Спосіб термічної обробки лопаток ротора агломераційного ексгаустера
Номер патенту: 74235
Опубліковано: 15.11.2005
Автори: Тракшинський Борис Романович, Тракшинський Олексій Борисович, Тракшинський Яков Романович, Тракшинський Михайло Борисович
Формула / Реферат
Спосіб термічної обробки лопаток ротора агломераційного ексгаустера, виготовлених наприклад зі ст. 30 ХГСА, що полягає в згинанні нагрітої лопатки в штампі і подаванні на її поверхню охолоджувача, який відрізняється тим, що згинання лопатки проводять в штампі, спорядженому приладом для одночасного подавання охолоджувача, наприклад води, тільки на поверхню лопатки, яка піддається значному зношуванню, при цьому подавання води та його припинення виконують в автоматичному режимі.
Текст
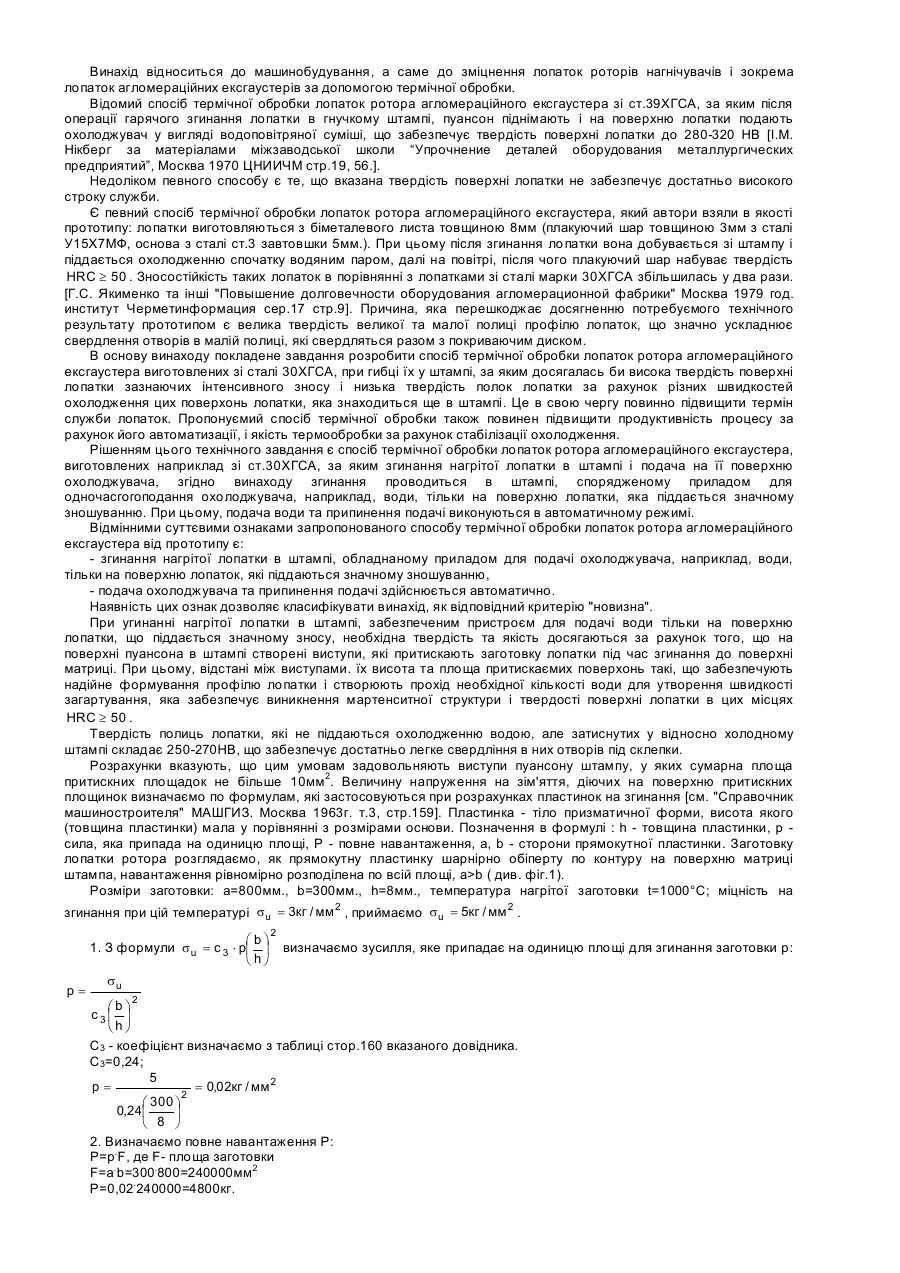
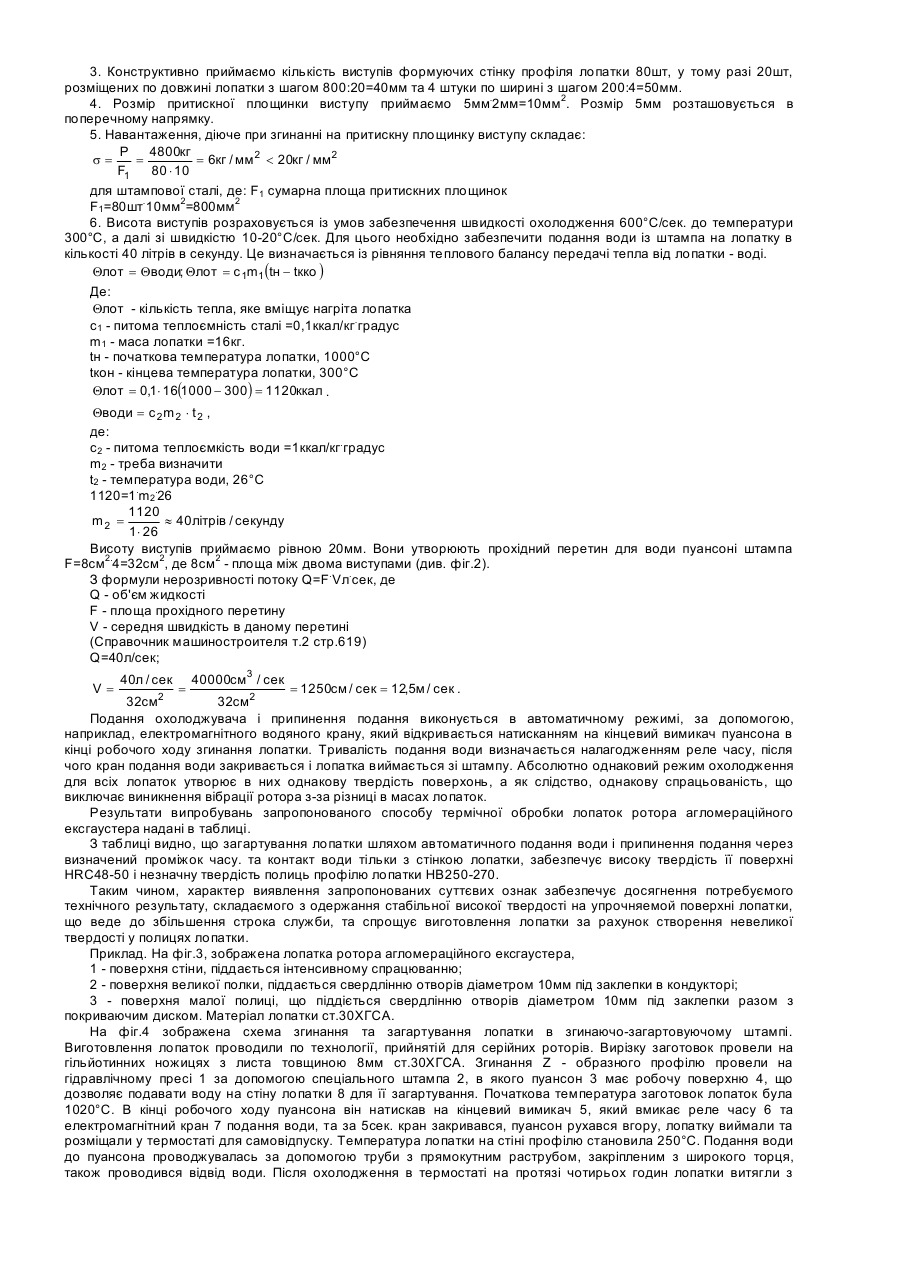
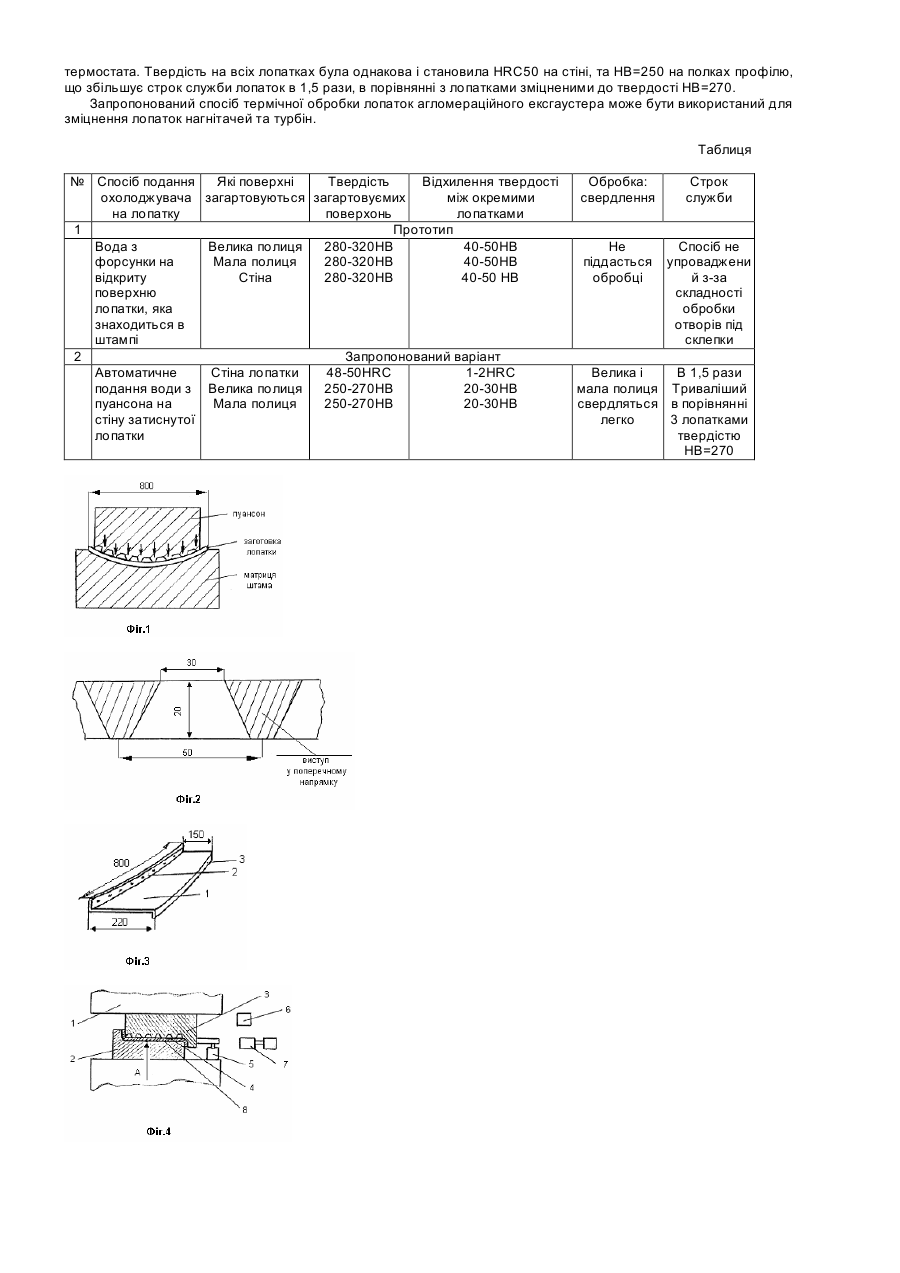
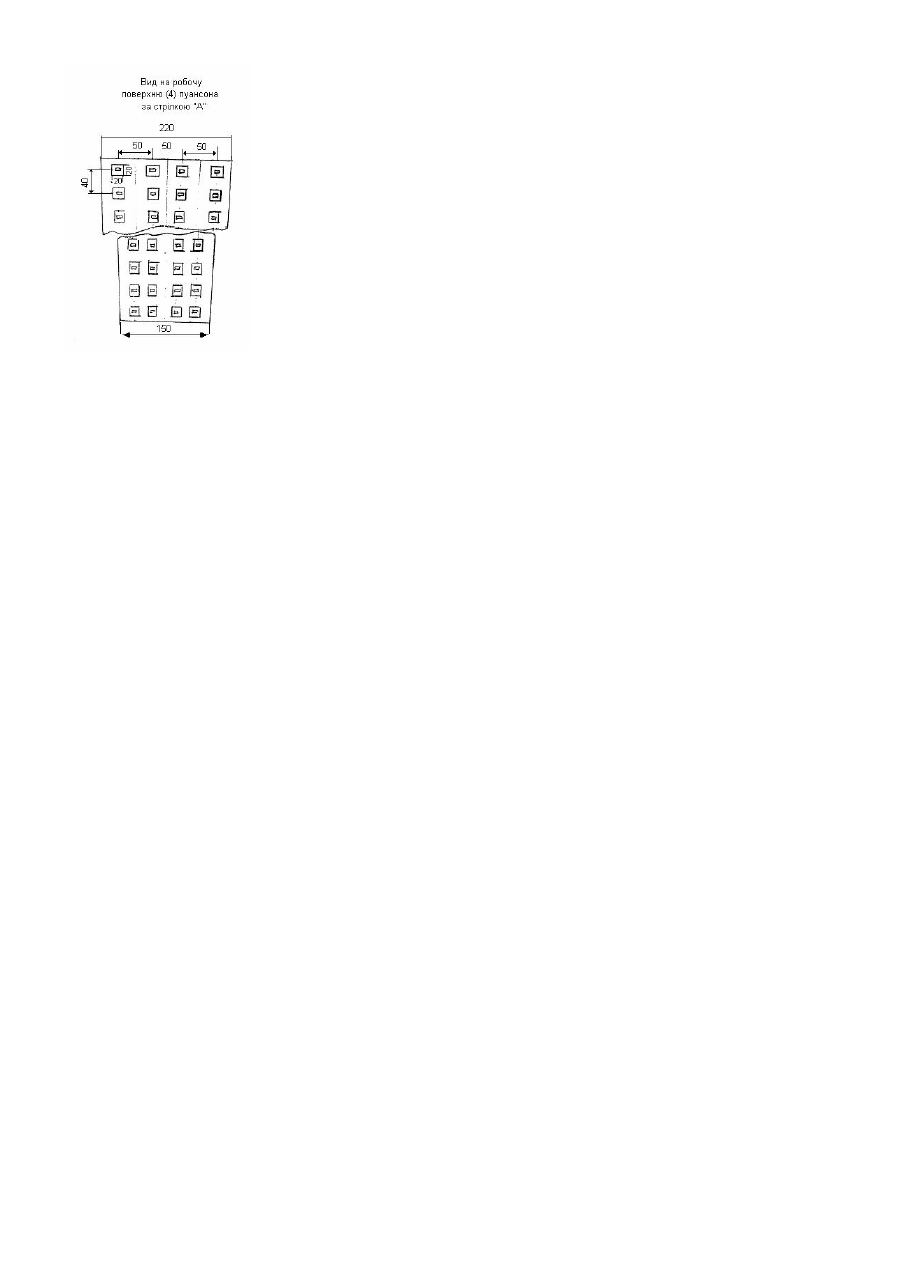
Винахід відноситься до машинобудування, а саме до зміцнення лопаток роторів нагнічувачів і зокрема лопаток агломераційних ексгаустерів за допомогою термічної обробки. Відомий спосіб термічної обробки лопаток ротора агломераційного ексгаустера зі ст.39ХГСА, за яким після операції гарячого згинання лопатки в гнучкому штампі, пуансон піднімають і на поверхню лопатки подають охолоджувач у вигляді водоповітряної суміші, що забезпечує твердість поверхні лопатки до 280-320 НВ [І.М. Нікберг за матеріалами міжзаводської школи “Упрочнение деталей оборудования металлургических предприятий”, Москва 1970 ЦНИИЧМ стр.19, 56.]. Недоліком певного способу є те, що вказана твердість поверхні лопатки не забезпечує достатньо високого строку служби. Є певний спосіб термічної обробки лопаток ротора агломераційного ексгаустера, який автори взяли в якості прототипу: лопатки виготовляються з біметалевого листа товщиною 8мм (плакуючий шар товщиною 3мм з сталі У15Х7МФ, основа з сталі ст.3 завтовшки 5мм.). При цьому після згинання лопатки вона добувається зі штампу і піддається охолодженню спочатку водяним паром, далі на повітрі, після чого плакуючий шар набуває твердість HRC ³ 50 . Зносостійкість таких лопаток в порівнянні з лопатками зі сталі марки 30ХГСА збільшилась у два рази. [Г.