Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Омельяненко Микола Іванович, Грекова Наталія Нілівна, Кліменко Владислав Антонович, Бойко Володимир Семенович, Васекін Андрій Валерійович, Налча Георгій Іванович, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович
Формула / Реферат
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після калібрувального, в якому донна частина зливка є заднім кінцем, здійснюють без обтискання.
Текст
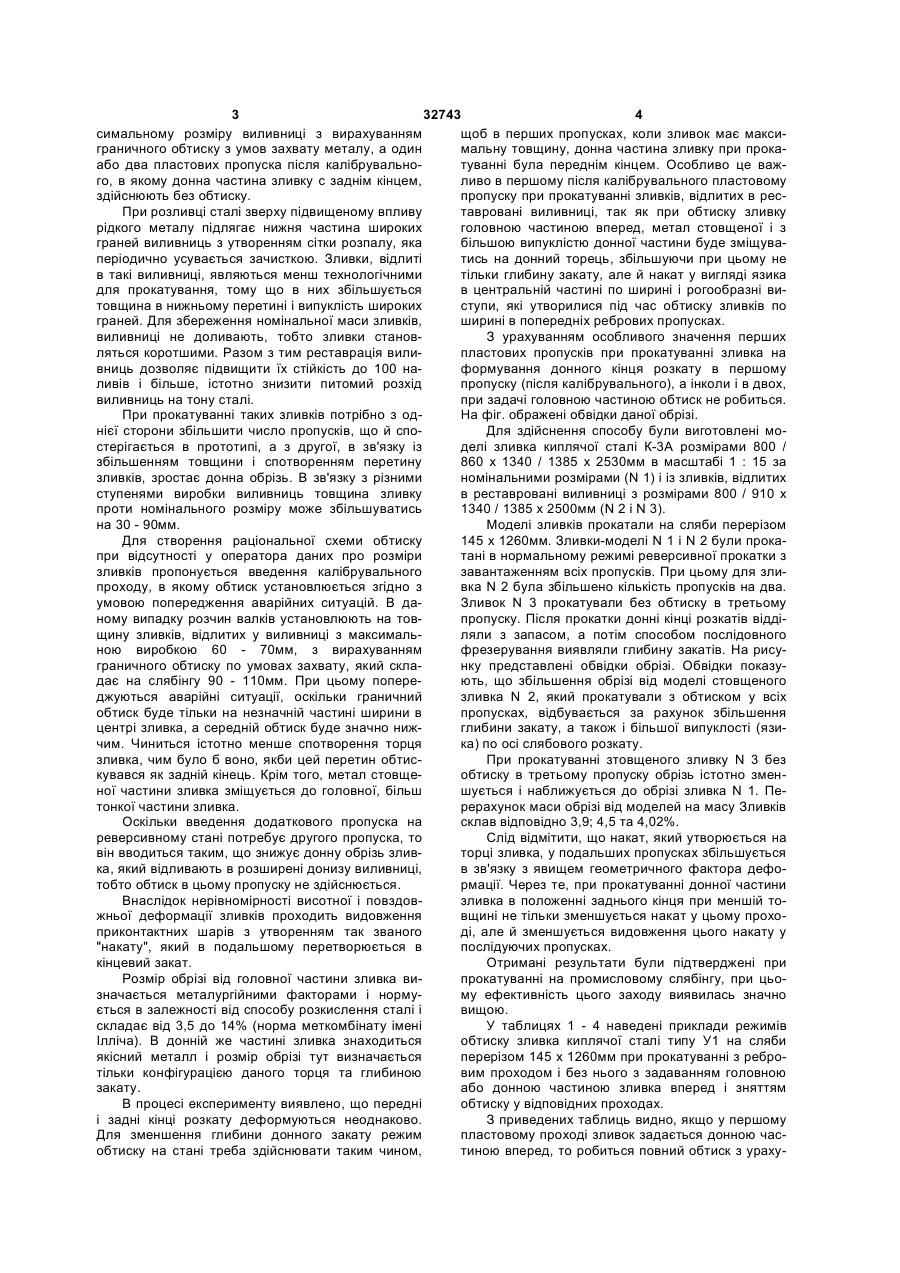
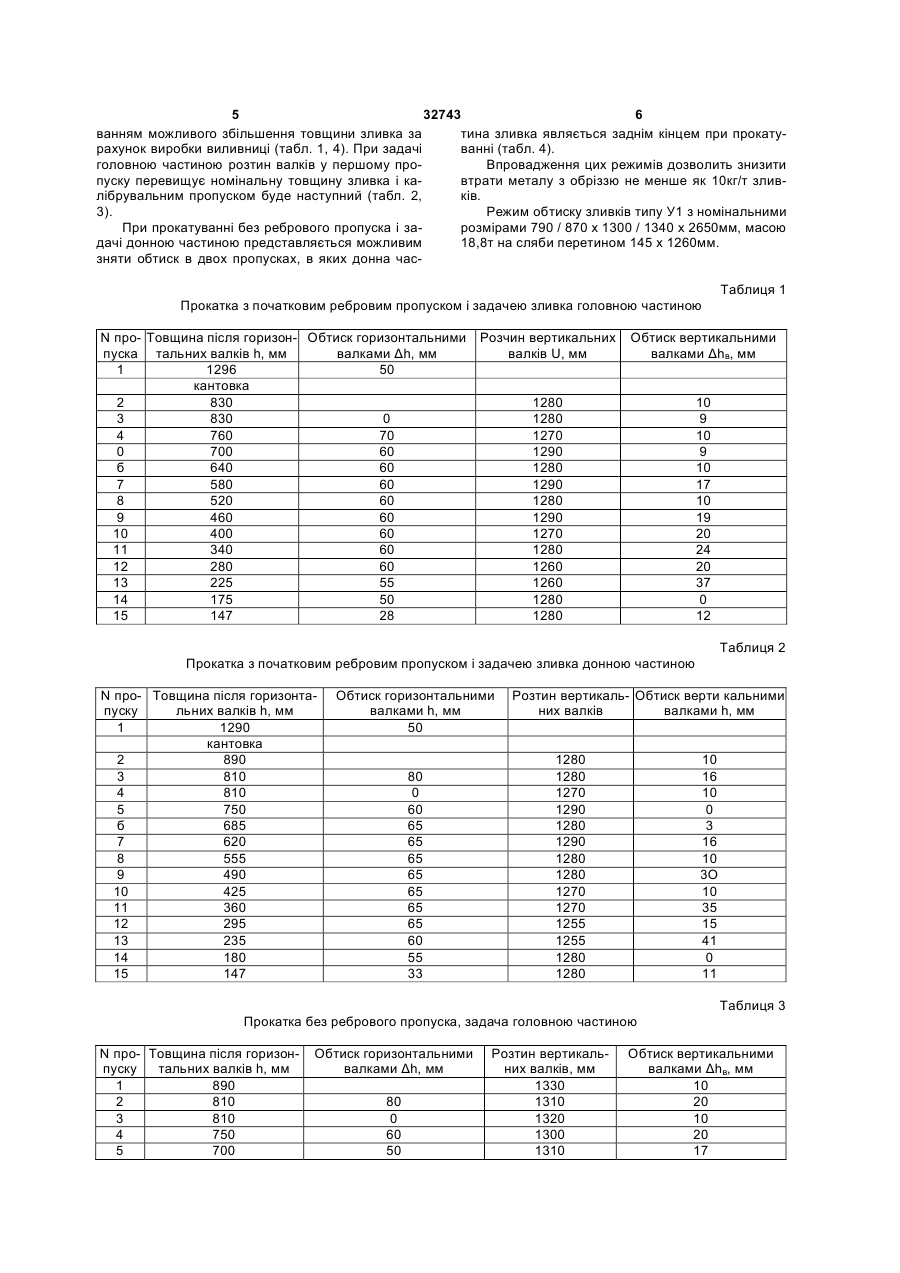
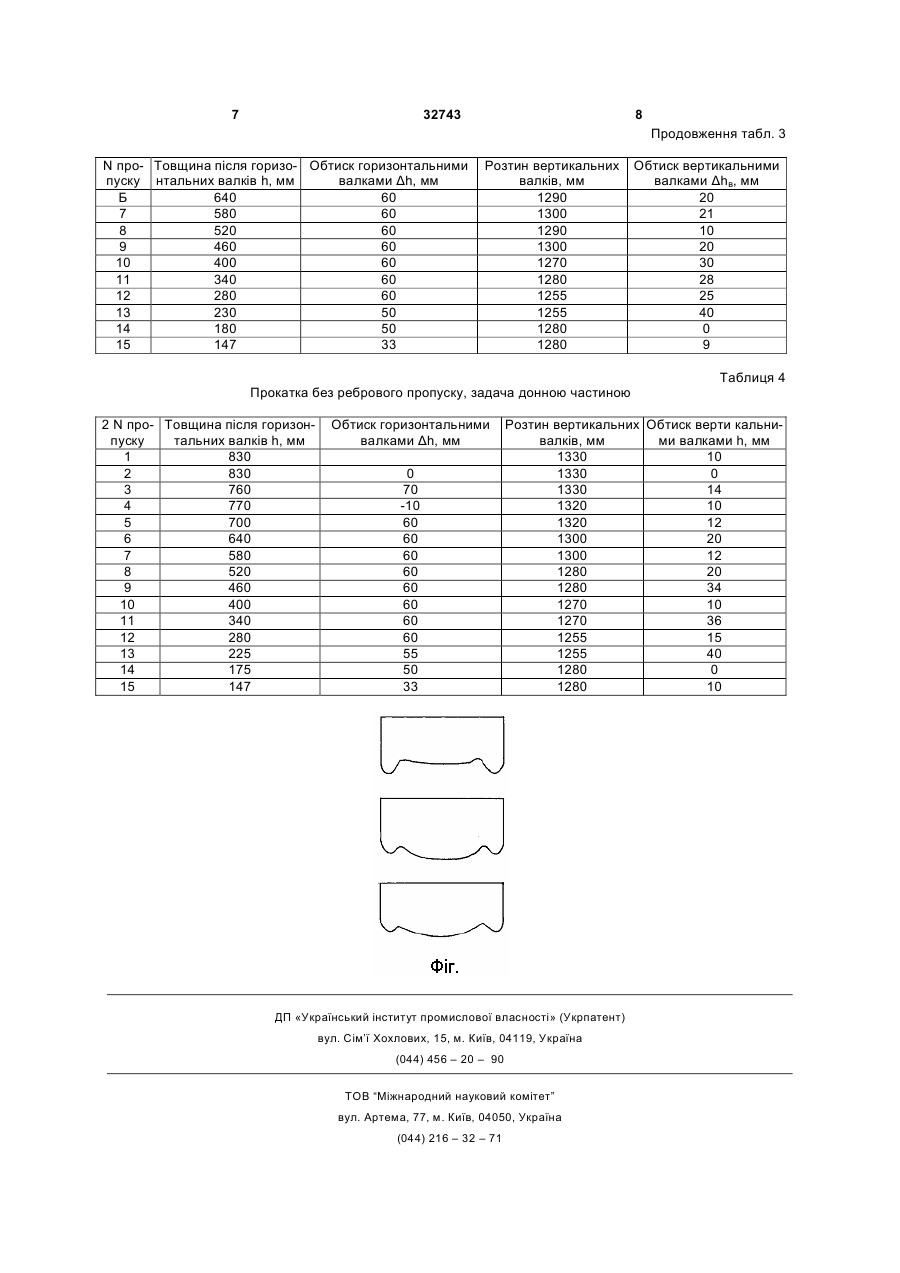
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після калібрувального, в якому донна частина зливка є заднім кінцем, здійснюють без обтискання. (19) (21) 98031248 (22) 11.03.1998 (24) 15.05.2002 (46) 15.05.2002, Бюл. № 5, 2002 р. (72) Бойко Володимир Семенович, Карнаушенко Ніл Андрійович, Омельяненко Микола Іванович, Налча Георгій Іванович, Шебаніц Едуард Миколайович, Кліменко Владислав Антонович, Грекова Наталія Нілівна, Васекін Андрій Валерійович (73) Відкрите акціонерне товариство "Маріупольський металургійний комбінат ім.Ілліча", Приазовський державний технічний університет 3 32743 4 симальному розміру виливниці з вирахуванням щоб в перших пропусках, коли зливок має максиграничного обтиску з умов захвату металу, а один мальну товщину, донна частина зливку при прокаабо два пластових пропуска після калібрувальнотуванні була переднім кінцем. Особливо це важго, в якому донна частина зливку с заднім кінцем, ливо в першому після калібрувального пластовому здійснюють без обтиску. пропуску при прокатуванні зливків, відлитих в ресПри розливці сталі зверху підвищеному впливу тавровані виливниці, так як при обтиску зливку рідкого металу підлягає нижня частина широких головною частиною вперед, метал стовщеної і з граней виливниць з утворенням сітки розпалу, яка більшою випуклістю донної частини буде зміщуваперіодично усувається зачисткою. Зливки, відлиті тись на донний торець, збільшуючи при цьому не в такі виливниці, являються менш технологічними тільки глибину закату, але й накат у вигляді язика для прокатування, тому що в них збільшується в центральній частині по ширині і рогообразні витовщина в нижньому перетині і випуклість широких ступи, які утворилися під час обтиску зливків по граней. Для збереження номінальної маси зливків, ширині