Спосіб обробки металів і сплавів
Номер патенту: 85938
Опубліковано: 10.03.2009
Автори: Коваленко Валентина Володимирівна, Бровкін Володимир Леонідович, Губинський Володимир Йосипович

Формула / Реферат
Спосіб обробки металів і сплавів у процесі безперервної гарячої прокатки з використанням міжклітьового однократного чи багаторазового охолоджування, який відрізняється тим, що однократне чи багаторазове міжклітьове охолодження металу або сплаву ведуть зі швидкостями охолодження вище критичних в області переохолодженої високотемпературної фази за умови вирівнювання температур по перерізу прокату в температурно-тимчасовому інтервалі інкубаційного періоду дифузійного перетворення від температури виділення надлишкової фази плюс 50 °С до наступної технологічної операції.
Текст
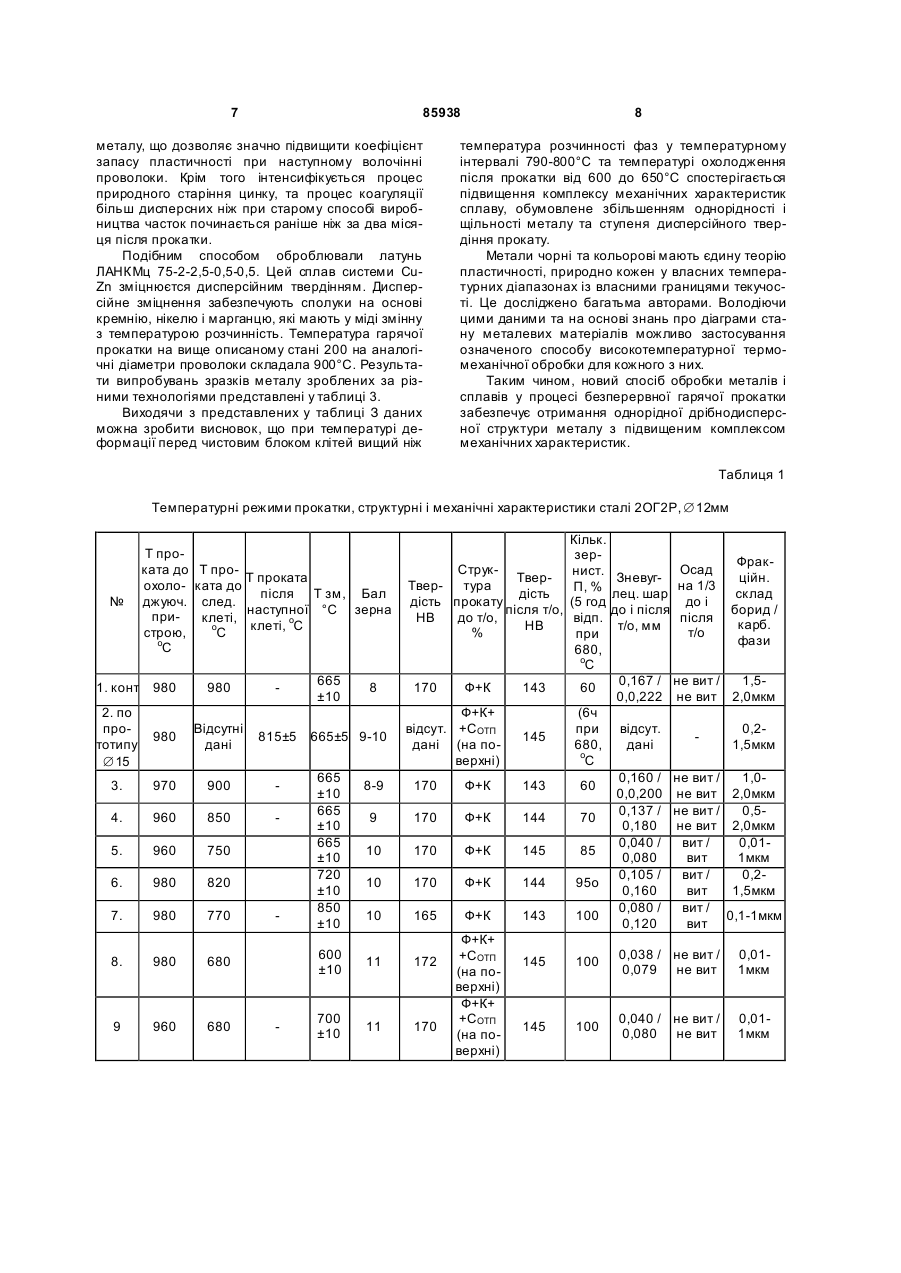
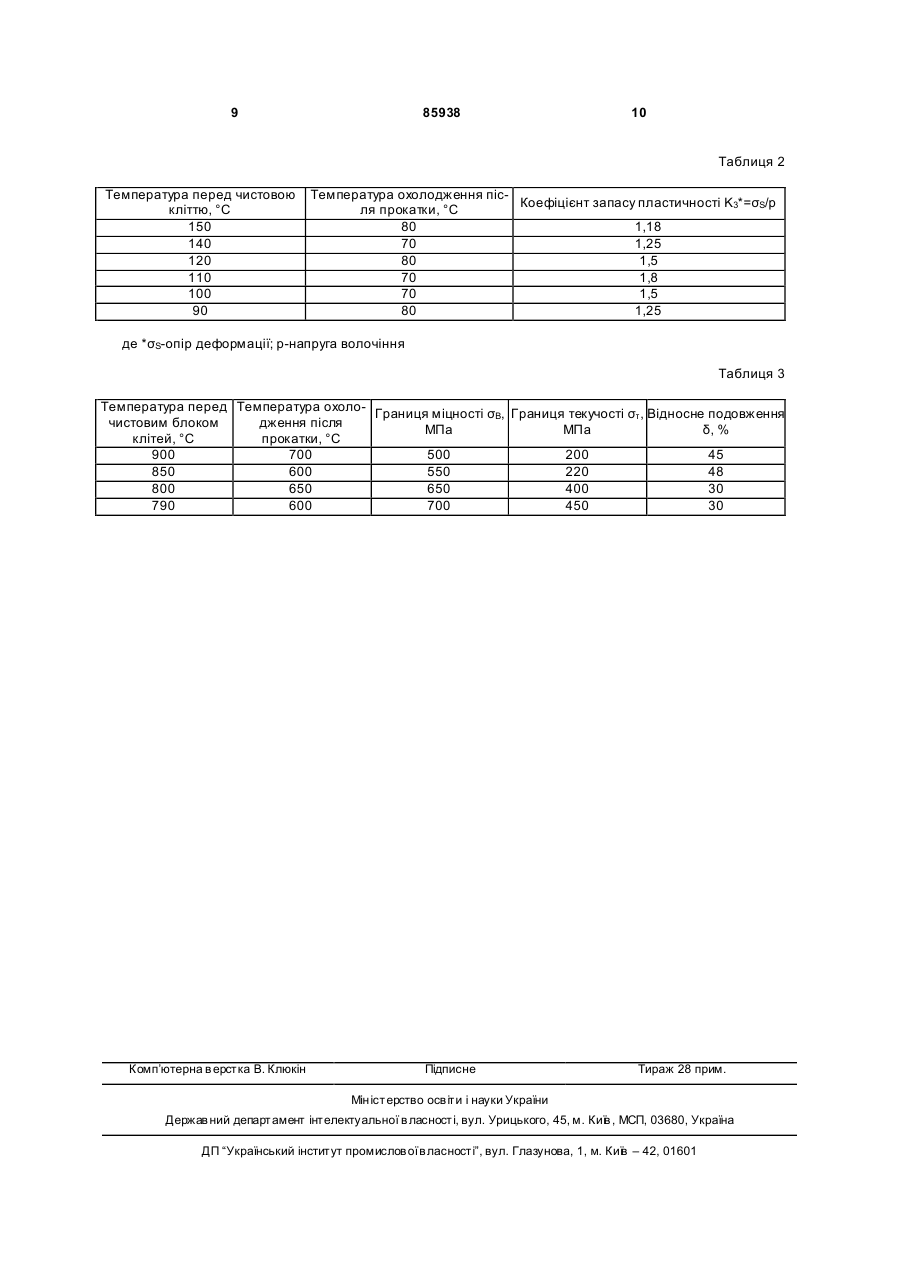
Спосіб обробки металів і сплавів у процесі безперервної гарячої прокатки з використанням міжклітьового однократного чи багаторазового охолоджування, який відрізняється тим, що однократне чи багаторазове міжклітьове охолодження металу або сплаву ведуть зі швидкостями охолодження вище критичних в області переохолодженої високотемпературної фази за умови вирівнювання температур по перерізу прокату в температурно-тимчасовому інтервалі інкубаційного періоду дифузійного перетворення від температури виділення надлишкової фази плюс 50°С до наступної те хнологічної операції. Винахід відноситься до прокатного виробництва металів, а також їхніх сплавів і може бути використай в цеха х гарячої прокатки, оснащених безперервними станами гарячої прокатки. Проблема підвищення структурної однорідності, з одночасною диспергацією структурних складових і зменшенням розмірів зерен, що сприяє збільшенню як пластичних, так і міцностних характеристик, є однією з основних у сучасному прокатному виробництві. Комплексне рішення цієї проблеми з одночасним впровадженням енергозберігаючої технології дозволяє підвищувати конкурентноздатність прокатної продукції. Відомий спосіб виготовлення прокату [SU 1071648 А, С21D8/00 з пріоритетом від 22.12.80], що включає нагрівання заготовки, прокатку з закінченням при температурі Аr3+(20-60)°С з сумарною деформацією в останніх пропусках 30-60%, прискорене охолодження й охолодження на повітрі, прискорене охолодження роблять зі швидкістю вище критичної, до 650-700°С. Регламентація температурно-деформаційних режимів прокатки у сполученні з післядеформаційним охолодженням зі швидкістю вище критичної, дозволяє створити в структурі дрібне зерно аустеніту з розвитою субструктурою і значним гальмуванням рекристалізаційних процесів. Це дозволяє усун ути необхідність мікролегування сталі сильними карбідонитридоутворюючими елементами з метою гальмування рекристалізаційних процесів і забезпечити високий комплекс механічних характеристик прокату з низьколегованих сталей. Однак, реалізація відомого