Спосіб нанесення багатошарового антикорозійного покриття на поверхню труби
Формула / Реферат
1. Спосіб нанесення багатошарового антикорозійного покриття на поверхню труби, що передбачає спіральне намотування екструдованих плівок розплаву адгезиву і поліетилену з наступним прикочуванням їх роликом до нагрітої труби, який відрізняється тим, що на поверхню труби намотують шар розплаву поліетилену у вигляді стрічки, на якій нанесений шар адгезиву, при цьому шар адгезиву нанесений таким чином, що його окрайка виступає за окрайку стрічки поліетилену.
2. Спосіб за п. 1, який відрізняється тим, що ширина шару адгезиву рівна або менша, або перевищує половину ширини стрічки поліетилену.
Текст
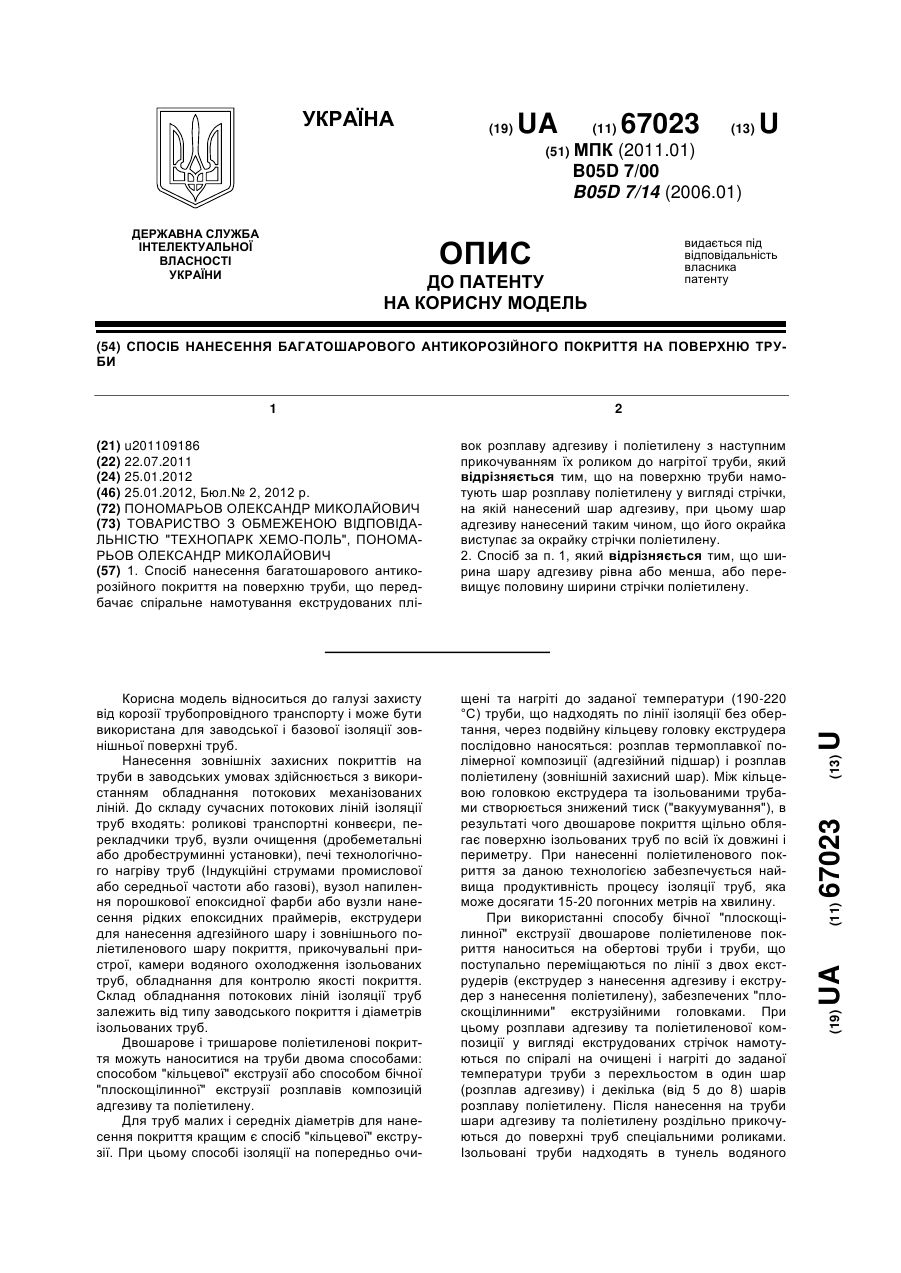
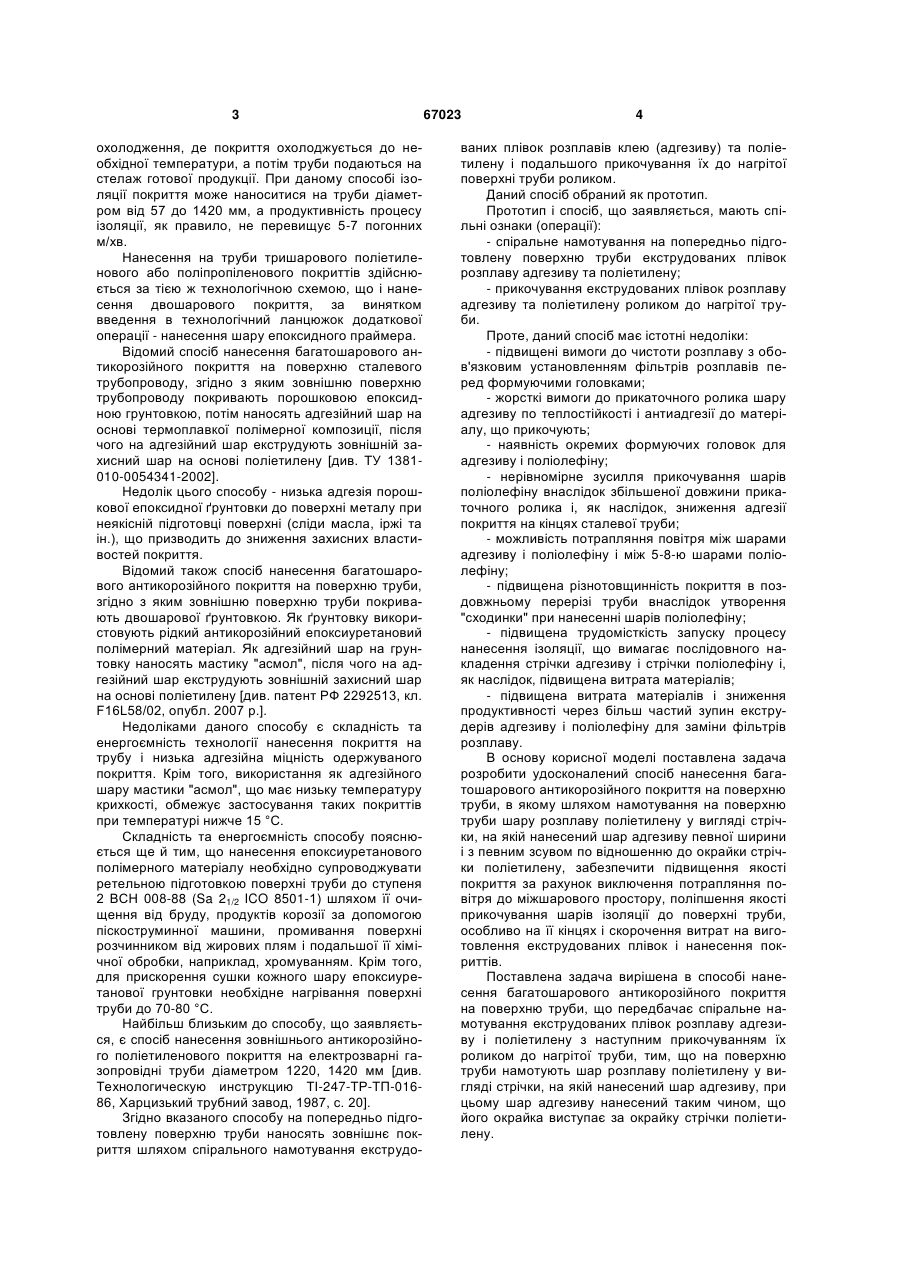
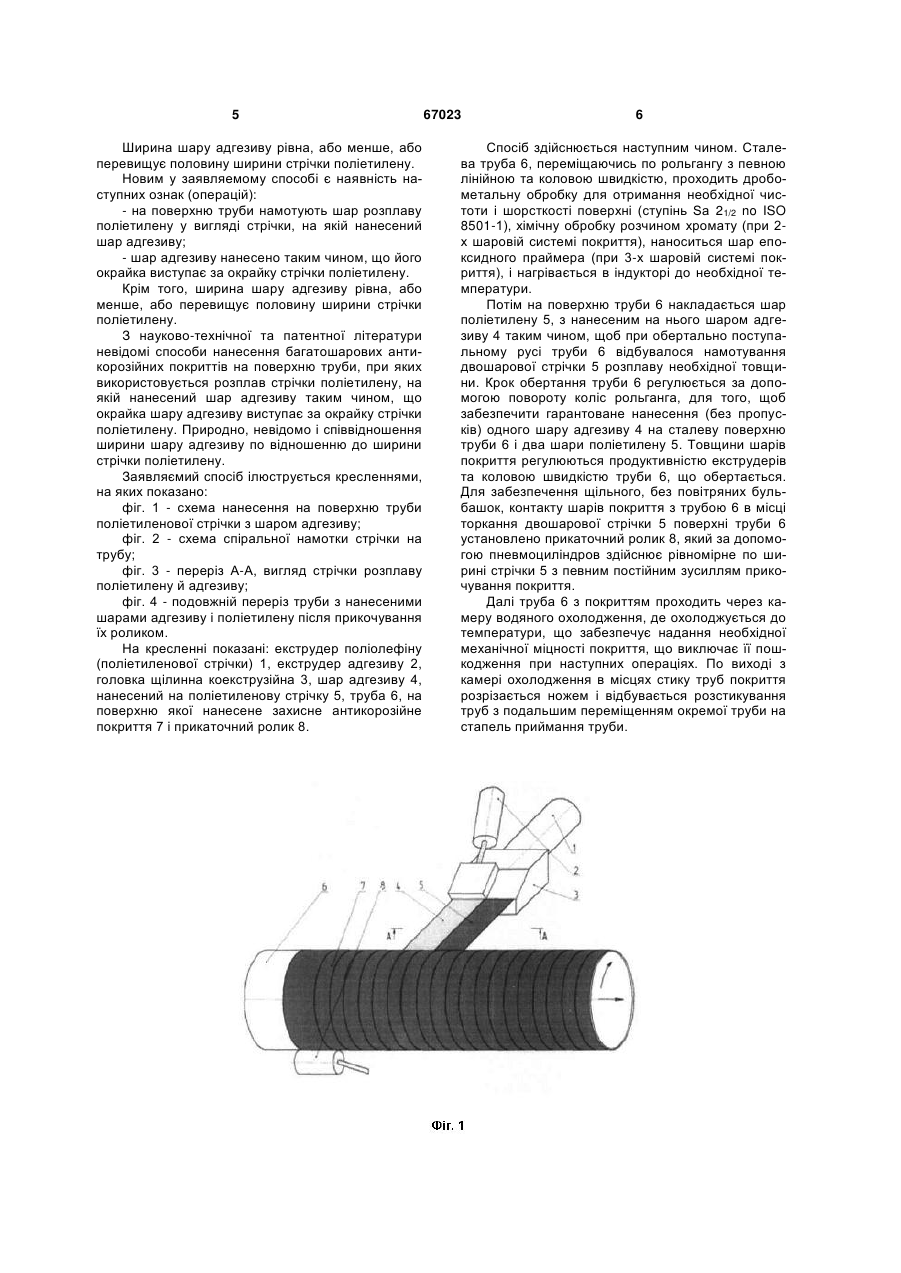
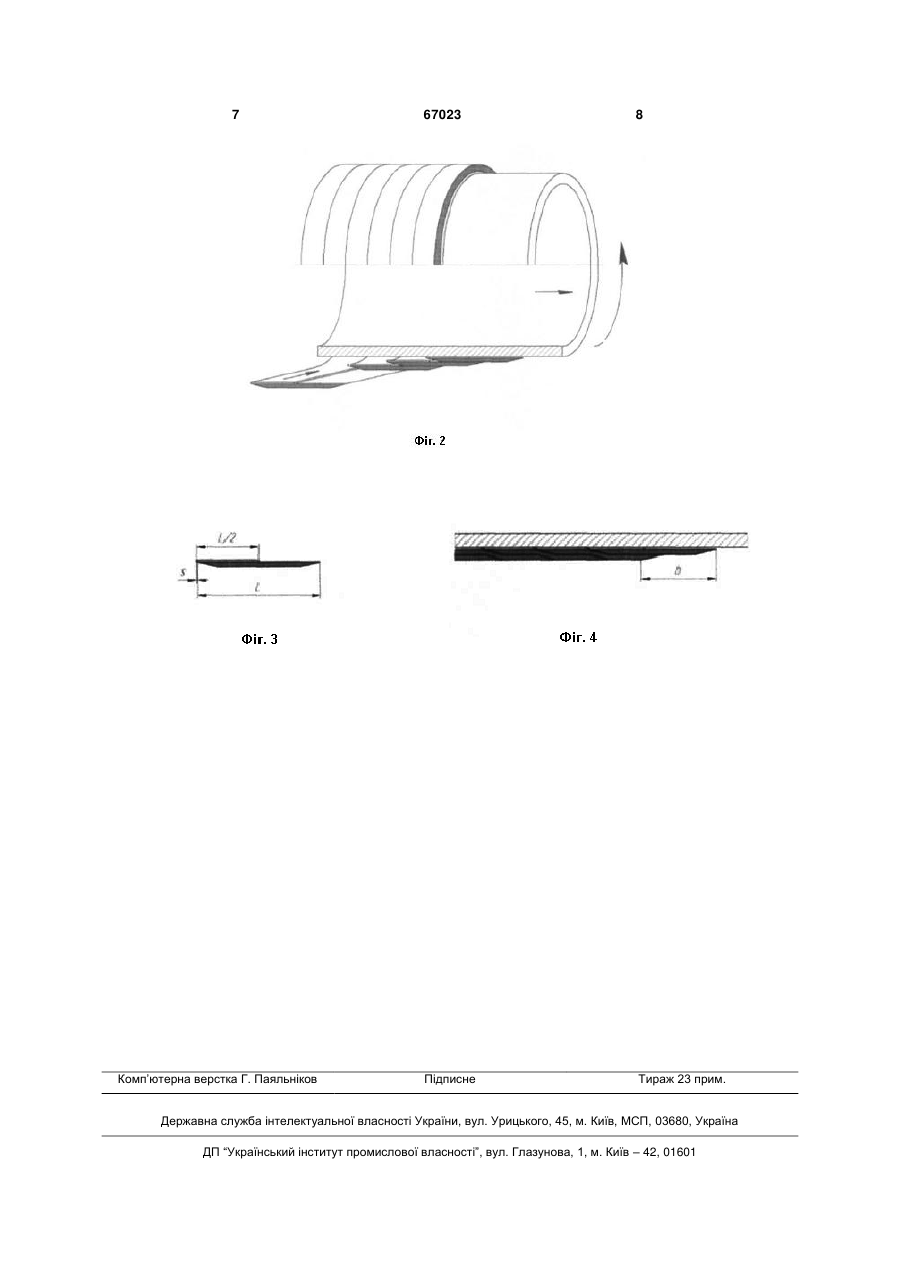
1. Спосіб нанесення багатошарового антикорозійного покриття на поверхню труби, що передбачає спіральне намотування екструдованих плі 3 охолодження, де покриття охолоджується до необхідної температури, а потім труби подаються на стелаж готової продукції. При даному способі ізоляції покриття може наноситися на труби діаметром від 57 до 1420 мм, а продуктивність процесу ізоляції, як правило, не перевищує 5-7 погонних м/хв. Нанесення на труби тришарового поліетиленового або поліпропіленового покриттів здійснюється за тією ж технологічною схемою, що і нанесення двошарового покриття, за винятком введення в технологічний ланцюжок додаткової операції - нанесення шару епоксидного праймера. Відомий спосіб нанесення багатошарового антикорозійного покриття на поверхню сталевого трубопроводу, згідно з яким зовнішню поверхню трубопроводу покривають порошковою епоксидною грунтовкою, потім наносять адгезійний шар на основі термоплавкої полімерної композиції, після чого на