Спосіб прокатки слябів
Номер патенту: 75671
Опубліковано: 15.05.2006
Автори: Зеленський Віктор Євгенович, Мангуш Валентин Георгійович, Пасько Іван Олександрович, Шамлі Георгій Іванович, Рапін Аркадій Олександрович, Васекін Андрій Валерійович, Дригін Олександр Іванович, Бойко Володимир Семенович, Омельяненко Микола Іванович, Романенко Максим Володимирович, Карнаушенко Ніл Андрійович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович
Формула / Реферат
Спосіб прокатки слябів на обтискних станах, який включає обтиск по товщині і ширині зливка у декількох проходах з гарантованим обтиском по ширині в останньому проході робочої кліті стана, який відрізняється тим, що в останньому проході зливок подають донною частиною в вертикальні валки робочої кліті слябінга.
Текст
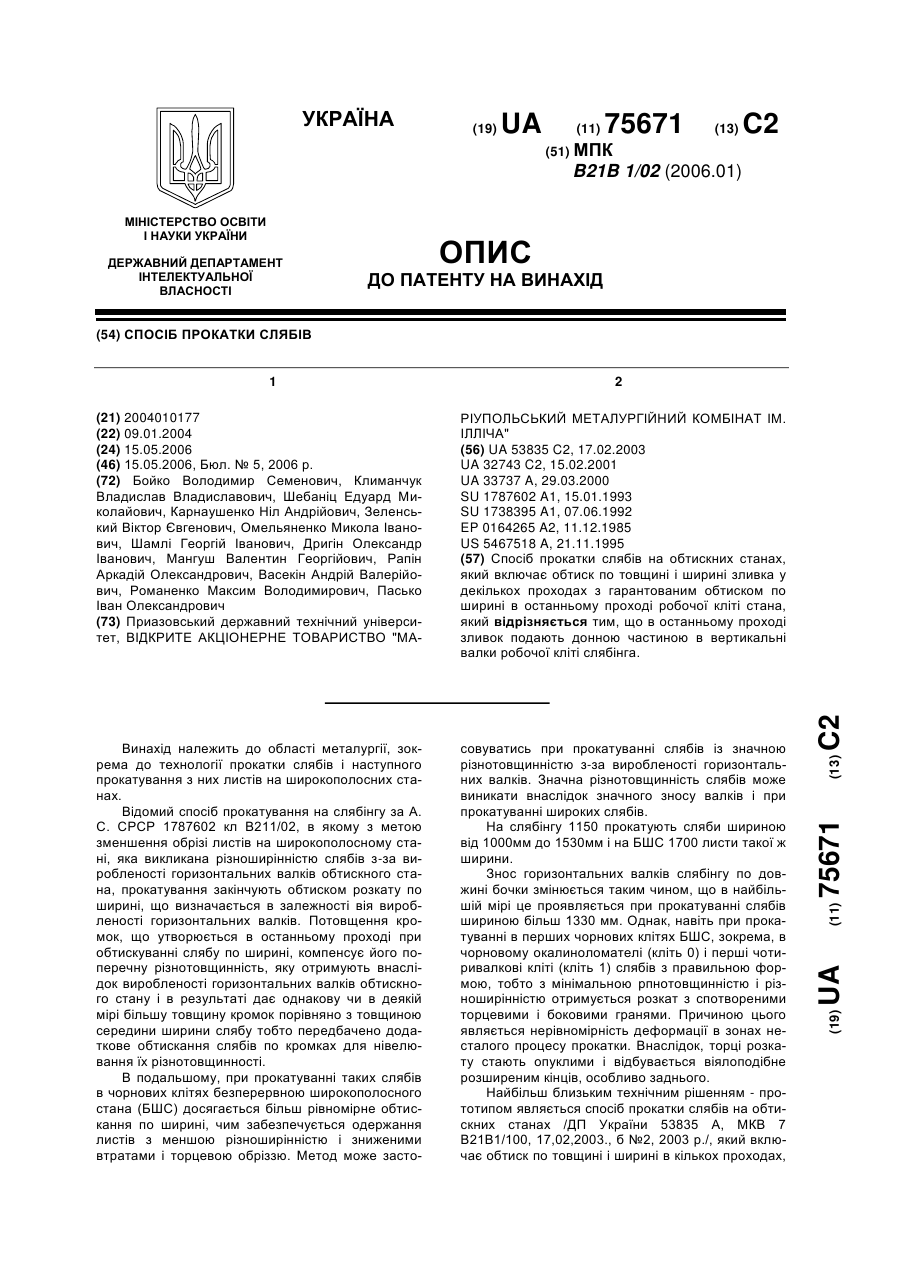
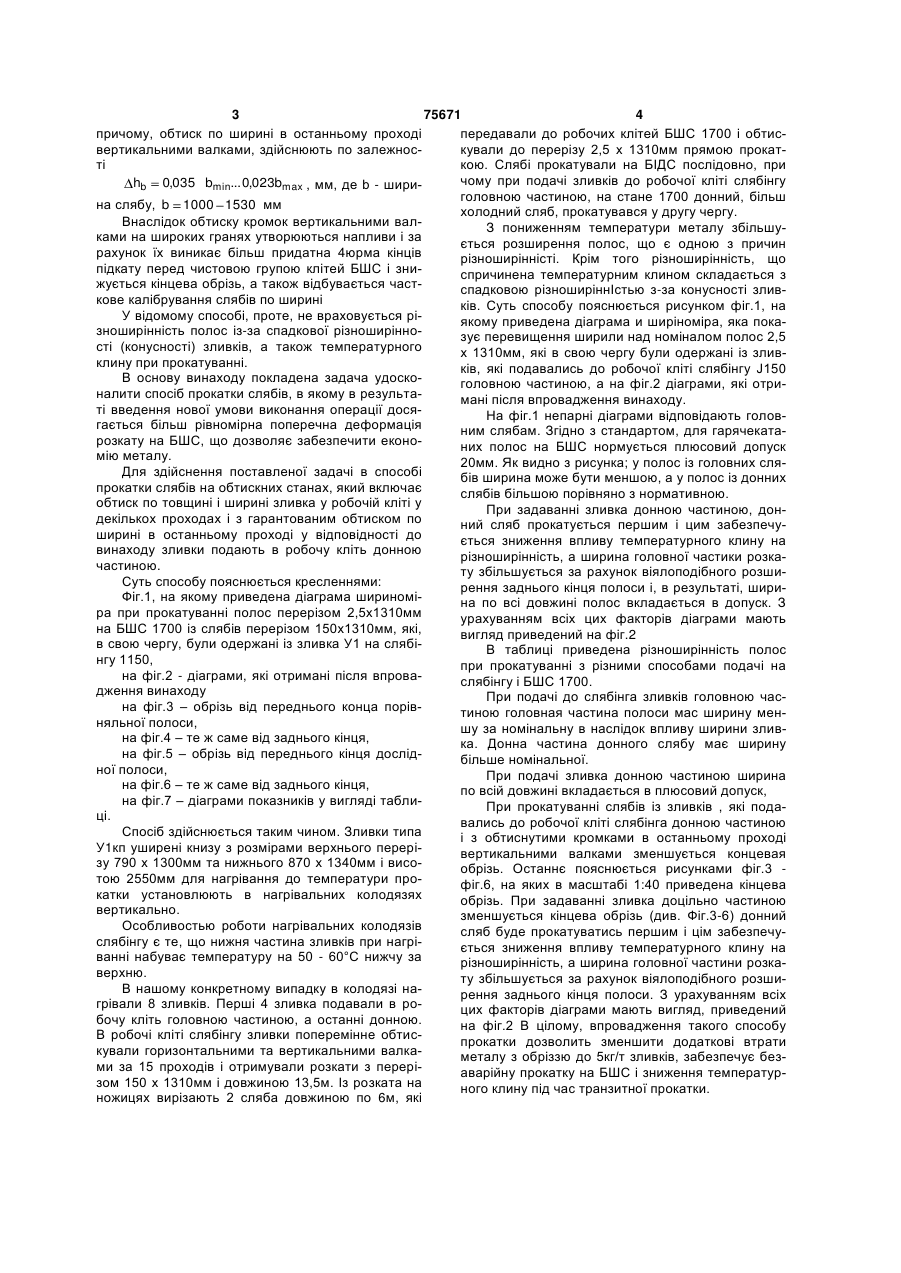
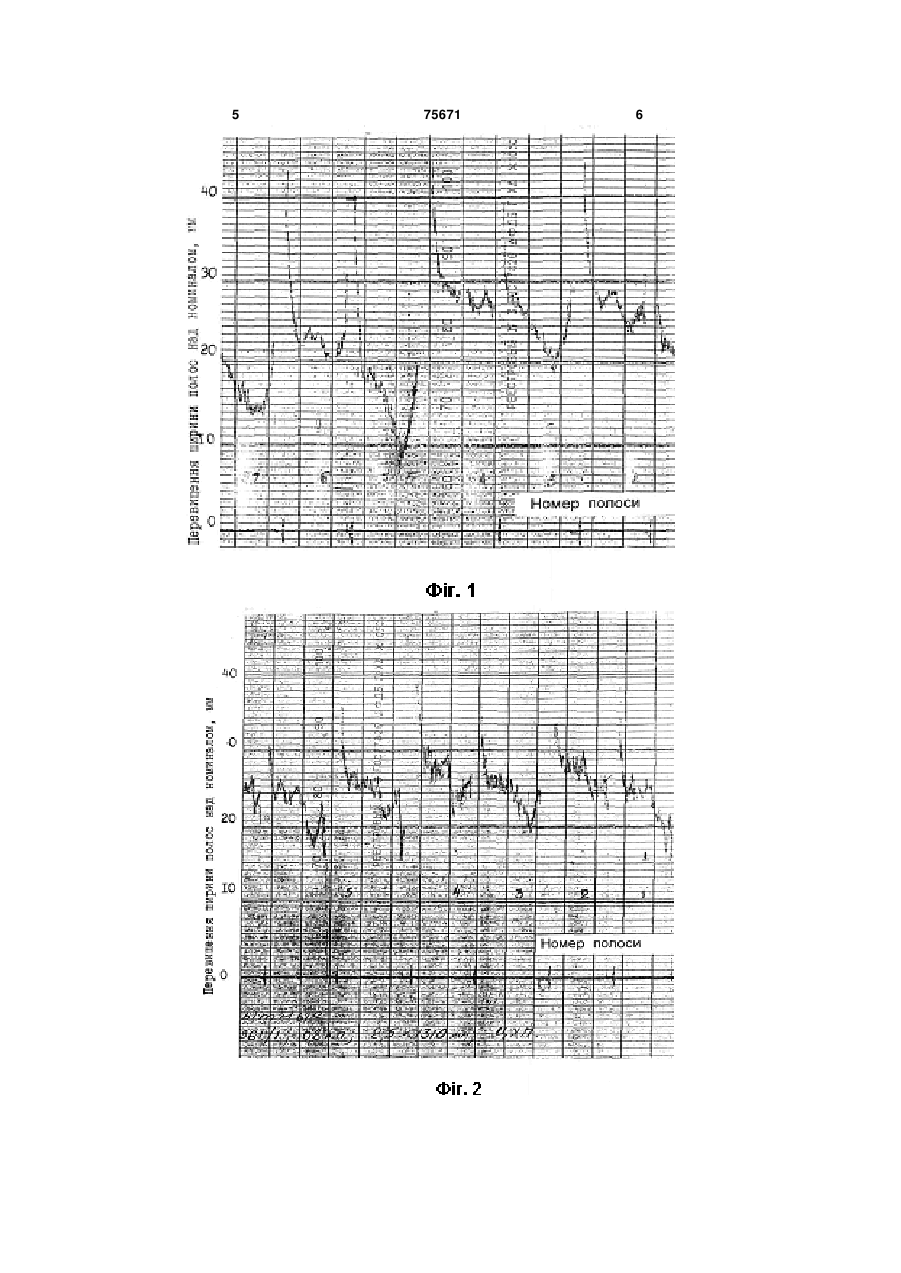
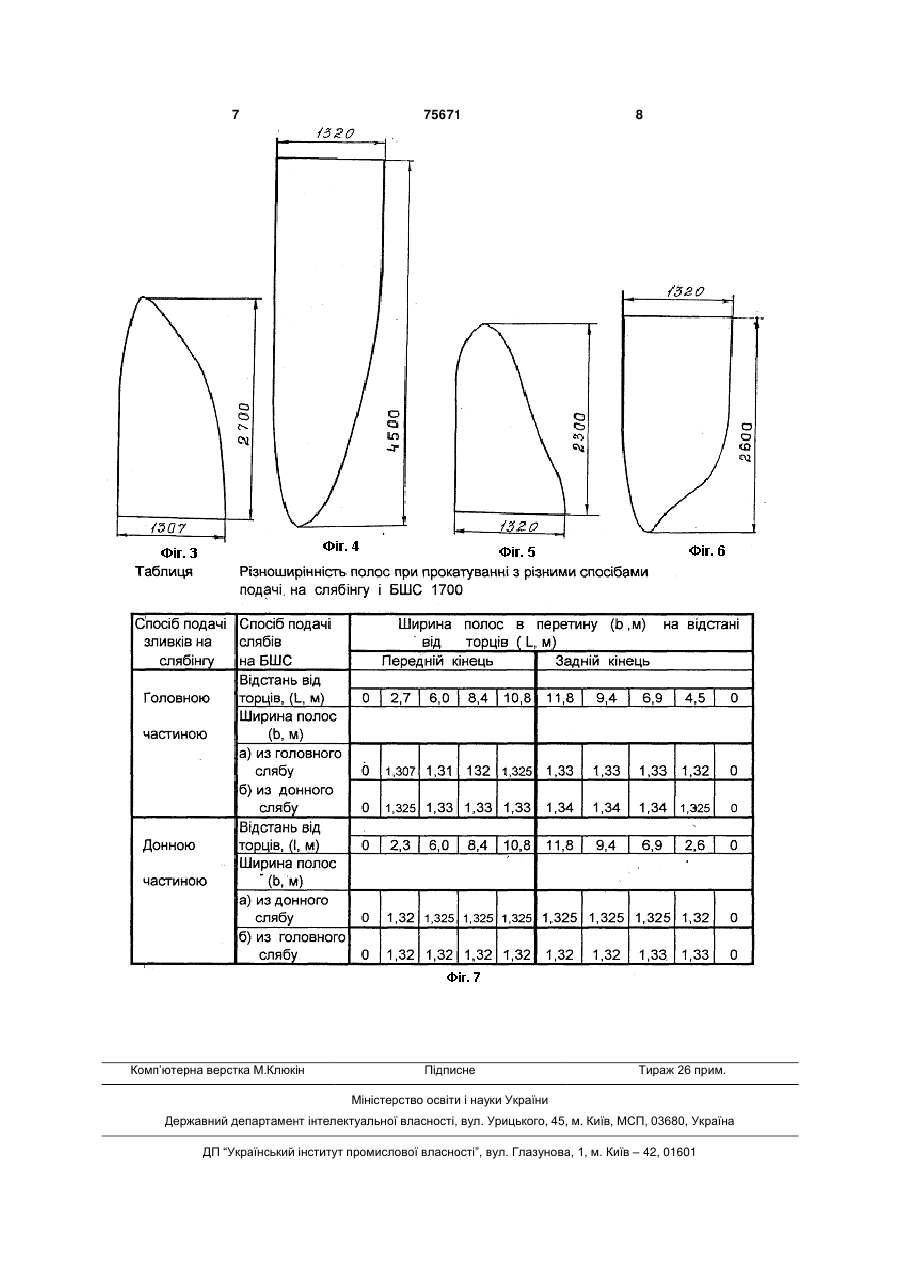
Спосіб прокатки слябів на обтискних станах, який включає обтиск по товщині і ширині зливка у декількох проходах з гарантованим обтиском по ширині в останньому проході робочої кліті стана, який відрізняється тим, що в останньому проході зливок подають донною частиною в вертикальні валки робочої кліті слябінга. (19) (21) 2004010177 (22) 09.01.2004 (24) 15.05.2006 (46) 15.05.2006, Бюл. № 5, 2006 р. (72) Бойко Володимир Семенович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Зеленський Віктор Євгенович, Омельяненко Микола Іванович, Шамлі Георгій Іванович, Дригін Олександр Іванович, Мангуш Валентин Георгійович, Рапін Аркадій Олександрович, Васекін Андрій Валерійович, Романенко Максим Володимирович, Пасько Іван Олександрович (73) Приазовський державний технічний університет, ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МА 3 75671 4 причому, обтиск