способу при виробництві легованих сплавів призводить до підвищення внутрішніх напружень і мікрохімічних неоднорідностей, зниженню стабільності структури й утворенню макроструктурної неоднорідності по перетину прокату. Відомий спосіб обробки сталей (зміни фізичних властивостей сталей) шля хом деформації, у тому числі гарячої для обробки тиском заготовок і деталей тяжконавантажених конструкцій зі сталей [патент РФ: RU 2181776 С2 з пріоритетом від 2000.01.05, 7C21D8/00, C21D6/00, C21D1/02]. Технічним результатом такого винаходу є одержання дрібнозеренної, переважно субмікрокристалічної структури для різних класів сталей. Заготовку нагрівають до температури вище Ас 1 і проводять пластичну деформацію в температур (19) UA (11) 85938 (13) C2 (21) a200706966 (22) 21.06.2007 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) КОВАЛЕНКО ВАЛЕНТИН А ВОЛОДИМИРІВН А, UA, ГУБИНСЬКИЙ ВОЛОДИМИР ЙОСИПОВИЧ, UA, БРОВКІН ВОЛОДИМИР ЛЕОНІДОВИЧ, U A (73) КОВАЛЕНКО ВАЛЕНТИН А ВОЛОДИМИРІВН А, UA (56) SU 1152673 A1, 30.04.1985 SU 1421781 A1, 07.09.1988 SU 1786115 A1, 07.01.1993 SU 1788036 A1, 15.01.1993 UA 5308 C1, 28.12.1994 RU 2031963 C1, 27.03.1995 3 85938 ному інтервалі 1000-400°С за один чи кілька етапів з поетапним регламентованим зниженням температури до одержання кінцевого розміру зерен Dкp. При цьому для сталей, в яких у зазначеному температурному інтервалі відбуваються фазові перетворення чи виділення вторинних фаз, безпосередньо після кожного етапу деформації вище температури останнього фазового перетворення або температури виділення вторинних фаз проводять охолодження з регламентованою швидкістю, що запобігає перлітному перетворенню або гальмує виділення вторинних фаз. При створенні зазначеного винаходу експериментально встановлено, що одержати дрібнозеренну з переважно субмікрокристалічним і аж до нанокристалічного розмірами зерен структур у можна, використовуючи лише сукупний ефект від динамічної рекристалізації, фазових перетворень і регламентованого охолодження між етапами. Однак даний спосіб, спрямований на одержання критичного розміру зерна, не забезпечує структурної однорідності металу, який деформується на станах безперервної прокатки тому, що при деформації в температурному інтервалі 1000-400°С за один чи кілька етапів метал перетерплює фазові перетворення, а температурний градієнт усередині області виділення надлишкових фаз значно впливає на співвідношення структурних складових і сприяє утворенню неоднорідної макро- та мікроструктури по перетину металу. Найбільш близьким по технічній сутності до пропонованого є спосіб виготовлення прокату з низьколегованих сталей з мікродобавками сильних карбідо- і нитридоутворюючих елементів (наприклад сталь 20Г2Р, (0 15мм), що включає нагрівання заготовки, прокатку з міждеформаційним підігрівом металу в печі-термостаті, а також між- і післядеформаційне прискорене охолодження в пристроях із суцільним потоком води. Швидкість прокатки складала 16м/с. [Освоение оборудования для ускоренного охлаждения проката в потоке стана 350/ Вакула Л.