адгезійний шар екструдують зовнішній захисний шар на основі поліетилену [див. ТУ 1381010-0054341-2002]. Недолік цього способу - низька адгезія порошкової епоксидної ґрунтовки до поверхні металу при неякісній підготовці поверхні (сліди масла, іржі та ін.), що призводить до зниження захисних властивостей покриття. Відомий також спосіб нанесення багатошарового антикорозійного покриття на поверхню труби, згідно з яким зовнішню поверхню труби покривають двошарової ґрунтовкою. Як ґрунтовку використовують рідкий антикорозійний епоксиуретановий полімерний матеріал. Як адгезійний шар на грунтовку наносять мастику "асмол", після чого на адгезійний шар екструдують зовнішній захисний шар на основі поліетилену [див. патент РФ 2292513, кл. F16L58/02, опубл. 2007 p.]. Недоліками даного способу є складність та енергоємність технології нанесення покриття на трубу і низька адгезійна міцність одержуваного покриття. Крім того, використання як адгезійного шару мастики "асмол", що має низьку температуру крихкості, обмежує застосування таких покриттів при температурі нижче 15 °С. Складність та енергоємність способу пояснюється ще й тим, що нанесення епоксиуретанового полімерного матеріалу необхідно супроводжувати ретельною підготовкою поверхні труби до ступеня 2 ВСН 008-88 (Sa 21/2 ICO 8501-1) шляхом її очищення від бруду, продуктів корозії за допомогою піскоструминної машини, промивання поверхні розчинником від жирових плям і подальшої її хімічної обробки, наприклад, хромуванням. Крім того, для прискорення сушки кожного шару епоксиуретанової грунтовки необхідне нагрівання поверхні труби до 70-80 °С. Найбільш близьким до способу, що заявляється, є спосіб нанесення зовнішнього антикорозійного поліетиленового покриття на електрозварні газопровідні труби діаметром 1220, 1420 мм [див. Технологическую инструкцию