по ширині в останньому проході передавали до робочих клітей БШС 1700 і обтисвертикальними валками, здійснюють по залежноскували до перерізу 2,5 х 1310мм прямою прокатті кою. Слябі прокатували на БІДС послідовно, при чому при подачі зливків до робочої кліті слябінгу hb 0,035 bmin... 0,023bmax , мм, де b - шириголовною частиною, на стане 1700 донний, більш на слябу, b 1000 1530 мм холодний сляб, прокатувався у другу чергу. Внаслідок обтиску кромок вертикальними валЗ пониженням температури металу збільшуками на широких гранях утворюються напливи і за ється розширення полос, що є одною з причин рахунок їх виникає більш придатна 4юрма кінців різноширінністі. Крім того різноширінність, що підкату перед чистовою групою клітей БШС і зниспричинена температурним клином складається з жується кінцева обрізь, а також відбувається частспадковою різноширіннІстью з-за конусності зливкове калібрування слябів по ширині ків. Суть способу пояснюється рисунком фіг.1, на У відомому способі, проте, не враховується ріякому приведена діаграма и ширіноміра, яка показноширінність полос із-за спадкової різноширіннозує перевищення ширили над номіналом полос 2,5 сті (конусності) зливків, а також температурного х 1310мм, які в свою чергу були одержані із зливклину при прокатуванні. ків, які подавались до робочої кліті слябінгу J150 В основу винаходу покладена задача удоскоголовною частиною, а на фіг.2 діаграми, які отриналити спосіб прокатки слябів, в якому в результамані після впровадження винаходу. ті введення нової умови виконання операції досяНа фіг.1 непарні діаграми відповідають головгається більш рівномірна поперечна деформація ним слябам. Згідно з стандартом, для гарячекатарозкату на БШС, що дозволяє забезпечити екононих полос на БШС нормується плюсовий допуск мію металу. 