Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням
Номер патенту: 69502
Опубліковано: 25.04.2012
Автори: Сіора Олександр Васильович, Бернацький Артемій Володимирович, Шелягін Володимир Дмитрович, Шуба Іван Володимирович, Палагеша Андрій Миколайович, Хаскін Владислав Юрійович

Формула / Реферат
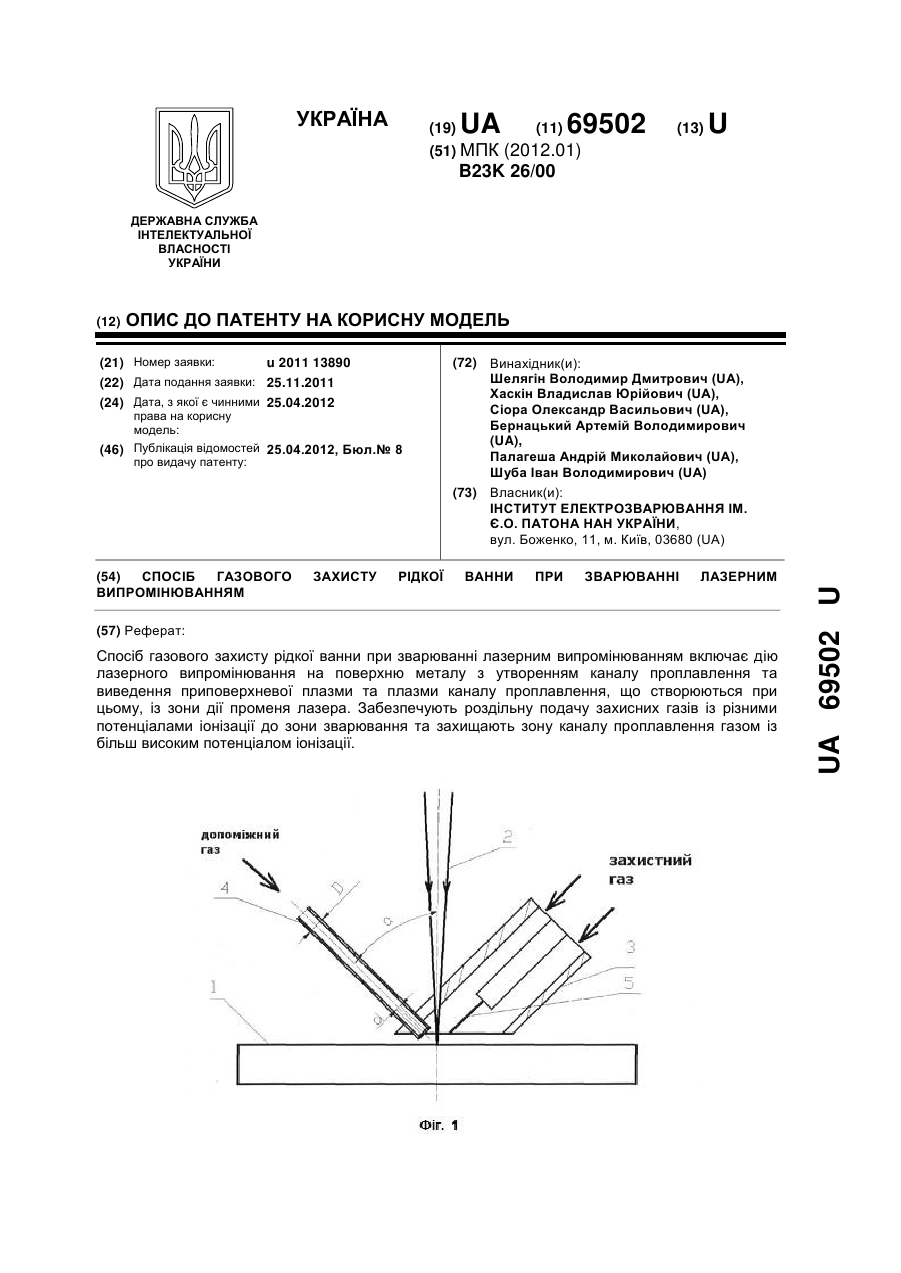
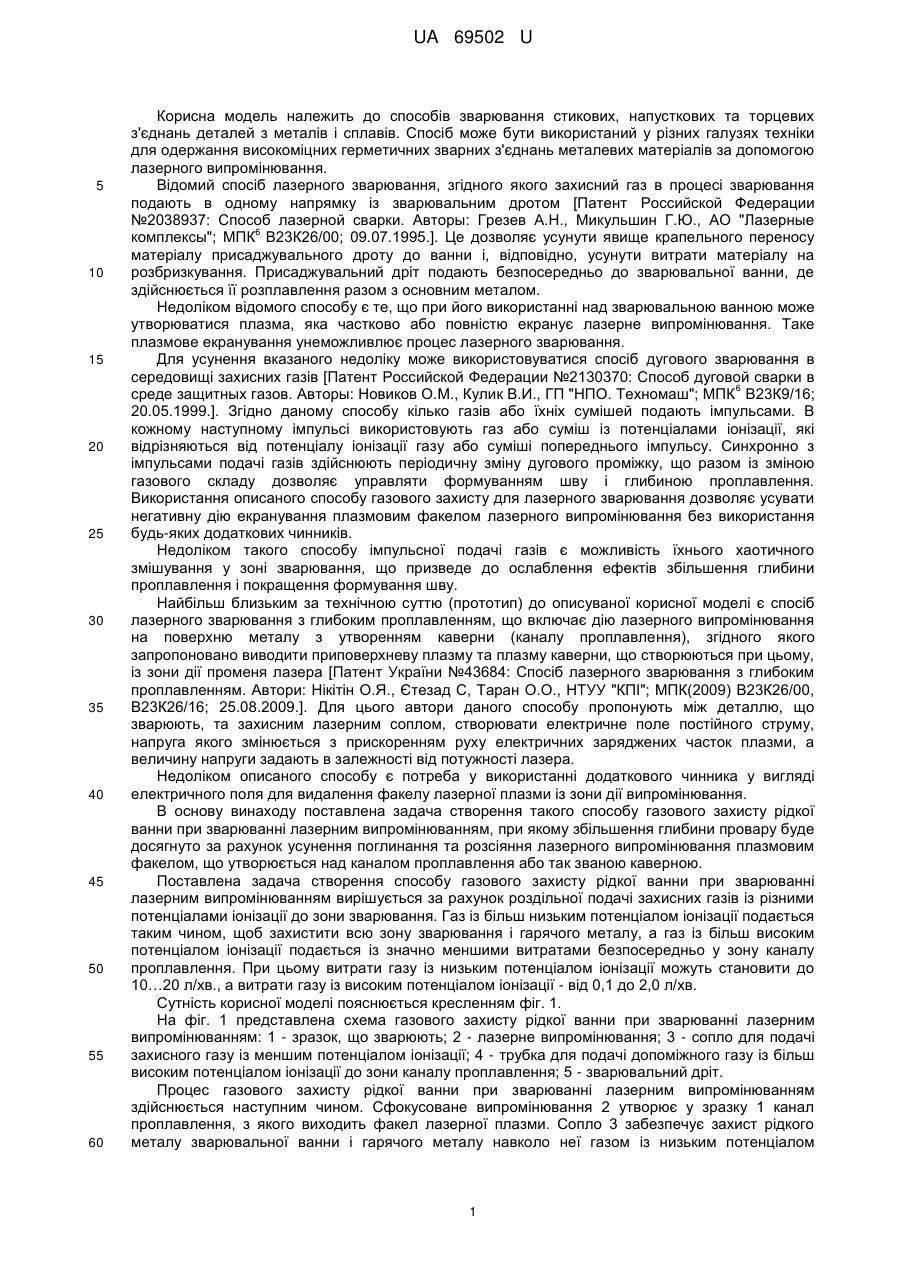
Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням, що включає дію лазерного випромінювання на поверхню металу з утворенням каналу проплавлення та виведення приповерхневої плазми та плазми каналу проплавлення, що створюються при цьому, із зони дії променя лазера, який відрізняється тим, що забезпечують роздільну подачу захисних газів із різними потенціалами іонізації до зони зварювання та захищають зону каналу проплавлення газом із більш високим потенціалом іонізації.
