Спосіб гарячої прокатки надтонких штаб з if-сталей на безперервних широкоштабових станах
Номер патенту: 97294
Опубліковано: 25.01.2012
Автори: Іванченко Віталій Георгійович, Котова Тетяна Володимирівна, Гуєнко Микита Ігоревич, Кузьмичов Вячеслав Михайлович, Куцова Валентина Зиновіївна, Сергієнко Олексій Олександрович
Формула / Реферат
Спосіб гарячої прокатки надтонких штаб з IF-сталей на безперервному широкоштабовому стані (БШС), який включає нагрів слябів у методичних печах до температури однофазного аустенітного стану металу, прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, охолодження розкатів до верхньої температурної границі феритного стану металу та остаточну прокатку надтонких штаб в чистовій групі клітей БШС в зоні однофазного феритного стану металу, який відрізняється тим, що температуру верхньої границі зони однофазного феритного стану металу визначають з виразу:
![]() ,
,
а температуру нижньої границі визначають з виразу:
![]() ,
,
де ![]() - температура верхньої границі зони однофазного феритного стану металу,°С,
- температура верхньої границі зони однофазного феритного стану металу,°С,
![]() - температура нижньої границі зони однофазного феритного стану металу, °С,
- температура нижньої границі зони однофазного феритного стану металу, °С,
![]() - кількість вуглецю в хімічному складі IF-сталі, %.
- кількість вуглецю в хімічному складі IF-сталі, %.
Текст
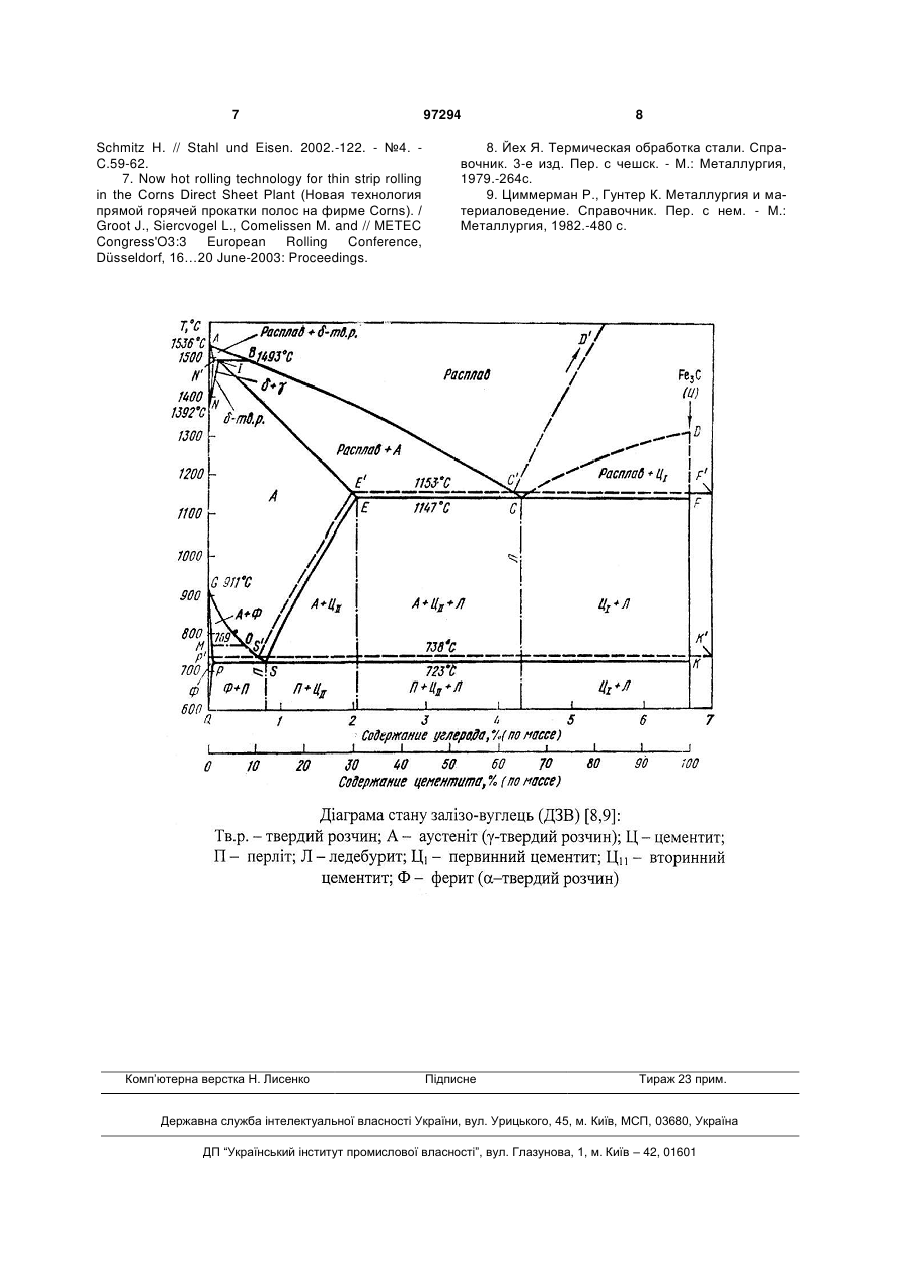
Спосіб гарячої прокатки надтонких штаб з IFсталей на безперервному широкоштабовому стані (БШС), який включає нагрів слябів у методичних печах до температури однофазного аустенітного стану металу, прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, охолодження розкатів до верхньої температурної границі феритного стану металу та остаточну прокатку надтонких штаб в чистовій групі клітей БШС в зоні однофазного феритного стану металу, який відрізняється тим, що температуру верхньої границі зони однофазного феритного стану металу визначають з виразу: Винахід належить до галузі чорної металургії, зокрема до прокатного виробництва та може бути використаний на безперервних широкоштабових станах (БШС) при гарячій прокатці надтонких штаб (товщиною менш 2мм) з IF-сталей з кількістю вуглецю менше 0,02 %, вимоги до яких регламентуються ДСТ 16523. Відомі способи гарячої прокатки надтонких штаб з IF-сталей на БШС [1…7], що включають нагрів слябів у методичних печах до температур однофазного аустенітного стану металу (1300…1350 °C), прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, як видно із креслення, зона А [8, 9], охолодження розкатів на проміжному рольгангу БШС до температури однофазного феритного стану металу (див. кресл., зона Ф) і остаточну прокатку штаб до необхідної кінцевої товщини в зоні температур однофазного феритного стану металу (див. кресл., зона Ф). Недоліками відомих способів є наступні: 1. У жодному зі способів [1…7] не встановлені критерії, що чітко визначають температурні границі зони однофазного феритного стану металу, які залежно від кількості вуглецю в хімічному складі IF-сталі, можуть відрізнятися досить помітно. 2. Відсутні точні експрес методи визначення верхньої та нижньої температурних границь прокатки особливо тонких штаб у феритній зоні залежно від кількості вуглецю в хімічному складі IFсталей. 3. Помилка у визначенні температур початку та закінчення прокатки в зоні однофазного феритного стану металу приводить до утворення в надтонких штабах несприятливої різнозернистої структури. Тв.