в попередніх ребрових пропусках. виливниці не доливають, тобто зливки становЗ урахуванням особливого значення перших ляться коротшими. Разом з тим реставрація вилипластових пропусків при прокатуванні зливка на вниць дозволяє підвищити їх стійкість до 100 наформування донного кінця розкату в першому ливів і більше, істотно знизити питомий розхід пропуску (після калібрувального), а інколи і в двох, виливниць на тону сталі. при задачі головною частиною обтиск не робиться. При прокатуванні таких зливків потрібно з одНа фіг. ображені обвідки даної обрізі. нієї сторони збільшити число пропусків, що й споДля здійснення способу були виготовлені мостерігається в прототипі, а з другої, в зв'язку із делі зливка киплячої сталі К-3А розмірами 800 / збільшенням товщини і спотворенням перетину 860 х 1340 / 1385 х 2530мм в масштабі 1 : 15 за зливків, зростає донна обрізь. В зв'язку з різними номінальними розмірами (N 1) і із зливків, відлитих ступенями виробки виливниць товщина зливку в реставровані виливниці з розмірами 800 / 910 х проти номінального розміру може збільшуватись 1340 / 1385 х 2500мм (N 2 і N 3). на 30 - 90мм. Моделі зливків прокатали на сляби перерізом Для створення раціональної схеми обтиску 145 х 1260мм. Зливки-моделі N 1 і N 2 були прокапри відсутності у оператора даних про розміри тані в нормальному режимі реверсивної прокатки з зливків пропонується введення калібрувального завантаженням всіх пропусків. При цьому для злипроходу, в якому обтиск установлюється згідно з вка N 2 була збільшено кількість пропусків на два. умовою попередження аварійних ситуацій. В даЗливок N 3 прокатували без обтиску в третьому ному випадку розчин валків установлюють на товпропуску. Після прокатки донні кінці розкатів віддіщину зливків, відлитих у виливниці з максимальляли з запасом, а потім способом послідовного ною виробкою 60 - 70мм, з вирахуванням фрезерування виявляли глибину закатів. На рисуграничного обтиску по умовах захвату, який скланку представлені обвідки обрізі. Обвідки показудає на слябінгу 90 - 110мм. При цьому попереють, що збільшення обрізі від моделі стовщеного джуються аварійні ситуації, оскільки граничний зливка N 2, який прокатували з обтиском у всіх обтиск буде тільки на незначній частині ширини в пропусках, відбувається за рахунок збільшення центрі зливка, а середній обтиск буде значно