Текст
Реферат: Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням включає дію лазерного випромінювання на поверхню металу з утворенням каналу проплавлення та виведення приповерхневої плазми та плазми каналу проплавлення, що створюються при цьому, із зони дії променя лазера. Забезпечують роздільну подачу захисних газів із різними потенціалами іонізації до зони зварювання та захищають зону каналу проплавлення газом із більш високим потенціалом іонізації. UA 69502 U (12) UA 69502 U UA 69502 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів зварювання стикових, напусткових та торцевих з'єднань деталей з металів і сплавів. Спосіб може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань металевих матеріалів за допомогою лазерного випромінювання. Відомий спосіб лазерного зварювання, згідного якого захисний газ в процесі зварювання подають в одному напрямку із зварювальним дротом [Патент Российской Федерации №2038937: Способ лазерной сварки. Авторы: Грезев А.Н., Микульшин Г.Ю., АО "Лазерные 6 комплексы"; МПК В23К26/00; 09.07.1995.]. Це дозволяє усунути явище крапельного переносу матеріалу присаджувального дроту до ванни і, відповідно, усунути витрати матеріалу на розбризкування. Присаджувальний дріт подають безпосередньо до зварювальної ванни, де здійснюється її розплавлення разом з основним металом. Недоліком відомого способу є те, що при його використанні над зварювальною ванною може утворюватися плазма, яка частково або повністю екранує лазерне випромінювання. Таке плазмове екранування унеможливлює процес лазерного зварювання. Для усунення вказаного недоліку може використовуватися спосіб дугового зварювання в середовищі захисних газів [Патент Российской Федерации №2130370: Способ дуговой сварки в 6 среде защитных газов. Авторы: Новиков О.М., Кулик В.И., ГП "НПО. Техномаш"; МПК В23К9/16; 20.05.1999.]. Згідно даному способу кілько газів або їхніх сумішей подають імпульсами. В кожному наступному імпульсі використовують газ або суміш із потенціалами іонізації, які відрізняються від потенціалу іонізації газу або суміші попереднього імпульсу. Синхронно з імпульсами подачі газів здійснюють періодичну зміну дугового проміжку, що разом із зміною газового складу дозволяє управляти формуванням шву і глибиною проплавлення. Використання описаного способу газового захисту для лазерного зварювання дозволяє усувати негативну дію екранування плазмовим факелом лазерного випромінювання без використання будь-яких додаткових чинників. Недоліком такого способу імпульсної подачі газів є можливість їхнього хаотичного змішування у зоні зварювання, що призведе до ослаблення ефектів збільшення глибини проплавлення і покращення формування шву. Найбільш близьким за технічною суттю (прототип) до описуваної корисної моделі є спосіб лазерного зварювання з глибоким проплавленням, що включає дію лазерного випромінювання на поверхню металу з утворенням каверни (каналу проплавлення), згідного якого запропоновано виводити приповерхневу плазму та плазму каверни, що створюються при цьому, із зони дії променя лазера [Патент України №43684: Спосіб лазерного зварювання з глибоким проплавленням. Автори: Нікітін О.Я., Єтезад С, Таран О.О., НТУУ "КПІ"; МПК(2009) В23К26/00, В23К26/16; 25.08.2009.]. Для цього автори даного способу пропонують між деталлю, що зварюють, та захисним лазерним соплом, створювати електричне поле постійного струму, напруга якого змінюється з прискоренням руху електричних заряджених часток плазми, а величину напруги задають в залежності від потужності лазера. Недоліком описаного способу є потреба у використанні додаткового чинника у вигляді електричного поля для видалення факелу лазерної плазми із зони дії випромінювання. В основу винаходу поставлена задача створення такого способу газового захисту рідкої ванни при зварюванні лазерним випромінюванням, при якому збільшення глибини провару буде досягнуто за рахунок усунення поглинання та розсіяння лазерного випромінювання плазмовим факелом, що утворюється над каналом проплавлення або так званою каверною. Поставлена задача створення способу газового захисту рідкої ванни при зварюванні