20мм. Як видно з рисунка; у полос із головних сляДля здійснення поставленої задачі в способі бів ширина може бути меншою, а у полос із донних прокатки слябів на обтискних станах, який включає слябів більшою порівняно з нормативною. обтиск по товщині і ширині зливка у робочій кліті у При задаванні зливка донною частиною, дондекількох проходах і з гарантованим обтиском по ний сляб прокатується першим і цим забезпечуширині в останньому проході у відповідності до ється зниження впливу температурного клину на винаходу зливки подають в робочу кліть донною різноширінність, а ширина головної частики розкачастиною. ту збільшується за рахунок віялоподібного розшиСуть способу пояснюється кресленнями: рення заднього кінця полоси і, в результаті, шириФіг.1, на якому приведена діаграма шириноміна по всі довжині полос вкладається в допуск. З ра при прокатуванні полос перерізом 2,5х1310мм урахуванням всіх цих факторів діаграми мають на БШС 1700 із слябів перерізом 150х1310мм, які, вигляд приведений на фіг.2 в свою чергу, були одержані із зливка У1 на слябіВ таблиці приведена різноширінність полос нгу 1150, при прокатуванні з різними способами подачі на на фіг.2 - діаграми, які отримані після впроваслябінгу і БШС 1700. дження винаходу При подачі до слябінга зливків головною часна фіг.3 – обрізь від переднього конца порівтиною головная частина полоси мас ширину менняльної полоси, шу за номінальну в наслідок впливу ширини зливна фіг.4 – те ж саме від заднього кінця, ка. Донна частина донного слябу має ширину на фіг.5 – обрізь від переднього кінця дослідбільше номінальної. ної полоси, При подачі зливка донною частиною ширина на фіг.6 – те ж саме від заднього кінця, по всій довжині вкладається в плюсовий допуск, на фіг.7 – діаграми показників у вигляді таблиПри прокатуванні слябів із зливків , які подаці. вались до робочої