Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Соколовський Борис Цудікович, Гаран Ігор Вячославович, Росточилов Анатолій Іванович, Тартачний Віктор Сергійович
Формула / Реферат
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу слябової полоси з наступним різанням, нагріванням у печі, прокатуванням та оздобленням листа.
Текст
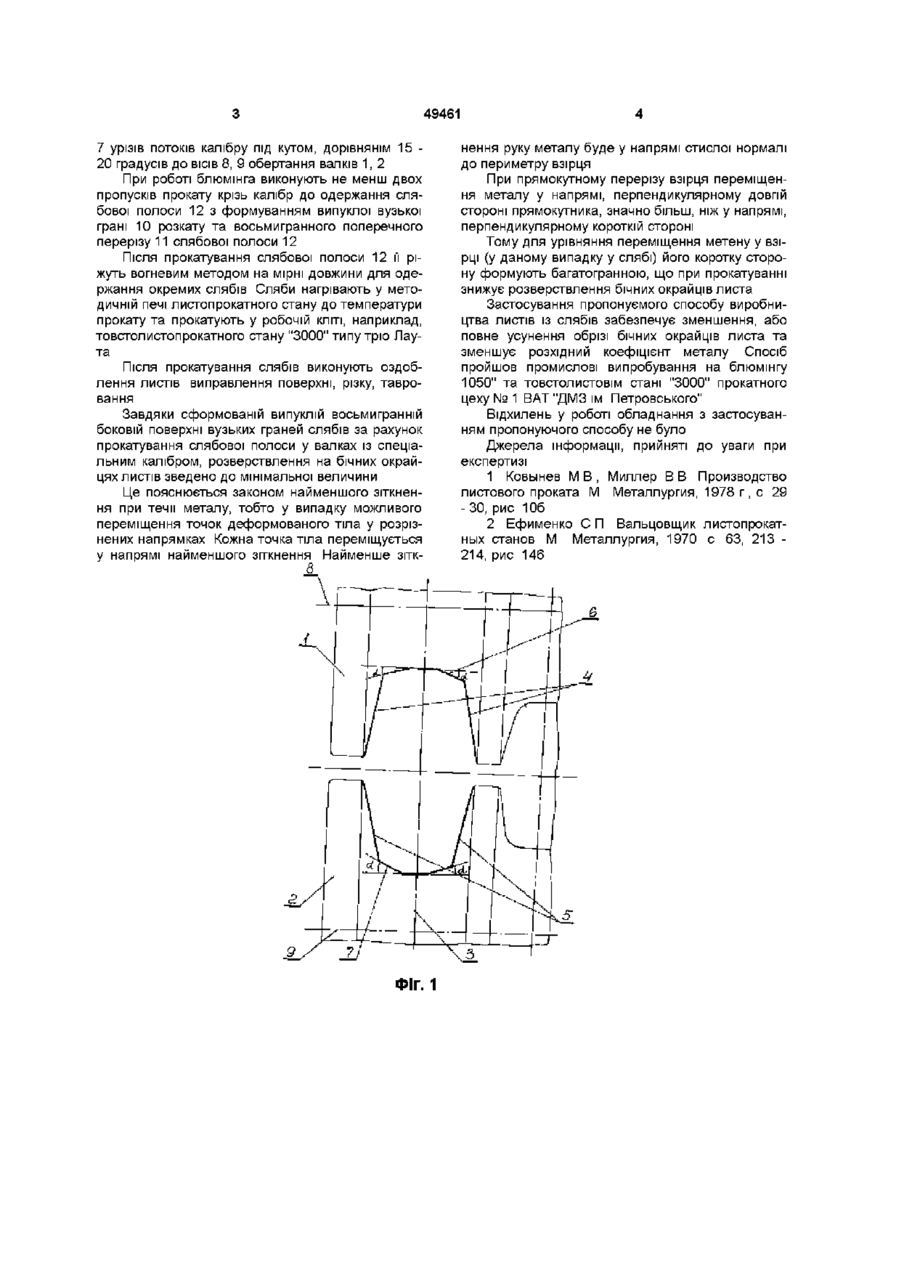
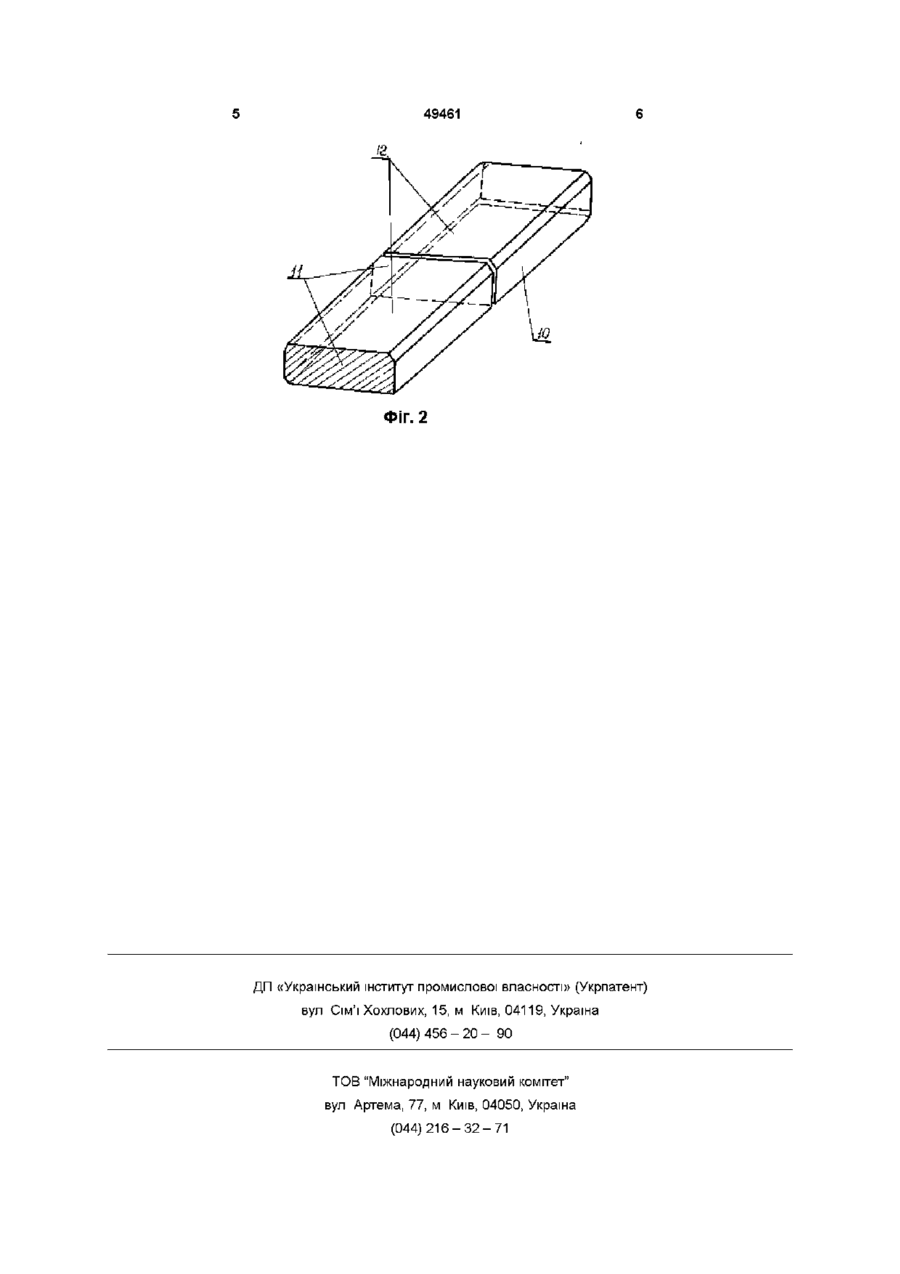
Спосіб виробництва листів із слябів, що вклю чає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15 20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу слябової полоси з наступним різанням, нагріванням у печі, прокатуванням та оздобленням листа Винахід відносяться до прокатного виробництва у металургії і може бути використаний для виробництва листів із слябів у металургійній промисловості Відомий спосіб виробництва листів із слябів, який вміщує прокатування заготівок прямокутного перерізу на слябінгу (1) - аналог Недолік способу - утворення розверствлення на боковій окрайці листів, звільнення об'єму обрізі та розхідного коефіцієнту металу Найбільш близьким до винаходу по технічній суті (прототипом) є спосіб виробництва листів із слябів, відлитих у виливниці з еліпсообразною формою поперечного перерізу (2) Хоча виробництво листів із зливків з еліпсообразною формою поперечного перерізу дає економію металу не менш 3-х ВІДСОТКІВ, застосування їх неможливо для виробництва листів, де на блюмингу "1050" прокатують зливки прямокутного перерізу, виконані відливкою у наскрізні виливниці, з послідуючими операціями порізки та одержання прямокутних слябів, нагрівання у методичній печі листопрокатного стану, прокатування слябів у валках робочої КЛІТІ стану та оздоблення листів Недолік способу - утворення розверствлення понад допущених норм на боковій окрайці листа, збільшення об'єму обрізі та