Спосіб відновлювальної термічної обробки лопаток деформівних дисперсійно твердіючих жаростійких нікелевих сплавів, перегрітих у процесі експлуатації
Номер патенту: 15917
Опубліковано: 30.06.1997
Автори: Антоненко Тетяна Федорівна, Туманова Гєртруда Івановна, Биков Ігор Дмитрович, Чударєва Ларіса Павловна
Формула / Реферат
1. Способ восстановительной термической обработки лопаток из деформируемых дисперсионно твердеющих жаропрочных никелевых сплавов, перегретых в процессе эксплуатации, включающий нагрев, изотермимескую выдержку для выделения и коагуляции у фазы и охлаждение, отличающийся тем, что нагрев проводят до оптимальной температуры дисперсионного твердения, выдержку осуществляют в течение времени, необходимого для достижения размера частиц у фазы 0,05-0,5 мкм, а охлаждение проводят до 500-550°С со скоростью не менее 50°С/ч, далее на воздухе.
2. Способ по п.1, отличающийся тем, что выдержку лопаток из сплава ЭИ437-ВД проводят в течение 5-8 ч.
3. Способ по п.1, отличающийся тем, что выдержку лопаток из сплава ЭИ867-ВД проводят в течение 4-6 ч.
4. Способ по п.1, отличающийся тем, что нагрев, выдержку и охлаждение до 500-550°С ведут в среде аргона.
Текст
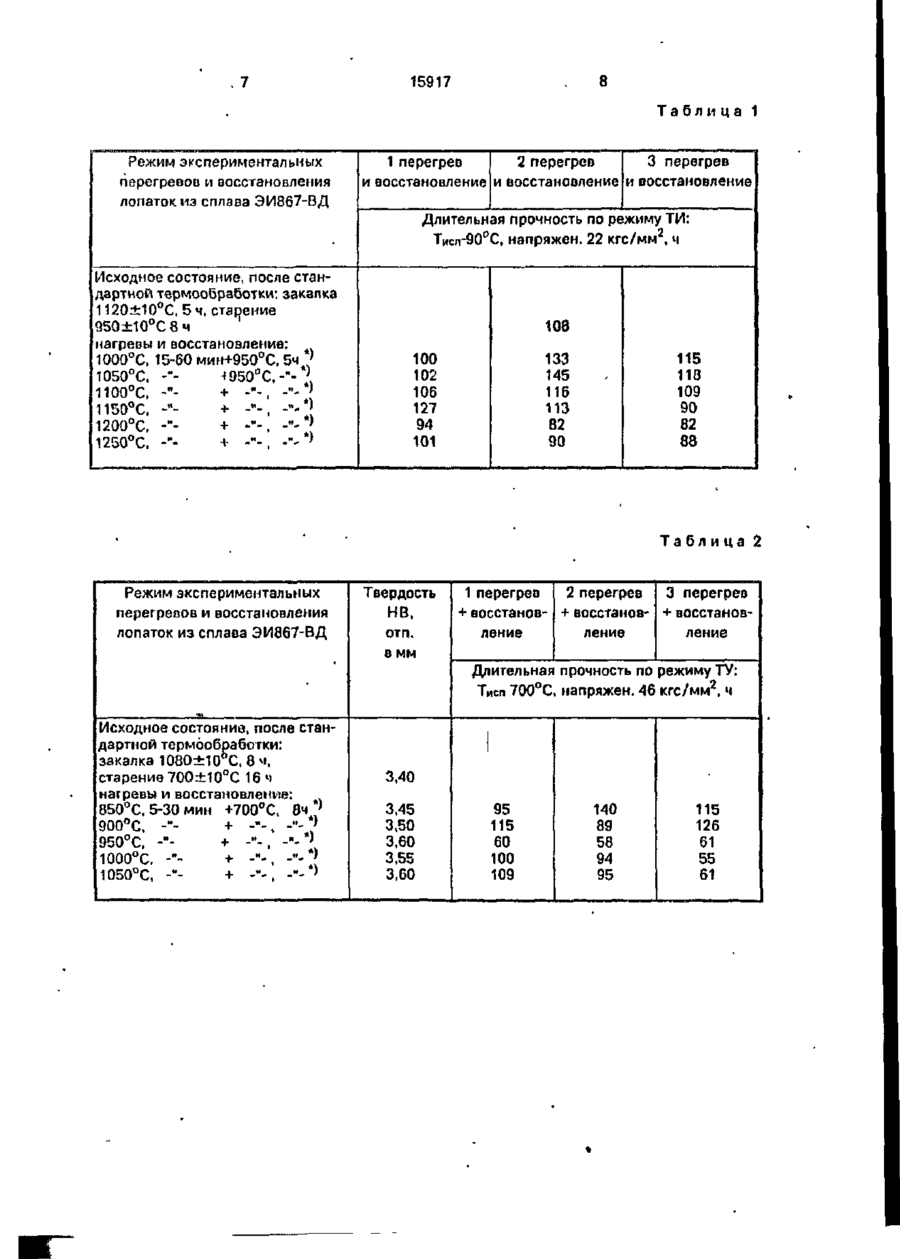
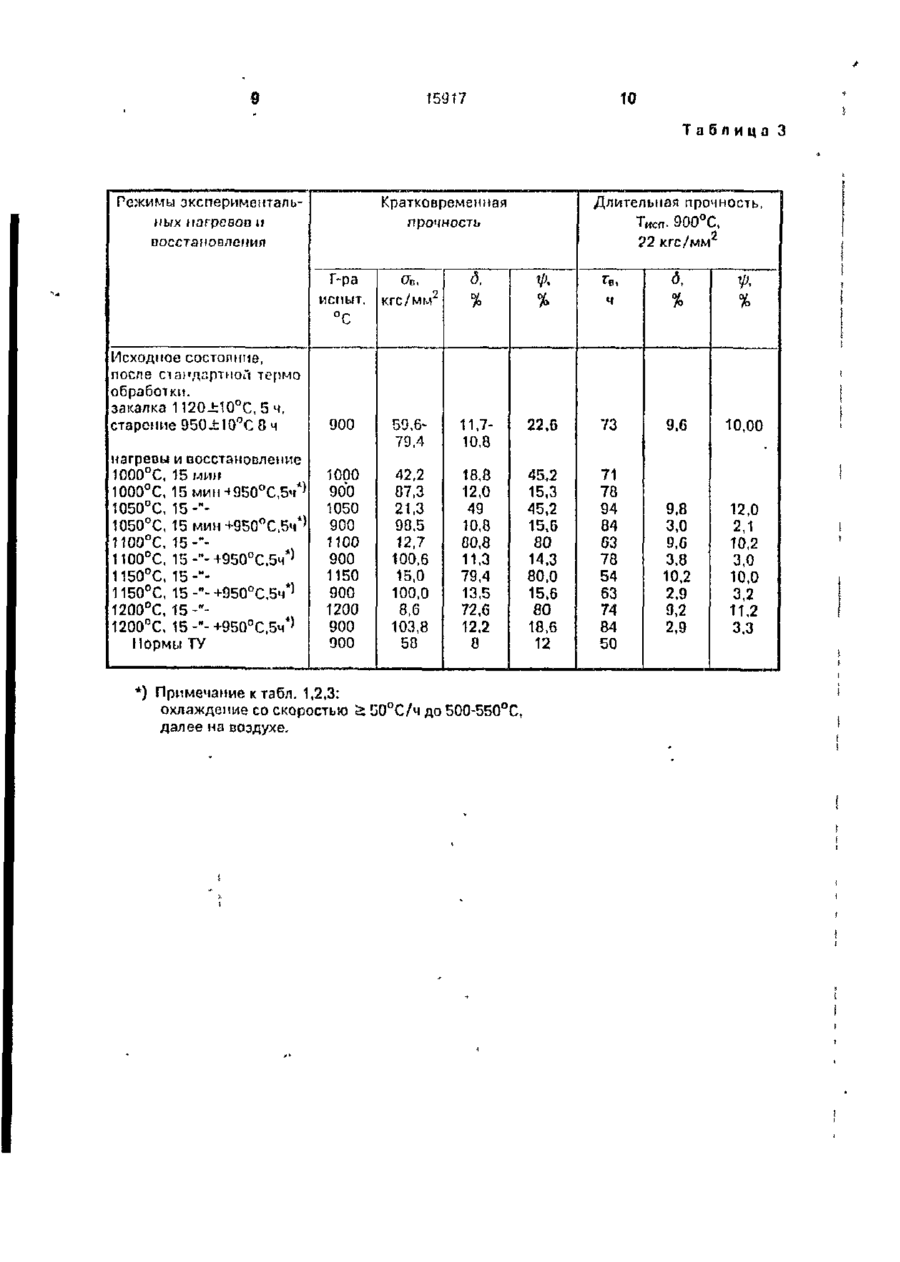
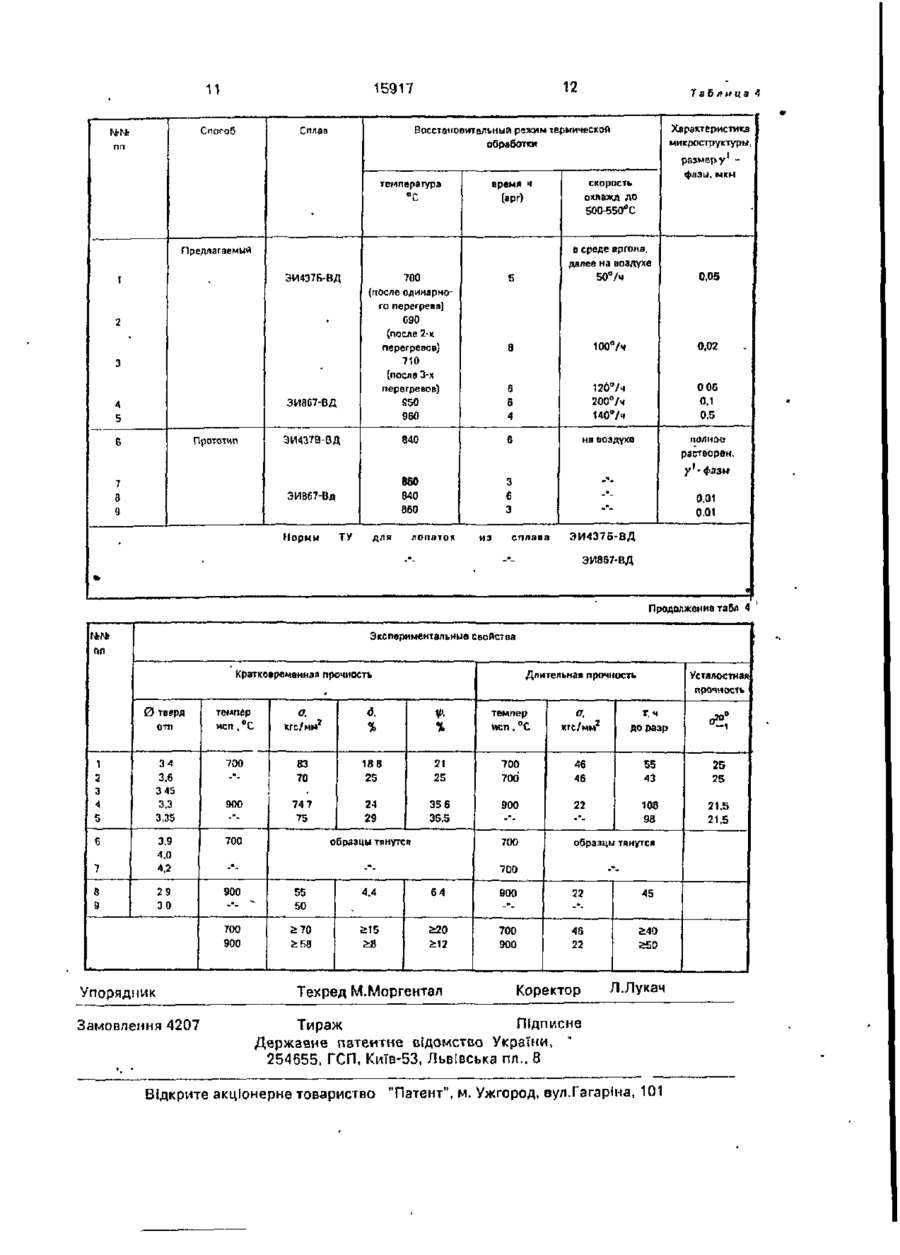
1. Способ восстановительной термической обработки лопаток из деформируемых дисперсионно твердеющих жаропрочных никелевых сплавов, перегретых в процессе эксплуатации, включающий нагрев, изотер Изобретение относится к области металлургии, а именно к способу ремонта деталей, в частности - рабочих лопаток, после работы их в составе газовых турбин и турбокомпрессоров, и может быть использовано для устранения структурных повреждений, вызванных экстремальными условиями эксплуатации двигателей, и восстановления мех а н и ч е с к и х и ж а р о п р о ч н ы х свойств материала. Известны способы восстановления деталей из жаропрочных сплпиов, согласно которым повышение свойств материала в деталях после эксплуатации достигается за мимескую выдержку для выделения и коагуляции у -фазы и охлаждение, о т л и ч а ю щ и й с я тем, что нагрев проводят до оптимальной температуры дисперсионного твердения, выдержку осуществляют в течение времени, необходимого для достижения размера частиц у -фазы 0,05-0,5 мкм, а охлаждение проводят до 500-550°С со скоростью не менее 50°С/ч, далее на воздухе. 2. Способ по п . 