Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею
Номер патенту: 71184
Опубліковано: 15.11.2004
Автори: Носаков Олександр Анатолійович, Алієв Іграмотдін Серажутдінович, Косенко Максим Вікторович, Алієва Лейла Іграмотдінова
Формула / Реферат
1. Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею, що включає вплив пуансона на заготовку і її поетапне деформування з перемінним ступенем деформації в матриці, здатної до подовжнього переміщення, який відрізняється тим, що переміщення матриці здійснюють періодично і односпрямовано з пуансоном, і переважно перед початком етапу деформування зі зменшеним ступенем деформації.
2. Спосіб по п. 1, який відрізняється тим, що періодичне переміщення матриці здійснюють зі змінною наростаючою швидкістю з випередженням пуансона наприкінці ходу матриці.
Текст
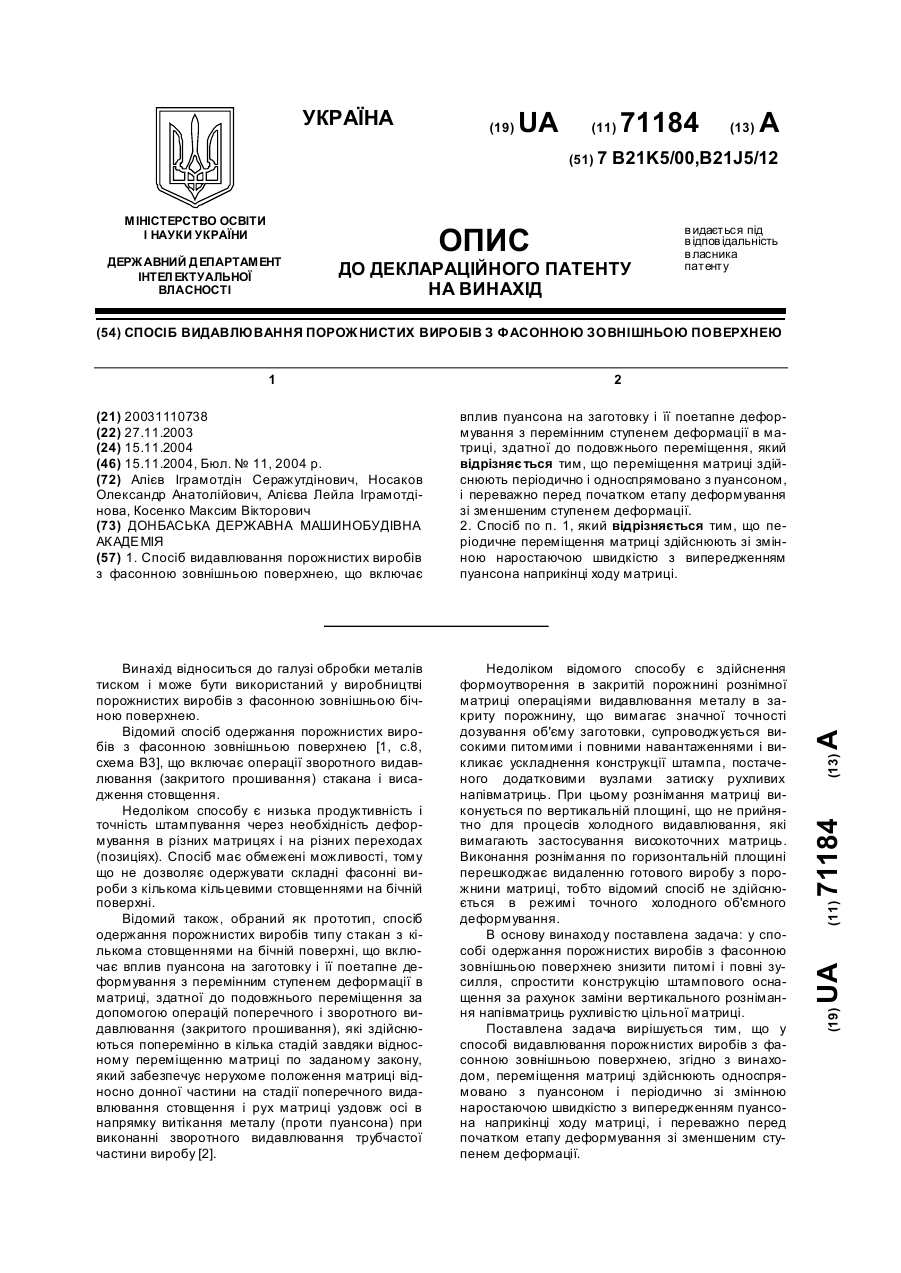
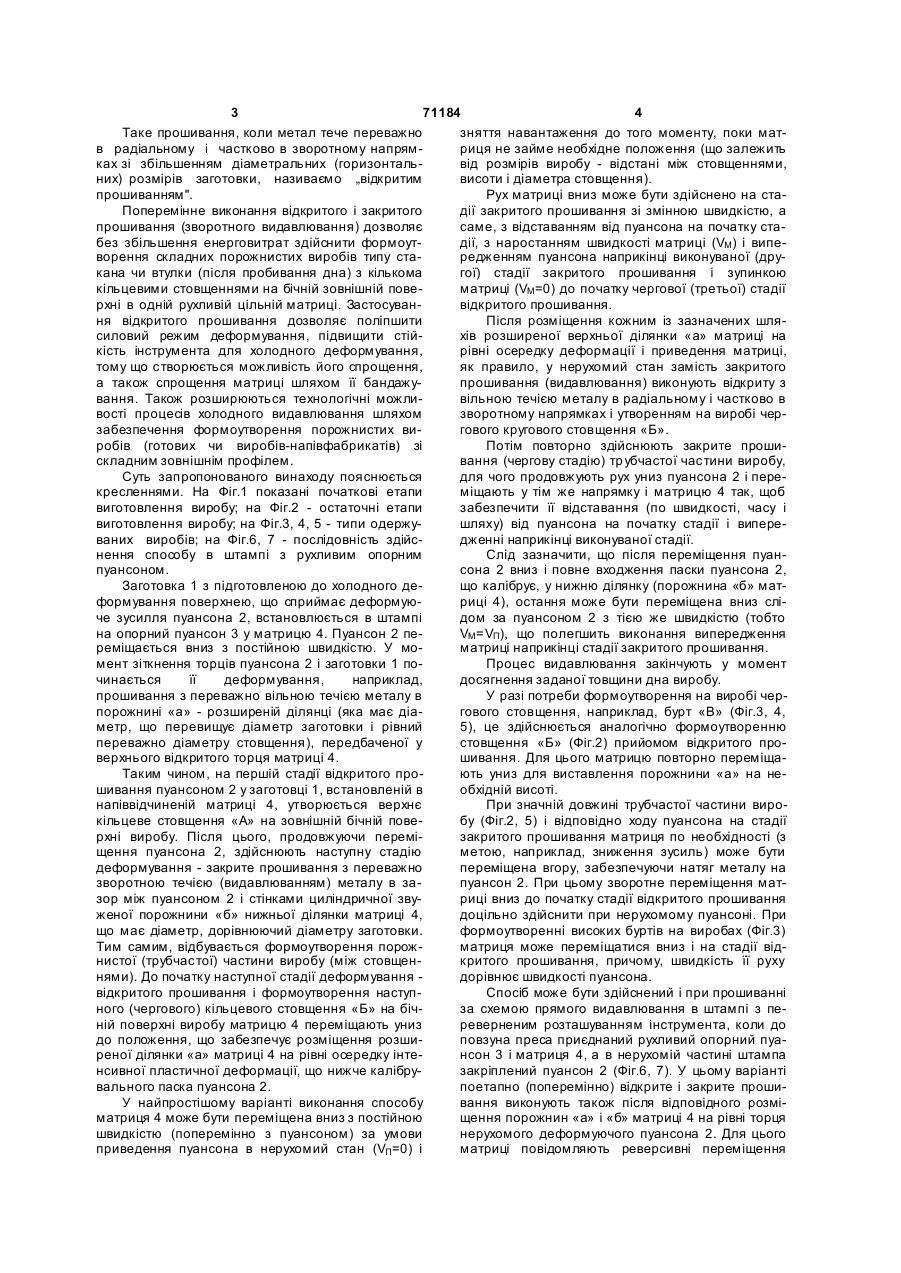
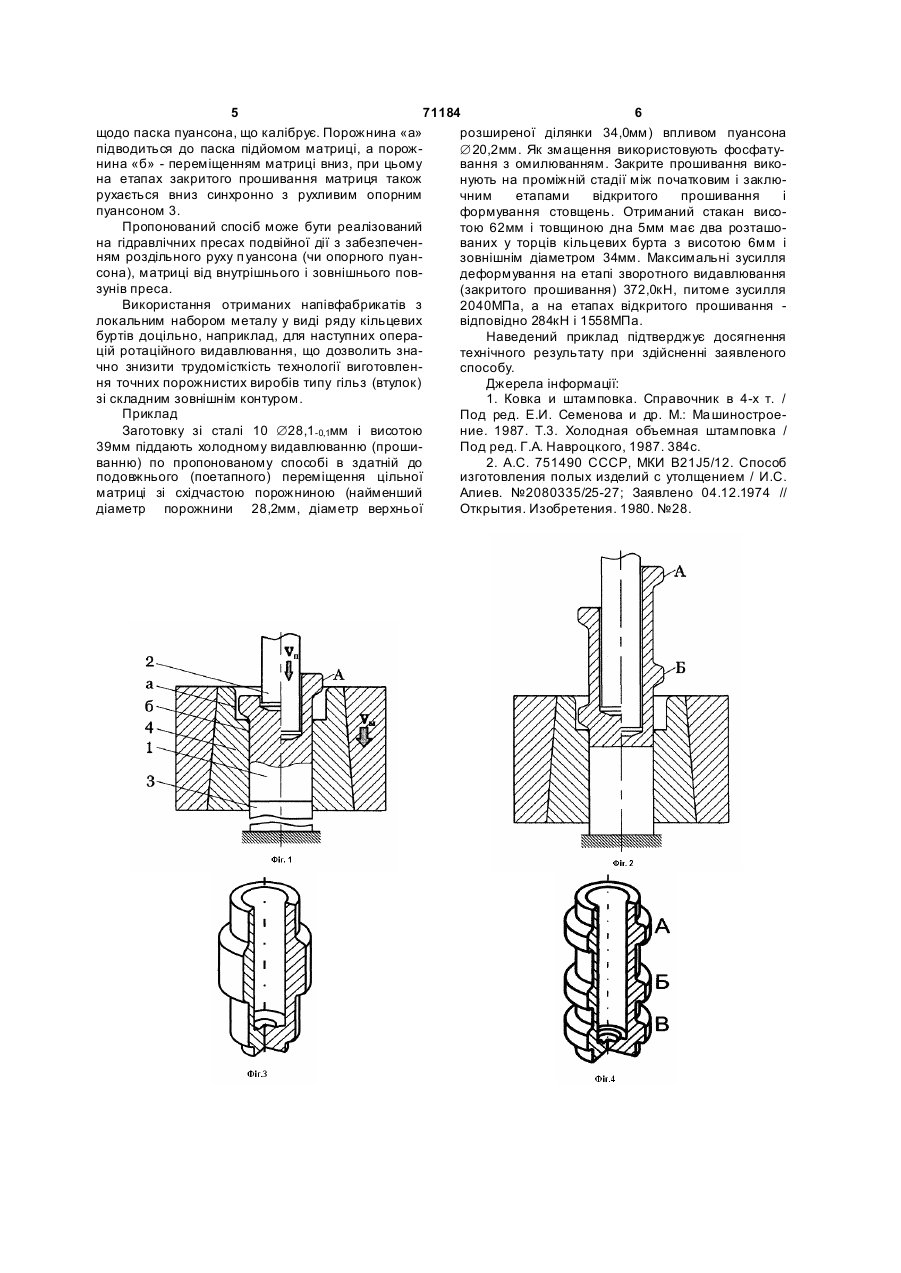
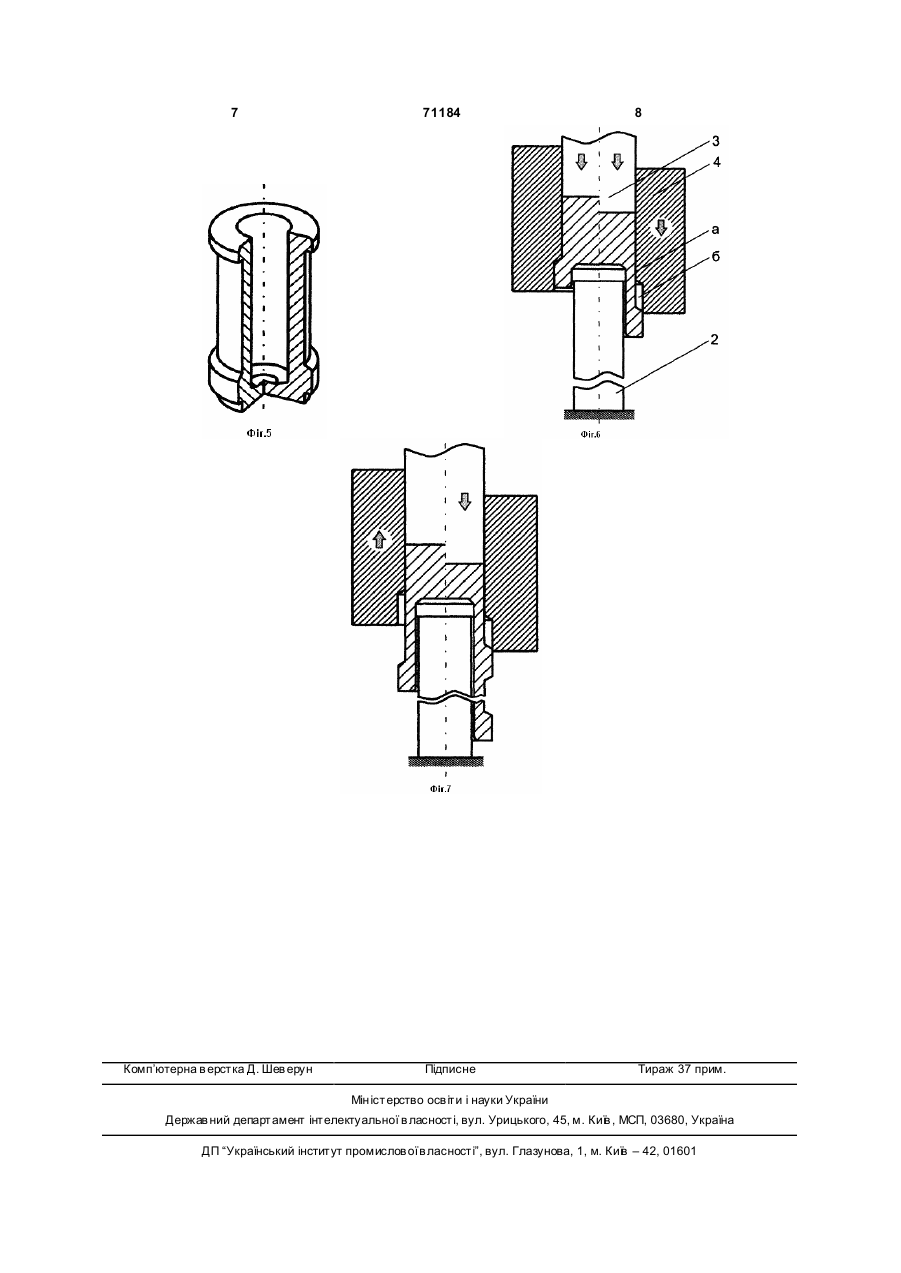
1. Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею, що включає 3 71184 4 Таке прошивання, коли метал тече переважно зняття навантаження до того моменту, поки матв радіальному і частково в зворотному напрямриця не займе необхідне положення (що залежить ках зі збільшенням діаметральних (горизонтальвід розмірів виробу - відстані між стовщеннями, них) розмірів заготовки, називаємо „відкритим висоти і діаметра стовщення). прошиванням". Рух матриці вниз може бути здійснено на стаПоперемінне виконання відкритого