ТІ-247-ТР-ТП-01686, Харцизький трубний завод, 1987, с. 20]. Згідно вказаного способу на попередньо підготовлену поверхню труби наносять зовнішнє покриття шляхом спірального намотування екструдо 67023 4 ваних плівок розплавів клею (адгезиву) та поліетилену і подальшого прикочування їх до нагрітої поверхні труби роликом. Даний спосіб обраний як прототип. Прототип і спосіб, що заявляється, мають спільні ознаки (операції): - спіральне намотування на попередньо підготовлену поверхню труби екструдованих плівок розплаву адгезиву та поліетилену; - прикочування екструдованих плівок розплаву адгезиву та поліетилену роликом до нагрітої труби. Проте, даний спосіб має істотні недоліки: - підвищені вимоги до чистоти розплаву з обов'язковим установленням фільтрів розплавів перед формуючими головками; - жорсткі вимоги до прикаточного ролика шару адгезиву по теплостійкості і антиадгезії до матеріалу, що прикочують; - наявність окремих формуючих головок для адгезиву і поліолефіну; - нерівномірне зусилля прикочування шарів поліолефіну внаслідок збільшеної довжини прикаточного ролика і, як наслідок, зниження адгезії покриття на кінцях сталевої труби; - можливість потрапляння повітря між шарами адгезиву і поліолефіну і між 5-8-ю шарами поліолефіну; - підвищена різнотовщинність покриття в поздовжньому перерізі труби внаслідок утворення "сходинки" при нанесенні шарів поліолефіну; - підвищена трудомісткість запуску процесу нанесення ізоляції, що вимагає послідовного накладення стрічки адгезиву і стрічки поліолефіну і, як наслідок, підвищена витрата матеріалів; - підвищена витрата матеріалів і зниження продуктивності через більш частий зупин екструдерів адгезиву і поліолефіну для заміни фільтрів розплаву. В основу корисної моделі поставлена задача розробити удосконалений спосіб нанесення багатошарового антикорозійного покриття на