1 , о т л и ч а ю щ и й с я тем, что выдержку лопаток из сплава ЭИ 437-ВД проводят в течение 5-8 ч. 3. Способ по п.1, о т л и ч а ю щ и й с я тем, что выдержку лопаток из сплава ЭИ 867-ВД проводят в течение 4-6 ч. 4. Способ по п.1, о т л и ч а ю щ и й с я тем, что нагрев, выдержку и охлаждение до 500-550°С ведут в среде аргона. счет применения высокотемпературных нагреоов в однофазной области; 1. Нагрев в течение 4-6 часов при температуре 1040-1100°С, охлаждение на воздухе и последующее старение при 840-860°С о течение 15-20 ч [1]. 2. Нагрев в однофазной области при температуре 1160-1220°С в течение времени, необходимого для перевода о твердый раствор не менее 50% объемной части упрочняющей у1-фазы [2] К недостаткам вышеприведенных способов следует отнести следующее: 1. Оба способа имеют своей целью устранение повреждений, накопленных в ляя 15917 структуре материала D процессе длительной эксплуатации в нормальных (близких к заданным) условиям работы, т с. не связанных с нарушением температурных условий эксплуатации двигателя 5 2 Для перекрытых деталей нагрев D однофазной области не целесообразен, ибо • данный нагрев уже произошел D эксплуатации вследствие кратковременного завышения рабочего (температурного) режима 10 двигателя 3. Предлагаемые высокотемпературные нагревы D области температуры полного растворения у1-фазы в воздушном среде не по гут быть использованы для деталей с тон- 15 кимп цюмками и достаточно ажурными профилями пера из-за необратимых процессов окисления кромок и изменения геометрических размеров деталей. А Обаспособамогутбьпьиспольэоваиы 20 лишь при условии наличия вакуумного оборудования (печей) для термообработки, Наиболее близким к предлагаемому способу по технической сущности является способ термической обработки лопаток из 25 никелевых жаропрочных сплавов после экс-* плуатацпи, включающий нагрев при температуре 840 0GO°C в течение 3-G ч с охлаждением на воздууе [3] Недостатки данного способа состоят в 30 том, что: Конкретная температура восстановления (Q'lO-BGO^C) может реализовать свойства лишь конкретного жаропрочного сплава, папример, ЭИ893 для которого и разработана 35 авторами данная термообработка. Для сплавов, отличающихся от ЭИ893 леїированиєм (а следовательно, количеством у1-фэзы и природой карбидных фаз, присутствующих в сплаве) темпераіура 840-8 60° С не являет- 40 ел оптимальной с точки зрения обеспечения необходимого уровня эксплуатационных ссопете Перечисленные- недостатки не позволяют полностью устранить структурные по- 45 врежденкя и изменения в