Пристрій керування тепловим режимом екструзії
Номер патенту: 67728
Опубліковано: 12.03.2012
Автори: Жученко Олексій Анатолійович, Шевченко Сергій Миколайович
Формула / Реферат
Пристрій керування тепловим режимом екструзії, який містить циліндр екструдера, що секційований по теплових зонах, нагрівально-охолоджувальні пристрої зон, датчики і задатчики температури зон і теплофізичних параметрів розплаву полімеру на виході екструдера, перші і другі елементи порівняння, регулятори температури зон, коригуючий регулятор та коректори, причому датчики і задатчики температури зон з'єднані через перші елементи порівняння з регуляторами температури зон, виходи яких підключені до нагрівально-охолоджувальних засобів зон, датчики і задатчики теплофізичних параметрів розплаву, що з'єднані через другі елементи порівняння з коригуючим регулятором, вихід якого через коректори з'єднаний з першими елементами порівняння, який відрізняється тим, що додатково оснащений суматором, а також екстремальним регулятором, вхід якого підключений через суматор до виходів других елементів порівняння, а виходи підключені до коректорів.
Текст
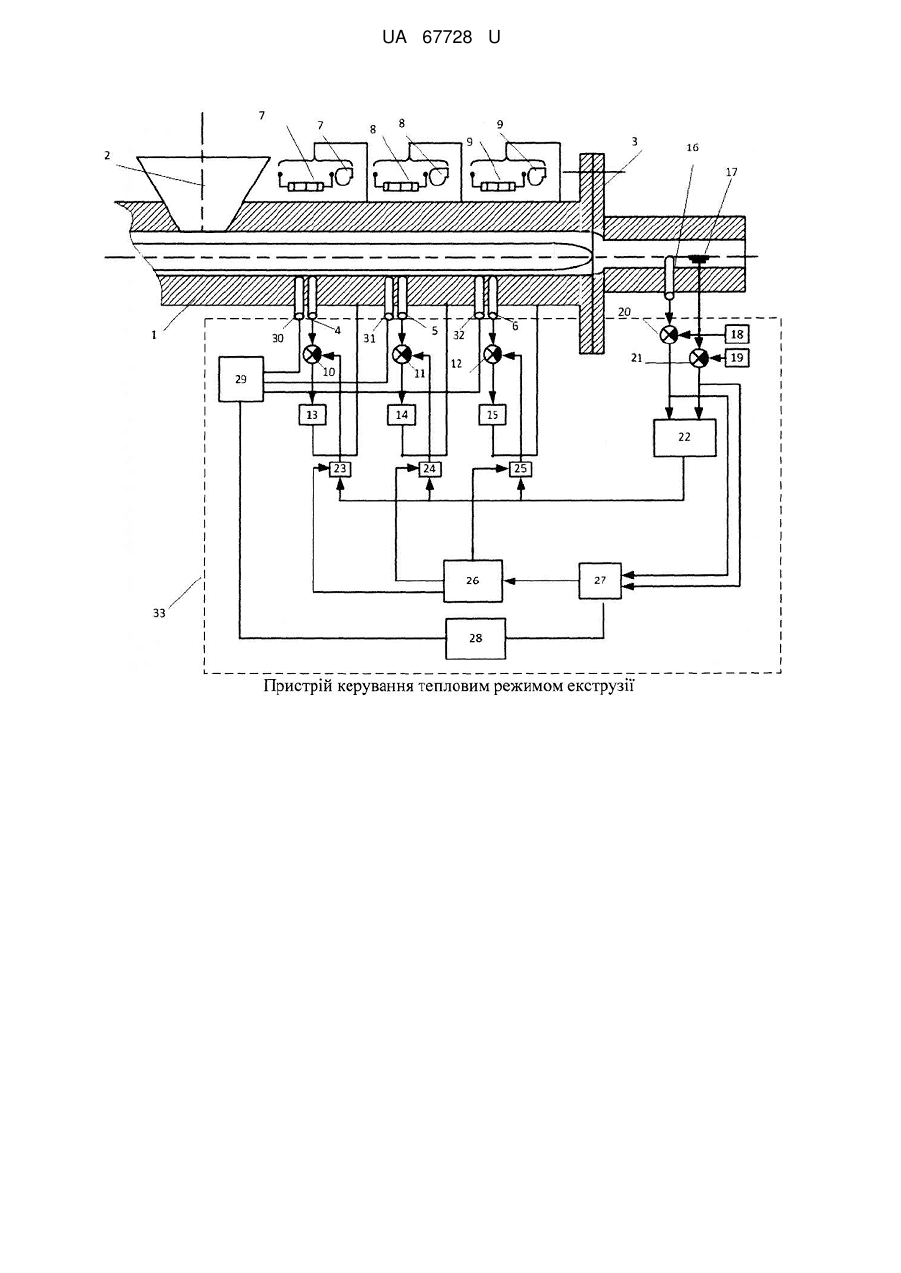
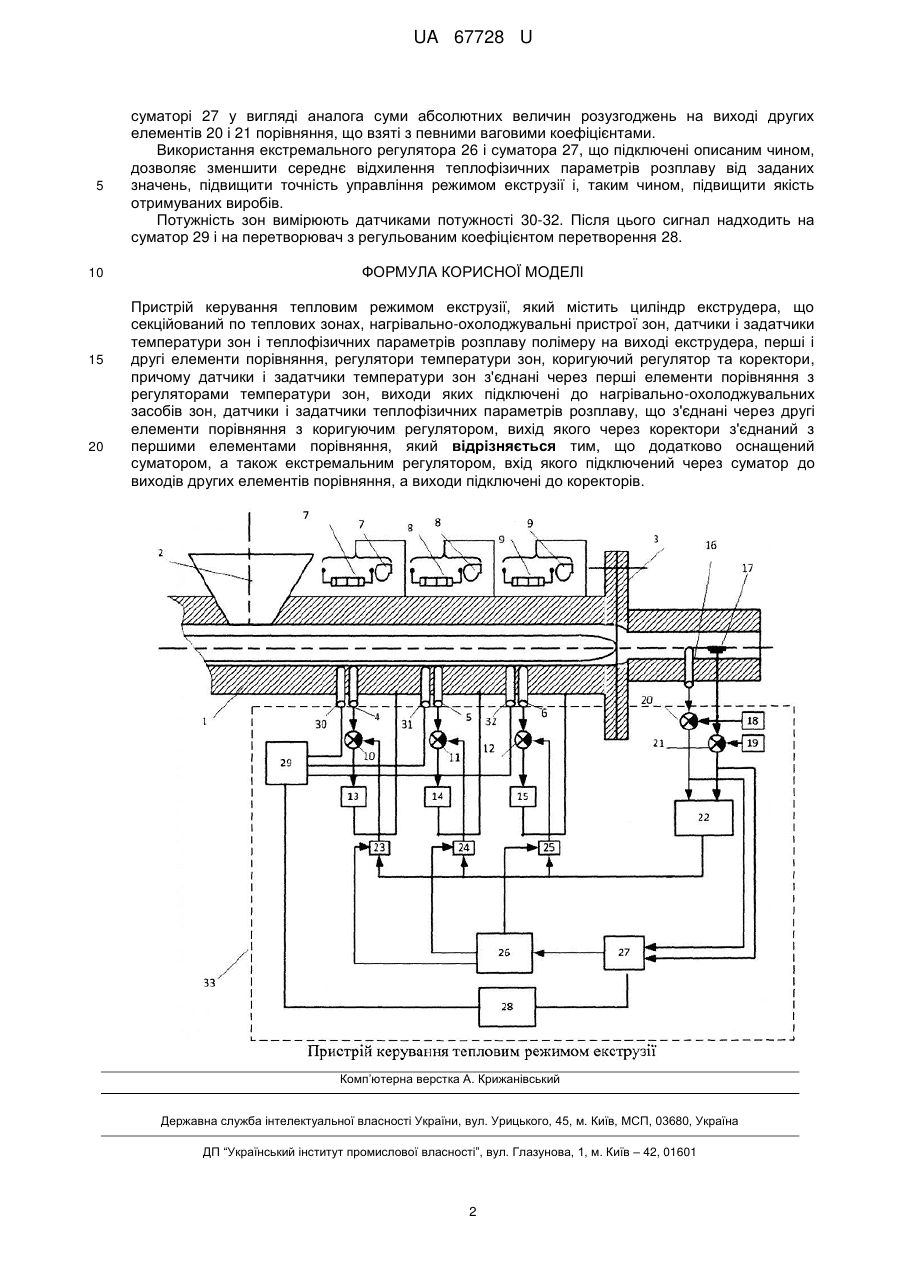
Реферат: Пристрій керування тепловим режимом екструзії містить циліндр екструдера, нагрівальноохолоджувальні пристрої, датчики і задатчики температури, елементи порівняння, регулятори температури, коригуючий регулятор та коректори, датчики і задатчики теплофізичних параметрів розплаву, суматор, екстремальний регулятор. UA 67728 U (54) ПРИСТРІЙ КЕРУВАННЯ ТЕПЛОВИМ РЕЖИМОМ ЕКСТРУЗІЇ UA 67728 U UA 67728 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області переробки матеріалів і може бути використана у системах керування черв'ячними екструдерами. Найближчим аналогом даної корисної моделі є Авторське свідоцтво СССР № 836021. Недоліком даної моделі є відсутність можливості вимірювання потужності, що споживається нагрівально-охолоджуючими пристроями. Задача - підвищення якості одержуваних виробів. Для цього обладнання містить секційований на теплові зони циліндр екструдера, нагрівальноохолоджувальні засоби. Датчики температури зон з'єднані через перші елементи порівняння з регуляторами температури зон, виходи яких пов'язані з нагрівально-охолоджувальними пристроями. Датчики та задатчики параметрів розплаву з'єднані через другі елементи порівняння з корегуючим регулятором, вихід якого