Спосіб прокатки слябів
Номер патенту: 53835
Опубліковано: 16.08.2004
Автори: Лук'янчиков Олександр Миколайович, Норка Сергій Петрович, Кашков Геннадій Алимович, Дригін Олександр Іванович, Радушев Олексій Олександрович, Рапін Аркадій Олександрович, Климанчук Владислав Владиславович, Омельяненко Микола Іванович, Грекова Юлія Сергіївна, Дубінський Борис Євгенійович, Шебаніц Едуард Миколайович, Васекін Андрей Валерійович, Карнаушенко Ніл Андрійович, Конкін Юрій Петрович, Мангуш Валентин Георгійович, Пасько Іван Олександрович
Формула / Реферат
Спосіб прокатки слябів на обтискних станах, якій включає обтиск по товщині і ширині в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють за виразом:
∆hb = const = 35 мм при b = 1000 - 1530 мм,
де b - ширина сляба.
Текст
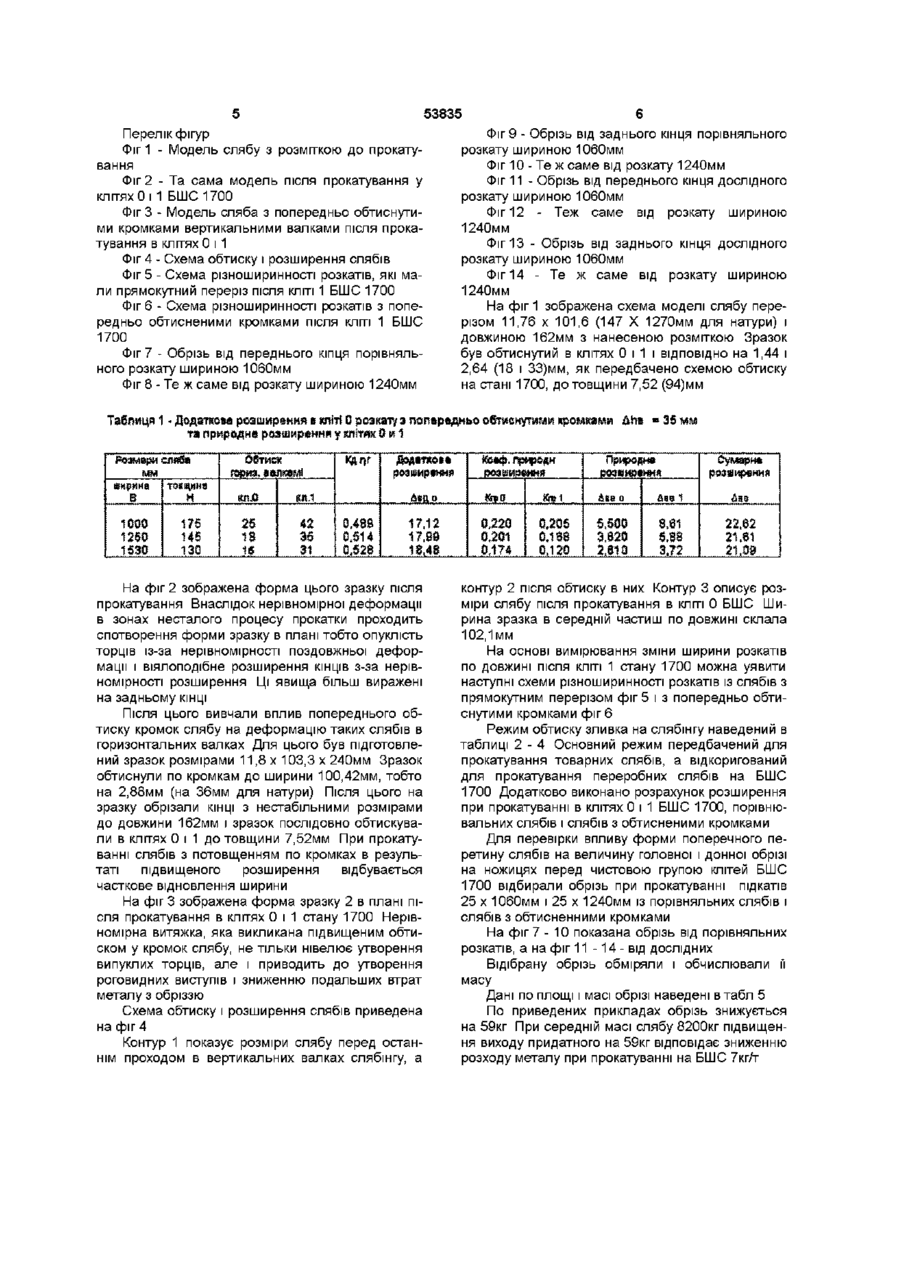
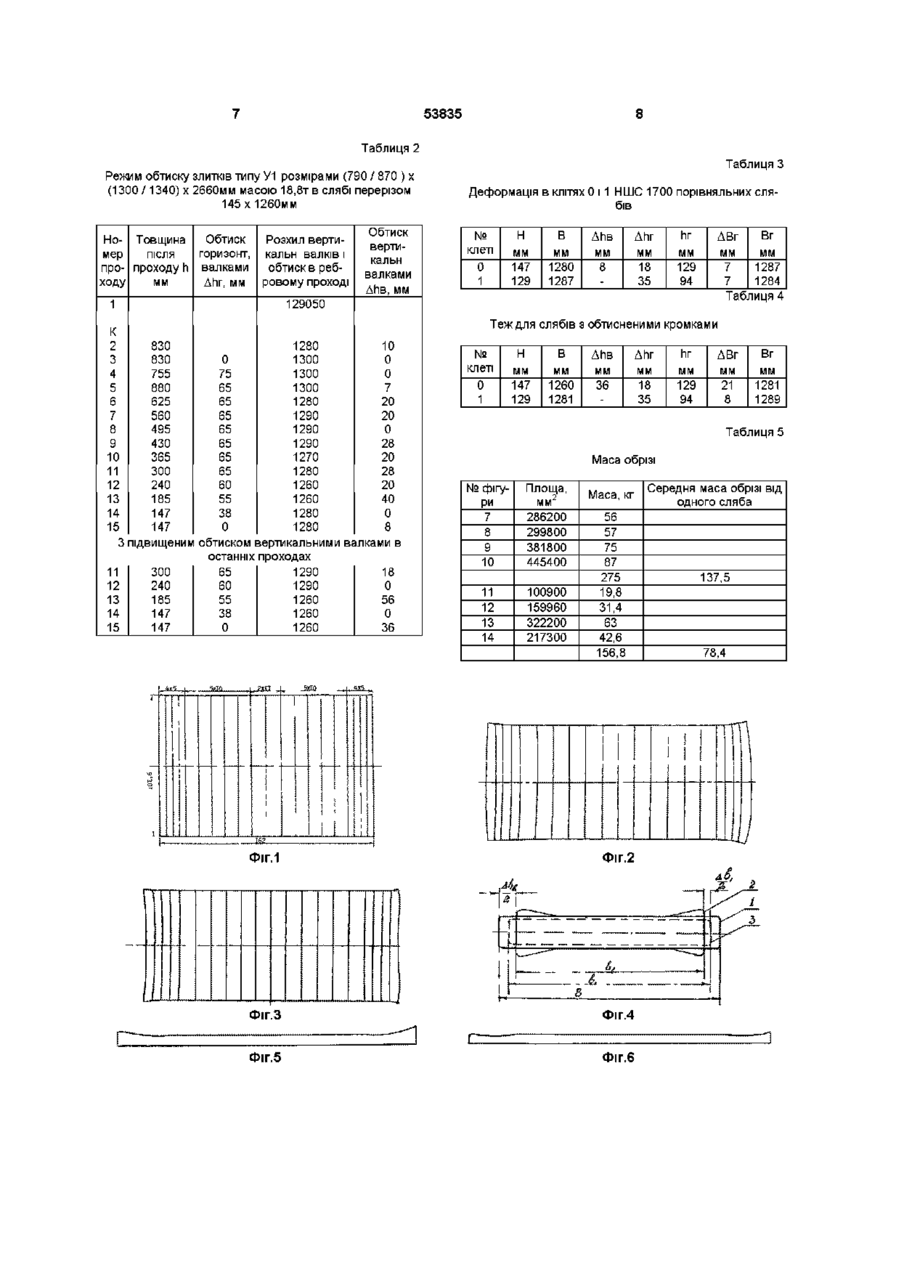
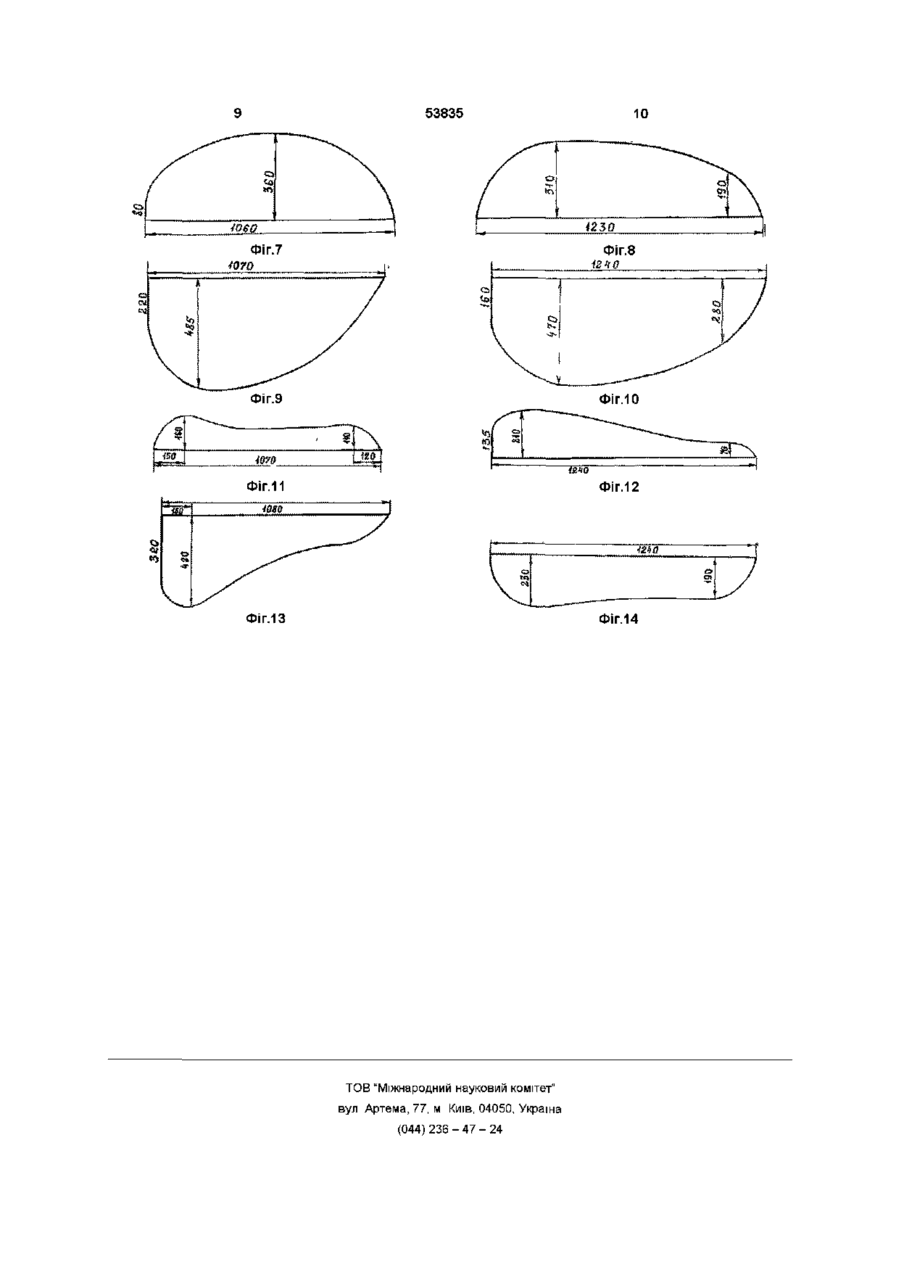
Спосіб прокатки слябів на обтискних станах, який включає обтиск по товщині і ширині, в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють по залежності Дп ь = 0,035 • b m i n 0,023 • b m a x , мм Винахід належить до області металурги, зокрема, до технології прокатки слябів і наступного прокатування з них листів на широкополосних станах ВІДОМІ способи обтиску сляба по ширині по заявках Японії 61-103601 кл В 21 В 1/02, 1/22, 6195703 кл В 21 В 1/26, в яких нормують обтиск в вертикальних валках і прокатують в них обидва КІНЦІ слябу як передні, що зменшує втрати металу з обріззю Недоліком цих способів є відсутність кореляції режиму прокатки в вертикальних і горизонтальних валках, що приводить до збільшення втрат металу з обріззю Також відомий спосіб регулювання бокового обтиску на стані гарячого прокатування за заявкою Японії 60-27406 кл В 21 В 1/02, 1/22, за якою передній кінець слябу обтискується з боків виключно в вихідних вертикальних валках після горизонтальних, а середній - тільки у вхідних вертикальних валках Недолік цього способу - відсутність