і закритого дії закритого прошивання зі змінною швидкістю, а прошивання (зворотного видавлювання) дозволяє саме, з відставанням від пуансона на початку стабез збільшення енерговитрат здійснити формоутдії, з наростанням швидкості матриці (VМ) і випеворення складних порожнистих виробів типу старедженням пуансона наприкінці виконуваної (друкана чи втулки (після пробивання дна) з кількома гої) стадії закритого прошивання і зупинкою кільцевими стовщеннями на бічній зовнішній повематриці (VМ=0) до початку чергової (третьої) стадії рхні в одній рухливій цільній матриці. Застосуванвідкритого прошивання. ня відкритого прошивання дозволяє поліпшити Після розміщення кожним із зазначених шлясиловий режим деформування, підвищити стійхів розширеної верхньої ділянки «а» матриці на кість інструмента для холодного деформування, рівні осередку деформації і приведення матриці, тому що створюється можливість його спрощення, як правило, у нерухомий стан замість закритого а також спрощення матриці шляхом її бандажупрошивання (видавлювання) виконують відкриту з вання. Також розширюються технологічні можливільною течією металу в радіальному і частково в вості процесів холодного видавлювання шляхом зворотному напрямках і утворенням на виробі черзабезпечення формоутворення порожнистих вигового кругового стовщення «Б». робів (готових чи виробів-напівфабрикатів) зі Потім повторно здійснюють закрите прошискладним зовнішнім профілем. вання (чергову стадію) тр убчастої частини виробу, Суть