С. Якименко та інші "Повышение долговечности оборудования агломерационной фабрики" Москва 1979 год. институт Черметинформация сер.17 стр.9]. Причина, яка перешкоджає досягненню потребуємого технічного результату прототипом є велика твердість великої та малої полиці профілю лопаток, що значно ускладнює свердлення отворів в малій полиці, які свердляться разом з покриваючим диском. В основу винаходу покладене завдання розробити спосіб термічної обробки лопаток ротора агломераційного ексгаустера виготовлених зі сталі 30ХГСА, при гибці їх у штампі, за яким досягалась би висока твердість поверхні лопатки зазнаючих інтенсивного зносу і низька твердість полок лопатки за рахунок різних швидкостей охолодження цих поверхонь лопатки, яка знаходиться ще в штампі. Це в свою чергу повинно підвищити термін служби лопаток. Пропонуємий спосіб термічної обробки також повинен підвищити продуктивність процесу за рахунок його автоматизації, і якість термообробки за рахунок стабілізації охолодження. Рішенням цього технічного завдання є спосіб термічної обробки лопаток ротора агломераційного ексгаустера, виготовлених наприклад зі ст.30ХГСА, за яким згинання нагрітої лопатки в штампі і подача на її поверхню охолоджувача, згідно винаходу згинання проводиться в штампі, спорядженому приладом для одночасгогоподання охолоджувача, наприклад, води, тільки на поверхню лопатки, яка піддається значному зношуванню. При цьому, подача води та припинення подачі виконуються в автоматичному режимі. Відмінними суттєвими ознаками запропонованого способу термічної обробки лопаток ротора агломераційного ексгаустера від прототипу є: - згинання нагрітої лопатки в штампі, обладнаному приладом для подачі охолоджувача, наприклад, води, тільки на поверхню лопаток, які піддаються значному зношуванню, - подача охолоджувача та припинення подачі здійснюється автоматично. Наявність цих ознак дозволяє класифікувати винахід, як відповідний критерію "новизна". При угинанні нагрітої лопатки в штампі, забезпеченим пристроєм для подачі води тільки на поверхню лопатки, що піддається значному зносу, необхідна твердість та якість досягаються