кореляції з профілем горизонтальних валків, що приводить до різноширинності розкату і збільшує обрізь Відомий спосіб прокатування безперервнолитих слябів за А С 716652 кл В 21 В 1/02, в якому з метою зменшення торцевої обрізі і поліпшення якості поверхні прокату, перед обтиском слябу по ширині його центральну частину обтискують до товщини, рівній товщині бокових кромок, а також ведуть змінний обтиск по товщині Недоліком цього способу є відсутність кореляції обтиску в валках по ширині і опуклості широкої грані слябу, що не дозволяє зменшити торцеву обрізь яка викликана цими причинами Найбільш близьким технічним рішенням за осягненими результатами і його суті є спосіб прокатування безперврвнолитих слябів за А С СРСР 1787602 кл В 21 В 1/02, в якому з метою зменшення обрізі листів на ширикополосному стані, яка викликана різноширинністю слябів з-за виробленості горизонтальних валків обтискного стану, прокатування закінчують обтиском розкату по ширині, що визначається в залежності від виробленості горизонтальних валків Потовщення кромок, що утворюється в останньому проході при обтискуванні слябу по ширині, компенсує його поперечну різнотовщинність, яку отримують внаслідок виробленості горизонтальних валків обтискного стану і в результаті дає однакову чи в деякій мірі більшу товщину кромок порівняно з товщиною середини ширини слябу, тобто в прототипі передбачено додаткове обтискання слябів по кромках для нівелювання їх різнотовщинності де b - ширина сляба b=1000 1530мм В подальшому при прокатуванні таких слябів в чорнових клітях безперервного широкополосного стану (БШС) досягається більш рівномірне обтискання по ширині, чим забезпечується одержання ю СО 00 ГО Ю 53835 листів з меншою різноширинністю і зниженими втратами з торцевою обріззю Метод може застосовуватись при прокатуванні слябів із значною різнотовшинністю з-за виробленості горизонтальних валків Значна різнотовщинність слябів може виникати внаслідок значного зносу валків і при