А., Лехтман А.А., Попов А.С., Митрофанов Д.Л., Евсеев С.Л. // Сталь №7.-2002.С. 65-67]. Запропонований авторами температурний режим прокатки з прискореним міжкліттьовим охолодженням дозволив після термічної обробки (т/о) по режиму високого відпуску при 680°С з витримкою 6 годин одержати структуру зернистого перліту (100%) із твердістю 145 НВ. Однак, мікроструктурні дослідження показали, що реалізований режим, який гальмує ріст аустенітних зерен, не забезпечує однорідності структури по перетину прокату (ферито-карбідна суміш або зернистий перліт (Ф+К) у центральній зоні профіля та сорбіт отпуску у поверхневих шарах (Сотп)). Мета винаходу - підвищення структурної однорідності, зменшення розмірів зерен І дисперсності структурних складових, створення в ході деформації розвитої субзеренної структури і, як наслідок, підвищення комплексу механічних (міцностних і пластичних) і технологічних характеристик прокату, шля хом упровадження енерго-, ресурсосберегаючої технології. За ра хунок можливості одержання однорідної, дрібнозернистої стр уктури металу наприкінці прокатки необхід 4 но коректувати температуру післядеформаційного охолодження убік її підвищення, що забезпечує одержання більш стабільної структури прокатаного металу. Поставлена мета досягається тим, що спосіб обробки металів і сплавів у процесі безперервної гарячої прокатки з використанням міжкліттьового підстужування відрізняється тим, що однократне чи багаторазове міжкліттьове охолодження металу ведуть зі швидкостями охолодження вище критичних в області переохолодженої високотемпературної фази за умови вирівнювання температур по перетину прокату в температурно-кінетичному інтервалі інкубаційного періоду дифузійного перетворення від температури виділення надлишкової фази плюс 50°С до наступної технологічної операції. Охолодження зі швидкістю, вище критичної, необхідно для запобігання початку розпаду аустеніту, чи іншої високотемпературної фази. Температурний інтервал над критичною температурою у 50°С потрібен для обраховування інерційності процесів теплообміну в деформованому металі. Нагрів металу (мається на увазі середня температура по перетину в результаті вирівнювання температур після міжкліттьового підстужування) вище ніж означений інтервал у 50°С над критичною температурою виділення надлишкових фаз не забезпечує прокату необхідних структурних і механічних характеристик. Можливість варіювання температурними режимами деформації в сполученні з регламентацією температури післядеформаційного охолодження за умови підтримки швидкості охолодження вище критичної, дозволяє забезпечити однорідність мікро- і макроструктури, диспергувати структурні складові, зменшити розмір зерен, сприяти утворенню розвитої субструктури, гальмуванню рекристалізаційних процесів, зменшенню