запропонованого винаходу пояснюється для чого продовжують рух униз пуансона 2 і перекресленнями. На Фіг.1 показані початкові етапи міщають у тім же напрямку і матрицю 4 так, щоб виготовлення виробу; на Фіг.2 - остаточні етапи забезпечити її відставання (по швидкості, часу і виготовлення виробу; на Фіг.3, 4, 5 - типи одержушляху) від пуансона на початку стадії і випереваних виробів; на Фіг.6, 7 - послідовність здійсдженні наприкінці виконуваної стадії. нення способу в штампі з рухливим опорним Слід зазначити, що після переміщення пуанпуансоном. сона 2 вниз і повне входження паски пуансона 2, Заготовка 1 з підготовленою до холодного дещо калібрує, у нижню ділянку (порожнина «б» матформування поверхнею, що сприймає деформуюриці 4), остання може бути переміщена вниз сліче зусилля пуансона 2, встановлюється в штампі дом за пуансоном 2 з тією же швидкістю (тобто на опорний пуансон 3 у матрицю 4. Пуансон 2 пеVМ=VП), що полегшить виконання випередження реміщається вниз з постійною швидкістю. У моматриці наприкінці стадії закритого прошивання. мент зіткнення торців пуансона 2 і заготовки 1 поПроцес видавлювання закінчують у момент чинається її деформування, наприклад, досягнення заданої товщини дна виробу. прошивання з переважно вільною течією металу в У разі потреби формоутворення на виробі черпорожнині «а» - розширеній ділянці (яка має діагового стовщення, наприклад, бурт «В» (Фіг.3, 4, метр, що перевищує діаметр заготовки і рівний 5), це здійснюється аналогічно