гр. 116600 С2 10840 С 91198 , , а температуру нижньої границі визначають з виразу: Тн.гр. 796400 С2 35400 С 314,57 , (13) 97294 (11) складі IF UA зного феритного стану металу, °С, C - кількість вуглецю в хімічному сталі, %. (19) нофазного феритного стану металу,°С, Тн.гр. - температура нижньої границі зони однофа C2 де Тв.гр. - температура верхньої границі зони од 3 97294 За прототип прийнято відомий спосіб гарячої прокатки на БШС надтонких штаб з IF-сталей [1], який включає нагрів слябів до температур однофазного аустенітного стану металу, прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, охолодження розкатів на проміжному рольгангу БШС до температури однофазного феритного стану металу та остаточну прокатку надтонких штаб до необхідної кінцевої товщини в чистовій групі клітей БШС в зоні температур однофазного феритного стану металу. Недоліками відомого способу, прийнятого за прототип, є наступні: 1. У прототипі не встановлені критерії, що чітко визначають температурні границі зони однофазного феритного стану металу, які залежно від кількості вуглецю в хімічному складі IF-сталі можуть відрізнятися досить помітно. 2. Відсутні точні експрес методи визначення верхньої та нижньої температурних границь прокатки надтонких штаб у феритній зоні залежно від кількості вуглецю в хімічному складі IF-сталей. 3. Помилка у визначенні температур початку та закінчення прокатки в зоні однофазного феритного стану металу приводить до утворення в надтонких штабах несприятливої різнозернистої структури. Задача, розв'язувана запропонованим винаходом, полягає у тому, щоб гарантувати гарячу прокатку надтонких штаб з IF-сталей в зоні температур однофазного феритного стану металу та забезпечити одержання в готовому прокаті необхідної за ДСТ 16523 мікроструктури з рівномірним за розміром зерном. Поставлена задача розв'язується шляхом визначення верхньої та нижньої температурних границь прокатки у феритній зоні надтонких штаб з IFсталей залежно від кількості вуглецю в їхньому хімічному складі. Верхня температурна границя (в°С) прокатки у феритній зоні визначається за формулою: Тв.гр. 116600 С2 10840 C 91198 . , Нижня температурна границя (в°С) прокатки у феритній зоні визначається за формулою:, Тн.гр. 796400 С2 35400 С 314,57 де С - кількість вуглецю в хімічному складі IF сталі, в %. Технічний результат використання винаходу забезпечення необхідних умов для прокатки у феритній зоні, що гарантують одержання надтонких гарячекатаних штаб з IF-сталей з регламентоваС, % Тв.гр., ( С) 0,001 0,002 0,003 0,004 900 890 880 870 Для верхньої температурної границі феритного стану металу коефіцієнт збіжності між теоретичними та експериментальними даними досить ви2 сокий і становить R =0,9993. Визначення нижньої температурної границі зони однофазного феритного стану дозволяє з достатнім ступенем точності забезпечити закінчення прокатки надтонких штаб у чистовій групі 4 ною мікроструктурою відповідно до вимог ДСТ 16523 для листового прокату вищих категорій якості. Порівняння способу, що заявляється, із прототипом показує, що спосіб, що заявляється, відрізняється тим, що зона температур прокатки у феритної зоні для надтонких штаб з IF-сталей з високим ступенем точності визначається за рівняннями: для верхньої температурної границі, в°С Тв.гр. 116600 С2 10840 С 91198 ; , для нижньої температурної границі, в°С Тн.