за рахунок того, що на поверхні пуансона в штампі створені виступи, які притискають заготовку лопатки під час згинання до поверхні матриці. При цьому, відстані між виступами. їх висота та площа притискаємих поверхонь такі, що забезпечують надійне формування профілю лопатки і створюють прохід необхідної кількості води для утворення швидкості загартування, яка забезпечує виникнення мартенситної структури і твердості поверхні лопатки в цих місцях HRC ³ 50 . Твердість полиць лопатки, які не піддаються охолодженню водою, але затиснутих у відносно холодному штампі складає 250-270НВ, що забезпечує достатньо легке свердління в них отворів під склепки. Розрахунки вказують, що цим умовам задовольняють виступи пуансону штампу, у яких сумарна площа притискних площадок не більше 10мм2. Величину напруження на зім'яття, діючих на поверхню притискних площинок визначаємо по формулам, які застосовуються при розрахунках пластинок на згинання [см. "Справочник машиностроителя" МАШГИЗ. Москва 1963г. т.3, стр.159]. Пластинка - тіло призматичної форми, висота якого (товщинапластинки) мала у порівнянні з розмірами основи. Позначення в формулі : h - товщина пластинки, р сила, яка припада на одиницю площі, Р - повне навантаження, a, b - сторони прямокутної пластинки. Заготовку лопатки ротора розглядаємо, як прямокутну пластинку шарнірно обіперту по контуру на поверхню матриці штампа, навантаження рівномірно розподілена по всій площі, а>b ( див. фіг.1). Розміри заготовки: а=800мм., b=300мм., h=8мм., температура нагрітої заготовки t=1000°C; міцність на згинання при цій температурі su = 3кг / мм 2 , приймаємо su = 5кг / мм 2 . 2 p= æbö 1. З формули s u = c 3 × pç ÷ визначаємо зусилля, яке припадає на одиницю площі для згинання заготовки р: èhø su 2 æbö c3ç ÷ èhø С3 - коефіцієнт визначаємо з таблиці стор.160 вказаного довідника. С3=0,24; 5 p= = 0,02кг / мм 2 2 300 ö æ 0,24ç ÷ è 8 ø 2. Визначаємо повне навантаження Р: Р=p.F, де F- площа заготовки F=a.b=300.800=240000мм2 Р=0,02.240000=4800кг. 3. Конструктивно приймаємо кількість виступів формуючих стінку профіля лопатки 80шт, у тому разі 20шт, розміщених по довжині лопатки з шагом 800:20=40мм та 4 штуки по ширині з шагом 200:4=50мм. 4. Розмір притискної площинки виступу приймаємо 5мм.2мм=10мм2. Розмір 5мм розташовується в поперечному напрямку. 