лазерним випромінюванням вирішується за рахунок роздільної подачі захисних газів із різними потенціалами іонізації до зони зварювання. Газ із більш низьким потенціалом іонізації подається таким чином, щоб захистити всю зону зварювання і гарячого металу, а газ із більш високим потенціалом іонізації подається із значно меншими витратами безпосередньо у зону каналу проплавлення. При цьому витрати газу із низьким потенціалом іонізації можуть становити до 10…20 л/хв., а витрати газу із високим потенціалом іонізації - від 0,1 до 2,0 л/хв. Сутність корисної моделі пояснюється кресленням фіг. 1. На фіг. 1 представлена схема газового захисту рідкої ванни при зварюванні лазерним випромінюванням: 1 - зразок, що зварюють; 2 - лазерне випромінювання; 3 - сопло для подачі захисного газу із меншим потенціалом іонізації; 4 - трубка для подачі допоміжного газу із більш високим потенціалом іонізації до зони каналу проплавлення; 5 - зварювальний дріт. Процес газового захисту рідкої ванни при зварюванні лазерним випромінюванням здійснюється наступним чином. Сфокусоване випромінювання 2 утворює у зразку 1 канал проплавлення, з якого виходить факел лазерної плазми. Сопло 3 забезпечує захист рідкого металу зварювальної ванни і гарячого металу навколо неї газом із низьким потенціалом 1 UA 69502 U 5 іонізації. Водночас з трубки 4 до зони каналу проплавлення подається потік газу із більш високим потенціалом іонізації. Цей потік відхиляє факел лазерної плазми, а також сприяє зміні оптичних властивостей факелу й покращує умови проходження через нього лазерного випромінювання. Внутрішній діаметр d трубки 4 лежить в межах 0,2…1,5 мм. Кут нахилу трубки 4 відносно осі лазерного випромінювання 2 варіюється від 10° до 60°. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням, що включає дію лазерного випромінювання на поверхню металу з утворенням каналу проплавлення та виведення приповерхневої плазми та плазми каналу проплавлення, що створюються при цьому, із зони дії променя лазера, який відрізняється тим, що забезпечують роздільну подачу захисних газів із різними потенціалами іонізації до зони зварювання та захищають зону каналу проплавлення газом із більш високим потенціалом іонізації. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of gas protection of liquid bathat laser welding
Автори англійськоюSheliahin Volodymyr Dmytrovych, Khaskin Vladyslav Yuriiovych, Siora Oleksandr Vasyliovych, Bernatskyi Artemii Volodymyrovych, Palahesha Andrii Mykolaiovych, Shuba Ivan Volodymyrovych
Назва патенту російськоюСпособ газовой защиты жидкой ванны при сварке лазерным излучением
Автори російськоюШелягин Владимир Дмитриевич, Хаскин Владислав Юрьевич, Сиора Александр Васильевич, Бернацкий Артемий Владимирович, Палагеша Андрей Николаевич, Шуба Иван Владимирович
МПК / Мітки
МПК: B23K 26/00
Мітки: спосіб, рідкої, захисту, зварюванні, лазерним, ванни, газового, випромінюванням
Код посилання
<a href="https://ua.patents.su/4-69502-sposib-gazovogo-zakhistu-ridko-vanni-pri-zvaryuvanni-lazernim-viprominyuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб газового захисту рідкої ванни при зварюванні лазерним випромінюванням</a>
Спосіб сумісного впливу на біологічні тканини біооб`єкта низькоінтенсивним лазерним випромінюванням червоного та інфрачервоного спектра та ультразвуковим випромінюванням та пристрій для його здійснення
Номер патенту: 87779
Опубліковано: 10.08.2009
Автори: Мацукевич Юрій Володимирович, Молчанов Сергій Степанович
Мітки: спектра, впливу, випромінюванням, здійснення, тканини, червоного, низькоінтенсивним, спосіб, ультразвуковим, лазерним, пристрій, інфрачервоного, біооб'єкта, біологічні, сумісного
Формула / Реферат:
1. Спосіб впливу на біологічні тканини біооб’єкта сумісною дією низькоінтенсивним лазерним випромінюванням червоного та інфрачервоного спектра, який відрізняється тим, що на біологічні тканини біооб’єкта одночасно додатково здійснюють вплив ультразвуковим випромінюванням.2. Пристрій для фізіотерапії з латунним корпусом, який містить два лазерних діоди червоного та інфрачервоного спектра випромінювання, джерело живлення та блок...