прокатуванні широких слябів На слябінгу 1150 прокатують сляби шириною від 1000мм до 1530мм і на БШС 1700 листи такої ж ширини Знос горизонтальних валків слябінгу по довжині бочки змінюється таким чином, що в найбільшій мірі це проявляється при прокатуванні слябів шириною більш 1330мм, які відзначено в прототипі Однак, навіть при прокатуванні в перших чорнових клітях БШС, зокрема, в чорновому окалиноломателі (кліть 0) і перші чотиривалкові КЛІТІ (КЛІТЬ 1) слябів з правильною формою, тобто з мінімальною різнотовщинністю і різноширшністю отримується розкат з спотвореними торцевими і боковими гранями Причиною цього являється нерівномірність деформації в зонах несталого процесу прокатки Внаслідок торці розкату стають опуклими і відбувається віялоподібне розширення КІНЦІВ, особливо заднього В основу винаходу покладена задача удосконалення способу прокатки слябів шляхом здійснення дій попереднього профілювання слябів на слябінгу, що забезпечує зменшення обрізі листів Поставлена задача вирішується тим, що в способі прокатки слябів на обтискних станах, що виконують обтиск по товщині горизонтальними валками і по ширині вертикальними валками в кількох проходах, у ВІДПОВІДНОСТІ З винаходом, обтискання по ширині в останньому проході вертикальними валками здійснюють за залежністю Дп ь = 0,035ЬНІН 0,023ЬНакс, мм, де b - ширина слябу Ь=1000 1530мм В наслідок обтиску кромок вертикальними валками на широких гранях утворюються напливи Потовщення кромок складає (0,6 - 0,7)Дпь і відбувається калібрування слябів по ширині При обтисканні слябів з прикромочними напливами в КЛІТІ 0 БШС 1700 проходить додаткове розширення, яке значно точніше прогнозується порівняно з вільним розширенням слябів, які можуть мати різнотовщинність, що викликана різними причинами При прокатуванні слябів з потовщеними кромками віялоподібне розширення проходить в значно меншому ступені або зовсім відсутнє Крім того, при обтисканні таких слябів в КЛІТІ 0 на дільницях несталого