5. Навантаження, діюче при згинанні на притискну площинку виступу складає: P 4800кг s= = = 6кг / мм 2 < 20кг / мм2 F1 80 × 10 для штампової сталі, де: F1 сумарна площа притискних площинок F1=80шт.10мм2=800мм2 6. Висота виступів розраховується із умов забезпечення швидкості охолодження 600°С/сек. до температури 300°С, а далі зі швидкістю 10-20°С/сек. Для цього необхідно забезпечити подання води із штампа на лопатку в кількості 40 літрів в секунду. Це визначається із рівняння теплового балансу передачі тепла від лопатки - воді. Qлот = Qводи; Qлот = c 1m1 (tн - tкко ) Де: Qлот - кількість тепла, яке вміщує нагріта лопатка с1 - питома теплоємність сталі =0,1ккал/кг.градус m1 - маса лопатки =16кг. tн - початкова температура лопатки, 1000°С tкон - кінцева температура лопатки, 300°С Qлот = 0,1× 16(1000 - 300) = 1120ккал . Qводи = c 2 m 2 × t 2 , де: c2 - питома теплоємкість води =1ккал/кг.градус m2 - треба визначити t2 - температура води, 26°С 1120=1.m2.26 1120 m2 = » 40 літрів / секунду 1 × 26 Висоту виступів приймаємо рівною 20мм. Вони утворюють прохідний перетин для води пуансоні штампа F=8см2.4=32см2, де 8см2 - площа між двома виступами (див. фіг.2). З формули нерозривності потоку Q=F.Vл.сек, де Q - об'єм жидкості F - площа прохідного перетину V - середня швидкість в даному перетині (Справочник машиностроителя т.2 стр.619) Q=40л/сек; V= 40л / сек = 40000см3 / сек = 1250см / сек = 12,5м / сек . 32см 32см2 Подання охолоджувача і припинення подання виконується в автоматичному режимі, за допомогою, наприклад, електромагнітного водяного крану, який відкривається натисканням на кінцевий вимикач пуансона в кінці робочого ходу згинання лопатки. Тривалість подання води визначається налагодженням реле часу, після чого кран подання води закривається і лопатка виймається зі штампу. Абсолютно однаковий режим охолодження для всіх лопаток утворює в них однакову твердість поверхонь, а як слідство, однакову спрацьованість, що виключає виникнення вібрації ротора з-за різниці в