зневуглецьованого шару. Приклад Вихідна заготовка - квадрат 100x100мм з низьколегованої сталі 20Г2Р, що містить, % (мас): 0,21 вуглецю, 0,8 марганцю, 0,23 кремнію, 0,018 фосфору, 0,018 сірки, 0,16 хрому, 0,14 нікелю, 0,17 міді, 0,02 молібдену, 0,05 титану, 0,04 алюмінію, 0,002 бору і 0,009 азоту. Вихідна мікроструктура зерна фериту і колонії перліту розміром 30мкм. Критичні температури для даної марки сталі А1730°С, А3- 730 °С, Мн - 410°С. Структурні зміни в металі в процесі деформації підвищують вказані критичні температури у залежності від параметрів прокатки (швидкості, ступеню деформації та ін.) Необхідно відмітити, що швидкість прокатки на ділянці з міжкліттьовим охоложденням металу змінювалася в інтервалі від 3 до 4м/с, що і обумовило змінення критичних температур прокатного металу у процесі експерименту. Заготовку нагрівали у газовій печі ПШП до температури 1040-1130°С та витримували до утворення структури однорідного твердого розчину аустеніту. Потім нагріту заготовку прокатують на стані 250 до діаметру прутка 12мм із сумарним обтисненням 90%. У таблиці наведено механічні властивості і структурні характеристики сталі 20Г2Р, яка використовується для висадження, у 5 85938 залежності від температури прокатки й умов післядеформаційного охолодження. Здавальними характеристиками сталі є необхідні структурні характеристики (80% зернистого перліту після високого відпуска) за умови витримування операції осаду на 1/3. У якості додаткових структурних характеристик використані: макроструктурні характеристики, розмір зерна, величина зневуглецьованого шару і розмір карбонітридів бору. Як випливає з наведених даних, завершення прокатки при високих температурах з наступним прискореним охолодженням до 650°С веде до відносно низького рівня твердості (зразок №1 контрольний) у порівнянні з прикладом використання міждеформаційного охолодження (зразок №2 прототип), однак температурні умови деформації прототипу не забезпечують одержання однорідної структури по перетину зразка. Незначне зниження температури прокатки при міжкліттьовому охолодженні (зразок №3) не забезпечує необхідного рівня міцностних, технологічних і структурних характеристик прокату. Зменшення температури міжкліттьового підстужування при прокатці зразка №4 до 850°С (максимальної температури інтервалу від початку виділення надлишкової фази (фериту) при безперервному охолодженні плюс 50°С) сприяє збільшенню кількості зернистого перліту в структурі відпаленої сталі й успішному витримуванню осаду на 1/3 термообробленого зразка. В інтервалі температур міжкліттьового підстужування від 850 до 750°С за умови вирівнювання температур по перетину прокату в інкубаційному періоді дифузійного перетворення аустеніту до операції деформації, при температурах змотування [655-850]°С в структурі сталі спостерігається зменшення у 2 рази середніх розмірів зерен від 19,6 до 9,9мкм ( від 8 до 10 бала), а