формоутворенню переважно діаметру стовщення), передбаченої у стовщення «Б» (Фіг.2) прийомом відкритого проверхнього відкритого торця матриці 4. шивання. Для цього матрицю повторно переміщаТаким чином, на першій стадії відкритого проють униз для виставлення порожнини «а» на нешивання пуансоном 2 у заготовці 1, встановленій в обхідній висоті. напіввідчиненій матриці 4, утворюється верхнє При значній довжині трубчастої частини вирокільцеве стовщення «А» на зовнішній бічній повебу (Фіг.2, 5) і відповідно ходу пуансона на стадії рхні виробу. Після цього, продовжуючи перемізакритого прошивання матриця по необхідності (з щення пуансона 2, здійснюють наступну стадію метою, наприклад, зниження зусиль) може бути деформування - закрите прошивання з переважно переміщена вгору, забезпечуючи натяг металу на зворотною течією (видавлюванням) металу в запуансон 2. При цьому зворотне переміщення матзор між пуансоном 2 і стінками циліндричної звуриці вниз до початку стадії відкритого прошивання женої порожнини «б» нижньої ділянки матриці 4, доцільно здійснити при нерухомому пуансоні. При що має діаметр, дорівнюючий діаметру заготовки. формоутворенні високих буртів на виробах (Фіг.3) Тим самим, відбувається формоутворення порожматриця може переміщатися вниз і на стадії віднистої (трубчастої) частини виробу (між стовщенкритого прошивання, причому, швидкість її руху нями). До початку наступної стадії деформування дорівнює швидкості пуансона. відкритого прошивання і формоутворення наступСпосіб