поверхню труби, в якому шляхом намотування на поверхню труби шару розплаву поліетилену у вигляді стрічки, на якій нанесений шар адгезиву певної ширини і з певним зсувом по відношенню до окрайки стрічки поліетилену, забезпечити підвищення якості покриття за рахунок виключення потрапляння повітря до міжшарового простору, поліпшення якості прикочування шарів ізоляції до поверхні труби, особливо на її кінцях і скорочення витрат на виготовлення екструдованих плівок і нанесення покриттів. Поставлена задача вирішена в способі нанесення багатошарового антикорозійного покриття на поверхню труби, що передбачає спіральне намотування екструдованих плівок розплаву адгезиву і поліетилену з наступним прикочуванням їх роликом до нагрітої труби, тим, що на поверхню труби намотують шар розплаву поліетилену у вигляді стрічки, на якій нанесений шар адгезиву, при цьому шар адгезиву нанесений таким чином, що його окрайка виступає за окрайку стрічки поліетилену. 5 Ширина шару адгезиву рівна, або менше, або перевищує половину ширини стрічки поліетилену. Новим у заявляемому способі є наявність наступних ознак (операцій): - на поверхню труби намотують шар розплаву поліетилену у вигляді стрічки, на якій нанесений шар адгезиву; - шар адгезиву нанесено таким чином, що його окрайка виступає за окрайку стрічки поліетилену. Крім того, ширина шару адгезиву рівна, або менше, або перевищує половину ширини стрічки поліетилену. З науково-технічної та патентної літератури невідомі способи нанесення багатошарових антикорозійних покриттів на поверхню труби, при яких використовується розплав стрічки поліетилену, на якій нанесений шар адгезиву таким чином, що окрайка шару адгезиву виступає за окрайку стрічки поліетилену. Природно, невідомо і співвідношення ширини шару адгезиву по відношенню до ширини стрічки поліетилену. Заявляємий спосіб