також у 2 рази зменшення розмірів перлітних колоній. У такий спосіб підвищується дисперсність і однорідність структури. За рахунок варіювання температури змотування можливе одержання зразків сталі різної твердості (для розглянутого інтервалу твердість змінюється від 143 до 145 НВ). Підвищення температури змотування забезпечує зниження твердості деформованого металу і підвищення стабільності структури, дозволяє підготувати структуру до наступної операції термічної обробки. Термічна обробка металу при температурі 680°С у плині 5 годин забезпечує утворення в структурі від 70 до 100% зернистого перліту. Пластинчастий перліт у стр уктурі сталі має округлі краї і не викликає крихкості в результаті чого успішно виконується операція осадки на 1/3 як після, так і до термічної обробки. Зниження температури металу, що піддається прокатці, у результаті міжкліттьового підстужування забезпечує формування в структурі сталі 20Г2Р більш дисперсних, ефективно гальмуючих рекристалізаційні процеси карбонітридів бору з розмірами від 0,5-2,0 до 0,01-1,0мкм . Ефект міжкліттьового підстужування виявляється також у зменшенні зневуглецьованого шару металу, що піддається прокатці, навіть для низьковуглецевої сталі 20Г2Р. Так, наприклад, у ре 6 зультаті міжкліттьового підстужування по зазначеному режиму розмір зневуглецьованого шару зменшується: до термообробки - від 160мкм (контрольний зразок № 1) до [40-137]мкм (зразки № 47); після термообробки - від 200мкм (контрольний зразок №1) до [80-180]мкм (зразки № 4-7). Найкращі необхідні результати досліджень структурних характеристик і механічних властивостей отримано на зразках №5-7 за умови міжкліттьового підстужування з вирівнюванням температур по перетину металу від 750 до 820°С, що відповідає інтервалу температур у 50°С над критичною температурою виділення надлишкових фаз з високотемпературної фази. Тут необхідно обраховува ти підвищення критичних температур у процесі безперервної пластичної деформації металу. Так, наприклад, підвищення верхнього температурного інтервалу до 820°С обумовлено підвищенням швидкості деформування металу. В структурі зразків №8-9 спостерігається макроструктурна неоднорідність та відповідно цими зразками не витримується операція осаду на 1/3. У зразків №3-4 через недостатнє міжкліттьове охолодження металу структура перліту складається з крупних колоній та відповідно зернистий перліт, що утворюється після термічної обробки, має грубішу будову та недостатньо округлені края пластин цементиту. Це, у свою чергу, сприяє крихкості металу при виконанні операції осаду на 1/3. Пропонована технологія може з успіхом застосовува тися у виробництві чистих металів, наприклад при гарячому деформуванні цинкової проволоки діаметром 7,2мм на безперервному стані 200 цинкової проволоки. Діаметр заготовки, що отримана методом лиття сумісного з прокаткою дорівнює 110мм. Маса бухт 200кг. Литу заготовку з допомогою