у деяких із таких пристроїв. Задачею даного винаходу є розробка способу управління роботою різних пристроїв для обробки посудин, застосовуваних при переміщенні скляних посудин із нерухомих плит ІС формувальної машини на конвеєр печі відпалу. Більш точно, задачею даного винаходу є розробка способу переміщення посудин, здатного забезпечити швидку зміну функціонування керованих пристроїв, при зміні конфігурації або розміру посудин, формованих на відповідній ІС машині. Задачею даного винаходу також є розробка способу переміщення посудин, здатного забезпечити функціонування конвеєрів, використовуваних при переміщенні посудин із ІС машини в піч відпалу, з урахуванням будь-яких змін в лінійній швидкості будь-якого такого конвеєра внаслідок розтягнення. Поставлена задача досягається тим, що у способі переміщення скляних посудин з множини нерухомих плит формувальної машини по виготовленню скляних посудин, що складається з індивідуальних секцій, згідно з яким приводять в дію машинний конвеєр, пов'язаний з формувальною машиною, за допомогою першого мотора змінного струму, приводять в дію кожен з пристроїв зміни напрямку руху посудин на 90° для переміщення посудин із нерухомих плит на машинний конвеєр за допомогою другого мотора змінного струму, приводять в дію перехресний конвеєр, розташований перпендикулярно машинному конвеєра, за допомогою третього мотора змінного струму, приводять в дію нескінченний ланцюговий транспортуючий пристрій для переміщення посудин із машинного конвеєра на перехресний конвеєр за допомогою четвертого мотора змінного струму, приводять в дію конвеєр печі для відпалу за допомогою п'ятого мотора змінного струму, приводять в дію зворотно-поступальний штовхальний стрижень, що призначений для переміщення груп посудин із перехресного конвеєра на конвеєр печі для відпалу і входить до складу транспортера печі, у напрямку, що орієнтованому впоперек перехресного конвеєра, за допомогою шостого мотора змінного струму, відповідно до винаходу, швидкість дії першого, другого, третього, четвертого, п'ятого та шостого моторів змінного струму регулюють без зміни передаточного відношення коробки передач або приводів на ведучу зірочку, із використанням попередньо заданих контрольованих швидкостей і забезпечують швидку зміну функціонування формувальної машини для виготовлення скляних посудин при зміні конфігурації або розміру формованих посудин. Машинний конвеєр, перехресний конвеєр, ланцюговий транспортуючий пристрій та зворотнопоступальний штовхальний стрижень транспортера печі приводять в дію за допомогою сервомоторів змінного струму. Додатково здійснюють одночасне вимірювання і керування швидкостями роботи моторів змінного струму для пристроїв зміни напрямку руху посудин на 90°, машинного конвеєра, перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі і конвеєра печі для відпалу. Додатково використовують станцію оператора для зміни швидкості роботи мотора змінного струму для пристроїв зміни напрямку руху посудин на 90°, машинного конвеєра, перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі і конвеєра печі відпалу. Додатково використовують функцію старт/стоп станції, за допомогою якої здійснюють вибіркову активізацію або деактивізацію системи керування швидкостями моторів змінного струму для пристроїв зміни напрямку руху посудин на 90°, машинного конвеєра, перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі і конвеєра печі для відпалу. Додатково використовують станцію видування посудини, що прилягає до машинного конвеєра, і керують її роботою у випадку зупинки будь-якого із керованих пристроїв: перехресного конвеєра, ланцюгового транспортуючого пристрою, штовхального стрижня транспортера печі або конвеєра печі для відпалу. Додатково вимірюють лінійну швидкість машинного конвеєра і змінюють швидкість роботи мотора машинного конвеєра для компенсації зміни лінійної швидкості машинного конвеєра внаслідок його розтягнення. Додатково вимірюють лінійну швидкість перехресного конвеєра і змінюють швидкість мотора перехресного конвеєра для компенсації зміни лінійної швидкості перехресного конвеєра внаслідок його розтягнення. Додатково вимірюють лінійну швидкість машинного конвеєра в позиції після місця переміщення посудин за допомогою ланцюгового транспортуючого пристрою із машинного конвеєра на перехресний конвеєр. Лінійну швидкість перехресного конвеєра вимірюють в позиції після місця переміщення посудин за допомогою штовхального стрижня транспортера печі із перехресного конвеєра до конвеєра печі для відпалу. Для здійснення заявленого в даному винаходу способу переміщення скляних посудин як основу системи обробки використовують центральну керуючу станцію, за допомогою якої одночасно керують роботою ІС машини для переміщення посудин, машинного конвеєра, пристрою ланцюгової передачі, перехресного конвеєра й транспортера печі, кожний з яких переважно приводять в дію сервомотором змінного струму для точного керування їх роботою. Центральна керуюча станція також керує роботою приводу конвеєра печі, який зазвичай є мотором змінного струму, але не сервомотором змінного струму. Центральна керуюча станція даного винаходу запрограмована