фазовом составе лопаток, забракованных по перегреву, и восстановить рабочие свойства материала до уроьня исходного металла 50 В основу изобретения поставлена задача повышения работоспособности лопаток из деформируемых дисперсионно твердеющих жаропрочных никелевых сплавов, перегретых п процессе эксплуатации путем 55 восстановительной термической обработки так,чтобы получитьисходиые величины предела усталости, длительной прочности и твердости. Задача решается следующим образом детали, имеющие перегрев, т.е нагретые в эксплуатации до температур, значительно превышающих расчетные (близких к температуре частичного или полного растворения у1-фазы) подвергают нагреву до оптимальной температуры дисперсионного упрочнения сплава, выдержке до получения размера частиц у^фазы (0.01-0,06 и 0,1-0,5 мкм соответственно, сплавам ЭИ 437Б и ЭИ867-ВД) и охлаждению со скоростью >50°С/ч до 500550°С В случае изготовления лопаток из сплава ЭИ437-ВД это время составляет 5-8 ч, о из сплава ЭИ867-ВД 4-6 ч Термообработка проводится в защитной атмосфере предпочтительно в аргоне. Контроль лопаток на перегрев осуществляется различными методами, о зависимости от количества у -фазы в сплаве. Так, например, на лопатках из сплава ЭИ867-ВД (где у1-фээа типа МзА! составляет 28-30%) посредством микроанализа, па шлифе, изготовленном вдоль входной кромки пера лопатки, прихватывая и замок (хвостовик); на лопатках из сплава ЭИ437Б-ВД (у1-фэза типа NI3AINI составляет 8-12%) методом замера твердости вдоль спинки пера, также прихватывая замок. Замок в обоих случаях является критерием оценки исходного состояния материала лопаток. Пример осуществления. Исследование по определению контрольных параметров материала лопаток было проведено на штамповках, с сечением по ntpy, позволяющим изготовление полномерных образцов, для испытания кратковременной и длительной прочности С целью имитации эксплуатационных перегревов штамповки подвергались нагревам в электропечах при температурах 1ООО...125О°С для сплава Э И 0 6 7 - В Д и 850. . 1050°С для сплава ЭИ437Б-ВД с интервалом в 50°С и последующим охлаждением на воздухе После чего проводили восстановительную термообработку (старение) при температурах 950 и 700 °С (в среде аргона) соответственно сплавам, со скоростью охлаждения = 50°С/ч (охлаждение на воздухе не опустимо из-за окисления поверхности). С целью определения возможности повторных неоднократных ремонтов, цикл "перегрев-восстановление" повторялся до 3 раз (табл.1,2). Испытания