з'ємника виводять з кристалізатора та задають у безперервний стан 200 гарячої прокатки скрізь петле утворювач, що компенсує різні швидкості кручення кристалізатора та швидкості прокатки. Прокатку здійснюють за три проходи у ящичному, шестикутовому і круглому калібрах. Специфічність такої калібровки для отримання круглої цинкової катанки пояснюється нерівномірністю розподілення фізичних властивостей цинку у різних кристалографічних напрямках - його анізотропією. Цинк має гексагональну кристалічну решітку та його пластична деформація здійснюється ковзанням по меншому (у порівнянні з більшістю металів, які мають кубічну кристалічну решітку) числу площин ковзання, що робить пластичну течію цинку неоднорідним (анізотропним). Виходячи з цього для цинку вкрай необхідно створення більш однорідної схеми деформації у калібрах за рахунок циклічної зміни температури у процесі безперервної гарячої прокатки. Температура заготовки перед прокаткою складала 150°С. Форсунку ' встановлювали перед чистовим блоком клітей. Результати досліджень представлено у таблиці 2. Таким чином, оптимальною температурою підстужування є температурний інтервал від 100 до 120°С. За рахунок впровадження даної технологій підвищується щільність та структурна однорідність 7 85938 металу, що дозволяє значно підвищити коефіцієнт запасу пластичності при наступному волочінні проволоки. Крім того інтенсифікується процес природного старіння цинку, та процес коагуляції більш дисперсних ніж при старому способі виробництва часток починається раніше ніж за два місяця після прокатки. Подібним способом оброблювали латунь ЛАНКМц 75-2-2,5-0,5-0,5. Цей сплав системи CuZn зміцнюєтся дисперсійним твердінням. Дисперсійне зміцнення забезпечують сполуки на основі кремнію, нікелю і марганцю, які мають у міді змінну з температурою розчинність. Температура гарячої прокатки на вище описаному стані 200 на аналогічні діаметри проволоки складала 900°С. Результати випробувань зразків металу зроблених за різними технологіями представлені у таблиці 3. Виходячи з представлених у таблиці З даних можна зробити висновок, що при температурі деформації перед чистовим блоком клітей вищий ніж 8 температура розчинності фаз у температурному інтервалі 790-800°С та температурі охолодження після прокатки від 600 до 650°С спостерігається підвищення комплексу механічних характеристик сплаву, обумовлене збільшенням однорідності і щільності металу та ступеня дисперсійного твердіння прокату. Метали чорні та кольорові мають єдину теорію пластичності, природно кожен у власних температурних діапазонах із власними границями текучості. Це досліджено багатьма авторами. Володіючи цими даними та на основі знань про діаграми стану металевих матеріалів можливо застосування означеного способу високотемпературної термомеханічної обробки для кожного з них. Таким чином, новий спосіб обробки металів і сплавів у процесі безперервної гарячої прокатки забезпечує отримання однорідної дрібнодисперсної структури металу з підвищеним комплексом механічних характеристик. Таблиця 1 Температурні режими прокатки, структурні і механічні характеристики сталі 2ОГ2Р, Æ12мм № Т проката до охолоджуюч. пристрою, о С 1. конт 980 2. по прототипу Æ15 Т проТ проката ката до після Т зм, Бал след. наступної °С зерна клеті, о клеті, оС С 980 980 Відсутні дані 815±5 3. 