може бути здійснений і при прошиванні ного (чергового) кільцевого стовщення «Б» на бічза схемою прямого видавлювання в штампі з пеній поверхні виробу матрицю 4 переміщають униз реверненим розташуванням інструмента, коли до до положення, що забезпечує розміщення розшиповзуна преса приєднаний рухливий опорний пуареної ділянки «а» матриці 4 на рівні осередку інтенсон 3 і матриця 4, а в нерухомій частині штампа нсивної пластичної деформації, що нижче калібрузакріплений пуансон 2 (Фіг.6, 7). У цьому варіанті вального паска пуансона 2. поетапно (поперемінно) відкрите і закрите прошиУ найпростішому варіанті виконання способу вання виконують також після відповідного розміматриця 4 може бути переміщена вниз з постійною щення порожнин «а» і «б» матриці 4 на рівні торця швидкістю (поперемінно з пуансоном) за умови нерухомого деформуючого пуансона 2. Для цього приведення пуансона в нерухомий стан (VП=0) і матриці повідомляють реверсивні переміщення 5 71184 6 щодо паска пуансона, що калібрує. Порожнина «а» розширеної ділянки 34,0мм) впливом пуансона підводиться до паска підйомом матриці, а порожÆ20,2мм. Як змащення використовують фосфатунина «б» - переміщенням матриці вниз, при цьому вання з омилюванням. Закрите прошивання викона етапах закритого прошивання матриця також нують на проміжній стадії між початковим і заклюрухається вниз синхронно з рухливим опорним чним етапами відкритого прошивання і пуансоном 3. формування стовщень. Отриманий стакан висоПропонований спосіб