розхідного коефіцієнту металу понад допущение меж Поставлена задача - скорочення об'єму обрізі та зменшення розхідного коефіцієнту металу за рахунок зменшення або повного усунення розверствлення боковій окрайців листів Рішення цієї задачі досягається тим, що спосіб виробництва листів із слябів, вміщуючий відливку зливків у наскрізні нагрівання та прокатування у валках блюминга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, маючих на глибіні скоси під кутом 1 5 - 2 0 градусів до осі обертання валків, з формуванням випуклої форми вузьких граней розкату та багатогранного, наприклад, восьмигранного поперечного перерізу слябової полоси з послідуючими операціями різки, нагрівання у печі, прокатування та оздоблення листа Спосіб пояснювається кресленнями, де на фіг 1 - загальний вигляд монтажу спеціального калібру на валках блюмінга, на фіг 2 - загальний вигляд слябової полоси після розкату та порізкі на сляби Спосіб містить верхній 1 та нижній 2 валки, ось З калібру, бокові стінки 4 верхнього 1 валка та бічні стінки 5 нижнього 2 валка, скоси 6 верхнього валка 1 та скоси 7 нижнього валка 2, які розміщені під кутом розміром 1 5 - 2 0 градусів до осі 8 обертання верхнього валка 1 та осі 9 обертання нижнього валка 2, вузьки грані 10 розкату, поперечний переріз 11 слябової полоси 12 Спосіб здійсняється слідуючим чином, виконують відливку зливків прямокутної форми у наскрізні виливниці Одержані зливки нагрівають у нагрівальних колодязях до температури прокату, а потім розкатують у валках 1, 2 блюмінга крізь спеціальний калібр з боковими стінками 4, 5 по осі З калібру Бокові СТІНКИ 4, 5 виконують із скосами 6, (О 49461 7 урізів потоків калібру під кутом, дорівнянім 15 20 градусів до ВІСІВ 8, 9 обертання валків 1, 2 При роботі блюмінга виконують не менш двох пропусків прокату крізь калібр до одержання слябової