масах лопаток. Результати випробувань запропонованого способу термічної обробки лопаток ротора агломераційного ексгаустера надані в таблиці. З таблиці видно, що загартування лопатки шляхом автоматичного подання води і припинення подання через визначений проміжок часу. та контакт води тільки з стінкою лопатки, забезпечує високу твердість її поверхні HRC48-50 і незначну твердість полиць профілю лопатки НВ250-270. Таким чином, характер виявлення запропонованих суттєвих ознак забезпечує досягнення потребуємого технічного результату, складаємого з одержання стабільної високої твердості на упрочняемой поверхні лопатки, що веде до збільшення строка служби, та спрощує виготовлення лопатки за рахунок створення невеликої твердості у полицях лопатки. Приклад. На фіг.3, зображена лопатка ротора агломераційного ексгаустера, 1 - поверхня стіни, піддається інтенсивному спрацюванню; 2 - поверхня великої полки, піддається свердлінню отворів діаметром 10мм під заклепки в кондукторі; 3 - поверхня малої полиці, що піддіється свердлінню отворів діаметром 10мм під заклепки разом з покриваючим диском. Матеріал лопатки ст.30ХГСА. На фіг.4 зображена схема згинання та загартування лопатки в згинаючо-загартовуючому штампі. Виготовлення лопаток проводили по технології, прийнятій для серійних роторів. Вирізку заготовок провели на гільйотинних ножицях з листа товщиною 8мм ст.30ХГСА. Згинання Z - образного профілю провели на гідравлічному пресі 1 за допомогою спеціального штампа 2, в якого пуансон 3 має робочу поверхню 4, що дозволяє подавати воду на стіну лопатки 8 для її загартування. Початкова температура заготовок лопаток була 1020°С. В кінці робочого ходу пуансона він натискав на кінцевий вимикач 5, який вмикає реле часу 6 та електромагнітний кран 7 подання води, та за 5сек. кран закривався, пуансон рухався вгору, лопатку виймали та розміщали у термостаті для самовідпуску. Температура лопатки на стіні профілю становила 250°С. Подання води до пуансона проводжувалась за допомогою труби з прямокутним раструбом, закріпленим з широкого торця, також проводився відвід води. Після охолодження в термостаті на протязі чотирьох годин лопатки витягли