може бути реалізований тою 62мм і товщиною дна 5мм має два розташона гідравлічних пресах подвійної дії з забезпеченваних у торців кільцевих бурта з висотою 6мм і ням роздільного руху п уансона (чи опорного пуанзовнішнім діаметром 34мм. Максимальні зусилля сона), матриці від внутрішнього і зовнішнього повдеформування на етапі зворотного видавлювання зунів преса. (закритого прошивання) 372,0кН, питоме зусилля Використання отриманих напівфабрикатів з 2040МПа, а на етапах відкритого прошивання локальним набором металу у виді ряду кільцевих відповідно 284кН і 1558МПа. буртів доцільно, наприклад, для наступних операНаведений приклад підтверджує досягнення цій ротаційного видавлювання, що дозволить знатехнічного результату при здійсненні заявленого чно знизити трудомісткість технології виготовленспособу. ня точних порожнистих виробів типу гільз (втулок) Джерела інформації: зі складним зовнішнім контуром. 1. Ковка и штамповка. Справочник в 4-х т. / Приклад Под ред. Е.И. Семенова и др. М.: Ма шиностроеЗаготовку зі сталі 10 Æ28,1-0,1мм і висотою ние. 1987. Т.3. Холодная объемная штамповка / 39мм піддають холодному видавлюванню (прошиПод ред. Г.А. Навроцкого, 1987. 384с. ванню) по пропонованому способі в здатній до 2. А.С. 751490 СССР, МКИ В21J5/12. Способ подовжнього (поетапного) переміщення цільної изготовления полых изделий с утолщением / И.С. матриці зі східчастою порожниною (найменший Алиев. №2080335/25-27; Заявлено 04.12.1974 // діаметр порожнини 28,2мм, діаметр верхньої Открытия. Изобретения. 1980. №28. 7 Комп’ютерна в ерстка Д. Шев ерун 71184 8 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for extrusion of hollow articles with shaped external surface