полоси 12 з формуванням випуклої вузької грані 10 розкату та восьмигранного поперечного перерізу 11 слябової полоси 12 Після прокатування слябової полоси 12 її ріжуть вогневим методом на мірні довжини для одержання окремих слябів Сляби нагрівають у методичній печі листопрокатного стану до температури прокату та прокатують у робочій КЛІТІ, наприклад, товстолистопрокатного стану "3000" типу тріо Лаута Після прокатування слябів виконують оздоблення листів виправлення поверхні, різку, тавровання Завдяки сформованій випуклій восьмигранній боковій поверхні вузьких граней слябів за рахунок прокатування слябової полоси у валках із спеціальним калібром, розверствлення на бічних окрайцях листів зведено до мінімальної величини Це пояснюється законом найменшого зіткнення при течи металу, тобто у випадку можливого переміщення точок деформованого тіла у розрізнених напрямках Кожна точка тіла переміщується у напрямі найменшого зіткнення Найменше зітк нення руку металу буде у напрямі стислої нормалі до периметру взірця При прямокутному перерізу взірця переміщення металу у напрямі, перпендикулярному довгій стороні прямокутника, значно більш, ніж у напрямі, перпендикулярному короткій стороні Тому для урівняння переміщення метену у взірці (у даному випадку у слябі) його коротку сторону формують багатогранною, що при прокатуванні знижує розверствлення бічних окрайців листа Застосування пропонуємого способу виробництва листів із слябів забезпечує зменшення, або повне усунення обрізі бічних окрайців листа та зменшує розхідний коефіцієнт металу Спосіб пройшов промислові випробування на блюмінгу 1050" та товстолистовім стані "3000" прокатного цеху № 1 ВАТ "ДМЗ їм Петровського" Відхилень у роботі обладнання з застосуванням пропонуючого способу не було Джерела інформації, прийняті до уваги при експертизі 1 Ковынев М В , Миллер В В Производство листового проката М Металлургия, 1978 г, с 29 -ЗО, рис 106 2 Ефименко С П Вальцовщик листопрокатных станов М Металлургия, 1970 с 63, 213 214, рис 146 49461 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sheet production of slabs