нижглибини закату, а також і більшої випуклості (язичим. Чиниться істотно менше спотворення торця ка) по осі слябового розкату. зливка, чим було б воно, якби цей перетин обтисПри прокатуванні зтовщеного зливку N 3 без кувався як задній кінець. Крім того, метал стовщеобтиску в третьому пропуску обрізь істотно зменної частини зливка зміщується до головної, більш шується і наближується до обрізі зливка N 1. Петонкої частини зливка. рерахунок маси обрізі від моделей на масу Зливків Оскільки введення додаткового пропуска на склав відповідно 3,9; 4,5 та 4,02%. реверсивному стані потребує другого пропуска, то Слід відмітити, що накат, який утворюється на він вводиться таким, що знижує донну обрізь зливторці зливка, у подальших пропусках збільшується ка, який відливають в розширені донизу виливниці, в зв'язку з явищем геометричного фактора дефотобто обтиск в цьому пропуску не здійснюється. рмації. Через те, при прокатуванні донної частини Внаслідок нерівномірності висотної і повздовзливка в положенні заднього кінця при меншій тожньої деформації зливків проходить видовження вщині не тільки зменшується накат у цьому прохоприконтактних шарів з утворенням так званого ді, але й зменшується видовження цього накату у "накату", який в подальшому перетворюється в послідуючих пропусках. кінцевий закат. Отримані результати були підтверджені при Розмір обрізі від головної частини зливка випрокатуванні на промисловому слябінгу, при цьозначається металургійними факторами і нормуму ефективність цього заходу виявилась значно ється в залежності від способу розкислення сталі і вищою. складає від 3,5 до 14% (норма меткомбінату імені У таблицях 1 - 4 наведені приклади режимів Ілліча). В донній же частині зливка знаходиться обтиску зливка киплячої сталі типу У1 на сляби якісний металл і розмір обрізі тут визначається перерізом 145 х 1260мм при прокатуванні з ребротільки конфігурацією даного торця та глибиною вим проходом і без нього з задаванням головною закату. або донною частиною зливка вперед і зняттям В процесі експерименту виявлено, що передні обтиску у відповідних проходах. і задні кінці розкату деформуються неоднаково. З приведених таблиць видно, якщо у першому Для зменшення глибини донного закату режим пластовому проході зливок задається донною часобтиску на стані треба здійснювати таким чином, тиною вперед, то