з 2 термостата. Твердість на всіх лопатках була однакова і становила HRC50 на стіні, та НВ=250 на полках профілю, що збільшує строк служби лопаток в 1,5 рази, в порівнянні з лопатками зміцненими до твердості НВ=270. Запропонований спосіб термічної обробки лопаток агломераційного ексгаустера може бути використаний для зміцнення лопаток нагнітачей та турбін. Таблиця Відхилення твердості Які поверхні № Спосіб подання Твердість між окремими охолоджувача загартовуються загартовуємих лопатками поверхонь на лопатку 1 Прототип Вода з Велика полиця 280-320НВ 40-50НВ форсунки на Мала полиця 280-320НВ 40-50НВ відкриту Стіна 280-320НВ 40-50 НВ поверхню лопатки, яка знаходиться в штампі 2 Запропонований варіант Автоматичне Стіна лопатки 48-50HRC 1-2HRC подання води з Велика полиця 250-270НВ 20-30НВ пуансона на Мала полиця 250-270НВ 20-30НВ стіну затиснутої лопатки Обробка: свердлення Строк служби Не піддасться обробці Спосіб не упроваджени й з-за складності обробки отворів під склепки Велика і В 1,5 рази мала полиця Триваліший свердляться в порівнянні легко 3 лопатками твердістю НВ=270
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of agglomeration exhauster rotors blades
Автори англійськоюTrakshynskyi Borys Romanovych
Назва патенту російськоюСпособ термической обработки лопаток ротора агломерационного эксгаустера
Автори російськоюТракшинский Борис Романович
МПК / Мітки
МПК: C21D 11/00, C21D 1/62, B21K 3/00, C21D 1/18
Мітки: лопаток, спосіб, ротора, агломераційного, обробки, термічної, ексгаустера
Код посилання
<a href="https://ua.patents.su/4-74235-sposib-termichno-obrobki-lopatok-rotora-aglomeracijjnogo-eksgaustera.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки лопаток ротора агломераційного ексгаустера</a>
Спосіб ремонту ротора ексгаустера
Номер патенту: 68852
Опубліковано: 16.08.2004
Автори: Алексенко Анатолій Васильович, Бондар Ігор Олександрович, Селезньов Олег Ігоревич
МПК: F04D 29/60
Мітки: ротора, спосіб, ексгаустера, ремонту
Формула / Реферат:
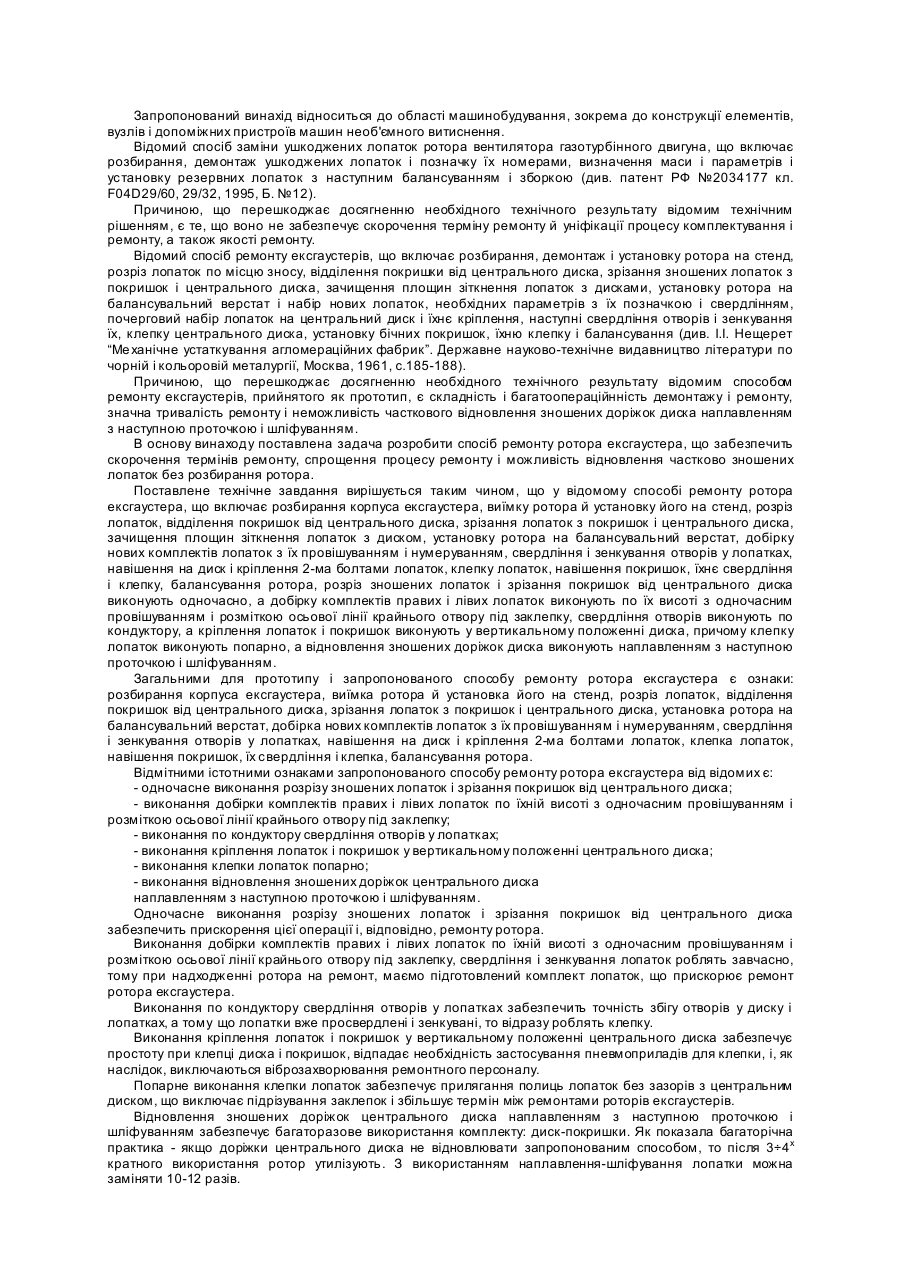