через коректори з'єднаний з першими елементами порівняння. Корегуючий регулятор змінює за допомогою коректорів задані значення температури зон. Для підвищення якості отримуваних виробів обладнання забезпечене екстремальним регулятором, вхід якого підключений через суматор до виходів других елементів порівняння, а виходи - до коректорів. У процесі роботи пристрою екстремальний регулятор задає коефіцієнти передачі коректорів, підбираючи їх такими, щоб звести до мінімуму поточні відхилення параметрів розплаву від заданих. Зменшення відхилень дозволяє підвищити точність управління режимом екструзії і якість виробів. Корисна модель пояснюється кресленням, де представлена схема пристрою управління тепловим режимом екструзії. Пристрій містить секційований на теплові зони циліндр 1 екструдера із завантажувальним бункером 2 і перехідником 3, датчики 4-6 температур і нагрівально-охолоджувальні засоби 7-9 зон. Датчики 4-6 температур зон і задатчики через перші елементи 10-12 порівнянь сполучені з регулятором 13-15 температури зон, виходи яких пов'язані із нагрівально-охолоджувальними засобами 7-9. У перехіднику 3 розташовані датчики теплофізичних параметрів розплаву полімеру на виході екструдера, у загальному випадку температури, тиску, в'язкості і щільності. На кресленні, як приклад, показані датчики температури 16 і тиску 17 розплаву. Ці датчики і відповідні задатчики 18 і 19 через другі елементи 20 і 21 порівняння сполучені з корегуючим регулятором 22, вихід якого через коректори 23-25 сполучений з першими елементами 10-12 порівнянь. Пристрій містить також екстремальний регулятор 26, вхід якого через суматор 27 підключений до виходів других елементів 20 і 21 порівняння, а виходи - до коректорів 23-25. Всі елементи пристрою, обведені пунктирною лінією на кресленні, можуть бути реалізовані за допомогою мікропроцесорного контролера 33. У цьому випадку датчики підключаються до контролера через нормувальні перетворювачі. У кожній тепловій зоні екструдера розташовані датчики споживання потужності 30-32, які через суматор 29 підключені до перетворювача з регульованим коефіцієнтом перетворення 28. Пристрій працює таким чином. Вихідна сировина через бункер 2 надходить в циліндр 1 екструдера і транспортується у ньому черв'яком до перехідника 3, розплавляючись і гомогенізуючись. Температури зон вимірюються датчиками 4-6 і порівнюються із заданими значеннями в перших елементах 10-12 