Спосіб контролю гетерування поверхні напівпровідникових пластин лазерним випромінюванням
Номер патенту: 55758
Опубліковано: 27.12.2010
Автори: Лущін Сергій Петрович, Точилін Дмитро Сергійович
МПК: H01L 21/66
Мітки: напівпровідникових, випромінюванням, лазерним, пластин, гетерування, контролю, спосіб, поверхні
Формула / Реферат:
Спосіб контролю гетерування поверхні напівпровідникових пластин лазерним випромінюванням, що включає опромінення поверхні пластин лазерним випромінюванням, визначення ступеня дефектності пластин по характеру дії на них лазерного випромінювання, який відрізняється тим, що ступінь дефектності в результаті гетерування визначають по інтенсивності відбитого променя під прямим кутом до поверхні пластин.
Спосіб діагностики та контролю тканин зуба при його обробці лазерним випромінюванням
Номер патенту: 11220
Опубліковано: 15.12.2005
Автори: Мокрий Олег Мирославович, Морітц Андреас, Зубачик Володимир Михайлович, Вінтнер Ернест, Бариляк Андріана Ярославівна
Мітки: тканин, контролю, випромінюванням, діагностики, спосіб, зуба, обробці, лазерним
Формула / Реферат:
Спосіб діагностики та контролю тканини зуба при його обробці лазерним випромінюванням, що включає опромінювання ділянки зуба лазерними імпульсами, який відрізняється тим, що акустичні імпульси, збуджені лазерним випромінюванням, реєструють за допомогою приймача, підсилюють та аналізують, і по характеристиках імпульсів судять про стан тканини зуба та про перебіг процесу обробки.
Спосіб виготовлення трафаретних друкарських форм лазерним випромінюванням і композиція для його реалізації
Номер патенту: 77222
Опубліковано: 15.11.2006
Автори: Кривдик Ольга Мирославівна, Романюк Олександра Петрівна, Павлова Ольга Юріївна
Мітки: лазерним, форм, виготовлення, спосіб, реалізації, випромінюванням, друкарських, композиція, трафаретних
Формула / Реферат:
1. Спосіб виготовлення трафаретних друкарських форм лазерним випромінюванням, який складається з формування формного матеріалу на ситі-основі трафаретної форми, сушіння, експонування та проявлення, який відрізняється тим, що експонування здійснюють лазерним джерелом опромінення з довжиною хвилі 650-700 нм за допомогою комп'ютера шляхом безпосередньої передачі інформації на двокомпонентний формний матеріал, здатний до прямої...
Оптоволоконна манжета для черезшкірного опромінення крові лазерним випромінюванням
Номер патенту: 66230
Опубліковано: 26.12.2011
Автори: Тимчик Григорій Семенович, Терещенко Марія Миколаївна, Сорока Сергій Олександрович
МПК: A61B 18/20, G02B 6/04
Мітки: крові, опромінення, черезшкірного, манжета, оптоволоконна, лазерним, випромінюванням
Формула / Реферат:
Оптоволоконна манжета для черезшкірного опромінення крові лазерним випромінюванням, що містить провідниковий елемент, яка відрізняється тим, що як провідниковий елемент використовують щільно прилягаючі одне до одного оптичні волокна з перпендикулярно розміщеними до напрямку розповсюдження випромінювання отворами, при цьому на вихідні торці кожного з волокон нанесене дзеркальне покриття.
Попередній патент: Спосіб виготовлення засобу косметичного для депіляції
Наступний патент: Спосіб діагностики грипу
Випадковий патент: Спосіб маркування та ідентифікації документів на паперовому носії