таким чином, щоб дозволити оператору забезпечувати необхідну відстань між посудинами при переміщенні в піч, і кожний пристрій для обробки, керований центральною керуючою станцією буде настроєний у своїй роботі так, щоб забезпечувати таку відстань між посудинами. Крім того, керуюча система містить монітори для моніторингу лінійних швидкостей машинного конвеєра і перехресного конвеєра, що можуть змінюватися навіть під час стабільної роботи внаслідок розтягнення конвеєрної стрічки, і буде змінювати лінійну швидкість кожної такої стрічки, коли це буде потрібно для узгодження її роботи з відповідними пристроями обробки. Додатково, операційна інформація для різних обробляючих пристроїв, використовуваних для обробки посудин будь-якої особливої конфігурації й розміру, може бути записана електронним способом, наприклад, на гнучкому диску, і керуюча система може дуже швидко приводити різні обробні пристрої до їх належних операційних умов, коли лінія знову пристосовується до обробки посудин цієї конфігурації й розміру. Керуюча система може бути також застосована для такого режиму керування роботою пристрою для видування посудин, який використовується для розвантаження посудин у випадку зупинки лінії. Нижче винахід докладніше пояснюється з використанням прикладу виконання, представленого на ілюстраціях. На них схематично зображено: Фіг.1 - частковий вид у плані, який показує систему обробки скляної посудини для переміщення скляних посудин із нерухомих плит ІС формувальної машини на рухомий конвеєр печі відпалу, включно з системою керування відповідно до переважного втілення даного винаходу, і Фіг.2 - вид системи для настроювання опорної точки, при якій контролер керує роботою електричного мотора, використовуваного в обробній системі згідно з Фіг.1. Позиції 12, 14, 16, 18, 20, 22, 24, 26, 28, 30 позначають зсувні пристрої, використовувані для переміщення скляних посудин із нерухомих плит ІС машини, причому число таких зсувних пристроїв указує, що ІС машина, як показано, відноситься до десятисекційного типу. Зсувні пристрої 12, 14, 16, 18, 20, 22, 24, 26, 28, 30 застосовують для переміщення посудин із нерухомих плит ІС машини на верхню поверхню нескінченного машинного конвеєра 32, який безупинно приводять в дію мотором 34 змінного струму, який переважно є сервомотором змінного струму, для руху верхньої поверхні конвеєра 32 знизу нагору, у напрямку, показаному на кресленні стрілкою А. Станція 36 видування посудин розміщена в місці, що прилягає до конвеєра 32, для забезпечення пневматичного розвантаження посудин на конвеєрі 32 для вторинного використання або видалення, у випадку зупинки будь-якого пристрою обробки посудин, розміщеного після конвеєра 32, як буде описано нижче. Посудини переміщують з машинного конвеєра 32, на якому вони транспортуються в один ряд, на перехресний конвеєр 38, розташований перпендикулярно до машинного конвеєра 32. Переміщення посудин із машинного конвеєра 32 на перехресний конвеєр 38 здійснюють за допомогою нескінченного транспортуючого пристрою 40, виконаного у вигляді вигнутого ланцюга, і також приводжуваного в дію мотором змінного струму (не показаний), що переважно є також сервомотором змінного струму. Напрямок руху ланцюгового транспортуючого пристрою 40 показаний стрілкою В на кресленні. Монітор 42 швидкості стрічки, призначений для безупинного вимірювання швидкості машинного конвеєра 32, переважно розташований уздовж машинного конвеєра 32 у місці вниз за потоком від ланцюгового транспортуючого пристрою 40. Перехресний конвеєр 38 є нескінченним конвеєром, який приводять в дію мотором 44 змінного струму, що переважно також є сервомотором змінного струму. Перехресний конвеєр 38 має верхню поверхню, яка рухається зліва направо у напрямку, показаному на кресленні та позначеному стрілкою С, і використовується для подачі посудин в один ряд перед входом у піч 46 для відпалу. Монітор 48 швидкості стрічки, призначений для безупинного вимірювання лінійної швидкості перехресного конвеєра 38, переважно розташований уздовж перехресного конвеєра в положенні після печі 46 для відпалу. Групи посудин переміщують одночасно у піч 46 за допомогою зворотнопоступального транспортера 50 печі, зворотно-поступальний рух якого до й від печі 46 здійснюють за допомогою мотора змінного струму (не показаний), що переважно також є сервомотором змінного струму. Транспортер 50 печі повинен буди здатним до переміщення вздовж трьох осей - вертикальної осі і горизонтальних осей вздовж координат X і У, і тому має три таких мотори змінного струму, синхронізовані між собою для здійснення таких переміщень. У будь-якому випадку, транспортер 50 печі встановлений для переміщення посудин з перехресного конвеєра 38 на нескінченну дротову сітку конвеєра 54, яку приводять в дію мотором змінного струму 56. Конвеєр 54 печі 46 має верхню поверхню, на якій розміщують посудини з перехресного конвеєра 38. Верхня поверхня конвеєра 54 рухається знизу нагору в напрямку, вказаному на кресленні стрілкою D, для переміщення посудин через піч 46. Монітор 64 швидкості стрічки призначений для безупинного моніторингу лінійної швидкості конвеєра 54 печі. За допомогою