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Kosenko Maksym Viktorovych
Назва патенту російськоюСпособ выдавливания пустотелых изделий с фасонной внешней поверхностью
Автори російськоюАлиев Играмотдин Серажутдинович, Косенко Максим Викторович
МПК / Мітки
Мітки: видавлювання, поверхнею, фасонною, спосіб, порожнистих, зовнішньою, виробів
Код посилання
<a href="https://ua.patents.su/4-71184-sposib-vidavlyuvannya-porozhnistikh-virobiv-z-fasonnoyu-zovnishnoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею</a>
Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею
Номер патенту: 67960
Опубліковано: 15.07.2004
Автори: Савченко Олег Констятинович, Чучин Олег Володимирович, Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович
МПК: B21K 23/00, B21K 21/00
Мітки: деталей, фасонною, видавлювання, порожнистих, поверхнею, спосіб, бічною
Формула / Реферат:
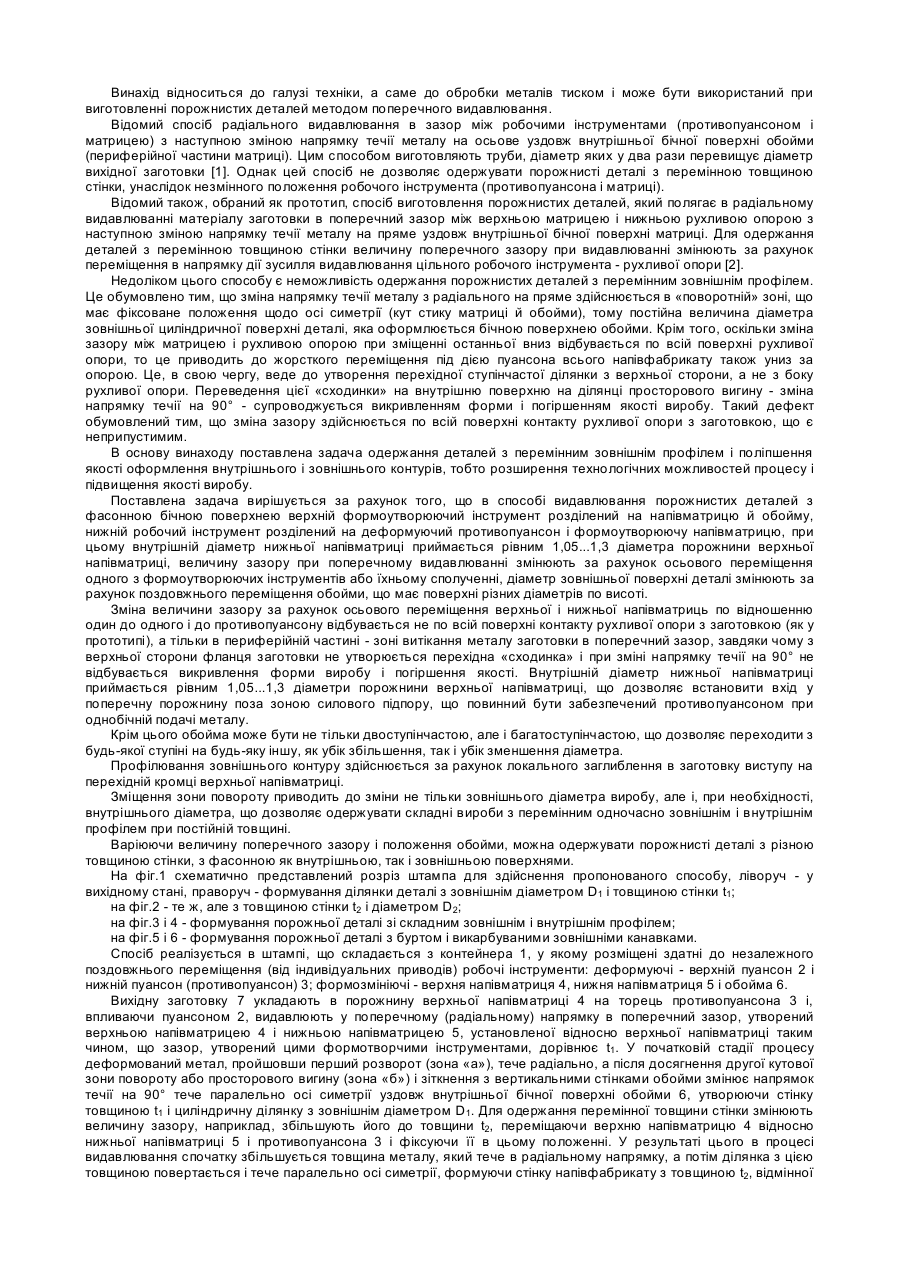
1. Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею, що полягає в радіальному видавлюванні матеріалу заготовки в поперечний зазор між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на пряме вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що верхній формотворний інструмент розділений на півматрицю й обойму, нижній робочий інструмент розділений на деформуючий...