длительной прочности показали, что перегрев сплава хотя и приводит к небольшому снижению длительной прочности, однако по абсолютным значениям дли 1D917 тельной прочности находится значительно выше норм ТУ ( > 50 ч) Кратковременная и длительная прочность непосредственно после перегрева и перегрева с восстановлением по принятому 5 режиму (950°С охлаждение на воздухе) на лопатки из сплава ЭИ867-ВД приведены в табл.3. Таким образом, на основании приведенных в таблицах 1, 2, 3 результатов была ус- 10 тановлена возможности восстановления свойств перегретых в эксплуатации лопаток до уровня неработавшего металла. Изучение возможности повышения рабочих свойств материала лопаток за счет восста- 15 новительной термгобрабагки и практическое применение последней было выполнено на лопатках из двух сплавов: ЭИ867-ВД и ЭИ437Б-ВД, перегретых в эксплуатации. Для исследования были отобраны пере- 20 гретые в эксплуатации лопагки из сплава ЭИ867-ВД с двигателей АИ20М и'лолатки из сплава ЭИ437Б-ВД с двигателей АИ25 Перегрев на лопатках из сплава ЭИ867ВД контролировался по макро- и микро- 25 с т р у к т у р е ; на лопатках из сплава ЭИ4376-ВД - по изменению твердости. Следует отметить, что перегреву подвергается только часть пера лопатки, расположенная в зоне действия максимальных 30 температур, а именно, между l-IV сечениями, при этом, в зоне близкой к V сечению пера и в замке (хвостовике) материал сохраняет свойства, заданные термической обработкой в процессе изготовления лопаток, до 35 постановки их на двигатель. Как показала практика контроля степень перегрева лопаток из сплава Э14867ВД по макро- и микроструктурному анализу может быть различной, так как обусловлена 40 динамикой действия перегрева и находится в прямой зависимости оттемпературно-временного фактора. В зоне перегрева в структуре сплава ЭИ867-ВДу1-фаза может отсутстповэть пол- 45 ностыо, либо частично, поле шлифа в зоне перегрева состоитих зерен твердого раствора и карбидов по границам зерен, не претерпевших видимых изменении Отсутствие у -фазы выражается в ела- 50 бой траоимости микроструктуры в зоно перегрева. Экспериментально усіллошісно, что такое состояние структуры Нізбіїодоемое и пере перегретых лопаток соответствует 55 нагреву о эксплуатации до температуры 1150-1200°С. Лопатки из сплава ЭИ437Б-ВД, перегретые в эксплуатации, имеют низкую твер 6 дость (к примеру ИВ 01 п 3,9 4 5 им вместо 3,4...3,8 мм по ТУ), что свидегольстзует о их разупрочнении, вследствие поздействия