центрального контролера 58 одночасно здійснюють вимірювання і керування роботою кожного зсувного пристрою 12, 14, 16, 18, 22, 24, 26, 28, 28, 30, станції 36 для видування пляшок, мотора 34 змінного струму для машинного конвеєра 32, мотора змінного струму для ланцюгового транспортуючого пристрою 40, мотора 44 змінного струму для перехресного конвеєра 38, моторів змінного струму для транспортера 50 печі й мотора 56 змінного струму для конвеєра 54 печі 46 для відпалу, як показано суцільними лініями від контролера 58 до кожного такого пристрою. На контролер 58 подають інструкції від оператора станції 60 стосовно заданих робочих швидкостей кожного з пристроїв, керованого ним, які ґрунтуються, наприклад, на конфігурації або розмірах вироблених посудин у будь-який заданий час. Після цього за допомогою контролера 58 автоматично керують кожним із пристроїв для роботи в режимах, які координуються один з іншим і відповідають конфігурації й розміру вироблених посудин. За допомогою головної старт/стоп станції 62 активізують або деактивізують роботу контролера 58 разом із роботою всіх керованих ним пристроїв. Робочі швидкості машинного конвеєра 32 і перехресного конвеєра 38, керовані центральним контролером 58, можуть час від часу потребувати змін навіть під час стабільної роботи внаслідок розтягнення машинного конвеєра 32 і/або перехресного конвеєра 38, які зазвичай виконані у вигляді стрічок. Монітор 42 швидкості стрічки машинного конвеєра 42 подає контролеру 58 сигнал, що вказує на лінійну швидкість машинного конвеєра 32; в разі зміни швидкості внаслідок розтягнення машинного конвеєра 32 контролер 58 формує команду мотора 34 змінного струму працювати на іншій швидкості, щоб компенсувати зміну лінійної швидкості машинного конвеєра 32 унаслідок розтягнення стрічки. Таким же чином з монітора 48 швидкості стрічки перехресного конвеєра буде подаватися контролеру 58 сигнал, що вказує на лінійну швидкість перехресного конвеєра 38, яка буде змінюватися при розтягненні перехресного конвеєра 38, і контролер 58 потім буде змінювати швидкість мотора 34 змінного струму, щоб компенсувати зміну лінійної швидкості перехресного конвеєра 38 внаслідок розтягнення стрічки. Аналогічно, з монітора 64 швидкості стрічки подається контролеру 58 сигнал, що вказує лінійну швидкість конвеєра 54 печі, яка буде змінюватися при розтягненні конвеєра 54 печі, і потім за допомогою контролера 58 буде змінюватися швидкість мотора 56 змінного струму, щоб компенсувати зміну лінійної швидкості конвеєра 54 печі внаслідок розтягнення стрічки. Фіг.2 ілюструє систему настроювання установної точки, при якій контролер 58 керує роботою мотора 56 змінного струму, який використовується для приведення в дію конвеєра 54 печі; аналогічні пристрої (не показані) використані для керування роботою мотора 34 змінного струму для машинного конвеєра 32 і мотора 44 змінного струму для перехресного конвеєра 38. У системі, показаній на Фіг.2, виконують операцію додавання дійсної швидкості, вимірюваної монітором 64 швидкості стрічки, як негативної величини, і теоретичної швидкості як позитивної величини. В ідеальному випадку результат додавання буде нульовим, і підстроювання установної точки, при якому контролер 58 керує роботою мотора 56 змінного струму, не потрібне. Однак, коли дійсна швидкість стрічки відрізняється від теоретичної швидкості стрічки, різниця між такими швидкостями буде певною величиною; ця певна величина буде передана на контролер 58 для підстроювання установної точки, при якій він керує роботою мотора змінного струму. У будь-якому випадку, сигнал від контролера 58 досить слабкий, і підсилювач 66 призначений для посилення величини такого сигналу перед тим, як він буде переданий на мотор 56 змінного струму. Хоча вище описаний кращий спосіб, обраний винахідником для здійснення даного винаходу на дату подачі, для фахівця в даній області очевидно, що відповідні модифікації, варіації й еквіваленти можуть бути виконані без відходу від суті винаходу, яка обмежена наступними пунктами формули.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the displacement of glass containers
Назва патенту російськоюСпособ перемещения стекляных сосудов
МПК / Мітки
МПК: C03B 35/00
Мітки: посудин, спосіб, переміщення, скляних
Код посилання
<a href="https://ua.patents.su/4-66765-sposib-peremishhennya-sklyanikh-posudin.html" target="_blank" rel="follow" title="База патентів України">Спосіб переміщення скляних посудин</a>
Скляна композиція, призначена для отримання скляних ниток, зміцнювальна скляна нитка, спосіб отримання скляних ниток та композит, отриманий зі скляних ниток
Номер патенту: 63917
Опубліковано: 16.02.2004
Автори: Гальо Марсело Ернан, Генехтен Ян Ван, Фурньє Паскаль, Кре Софі, Базен Жан-Поль
МПК: C03C 13/00, C03B 37/02
Мітки: отримання, отриманий, композиція, скляна, композит, нитка, призначена, ниток, спосіб, скляних, зміцнювальна
Формула / Реферат:
1. Скляна композиція, призначена для отримання скляних ниток, що використовуються для зміцнення, що включає наступні компоненти, ваг. %: SiO2 58 - 62 Аl2O3 10 - 16 СаО більше за 18 МgО більше за 1,5 СаО+МgО менше за 28 Na2O+K2O+Li2O менше за...