порівнянь. Відповідно до отриманих розузгоджень регулятори 13-15, що реалізовують в загальному випадку ПІД-закон регулювання, керують роботою нагрівально-охолоджувальних засобів 7-9, мінімізуючи відповідні розузгодження. Теплофізичні параметри розплаву полімеру на виході екструдера вимірюються розташованими у перехіднику датчиками цих параметрів, наприклад датчиками температури 16 і тиску 17 розплаву. Виміряні значення параметрів порівнюються в других елементах 20 і 21 порівняння з відповідними заданими значеннями, що встановлюються за допомогою задатчиків 18 і 19, а сигнали розузгодження надходять паралельно на входи корегуючого регулятора 22 і суматора 27. Корегуючий регулятор 22 відповідно до отриманих розузгоджень за допомогою коректорів 23-25 змінює задані значення температури зон, що подаються на перші елементи 10-12 порівнянь, з метою ліквідаціївказаних розузгоджень. Враховуючи, що ступінь впливу дії температури кожної зони на теплофізичні параметри розплаву на виході екструдера є різною, коефіцієнти передачі коректорів 23-25 необхідно встановити відповідні до цієї різниці. Заздалегідь визначити оптимальні значення цих коефіцієнтів, які б забезпечили мінімальні відхилення теплофізичних параметрів розплаву від заданих значень, не представляється можливим. Крім того, оптимальні значення залежать від режиму роботи екструдера, матеріалу, що переробляється, та інших факторів. Для визначення цих значень в автоматичному режимі роботи пристрою використовують екстремальний регулятор 26, що змінює значення коефіцієнтів передачі коректорів 23-25 у напрямку, що забезпечує екстремум цільової функції мінімум електричного сигналу, що надходить на його вхід. Електричний сигнал формується у 1 UA 67728 U 5 10 15 20 суматорі 27 у вигляді аналога суми абсолютних величин розузгоджень на виході других елементів 20 і 21 порівняння, що взяті з певними ваговими коефіцієнтами. Використання екстремального регулятора 26 і суматора 27, що підключені описаним чином, дозволяє зменшити середнє відхилення теплофізичних параметрів розплаву від заданих значень, підвищити точність управління режимом екструзії і, таким чином, підвищити якість отримуваних виробів. Потужність зон вимірюють датчиками потужності 30-32. Після цього сигнал надходить на суматор 29 і на перетворювач з регульованим коефіцієнтом перетворення 28. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій керування тепловим режимом екструзії, який містить циліндр екструдера, що секційований по теплових зонах, нагрівально-охолоджувальні пристрої зон, датчики і задатчики температури зон і теплофізичних параметрів розплаву полімеру на виході екструдера, перші і другі елементи порівняння, регулятори температури зон, коригуючий регулятор та коректори, причому датчики і задатчики температури зон з'єднані через перші елементи порівняння з регуляторами температури зон, виходи яких підключені до нагрівально-охолоджувальних засобів зон, датчики і задатчики теплофізичних параметрів розплаву, що з'єднані через другі елементи порівняння з коригуючим регулятором, вихід якого через коректори з'єднаний з першими елементами порівняння, який відрізняється тим, що додатково оснащений суматором, а також екстремальним регулятором, вхід якого підключений через суматор до виходів других елементів порівняння, а виходи підключені до коректорів. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюControl unit of extrusion thermal regime
Автори англійськоюZhuchenko Oleksii Anatoliiovych, Shevchenko Serhii Mykolaiovych
Назва патенту російськоюУстройство управления тепловым режимом экструзии
Автори російськоюЖученко Алексей Анатольевич, Шевченко Сергей Николаевич
МПК / Мітки
МПК: B01J 2/00, B01J 8/40, B01J 8/18
Мітки: режимом, керування, екструзії, пристрій, тепловим
Код посилання
<a href="https://ua.patents.su/4-67728-pristrijj-keruvannya-teplovim-rezhimom-ekstruzi.html" target="_blank" rel="follow" title="База патентів України">Пристрій керування тепловим режимом екструзії</a>
Спосіб керування тепловим режимом нагрівальної методичної печі
Номер патенту: 26512
Опубліковано: 25.09.2007
Автори: Єжак Олександр Євлампійович, Яковенко Анатолій Тимофійович, Алєксєєв Олександр Володимирович, Крикунов Борис Петрович, Бондар Анатолій Миколайович, Ляховець Олег Андрійович, Петров Юрій Васильович
МПК: C21D 9/70
Мітки: печі, тепловим, спосіб, методичної, керування, нагрівальної, режимом
Формула / Реферат:
Спосіб керування тепловим режимом нагрівальної методичної печі, що включає подачу газоподібного палива й повітря для горіння по зонах печі відповідно до заданих технологічних параметрів, спалювання палива, який відрізняється тим, що технологічні параметри задають на підставі теплового балансу нагрівальної методичної печі за критерієм коефіцієнта використання тепла палива, подачу газоподібного палива й повітря здійснюють із витратою, що...