робиться повний обтиск з ураху 5 32743 6 ванням можливого збільшення товщини зливка за тина зливка являється заднім кінцем при прокатурахунок виробки виливниці (табл. 1, 4). При задачі ванні (табл. 4). головною частиною розтин валків у першому проВпровадження цих режимів дозволить знизити пуску перевищує номінальну товщину зливка і кавтрати металу з обріззю не менше як 10кг/т зливлібрувальним пропуском буде наступний (табл. 2, ків. 3). Режим обтиску зливків типу У1 з номінальними При прокатуванні без ребрового пропуска і зарозмірами 790 / 870 х 1300 / 1340 х 2650мм, масою дачі донною частиною представляється можливим 18,8т на сляби перетином 145 х 1260мм. зняти обтиск в двох пропусках, в яких донна часТаблиця 1 Прокатка з початковим ребровим пропуском і задачею зливка головною частиною N про- Товщина після горизон- Обтиск горизонтальними Розчин вертикальних пуска тальних валків h, мм валками Δh, мм валків U, мм 1 1296 50 кантовка 2 830 1280 3 830 0 1280 4 760 70 1270 0 700 60 1290 б 640 60 1280 7 580 60 1290 8 520 60 1280 9 460 60 1290 10 400 60 1270 11 340 60 1280 12 280 60 1260 13 225 55 1260 14 175 50 1280 15 147 28 1280 Обтиск вертикальними валками Δhв, мм 10 9 10 9 10 17 10 19 20 24 20 37 0 12 Таблиця 2 Прокатка з початковим ребровим пропуском і задачею зливка донною частиною N про- Товщина після горизонтапуску льних валків h, мм 1 1290 кантовка 2 890 3 810 4 810 5 750 б 685 7 620 8 555 9 490 10 425 11 360 12 295 13 235 14 180 15 147 Обтиск горизонтальними валками h, мм 50 80 0 60 65 65 65 65 65 65 65 60 55 33 Розтин вертикаль- Обтиск верти кальними них валків валками h, мм 1280 1280 1270 1290 1280 1290 1280 1280 1270 1270 1255 1255 1280 1280 10 16 10 0 3 16 10 3О 10 35 15 41 0 11 Таблиця 3 Прокатка без ребрового пропуска, задача головною частиною N про- Товщина після горизонпуску тальних валків h, мм 1 890 2 810 3 810 4 750 5 700 Обтиск горизонтальними валками Δh, мм 80 0 60 50 Розтин вертикальних валків, мм 1330 1310 1320 1300 1310 Обтиск вертикальними валками Δhв, мм 10 20 10 20 17 7 32743 8 Продовження табл. 3 N про- Товщина після горизо- Обтиск горизонтальними пуску нтальних валків h, мм валками Δh, мм Б 640 60 7 580 60 8 520 60 9 460 60 10 400 60 11 340 60 12 280 60 13 230 50 14 180 50 15 147 33 Розтин вертикальних валків, мм 1290 1300 1290 1300 1270 1280 1255 1255 1280 1280 Обтиск