Спосіб ремонту ротора ексгаустера, що включає розбирання корпуса ексгаустера, виймання ротора й установку його на стенд, розріз лопаток, відділення покришок від центрального диска, зрізання лопаток з покришок і центрального диска, зачищення площин зіткнення лопаток з центральним диском, установку ротора на балансувальний верстат, добірку нових комплектів лопаток з їх провішуванням і нумеруванням, свердління і зенкування отворів у лопатках,...
Вузол кріплення робочих лопаток ротора осьової турбомашини та спосіб його складання
Номер патенту: 66385
Опубліковано: 17.05.2004
Автори: Зубрицька Інна Аркадіївна, Лисенко Валентин Микитович, Спіцин Володимир Євгенійович
МПК: F01D 5/00
Мітки: турбомашині, спосіб, осьової, кріплення, робочих, складання, вузол, лопаток, ротора
Формула / Реферат:
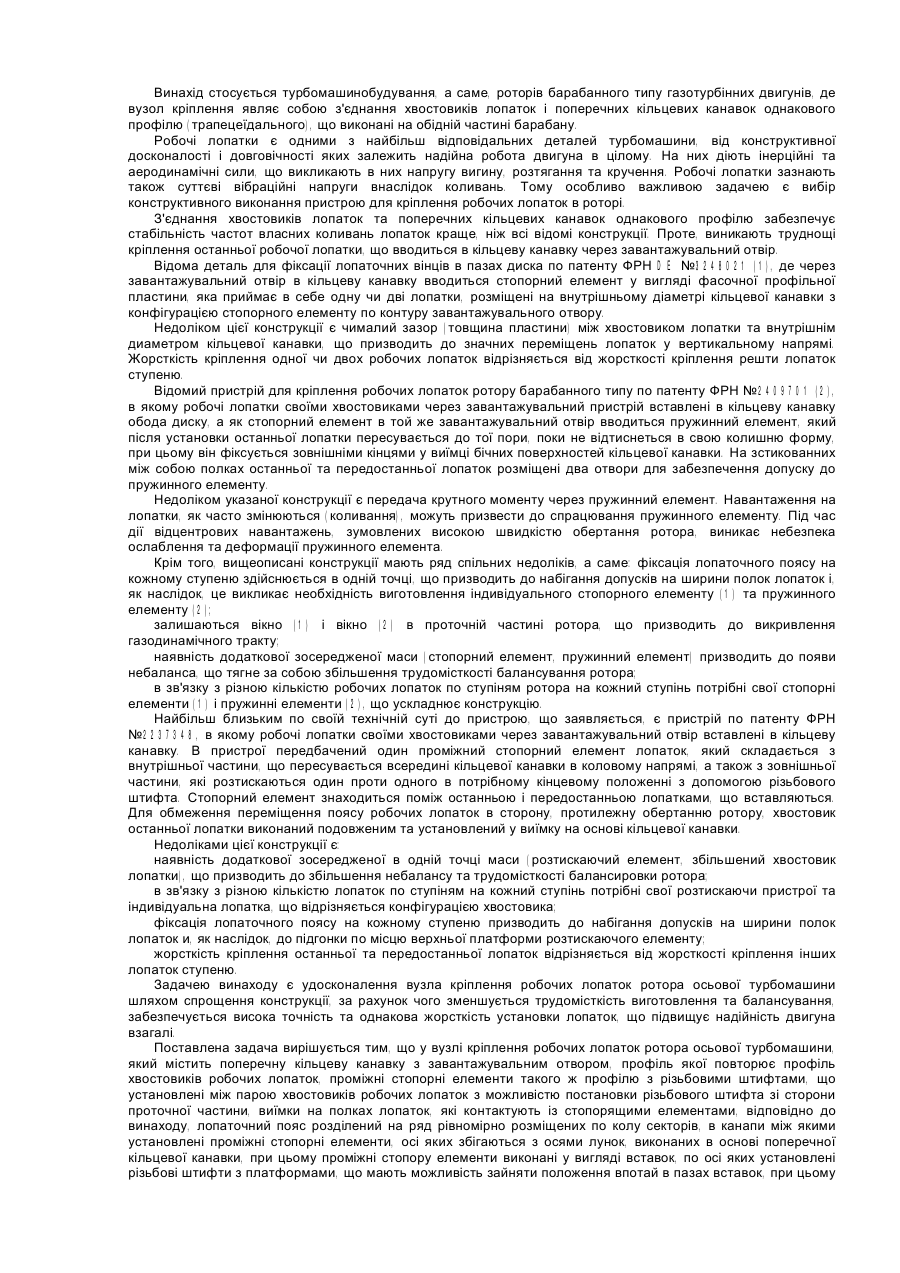
1. Вузол кріплення робочих лопаток ротора осьової турбомашини, який містить поперечну кільцеву канавку з завантажувальним отвором, профіль якої повторює профіль хвостовиків робочих лопаток, проміжні стопорні елементи такого ж профілю з різьбовими штифтами, що установлені між парою хвостовиків робочих лопаток з можливістю постановки різьбового штифта зі сторони проточної частини, виїмки на полицях лопаток, що контактують із стопорними...
Спосіб відновлювальної термічної обробки лопаток деформівних дисперсійно твердіючих жаростійких нікелевих сплавів, перегрітих у процесі експлуатації
Номер патенту: 15917
Опубліковано: 30.06.1997
Автори: Биков Ігор Дмитрович, Антоненко Тетяна Федорівна, Чударєва Ларіса Павловна, Туманова Гєртруда Івановна
МПК: C22F 1/10
Мітки: процесі, лопаток, жаростійких, спосіб, термічної, перегрітих, відновлювальної, твердіючих, сплавів, нікелевих, обробки, деформівних, експлуатації, дисперсійно
Формула / Реферат:
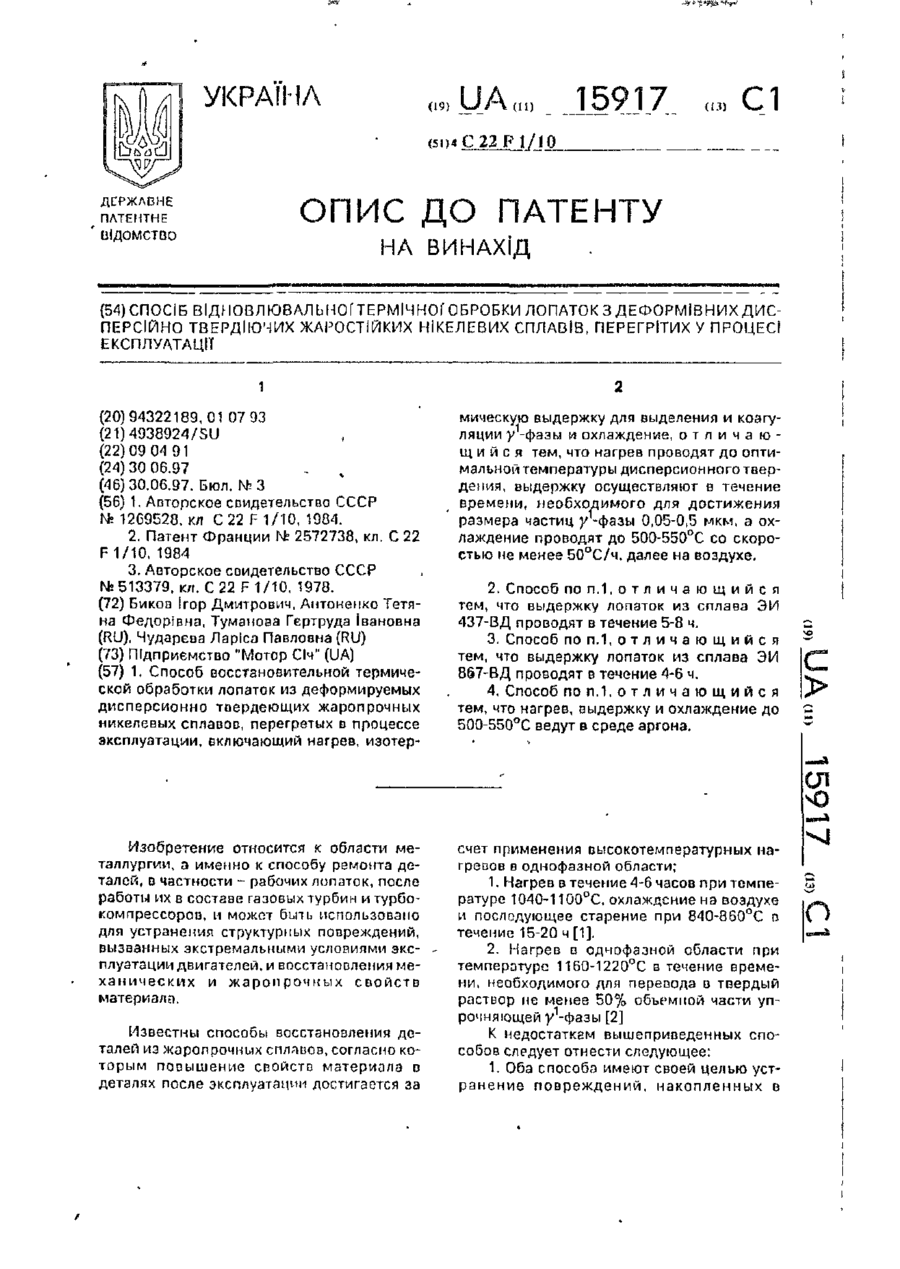
1. Способ восстановительной термической обработки лопаток из деформируемых дисперсионно твердеющих жаропрочных никелевых сплавов, перегретых в процессе эксплуатации, включающий нагрев, изотермимескую выдержку для выделения и коагуляции у фазы и охлаждение, отличающийся тем, что нагрев проводят до оптимальной температуры дисперсионного твердения, выдержку осуществляют в течение времени, необходимого для достижения размера частиц у фазы...