процесу прокатки, на передньому і задньому кінцях проходить місцеве подовження кромок з утворенням роговидних виступів Ці виступи з однієї сторони компенсують вільну опуклість торців, з іншої сторони, при прокатуванні в останніх чорнових клітях подовжуються, внаслідок дії геометричного фактору деформації, і сприяють утворенню більш придатної форми КІНЦІВ підкату перед чистовою групою клітей БШС і зниженню кінцевої обрізі Крім того, роговидні виступи сприяють зниженню динамічних навантажень на головні двигуни чорнових клітей при захваті Спосіб здійснюється таким чином Сляб прокатують на обтискному стані так, щоб перед останнім проходом в вертикальних валках його ширина була більша потрібної на величину, що визначається заявленою залежністю В останньому проході сляб обтискують по ширині з обтиском Дпь, що визначається цією залежністю Проведеними дослідами на лабораторному стані ПДТУ установлено, що по мірі збільшення обтиску вертикальними валками слябінгу від 15 до 35 - 40мм ефективність заходу збільшується Подальше підвищення не бажане, тому що приводить до збільшення прикромочних напливів, які можуть остигати під час транспортування до КЛІТІ 0 БШС та появі нерівномірності розширення Під час обтискання профільованих слябів у КЛІТІ 0 чиниться додаткове і природне розширення Додаткове розширення Д ДЬд яке виникає ПІД час обтискання напливів можна розрахувати за формулою л и __. 0,50 0,12 ДЬд = 0 , 5 1 - - ^ —v-г^Лі-ЛЬь ,мм (В С р/Н) ( В С Р / Н ) 2 Де В ср - середня ширина розкату при обтиску в вертикальних валках, мм, Н -товщина розкату, мм, т|г - коефіцієнт обтиску в горизонтальних валках, Дпь - попередній обтиск вертикальними валками, мм, Природне розширення, яке відбувається при обтиску розкату без напливів, дорівнює ДЬп = КппДгіг, мм 990В и і 4 -1,22 + 8,94 Зе 600 < В < 2000мм - середня ширина розкату Кпр - приведений коефіцієнт розширення ер - фактори форми осередку дефорср маци при прокатуванні в горизонтальних валках Дпг - обтиск