970 900 4. 960 850 5. 960 750 6. 980 820 7. 980 770 8. 980 680 9 960 680 665 ±10 8 665±5 9-10 665 ±10 665 ±10 665 ±10 720 ±10 850 ±10 Кільк. зерСтрукнист. ТверТвертура П, % дість дість прокату (5 год після т/о, НВ до т/о, відп. НВ % при 680, о С 170 Ф+К Ф+К+ відсут. +СОТП дані (на поверхні) 143 60 145 (6ч при 680, о С Осад Зневугна 1/3 лец. шар до і до і після після т/о, мм т/о Фракційн. склад борид / карб. фази 0,167 / не вит / 1,50,0,222 не вит 2,0мкм відсут. дані 0,21,5мкм 0,160 / не вит / 1,00,0,200 не вит 2,0мкм 0,137 / не вит / 0,50,180 не вит 2,0мкм 0,040 / вит / 0,010,080 вит 1мкм 0,105 / вит / 0,20,160 вит 1,5мкм 0,080 / вит / 0,1-1мкм 0,120 вит 170 Ф+К 143 60 9 170 Ф+К 144 70 10 170 Ф+К 145 85 10 170 Ф+К 144 95о 10 165 Ф+К 143 100 600 ±10 8-9 11 172 145 100 0,038 / не вит / 0,079 не вит 0,011мкм 700 ±10 11 170 145 100 0,040 / не вит / 0,080 не вит 0,011мкм Ф+К+ +СОТП (на поверхні) Ф+К+ +СОТП (на поверхні) 9 85938 10 Таблиця 2 Температура перед чистовою кліттю, °С 150 140 120 110 100 90 Температура охолодження пісКоефіцієнт запасу пластичності Κ3*=σS/р ля прокатки, °С 80 1,18 70 1,25 80 1,5 70 1,8 70 1,5 80 1,25 де *σS-опір деформації; р-напруга волочіння Таблиця 3 Температура перед Температура охоло- Границя міцності σ , Границя текучості σ , Відносне подовження Β τ чистовим блоком дження після МПа МПа δ, % клітей, °С прокатки, °С 900 700 500 200 45 850 600 550 220 48 800 650 650 400 30 790 600 700 450 30 Комп’ютерна в ерстка В. Клюкін Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of metals and alloys
Автори англійськоюKovalenko Valentyna Volodymyrivna, Hubynskyi Volodymyr Yosypovych, Brovkin Volodymyr Leonidovych
Назва патенту російськоюСпособ обработки металлов и сплавов
Автори російськоюКоваленко Валентина Владимировна, Губинский Владимир Иосифович, Бровкин Владимир Леонидович
МПК / Мітки
МПК: B21B 37/74, C21D 8/00, B21B 1/26, C22F 1/00
Мітки: обробки, сплавів, металів, спосіб
Код посилання
<a href="https://ua.patents.su/5-85938-sposib-obrobki-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металів і сплавів</a>
Спосіб хіміко-термічної обробки деталей із металів та сплавів
Номер патенту: 45841
Опубліковано: 15.04.2004
Автори: Проскуріна Людмила Володимирівна, Тимофеєва Лариса Андріївна, Федченко Ірина Іванівна, Тимофеєв Сергій Сергійович
Мітки: сплавів, спосіб, обробки, деталей, хіміко-термічної, металів
Формула / Реферат:
Спосіб хіміко-термічної обробки деталей із металів та сплавів, який включає обробку деталей в парогазовому середовищі з наступним охолодженням до кімнатної температури на повітрі, який відрізняється тим, що обробку проводять перегрітою парою 5 - 8 % водного розчину алюмохромфосфатного зв’язуючого при температурі 600 ± 20оС протягом 30 - 60 хвилин, а охолодження проводять до температури 200оC в контейнері, а потім на повітрі.
Спосіб попередньої обробки оборотних відходів кольорових металів та/або їх сплавів
Номер патенту: 11526
Опубліковано: 15.12.2005
Автори: Шпаковскій Вадім, Клюєв Андрій Петрович, Клюєв Сергій Петрович
МПК: C22B 9/00
Мітки: сплавів, металів, спосіб, кольорових, попередньо, відходів, оборотних, обробки
Формула / Реферат:
1. Спосіб попередньої обробки оборотних відходів кольорових металів та/або їх сплавів, який полягає в тому, що на виході з технологічних ліній оборотні відходи збирають у короби та транспортують для складування на накопичувальних майданчиках, який відрізняється тим, що оборотні відходи пакетують та/або розрізують, збирають до окремих коробів у залежності від марки металів та/або їх сплавів, на короби наносять маркери, що відповідають їх...
Спосіб механіко-хіміко-термічної обробки металів та сплавів
Номер патенту: 5104
Опубліковано: 28.12.1994
Автори: Ворона Сергій Петрович, Докторович Едуард Леонідович, Фальченко Віталій Митрофанович, Тишкевич Віктор Михайлович, Мазанко Володимир Федорович
МПК: C23C 8/08
Мітки: металів, обробки, сплавів, механіко-хіміко-термічної, спосіб
Формула / Реферат:
Способ механико-химико-термической обработки металлов и сплавов, включающий насыщение элементом покрытия, нагрев и импульсную деформацию поверхностного слоя, отличающийся тем, что, с целью повышения износостойкости и коррозионной стойкости, насыщение и импульсную деформацию повторяют многократно с энергией импульса 103-107 Дж/м2, причем плотность энергии импульса на первой стадии деформации составляет 107-1011Вт/м и возрастает...
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович, Мельничук Георгій Михайлович, ЛУПАН Аркадій Пилипович
МПК: B23K 9/16
Мітки: середовищі, зварювання, металів, сплавів, спосіб, захисних, газів
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Спосіб дюгрос рафінування тугоплавких металів і сплавів
Номер патенту: 14792
Опубліковано: 18.02.1997
Автори: Сміян Олег Дмитрович, Горбатюк Роман Михайлович, Дзядикевич Юрій Володимирович
МПК: C22F 1/18
Мітки: спосіб, сплавів, дюгрос, тугоплавких, металів, рафінування
Формула / Реферат:
1. Спосіб рафінування тугоплавких металів і сплавів шляхом відпалу в порошковій суміші, який відрізняється тим, що рафінування провадять у вакуумі не гірше за 10 Па (10 мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).2....
Попередній патент: Макроліди
Наступний патент: Спосіб вибіркового ацетилювання b-гідроксигруп антрахінонового кільця при наявності в молекулі a-гідроксигруп
Випадковий патент: Стенд для одночасного випробування двох електроприводів