вертикальними валками Δhв, мм 20 21 10 20 30 28 25 40 0 9 Таблиця 4 Прокатка без ребрового пропуску, задача донною частиною 2 N про- Товщина після горизонпуску тальних валків h, мм 1 830 2 830 3 760 4 770 5 700 6 640 7 580 8 520 9 460 10 400 11 340 12 280 13 225 14 175 15 147 Обтиск горизонтальними валками Δh, мм 0 70 -10 60 60 60 60 60 60 60 60 55 50 33 Розтин вертикальних Обтиск верти кальнивалків, мм ми валками h, мм 1330 10 1330 0 1330 14 1320 10 1320 12 1300 20 1300 12 1280 20 1280 34 1270 10 1270 36 1255 15 1255 40 1280 0 1280 10 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’ї Хохлових, 15, м. Київ, 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науковий комітет” вул. Артема, 77, м. Київ, 04050, Україна (044) 216 – 32 – 71
ДивитисяДодаткова інформація
Автори англійськоюBoiko Volodymyr Semenovych, Omelianenko Mykola Ivanovych, Nalcha Heorhii Ivanovych, Shebanits Eduard Mykolaiovych, Vasekin Andrii Valeriiovych
Автори російськоюБойко Владимир Семенович, Омельяненко Николай Иванович, Налча Георгий Иванович, Шебаниц Эдуард Николаевич, Васекин Андрей Валерьевич
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, слябів, прокатки
Код посилання
<a href="https://ua.patents.su/4-32743-sposib-prokatki-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки слябів</a>
Спосіб прокатки слябів у черновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 15.11.2001
Автори: Маншилін Олександр Гейнійович, Путнокі Олександр Юліусович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Феофілактов Андрій Вікторович, Коваль Сергій Миколайович, Сацький Віталій Антонович, Тилик Василь Трохимович, Дишлевич Ігор Йосипович, Клевцов Олег Михайлович, Будаква Сергій Анатолійович, Остапенко Арнольд Леонтійович, Ситий Володимир Іванович, Бейгельзімер Емануїл Юхимович
МПК: B21B 1/00
Мітки: черновій, слябів, спосіб, групи, безперервного, широкоштабового, стану, прокатки
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 03.02.1998
Автори: Дишлевич Ігор Йосипович, Путнокі Олександр Юліусович, Ситий Володимир Іванович, Тилик Василь Трохимович, Клевцов Олег Михайлович, Штехно Олег Миколайович, Сацький Віталій Антонович, Мовшович Вілорд Соломонович, Коваль Сергій Миколайович, Бейгельзімер Емануїл Юхимович, Маншилін Олександр Гейнійович, Остапенко Арнольд Леонтійович, Феофілактов Андрій Вікторович, Будаква Сергій Анатолійович