кліті слябінга донною частиною Спосіб здійснюється таким чином. Зливки типа і з обтиснутими кромками в останньому проході У1кп уширені книзу з розмірами верхнього перерівертикальними валками зменшується концевая зу 790 х 1300мм та нижнього 870 х 1340мм і висообрізь. Останнє пояснюється рисунками фіг.3 тою 2550мм для нагрівання до температури профіг.6, на яких в масштабі 1:40 приведена кінцева катки установлюють в нагрівальних колодязях обрізь. При задаванні зливка доцільно частиною вертикально. зменшується кінцева обрізь (див. Фіг.3-6) донний Особливостью роботи нагрівальних колодязів сляб буде прокатуватись першим і цім забезпечуслябінгу є те, що нижня частина зливків при нагріється зниження впливу температурного клину на ванні набуває температуру на 50 - 60°С нижчу за різноширінність, а ширина головної частини розкаверхню. ту збільшується за рахунок віялоподібного розшиВ нашому конкретному випадку в колодязі нарення заднього кінця полоси. З урахуванням всіх грівали 8 зливків. Перші 4 зливка подавали в роцих факторів діаграми мають вигляд, приведений бочу кліть головною частиною, а останні донною. на фіг.2 В цілому, впровадження такого способу В робочі кліті слябінгу зливки поперемінне обтиспрокатки дозволить зменшити додаткові втрати кували горизонтальними та вертикальними валкаметалу з обріззю до 5кг/т зливків, забезпечує безми за 15 проходів і отримували розкати з переріаварійну прокатку на БШС і зниження температурзом 150 х 1310мм і довжиною 13,5м. Із розката на ного клину під час транзитної прокатки. ножицях вирізають 2 сляба довжиною по 6м, які 5 75671 6 7 Комп’ютерна верстка М.Клюкін 75671 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling slabs
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Shebanits Eduard Mykolaiovych, Zelenskyi Viktor Yevhenovych, Omelianenko Mykola Ivanovych, Dryhin Oleksandr Ivanovych, Vasekin Andrii Valeriiovych, Pasko Ivan Oleksandrovych