ілюструється кресленнями, на яких показано: фіг. 1 - схема нанесення на поверхню труби поліетиленової стрічки з шаром адгезиву; фіг. 2 - схема спіральної намотки стрічки на трубу; фіг. 3 - переріз А-А, вигляд стрічки розплаву поліетилену й адгезиву; фіг. 4 - подовжній переріз труби з нанесеними шарами адгезиву і поліетилену після прикочування їх роликом. На кресленні показані: екструдер поліолефіну (поліетиленової стрічки) 1, екструдер адгезиву 2, головка щілинна коекструзійна 3, шар адгезиву 4, нанесений на поліетиленову стрічку 5, труба 6, на поверхню якої нанесене захисне антикорозійне покриття 7 і прикаточний ролик 8. 67023 6 Спосіб здійснюється наступним чином. Сталева труба 6, переміщаючись по рольгангу з певною лінійною та коловою швидкістю, проходить дробометальну обробку для отримання необхідної чистоти і шорсткості поверхні (ступінь Sa 21/2 no ISO 8501-1), хімічну обробку розчином хромату (при 2х шаровій системі покриття), наноситься шар епоксидного праймера (при 3-х шаровій системі покриття), і нагрівається в індукторі до необхідної температури. Потім на поверхню труби 6 накладається шар поліетилену 5, з нанесеним на нього шаром адгезиву 4 таким чином, щоб при обертально поступальному русі труби 6 відбувалося намотування двошарової стрічки 5 розплаву необхідної товщини. Крок обертання труби 6 регулюється за допомогою повороту коліс рольганга, для того, щоб забезпечити гарантоване нанесення (без пропусків) одного шару адгезиву 4 на сталеву поверхню труби 6 і два шари поліетилену 5. Товщини шарів покриття регулюються продуктивністю екструдерів та коловою швидкістю труби 6, що обертається. Для забезпечення щільного, без повітряних бульбашок, контакту шарів покриття з трубою 6 в місці торкання двошарової стрічки 5 поверхні труби 6 установлено прикаточний ролик 8, який за допомогою