гр. 796400 С2 35400 С 314,57 , де С - кількість вуглецю в хімічному складі IF сталі, в %. Отже, спосіб гарячої прокатки надтонких штаб з IF-сталей на безперервних широкоштабових станах, що заявляється, відповідає критерієві "новизна". Порівняння способу, що заявляється, з іншими, відомими в даній галузі, технічними рішеннями не дозволяє виявити в них ознаки, що відрізняють рішення, що заявляється, від прототипу. Отже має місце відповідність критерієві "винахідницький рівень". Суть способу, що заявляється, полягає в наступному. Під час прокатки штаб в зоні температур двофазного аустенітно-феритного або феритноперлітного стану металу (див. кресл., зони А+Ф та Ф+П) внаслідок різних швидкостей рекристалізації (росту) деформованих зерен окремих структурних складових (аустеніту, фериту та перліту) кінцева структура металу прокатаних надтонких штаб характеризується несприятливою різнозернистістю. Визначаючи верхню температурну границю зони однофазного феритного стану металу можна з достатнім ступенем точності забезпечити початок прокатки надтонких штаб у чистовій групі клітей БШС в зоні температур однофазного феритного стану, що є однією з обов'язкових умов гарантії одержання кінцевої структури металу з рівномірним по розміру зерном фериту та одночасно виключити можливість прокатки в чистовій групі в зоні температур двофазного аустенітно-феритного стану та запобігти утворенню в металі несприятливої різнозернистої структури. Вираз Тв.гр.( С) 116600 С2 10840 С 91198 , одержали, виходячи з таких даних, отриманих експериментальним шляхом: 0,005 0,010 0,015 0,020 0,025 865 815 775 740 715 клітей БШС в зоні температур однофазної феритної структури, що також є однією з обов'язкових умов гарантії одержання кінцевої структури металу з рівномірним за розміром зерном фериту, і одночасно виключити можливість закінчення прокатки в чистовій групі в зоні температур двофазного феритно-перлітного стану та запобігти утворенню в металі несприятливої різнозернистої структури. 5 Вираз 97294 Тн.гр. 796400 С2 35400 С 314,57 6 периментальним шляхом: одержали, виходячи з таких даних, отриманих ексС, % 0,001 0,002 0,003 0,004 Тн.гр., ( С) 320 380 430 460 Для нижньої температурної границі феритного стану металу коефіцієнт збіжності між теоретичними та експериментальними даними також до2 сить високий і становить R =0,9877. Таким чином, спосіб, що заявляється, з достатнім ступенем точності дозволяє визначити температурні границі зони феритного стану металу з IFсталі та здійснити прокатку надтонких штаб у чистовій групі клітей БШС у феритній зоні, що гарантує одержання в металі необхідної за ДСТ 16523 для вищих категорій якості структури з рівномірним за розміром зерном. Спосіб гарячої прокатки надтонких штаб з IFсталей на БШС, що заявляється, включає нагрів слябів у методичних печах до температури однофазного аустенітного стану металу, прокатку розкатів у чорновій групі клітей БШС в зоні температур однофазного аустенітного стану металу, охолодження розкатів до верхньої температурної границі феритного стану металу та остаточну прокатку штаб в чистовій групі клітей БШС в зоні однофазного феритного стану металу, причому верхню та нижню температурні границі зони однофазного феритного стану металу визначають за рівняннями: верхня температурна границя, в°С Тв.гр. 116600 С2 10840 С 91198 ; , нижня температурна границя, в°С Тн.