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: термічної, обробки, виробів, спосіб
Формула / Реферат:
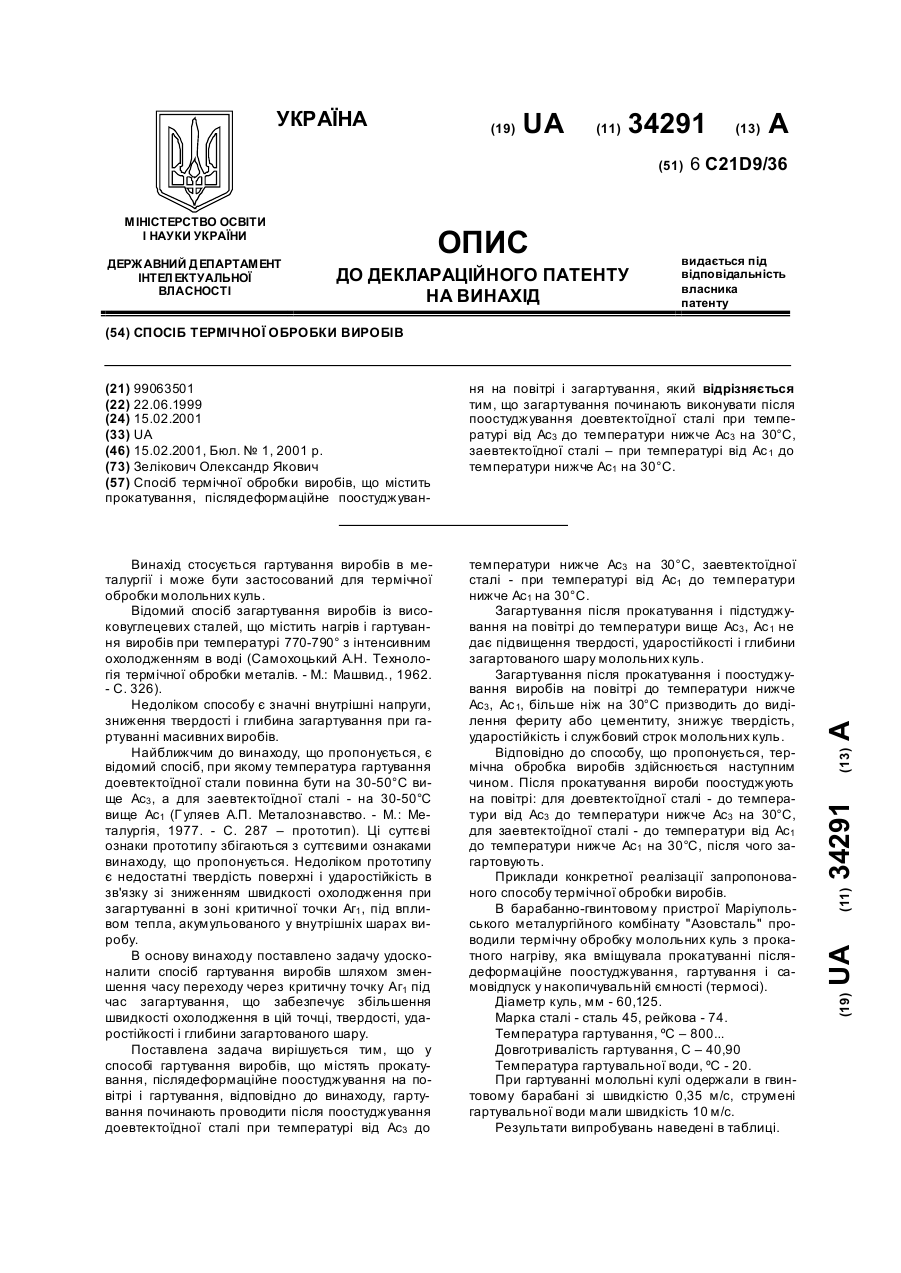
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: куль, обробки, спосіб, термічної, сталі, молольних
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Попередній патент: Електродетонатор
Наступний патент: Спосіб прицілювання нашоломною системою цілевказівки і пристрій для його реалізації
Випадковий патент: Пристрій акустичної обробки рідких потоків з органо-мінеральними дисперсними системами