на них температуры порядка 850-1000°С, Опробование режимов восстановления. Термк зской обработке по предлагаемому способу подвергались лопатки турбины, забракованные контролем по перегреву II ступени из сплава ЭИ867-ВД изделия АИ20М и 1 1 ступени из сплав** ЭИ437Б-ВД 1 изделия АИ25. Режим восстановительной термообработки, свойства материала из сплавоп ЭИ437Б-ВД и ЭИ367-ВД по предлагаемым режимам восстановительной термообработки приведены в табл.4 Опробование рекомендованных режимов восстановления на перегретых лопатках турбины из сплавов ЭИ867-ВД и ЭТ437Б-ВД проведено испытаниями па технологических двигателях изделий АИ20М и А1425ТЛ по программам эквивалентно циклических испытаний (ЭЦИ) и натурными испытаниями на усталостную прочность. Исследованиями микроструктуры, проведенными в оптическом и электронном микроскопах лопаток из сплава ЭИ867-ВД показано, что после восстановительной термической обработки лопаток морфология )'1 - фазы становится нормальной и имеет размер 0,1-О.ймкм длг, сплава ЭИ867-ВД по всему сечению пера. Твердость на лопатках турбины из сплава ЭИ437Б-ВД после восстановительной термической обработки повышается с 0 о т п . 3,85...4,5 мм НВ 10/3000 до уровня исходной 0 о т п , 3,4...3,8 мм нормы ТУ, за счет вторичного выделения у -фазы в размере исходной, 0,01...0,05 мкм. Результаты испытаний на усталостную прочность натурных лопаток позволяет полностью возвратить служебные характеристики материалу лопаток к первоначальному уровню, усталостная прочность (а—і 2 0 ) но лопатках из сплава ЭИ867-ВД составляет 25 кгс/мм при норме ТУ чертежа > 2 1 кгс/мм . Таким образом, оптимальное сочетание комплекса эксплуатационных характеристик для стареющих материалов, в данном случае сплавов ЭИ867-ВД и ЭИ437Б-ВД достигнуто при использовании предлагаемого способа, и подтверждено удовлетворительным СОСТОРНИЄМ лопаток после отработки их на технологических двигателях нзде/шч АИ20М и АИ25ИЛ по проіраммлм эквивалентно циклических испытаний за гри рес/рса. 15917 Таблица Режим экспериментальных перегревов и восстановления лопаток из сплава ЭИ867-ВД 1 3 перегрев 2 перегрев 1 перегрев и восстановление и восстановление и восстановление Длительная прочность по режиму ТИ: Тисп-90°С, напряжен. 22 кгс/мм 2 , ч Исходное состояние, после стандартной термообработки: закалка 1120+10°С, 5 ч, старение 950±10°С8ч нагревы и восстановление: 1000°С, 15-60 мин+950°С, 5ч ' 1050°С, -"*950°С,-"-*'. 