гр. 796400 С2 35400 С 314,57 , де С - кількість вуглецю в хімічному складі IFсталі, в %. Конкретний приклад здійснення заявленого способу гарячої прокатки на БШС надтонкої штаби з IF-сталі марки 01ЮА такого хімічного складу (в %): С=0,002; Мn=0,12; Si=0,01; Р=0,006; S=0,011; Сr=0,01; Ni=0,01; Сu=0,02; Al=0,05. Гарячу прокатку надтонкої штаби зі сталі 01ЮА здійснювали за наступною технологічною схемою. Перед прокаткою сляб зі сталі марки 01ЮА нагріли в методичній печі до температури 1300 °C температури однофазного аустенітного стану металу. Після нагріву сляб у чорновій групі клітей БШС прокатали в розкат у діапазоні температур однофазного аустенітного стану металу (див. кресл., зона А). В залежності від кількості вуглецю в хімічному складі IF-сталі марки 01ЮА (0,002 %) визначили температури верхньої та нижньої границь зони феритного стану металу, розраховуючи їх за рівняннями. Верхня температурна границя Тв.гр. 116600 (0,002)2 10840 0,002 91198 891 C . , Для верхньої температурної границі коефіцієнт збіжності між теоретичними та експеримента2 льними даними R =0,9993. 0,005 0,010 0,015 0,020 480 595 655 690 Нижня температурна границя 0,025 715 Тн.гр. 796400 (0,002)2 35400 0,002 314,57 382 C. Для нижньої температурної границі коефіцієнт збіжності між теоретичними та експериментальни2 ми даними R =0,9877. Значення коефіцієнтів збіжності вказують на те, що представлені рівняння мають достатню точність і можуть бути використані для практичного застосування при визначенні температурних границь прокатки надтонких штаб з IF-сталей у феритній зоні. Прокатаний у чорновій групі клітей розкат на проміжному рольгангу БШС охолоджували до отриманої розрахунками температури верхньої границі зони однофазного феритного стану металу - 891 °C. В зоні температур двофазного аустенітно-феритного стану прокатка металу не проводилась. У розрахункових верхній (891 °C) та нижньої (382 °C) температурних границях області однофазного феритного стану металу в чистовій групі клітей БШС зробили подальшу та остаточну прокатку надтонкої штаби до необхідної кінцевої товщини. Дослідження мікроструктури металу надтонкої штаби з IF-сталі після прокатки показали, що вона складається з однорідних за розміром зерен фериту 7…8 номерів зернистості, що цілком відповідає вимогам ДСТ 16523 для листового прокату вищих категорій якості. З вищевикладеного випливає, що з використанням способу гарячої прокатки надтонких штаб з IF-сталей на безперервних широкоштабових станах, що заявляється, вирішується поставлене завдання винаходу та досягається очікуваний технічний результат. Джерела інформації: 1. Parks W.H., Haggerty C.R., Roch T. R. / Ferritiс rolling of interstitial-free steel (Ферритная прокатка сталей IF) // Iron and Steel Eng. 1978.-74, №10. - C.35-36. 2. Ефименко С.П., Тарасевич Ю.Ф. / Перспективы производства особотонкого горячекатаного листа // Металлург.-2000. - №4. - С.37-40. 3. Дегнер М., Мюллер У. 7-я Международная конференция по прокатному производству - технические разработки в производстве горячекатаной полосы // Черные металлы.-1999. - Август. С.11-18. 4. Corns opens IJ muiden thin slab plant // Steel Times.-2000.-228. - №5. - Cble thin hot strips (Ферритная прокатка для производства тонких горячекатаных полос для глубокой вытяжки) // Steel Res. 2000. - №6, 7. - С.233-238. 6. Entwicklungen bei derwarmumjormung im Ferritgebiet. (Совершенствование горячей ферритной прокатки) / Degner M., Mauk P., Palkowski H., 7 Schmitz H. // Stahl und Eisen. 2002.-122. - №4. C.59-62. 