Назва патенту російськоюСпособ прокатки слябов
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Зеленский Виктор Евгеньевич, Омельяненко Николай Иванович, Дрыгин Александр Иванович, Васекин Андрей Валерьевич, Пасько Иван Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: слябів, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/4-75671-sposib-prokatki-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки слябів</a>
Спосіб прокатки слябів
Номер патенту: 63543
Опубліковано: 15.01.2004
Автори: Климанчук Владислав Владиславович, Зеленський Віктор Євгенович, Карнаушенко Ніл Андрійович, Омельяненко Микола Іванович, Бойко Володимир Семенович, Дригін Олександр Іванович, Мангуш Валентин Георгійович, Рапін Аркадій Олександрович, Шебаніц Едуард Миколайович
МПК: B21B 1/02
Мітки: спосіб, слябів, прокатки
Формула / Реферат:
Спосіб прокатки слябів, що включає подачу зливка у валки реверсивного стана визначеною частиною, наприклад донною, з наступним його обтиском у низці послідовних пропусків, при цьому у пластових пропусках додатково здійснюють калібрувальний пропуск, встановлюючи розхил валків з урахуванням виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кінцем, здійснюють без обтискання, який...
Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Налча Георгій Іванович, Васекін Андрій Валерійович, Кліменко Владислав Антонович, Омельяненко Микола Іванович, Шебаніц Едуард Миколайович, Грекова Наталія Нілівна, Карнаушенко Ніл Андрійович, Бойко Володимир Семенович
МПК: B21B 1/02
Мітки: прокатки, слябів, спосіб
Формула / Реферат:
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після...
Спосіб прокатки слябів
Номер патенту: 53835
Опубліковано: 16.08.2004