1100°С, -"+ -"-, -"* ' 1150°С, -"+ -"-, -"-* 1200°С, -"+ -"-, -"* * 1250°С, - я + -"-, -"~*) 108 100 102 106 127 94 101 115 118 109 90 82 88 133 145 116 113 62 90 Таблица Режим экспериментальных перегревов и восстановления лопаток из сплава ЭИ867-ВД Твердость НВ, отп. в мм 1 перегрев 2 перегрев 3 перегрев + восстанов- + восстанов- + восстановление ление ление Длительная прочность по режиму ТУ: Тисп 700°С, напряжен. 46 кгс/мм , ч Исходное состояние, после стандартной термообработки: закалка 1080±10 С, 8 ч, старение 700±10°С 16 ч нагревы и восстановление: 850°С, 5-30 мин +700°С, 8ч *' 900°С, -"+ -"-, -"-* } 950°С, -"+ -"-, -"-*J 1000°С, -"+ -"-, -"-*{ 1050°С, -"+ -"-, -*-*' 3,40 3,45 3,50 3,60 3,55 3,60 2 95 115 60 100 109 140 89 58 94 95 115 126 61 55 61 9 15ІН7 10 Таблица 3 Режимы экспериментальпых нагревоа и восстановления Кратковременная прочность Г~ра испыт. к гс/мм °С Исходное состояние, после стаі'дпртиоГі тсрмо обработки. закалка 1120±10°С, 5 ч. старение 950±10°С 8 ч нагрепы и восстановление 1000°С, 15 мин 1000°С, 15 мин ^ ( ^ С Б ч * 1 1050°С, 15-"1050°С, 15мин+950°С,5ч* } 1100°С, 15-" 1юо°с, is-^+gso^^* 1 1150°С, 15-"1150°С, I S - ' ^ + O S O X S M * 1200°С, 15-"1200°С, 15-"-+950 о С,5ч* } ИОрмы ТУ 1 2 Длительная прочность, Т^гп 900°С 22 кгс/мм 2 д. % V. % ч 50°С/ч до 500-550°С, далее на воздухе. 12 15917 Сплав Способ N-N; пп Таблица 4 Характеристика м и кростру кту р ы, Восстановительный режим термической обработки температура °С размеру' фазы, мкм скорость время ч (арг) 0ХЛ8ЖД ДО 50О-55О°С и среде аргона, далее на воздухе Предлагаемый 5 50% 0,05 а 100°/ч 0,02 6 б 4 12б°/ч 200°/ч 1407ч 0 05 0.1 0.5 840 б не воздухе полное рэстеорех. 860 840 660 3 6 3 700 (после одинарного перегрева) С90 (после 2-х перегревов) 710 (после 3-х перегревов) 550 960 ЭИ437В-ВД ЭИ8б7-Вд ЭИ437Б-ВД 1 2 3 ЭИ8С7-ВД 4 5 Прототип 6 у'-фазы 7 В 9 Нормы ТУ для лопаток из 0.01 0,01 сплава ЭИ437Б-ВД ЭИ867-ВД Продолжение табл 4 Экспериментальные свойства №1* ГіП Кратковременная прочность Длительная прочность Усталостная прочность а. д. 0 тверд отп темпер исп,°С 1 2 3 4 5 34 3.6 3 45 3.3 3.35 700 6 700 7 3.9 4.0 4.2 8 9 29 ЗО 900 -" 55 50 4.4 700 900 2 70 2 58 215 28 Упорядник Замовлення 4207 кгс/мм 2 V темпер О, исп , °С яге/мм 3 „ Г. ч до разр % 900 83 70 168 25 21 25 700 700 46 46 55 43 25 74 7 75 24 29 35 6 35.5 900 .-. 22 -• 108 98 21.5 21.5 образцы тянутся 700 образцы тянутся -* -• 700 64 900 -• 22 45 -• 220 212 Техред М.Моргентал 700 900 46 22 Коректор 240 250 Л.Лукач Тираж Підписне Державне патентне відомство України, " 254655, ГСП, КиГв-53, Львівська пл.. 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 25