пневмоциліндров здійснює рівномірне по ширині стрічки 5 з певним постійним зусиллям прикочування покриття. Далі труба 6 з покриттям проходить через камеру водяного охолодження, де охолоджується до температури, що забезпечує надання необхідної механічної міцності покриття, що виключає її пошкодження при наступних операціях. По виході з камері охолодження в місцях стику труб покриття розрізається ножем і відбувається розстикування труб з подальшим переміщенням окремої труби на стапель приймання труби. 7 Комп’ютерна верстка Г. Паяльніков 67023 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of applying multilayer anti-corrosion coating on pipe surface
Автори англійськоюPonomariov Oleksandr Mykolaiovych
Назва патенту російськоюСпособ нанесения многослойного антикоррозионного покрытия на поверхность трубы
Автори російськоюПономарев Александр Николаевич
МПК / Мітки
Мітки: трубі, поверхню, покриття, спосіб, багатошарового, нанесення, антикорозійного
Код посилання
<a href="https://ua.patents.su/4-67023-sposib-nanesennya-bagatosharovogo-antikorozijjnogo-pokrittya-na-poverkhnyu-trubi.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення багатошарового антикорозійного покриття на поверхню труби</a>
Спосіб нанесення антикорозійного полімерного покриття на металеву поверхню
Номер патенту: 18906
Опубліковано: 15.11.2006
Автор: Оробінський Микола Сергійович
Мітки: антикорозійного, полімерного, нанесення, спосіб, покриття, металеву, поверхню
Формула / Реферат:
Спосіб нанесення антикорозійного полімерного покриття на металеву поверхню, що включає попередню підготовку металевої поверхні, нанесення клейового складу й нанесення антикорозійного полімерного покриття, який відрізняється тим, що попередня підготовка металевої поверхні включає одночасне проведення очищення, активації, збезводнювання та знежирювання.
Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара
Номер патенту: 584
Опубліковано: 16.10.2000
Автори: Радзієвський Василь Володимирович, Глоба Володимир Мойсеєвич
Мітки: поверхню, внутрішню, резервуара, нанесення, покриття, пристрій, антикорозійного
Формула / Реферат:
1. Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара, що складається з насоса, підставки у вигляді триноги з поворотним пристроєм і коромислом на ньому, який відрізняється тим, що поворотний пристрій виконано у вигляді телескопічної стріли, на вершині якої розміщено коромисло, оснащене форсунками на кінцях, причому телескопічна стріла встановлена з можливістю обертання навколо своєї осі та пов'язана з...
Установка для нанесення покриття на внутрішню поверхню труби
Номер патенту: 51931
Опубліковано: 16.12.2002
Автори: Погребняк Олександр Дмитрович, Тюрін Юрій Миколайович
МПК: B23K 10/00, B23K 1/005
Мітки: трубі, поверхню, установка, внутрішню, покриття, нанесення
Формула / Реферат:
1. Установка для нанесення покриття на внутрішню поверхню труби, що містить циліндричні коаксіально розташовані катоди і аноди, які з'єднані ізоляторами, при цьому катоди встановлені назустріч один одному з щільно прилеглими краями детонаційних гармат і розміщені всередині труби з можливістю лінійного і кругового переміщення, при цьому джерело живлення основного розряду з регульованою тривалістю імпульсу включено між катодом і анодом, а також...
Спосіб нанесення зносостійкого покриття на внутрішню поверхню труб
Номер патенту: 64349
Опубліковано: 16.02.2004
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Друпов Микола Олександрович, Дуденко Іван Іванович, Колодеца Генадій Петрович
МПК: B23K 23/00, B22D 13/02
Мітки: труб, внутрішню, спосіб, поверхню, зносостійкого, нанесення, покриття
Формула / Реферат:
Спосіб нанесення зносостійкого покриття на внутрішню поверхню труб, що включає завантаження порошкоподібної термітної суміші в порожнину труби, обертання труби навколо її горизонтальної осі для нанесення порошкоподібної термітної суміші на внутрішню поверхню, а потім ініціювання екзотермічної реакції порошкоподібної термітної суміші з наступними кристалізацією утвореного розплаву і охолодженням, який відрізняється тим, що нанесення...
Спосіб нанесення ізоляції на зовнішню поверхню труби
Номер патенту: 4279
Опубліковано: 17.01.2005
Автори: Таратасюк Сергій Миколайович, РУЖИНСЬКА ЛЮДМИЛА ІВАНІВНА
МПК: F16L 58/00
Мітки: поверхню, спосіб, нанесення, зовнішню, трубі, ізоляції
Формула / Реферат:
Спосіб нанесення ізоляції на зовнішню поверхню труби, що полягає в нанесенні на трубу зовнішньої оболонки, що формують з стрічки, яка термоусаджується і склеюється при намотуванні з напустком на трубу, що рухається обертово-поступально з попереднім прикріпленням стрічки до торцевої поверхні, який відрізняється тим, що дискові ножі після переробки полімерної суміші на валковій машині зрізають її нагрітою до заданої температури у вигляді...
Попередній патент: Спосіб одержання наночастинок золота, стабілізованих синтетичними гуматами
Наступний патент: Прикочувальний ролик для прикочування полімерного покриття на зовнішню поверхню труб
Випадковий патент: Спосіб діагностики розвитку остеопорозу