Автори: Дригін Олександр Іванович, Карнаушенко Ніл Андрійович, Пасько Іван Олександрович, Климанчук Владислав Владиславович, Омельяненко Микола Іванович, Лук'янчиков Олександр Миколайович, Рапін Аркадій Олександрович, Дубінський Борис Євгенійович, Мангуш Валентин Георгійович, Радушев Олексій Олександрович, Конкін Юрій Петрович, Грекова Юлія Сергіївна, Васекін Андрей Валерійович, Норка Сергій Петрович, Шебаніц Едуард Миколайович, Кашков Геннадій Алимович
МПК: B21B 1/02
Мітки: прокатки, спосіб, слябів
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, якій включає обтиск по товщині і ширині в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють за виразом:∆hb = const = 35 мм при b = 1000 - 1530 мм,де b - ширина сляба.
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Соколовський Борис Цудікович, Росточилов Анатолій Іванович, Гаран Ігор Вячославович, Тартачний Віктор Сергійович
МПК: B22D 25/00, B22D 7/00
Мітки: слябів, виробництва, спосіб, листів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб прокатки слябів у черновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 15.11.2001
Автори: Маншилін Олександр Гейнійович, Штехно Олег Миколайович, Коваль Сергій Миколайович, Мовшович Вілорд Соломонович, Будаква Сергій Анатолійович, Бейгельзімер Емануїл Юхимович, Остапенко Арнольд Леонтійович, Феофілактов Андрій Вікторович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Клевцов Олег Михайлович, Ситий Володимир Іванович, Дишлевич Ігор Йосипович, Сацький Віталій Антонович
МПК: B21B 1/00
Мітки: прокатки, стану, групи, безперервного, широкоштабового, черновій, слябів, спосіб
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Попередній патент: Ванний профілактично-лікувальний рекреатор
Наступний патент: Спосіб виробництва томатного напою
Випадковий патент: Нагрівальний пристрій