Автори англійськоюTartachnyi Viktor Serhiiovych, Sokolovskyi Borys Tsudikovych
Назва патенту російськоюСпособ производства листов из слябов
Автори російськоюТартачный Виктор Сергеевич, Соколовский Борис Цудикович
МПК / Мітки
МПК: B22D 7/00, B22D 25/00
Мітки: слябів, виробництва, спосіб, листів
Код посилання
<a href="https://ua.patents.su/3-49461-sposib-virobnictva-listiv-iz-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва листів із слябів</a>
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Самохвал Володимир Михайлович, Салацинський Едуард Стефанович, Максименко Олег Павлович, Несвіт Володимир Васильович, Пихтін Володимир Володимирович
МПК: B21B 1/22
Мітки: листів, товстих, прокатування, спосіб
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Спосіб виробництва тришарових листів
Номер патенту: 8260
Опубліковано: 29.03.1996
Автори: Цодік Сергій Васильович, Тарасов Віктор Іванович, Міллєр Віктор Вікторович, Бондаренко Микола Андрійович, Диордиця Сергій Васильович, Хорошілов Микола Макарович, Локтіонов Петро Якович, Глоба Микола Ілліч, Антипенко Валентин Григорович
МПК: B32B 37/00
Мітки: виробництва, листів, тришарових, спосіб
Формула / Реферат:
Способ производства трехслойных листов, включающий укладку плакирующих и промежуточной заготовок в пакет, нагрев и пластическое деформирование собранного пакета, отличающийся тем, что в качестве промежуточной заготовки используют протравленную заготовку из углеродистой стали толщиной, равной 2...4 толщинам плакирующих заготовок, а на наружную поверхность плакирующих заготовок наносят разделительную обмазку.