Спосіб керування тепловим режимом обігріву рідкого чавуну в міксері

Номер патенту: 35552
Опубліковано: 25.09.2008
Автори: Богославський Юрій Анатолійович, Комков Дмитро Вячеславович, Яковенко Анатолій Тимофійович, Дмитрієв Євген Володимирович, Бондар Анатолій Миколайович, Замуруєв Валерій Михайлович, Крикунов Борис Петрович, Дорофеєв Олександр Вікторович
МПК: C21C 5/00
Мітки: обігріву, рідкого, міксері, керування, спосіб, тепловим, режимом, чавуну
Формула / Реферат:
Спосіб керування тепловим режимом обігріву рідкого чавуну в міксері, що включає подавання газоподібного палива й повітря під кутом до горизонтальної осі через бічні пальники міксера, спалювання палива, контроль витрати й тиску газоподібного палива й повітря відповідно до заданих технологічних параметрів, контроль температури чавуну, який відрізняється тим, що технологічні параметри задають на підставі теплового балансу міксера, подавання...
Спосіб керування тепловим режимом сталеплавильної печі
Номер патенту: 20930
Опубліковано: 15.02.2007
Автори: Крикунов Борис Петрович, Петрова Марія Григорівна, Риженков Олександр Миколайович, Петров Юрій Васильович, Яковенко Анатолій Тимофійович, Богославський Юрій Анатолійович
МПК: F27B 3/20
Мітки: печі, керування, режимом, сталеплавильної, спосіб, тепловим
Формула / Реферат:
Спосіб керування тепловим режимом сталеплавильної печі, що включає визначення періодів плавки, задання технологічних параметрів і теплового навантаження печі для кожного періоду плавки, подачу палива й повітря в реформатор, подачу природного газу і/або коксового газу в інжектор, подачу сажогазової суміші з реформатора, газу з інжектора і вентиляторного повітря в робочий простір печі та кисню у факел, витрату яких визначають відповідно до...
Спосіб керування тепловим режимом електролізера для одержання алюмінію
Номер патенту: 19796
Опубліковано: 25.12.1997
Автори: Казаков Дмітрій Романовіч, Нікулін Віктор Ніколаєвіч, Фітерман Михаіл Яковлєвіч, Бєрх Вєніамін Ісааковіч, Самоловов Сєргєй Алєксандровіч, Шупацкій Гєннадій Матвєєвіч, Майєр Алєксандр Давідовіч, Локшин Робєрт Гіршевіч
МПК: C25C 3/20
Мітки: спосіб, одержання, алюмінію, керування, режимом, тепловим, електролізера
Формула / Реферат:
Способ управления тепловым режимом электролизера для получения алюминия, включающий измерение напряжения на электролизере и тока через него, определение сопротивления электролизера и его стабилизацию вертикальными перемещениями анода пропорционально отклонению сопротивления от заданной области значений сопротивления, отличающийся тем, что после каждого перемещения анода...
Спосіб керування тепловим режимом випікання у хлібопекарській печі
Номер патенту: 19892
Опубліковано: 25.12.1997
Автори: Ковальов Олександр Володимирович, Теличкун Володимир Іванович, Дудко Сергій Дмитрович, Півень Євген Наумович, Тетеркіна Ольга Василівна
МПК: A21B 1/00
Мітки: хлібопекарській, режимом, печі, керування, тепловим, випікання, спосіб
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ управления тепловым режимом выпечки в хлебопекарной печи, предусматривающий регулирование подачи топлива в горелку и теплоподвода в соответствующую зону печи, о т л и ч а ю щ и й с я тем, что, с целью сокращения расхода топлива, потерь от упека и стабилизации качества продукции, измеряют тепловой поток в каждой зоне печи, определяют их суммарное значение, сравнивают измеренный тепловой поток...
Попередній патент: Механізм петельника швейної машини ланцюгового стібка
Наступний патент: Френч-прес