МПК: B21B 1/00
Мітки: спосіб, прокатки, слябів, групи, широкоштабового, стану, чорновий, безперервного
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Спосіб прокатки зливків пірамідальної форми
Номер патенту: 27636
Опубліковано: 15.09.2000
Автори: Сілін Микола Васильович, Теряєв Олександр Митрофанович, Толпа Анатолій Андрійович, Петрічук Валентин Дмитрович, Омєсь Микола Михайлович, Горлач Олександр Костянтинович, Корінь Олександр Андрійович
Мітки: спосіб, прокатки, зливків, пірамідальної, форми
Текст:
...довжині, що однозначно наводить до пробуксовування і проковзування валків щодо металу При двозливковій прокатці картина ще більш посилюється, тому що захват металу валками відбувається на більш високій швидкості, у порівнянні з першим зливком Пробуксовування при цьому буде супроводжува тися динамічними ударами по лінії приводу Швидкість прокатки у проходах при знятті "конусності" нижче 0,4 від швидкості прокатки після зняття "кон усності "...
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Шебаніц Едуард Миколайович, Омельяненко Микола Іванович, Грекова Наталія Нілівна, Васекін Андрій Валерійович, Кліменко Владислав Антонович, Дубінський Борис Євгенійович, Карнаушенко Ніл Андрійович, Климанчук Владислав Владиславович, Налча Георгій Іванович, Радушев Олексій Олександрович
МПК: B21B 1/38
Мітки: редукування, литих, заготовок, спосіб
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб прокатки труб
Номер патенту: 31554
Опубліковано: 15.12.2000
Автори: Гулькін Євгєній Вікторовіч, Друян Володимир Михайлович, Перчаник Віктор Вольфович, Попов Марат Васильович
МПК: B21B 17/00
Текст:
...крізь осі валків, тобто при розподілі процесу формозміни на редукування діаметру без обтиску стінки до площини, що проходить крізь осі валків, та на обтиск стінки із одночасним підняттям діаметру за цією площиною при вказаних параметрах процесу прокатки. Технічним результатом застосування пропонуемого способу є забезпечення можливості впливу на схему напружено-деформованого стану металу у зоні деформації, що сприяє підвищенню точності...
Попередній патент: Спосіб виготовлення електрода для установок зварювання тиском
Наступний патент: Рулонний матеріал
Випадковий патент: Спосіб стимуліцяї регенерації кісткової тканини наноаквахелатами ag, cu, zn, fe, mg, ca та наночастинками ловастатину