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Кліменко Ігор Валентинович, Байков Євген Вікторович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: прокатки, листів, смуг, спосіб
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Шульженко Віктор Васильович, Проценко Юрій Юрійович, Соловьйов Дмитро Володимирович, Міллєр Віктор Вікторович, Міронов Євген Костянтинович, Хорошілов Микола Макарович
МПК: B21B 1/38
Мітки: виробництва, листів, спосіб, товстих
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Заготівка для виробництва горячекатаних листів
Номер патенту: 7899
Опубліковано: 26.12.1995
Автори: Оніщенко Олександр Михайлович, Донченко Вячеслав Леонідович, Зубко Геннадій Павлович, Дубинський Борис Євгенович, Маншилін Олександр Гейнійович, Ємченко Андрій Валентинович, Коновалов Юрій В'ячеславович, Налча Георгій Іванович, Богатирьов Володимір Михайлович, Шебаніц Едуард Миколайович, Горових Олександр Андрійович, Закарлюка Сергій Володимирович
МПК: B21B 1/02
Мітки: заготівка, листів, горячекатаних, виробництва
Формула / Реферат:
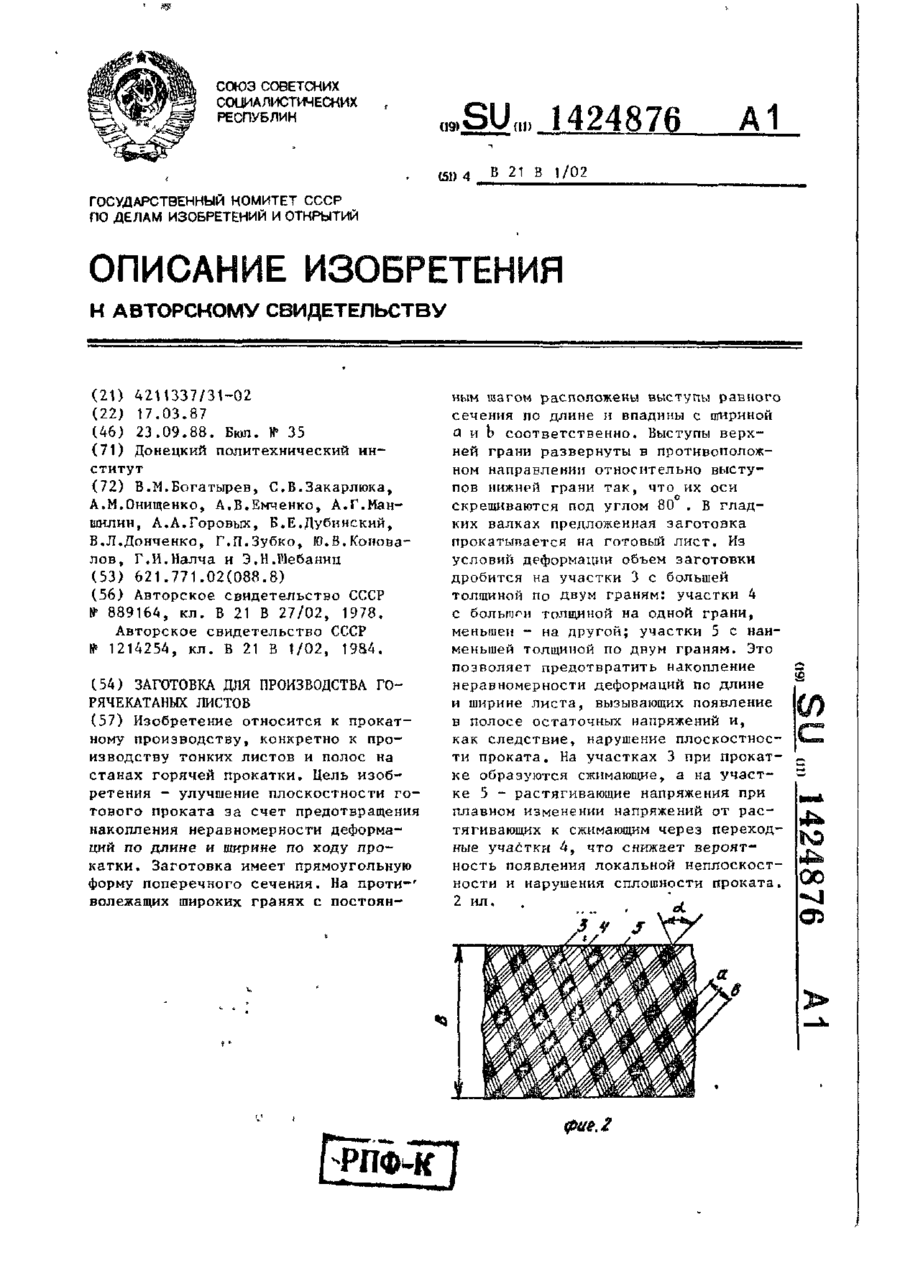
Заготовка для производства горячекатаных листов, имеющая прямоугольную форму поперечного сечения, а на широких гранях последовательно чередующиеся с постоянным шагом выступы и впадины, отличающаяся тем, что, с целью улучшения плоскостности готового проката за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки, выступы обеих граней наклонены под равными углами к продольной оси заготовки, причем...
Попередній патент: Склад фіточаю № 28
Наступний патент: Спосіб оперативного лікування пошкодження ротаційної манжети, переважно при повторювальному вивиху плеча
Випадковий патент: Спосіб добування карбонової кислоти з її магнієвих солей шляхом осадження соляною кислотою, придатний для очистки ферментативного бульйону