Пристрій для миття посудин
Номер патенту: 35230
Опубліковано: 15.03.2001
Автори: Пряхін Володимир Іванович, Кириченко Сергій Іванович, Вишнікин Юрій Сергійович, Ласовський Сергій Олександрович, Довиденко Григорій Семенович, Верхівкер Яків Григорович
МПК: B08B 9/00
Мітки: пристрій, посудин, миття
Формула / Реферат:
Пристрій для миття посудин, всередині якого змонтований з можливістю обертання навколо горизонтальної осі роторний носій для посудин з приводом і сопла для подання рідини, який відрізняється тим, що він забезпечений транспортером для подання посудин, на якому встановлені обмежувачі та давач кількості подаваємих посудин, розташований перед входом у корпус, всередині якого додатково встановлені сопла для подання водяної пари, при цьому сопла...
Пристрій для закупорювання посудин
Номер патенту: 43761
Опубліковано: 17.12.2001
Автор: Уланов Микола Федорович
МПК: B67B 3/00
Мітки: посудин, закупорювання, пристрій
Формула / Реферат:
1. Пристрій для закупорювання посудин, що містить порожнистий вертикально розташований шпиндель, шарнірно закріплені на ньому поворотні важелі з розміщеними на них закатними роликами, встановлений коаксіально шпинделю і рухомий відносно нього підпружинений шток з наконечником для центрування посудини, а також рухомий в осьовому напрямку установочний патрон, який відрізняється тим, що шпиндель виконаний складеним з двох частин, верхньої та...
Пристрій для піднімання та переміщення кришки обертової печі
Номер патенту: 67027
Опубліковано: 15.06.2004
Автори: Шапран Юрій Володимирович, Лукашевич Віктор Борисович, Ташухін Микола Матвійович
МПК: F27D 1/18
Мітки: обертової, переміщення, печі, піднімання, пристрій, кришки
Формула / Реферат:
Пристрій для піднімання та переміщення кришки обертової печі, який містить опори, раму, привід, який відрізняється тим, що рама виконана у вигляді рухомих напрямних та нерухомих кронштейнів, які з'єднані регулювальними тягами, а привід піднімання та переміщення з'єднаний із кришкою за допомогою регулювальних гвинтів.
Ковпачок для закупорки посудин з рідкими середовищами
Номер патенту: 27627
Опубліковано: 15.09.2000
Автори: Гроссман Мірон Ісаковіч, Полянскій Владімір Васільєвіч
МПК: B65D 41/32
Мітки: посудин, середовищами, ковпачок, рідкими, закупорки
Текст:
...Ширина відривної смужки обирається дещо меншою за ширину прилягаючої до неї перемички відривної ділянки. Вздовж ліній послаблення міцності відривної смужки та паралельно їм можуть бути утворені додаткові лінії послаблення міцності. На фіг.1 зображений заявлений ковпачок для закупорки посудин, загальний вид; на фіг.2 те ж саме, другий варіант виконання відривної смужки; на фіг. З - вид А фіг.1; на фіг.4- переріз А-А фіг. 1, на фіг.5 -...
Попередній патент: Спосіб одержання складних добрив, які містять мікроелементи у вигляді комплексонатів
Наступний патент: Антимікробна фармацевтична композиція на основі гіалуронатного асоціату цинку або кобальту, спосіб її одержання та спосіб лікування
Випадковий патент: Глушник шуму газового струменя