7. Now hot rolling technology for thin strip rolling in the Corns Direct Sheet Plant (Новая технология прямой горячей прокатки полос на фирме Corns). / Groot J., Siercvogel L., Comelissen M. and // METEC Congress'O3:3 European Rolling Conference, Düsseldorf, 16…20 June-2003: Proceedings. Комп’ютерна верстка Н. Лисенко 97294 8 8. Йех Я. Термическая обработка стали. Справочник. 3-е изд. Пер. с чешск. - М.: Металлургия, 1979.-264с. 9. Циммерман Р., Гунтер К. Металлургия и материаловедение. Справочник. Пер. с нем. - М.: Металлургия, 1982.-480 с. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot rolling of hyperfine strips made of if-steels on continuous wide-strip rolling mills
Автори англійськоюIvanchenko Vitalii Heorhiiovych, Kutsova Valentyna Zinoviivna, Serhiienko Oleksii Oleksandrovych, Kuzmychov Viacheslav Mykhailovych, Kotova Tetiana Volodymyrivna, Huienko Mykyta Ihorevych
Назва патенту російськоюСпособ горячей прокатки сверхтонких полос из if-сталей на непрерывных широкополосных станах
Автори російськоюИванченко Виталий Георгиевич, Куцова Валентина Зиновьевна, Сергиенко Алексей Александрович, Кузьмичов Вячеслав Михайлович, Котова Татьяна Владимировна, Гуенко Никита Игоревич
МПК / Мітки
Мітки: широкоштабових, if-сталей, безперервних, прокатки, спосіб, штаб, гарячої, станах, надтонких
Код посилання
<a href="https://ua.patents.su/4-97294-sposib-garyacho-prokatki-nadtonkikh-shtab-z-if-stalejj-na-bezperervnikh-shirokoshtabovikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки надтонких штаб з if-сталей на безперервних широкоштабових станах</a>
Спосіб гарячої прокатки надтонких штаб
Номер патенту: 78125
Опубліковано: 15.02.2007
Автори: Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Коваль Сергій Миколайович, Сімененко Олег Володимирович, Кузьмичов Вячеслав Михайлович, Іванченко Віталій Георгійович, Мацко Сергій Володимирович
Мітки: спосіб, надтонких, гарячої, прокатки, штаб
Формула / Реферат:
Спосіб гарячої прокатки надтонких штаб у чистовій кліті безперервного широкоштабового стана, що включає установку міжвалкового зазору в чистовому проході, з урахуванням величини перевищення товщини штаби після чистового проходу над номінальною товщиною, обтиснення штаби в робочих валках, їхню перестановку в ході однієї кампанії, який відрізняється тим, що значення величини перевищення товщини штаби після чистового проходу над номінальною...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Норка Сергій Петрович, Бочаров Віталій Федорович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: особливої, тонких, штаб, станах, спосіб, безперервних, прокатки, холодної
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Ніколаєва Ангела Вікторівна, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: прокатки, гарячої, штаб, спосіб
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, штаб, стані, широкоштабовому, гарячої, прокатки
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Куваєв Володимир Миколайович, Карпинський Юрій Пантелеймонович, Костюченко Михайло Іванович, Чигринський Володимир Олександрович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович
МПК: B21B 1/16
Мітки: прокатки, спосіб, безперервних, станах, сортових, заготовок
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Попередній патент: Спосіб ізоляції альговірусів мікроводорості phaeodactylum tricornutum (bacillariophyta) з проб морської води
Наступний патент: Відцентрова пружна канатна муфта з радіальними пружними елементами
Випадковий патент: Пристрій для кріплення датчика ехолота