Спосіб видавлювання порожнистих деталей

Номер патенту: 67977
Опубліковано: 15.07.2004
Автори: Савчинський Іван Григорович, Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович, Сивак Катерина Іванівна
МПК: B21K 21/00
Мітки: спосіб, порожнистих, видавлювання, деталей
Формула / Реферат:
Спосіб видавлювання порожнистих деталей, що здійснюється шляхом прикладення деформуючого зусилля до торця заготовки і впливу на її бічну поверхню додатковими силами, спрямованими уздовж осі симетрії деталі, який відрізняється тим, що видавлювання здійснюють зі зміною напрямку силового впливу на бічну поверхню, при цьому на початковій стадії сили діють в напрямку видавлювання металу, а в заключній стадії - протилежно напрямкові...
Спосіб одержання порожнистих циліндричних виробів із змінною товщиною стінки
Номер патенту: 36907
Опубліковано: 16.04.2001
Автори: Орлюк Михайло Володимирович, Хоменко Ірина Іванівна, Стеблюк Володимир Іванович
МПК: B21D 35/00
Мітки: змінною, порожнистих, спосіб, стінки, товщиною, циліндричних, виробів, одержання
Текст:
...зразків-заготовок у вигляді диска із сталі Х18Н10Т діаметром 20,0 мм й висотою 20,0 мм. Зразки-заготовки навантажували зусиллям стис кання із різними швидкостями деформування в установці СН-10 (Установки для исследования механических свойств материалов и элементов конструкций. Каталог-справочник. Авторы-составители А.П. Волощенхо, М.М. Алексюк. - Киев: Наукова Думка, 1982. - С. 61-62). Таким чином, визначали оптимальну швидкість...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 22/00
Мітки: холодного, зворотного, видавлювання, штамп
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Спосіб виготовлення порожнистих виробів із силоксанової гуми
Номер патенту: 57678
Опубліковано: 16.06.2003
Автори: Шульга Олена Миколаївна, Піднебесний Андрій Петрович, Мельник Людмила Олексіївна, Пупкова Наталія Генадіївна
МПК: C08J 9/00
Мітки: виробів, спосіб, силоксанової, порожнистих, гуми, виготовлення
Формула / Реферат:
Спосіб виготовлення порожнистих виробів із силоксанової гуми, який включає виготовлення гумової суміші, її вулканізацію в прес-формі з сердечником та подальшу термообробку, який відрізняється тим, що гумову суміш закладають у прес-форму, нагріту до температури 65-70°С, вулканізацію проводять при температурі 90-100°С протягом 30-40 хвилин, виріб знімають з сердечника після його охолодження до температури 65-70°С, а термообробку проводять при...
Попередній патент: Судно з пристроєм забезпечення його плавучості та безпеки плавання
Наступний патент: Спосіб евакуації патологічного плеврального вмісту і відновлення від’ємного тиску в плевральній порожнині та пристрій для його здійснення
Випадковий патент: Спосіб перемикання напруг на напівпровідниковому чіпі