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction heat treatment of blades deformable dispersed hardening heat resistant nickel alloys, overheated in process for operation
Автори англійськоюBykov Ihor Dmytrovych, Antonenko Tetiana Fedorivna, Tumanova Hertruda Ivanovna, Chudareva Larisa Pavlovna
Назва патенту російськоюСпособ восстановлительной термической обработки лопаток деформируемых дисперсионо твердеющих жаростойких никелевых сплавов, перегретых в процессе эксплуатации
Автори російськоюБыков Игорь Дмитриевич, Антоненко Татьяна Федоровна, Туманова Гертруда Ивановна, Чударева Лариса Павловна
МПК / Мітки
МПК: C22F 1/10
Мітки: деформівних, процесі, експлуатації, перегрітих, сплавів, відновлювальної, нікелевих, твердіючих, жаростійких, дисперсійно, лопаток, спосіб, обробки, термічної
Код посилання
<a href="https://ua.patents.su/6-15917-sposib-vidnovlyuvalno-termichno-obrobki-lopatok-deformivnikh-dispersijjno-tverdiyuchikh-zharostijjkikh-nikelevikh-splaviv-peregritikh-u-procesi-ekspluataci.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлювальної термічної обробки лопаток деформівних дисперсійно твердіючих жаростійких нікелевих сплавів, перегрітих у процесі експлуатації</a>
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Ошкадьоров Станіслав Петрович, Гріднев Віталій Никифорович, Єлагина Людмила Олександрівна, Смирнов Олексій Михайлович, Марковський Павло Євгенович, Брун Морис Якович, Годін Наум Львович, Свечников Василь Львович, Івасишин Орест Михайлович, Варфоломієва Людмила Василівна
МПК: C22F 1/18
Мітки: титанових, двофазних, сплавів, класу, спосіб, обробки, мартенситного, термічної
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Спосіб термічної обробки цирконієвих сплавів
Номер патенту: 8707
Опубліковано: 30.09.1996
Автори: Стукалов Анатолій Іванович, Рагуліна Нелля Іванівна, Роенко Микола Михайлович, Шевнін Юрій Павлович, Сорокін Валерій Матвійович, Зусманович Ілля Зельманович, Покровський Олександр Сергійович, Шамардін Валентин Кузьмич, Родак Анатолій Глібович, Неклюдов Іван Матвійович, Кобилянський Геннадій Петрович, Ожигов Леонід Семенович, Зеленський Віктор Федотович, Шаров Борис Володимирович, Петельгузов Іван Антонович, Гайдамаченко Георгій Семенович, Савченко Володимир Іванович
МПК: C22F 1/18
Мітки: сплавів, обробки, термічної, спосіб, цирконієвих
Формула / Реферат:
Способ термической обработки циркониевых сплавов, включающий нагрев до температур существования бета-фазы, выдержку и закалку, отличающийся тем, что, с целью ограничения радиационного роста за счет создания квазиизотропной мелкозернистой структуры, нагрев ведут до 880-900°С со скоростью нагрева в интервале 800-900°С не менее 100 град/с, а выдержку осуществляют в течение 10-15 с.
Спосіб термічної обробки алюмінієвих сплавів
Номер патенту: 3716
Опубліковано: 27.12.1994
Автори: Половнєва Світлана Прохорівна, Дробязін Володимир Миколайович
МПК: C22F 1/04
Мітки: термічної, сплавів, обробки, спосіб, алюмінієвих
Формула / Реферат:
Способ термической обработки алюминиевых сплавов, включающий закалку, гамма-облучение и старение, отличающийся тем, что, с целью повышения коррозионной стойкости и прочности, после закалки проводят выдержку при температуре жидкого азота, гамма-облучение осуществляют дозой 5-10-5-10 рад при 48-50°С, старение проводят при 48-50 С.
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1308
Опубліковано: 25.03.1994
Автори: Гріднев Віталій Никифорович, Світов Борис Васильович, Ошкадьоров Станіслав Петрович, Голубев Володимир Вікторович, Баулін Анатолій Вікторович, Фрідман Веніамін Гиршович, Смирнов Олексій Михайлович, Івасишин Орест Михайлович
МПК: C22F 1/18
Мітки: термічної, сплавів, спосіб, титанових, обробки, класу, мартенситного, двофазних
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартенситного класса, включающий отжиг в (a+b) -области, нагрев под закалку со скоростью 25—200 °C/c до температур в интервале на 50 °C ниже и на 150 °C выше температуры полиморфного превращения, закалку и старение, отличающийся тем, что, с целью повышения прочностных свойств и сокращения длительности обработки, старение производят при 650—700 °C с нагревом до этой температуры со...
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Мельнікова Наталія Олександрівна, Богуслаев Вячеслав Олександрович, Писаренко Георгій Степанович, Гліксон Ігор Леонідович, Петренко Петро Васильович, Банас Федір Павлович, Леонець Віктор Адамович, Лук'янов Валентин Семенович, Куліш Микола Полікарпович
МПК: C21D 8/00
Мітки: спосіб, сплавів, зміцнення, титанових, лопаток
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Попередній патент: Пристрій контролю стану різального інструменту
Наступний патент: Рухома шпалопідбивальна, підйомна та рихтувальна машина
Випадковий патент: Спосіб знезараження гною з подальшим отриманням з нього добрива