розкату по товщині, мм \д - довжина осередку деформації, мм hcep - середня товщина в осередку деформації, мм В КЛІТІ 0 відбувається природне і додаткове розширення, а у КЛІТІ 1 тільки природне В таблиці 1 показано, як змінюється додаткове і природне розширення при прокатуванні в клітях 0 и 1 для типових розкатів стану 1700 Сумарне розширення в КЛІТІ 0 відрізняється для розкатів шириною 1000мм і 1530мм всього на 1,53 Для розкатів будь - якої ширини обтиск у вертикальних валках слябінгу можна визначити по формулі Дп ь = 0,035ЬНІН 0,023ЬНакс, мм Із наведеного розрахунку видно, що додаткове розширення в КЛІТІ 0 БШС 1700 дорівнює половині попереднього обтиску слябів в останньому проході на слябінгу Дослідження деформації на моделях виконували на лабораторному стані ПЦТУ в масштабі 1 12,5 Суть винаходу пояснюється через фігури 53835 Перелік фігур Фіг 1 - Модель слябу з розміткою до прокатування Фіг 2 - Та сама модель після прокатування у клітях 0 і 1 БШС1700 Фіг 3 - Модель сляба з попередньо обтиснутими кромками вертикальними валками після прокатування в клітях 0 і 1 Фіг 4 - Схема обтиску і розширення слябів Фіг 5 - Схема різноширинності розкатів, які мали прямокутний переріз після КЛІТІ 1 БШС 1700 Фіг 6 - Схема різноширинності розкатів з попередньо обтисненими кромками після КЛІТІ 1 БШС 1700 Фіг 7 - Обрізь від переднього кіпця порівняльного розкату шириною 1060мм Фіг 8 - Те Ж саме від розкату шириною 1240мм Фіг 9 - Обрізь від заднього кінця порівняльного розкату шириною 1060мм Фіг 10 - Те Ж саме від розкату 1240мм Фіг 11 - Обрізь від переднього кінця дослідного розкату шириною 1060мм Фіг 12 - Теж саме від розкату шириною 1240мм Фіг 13 - Обрізь від заднього кінця дослідного розкату шириною 1060мм Фіг 14 - Те Ж саме від розкату шириною 1240мм На фіг 1 зображена схема моделі слябу перерізом 11,76 х 101,6 (147 X 1270мм для натури) і довжиною 162мм з нанесеною розміткою Зразок був обтиснутий в клітях 0 і 1 і ВІДПОВІДНО на 1,44 і 2,64 (18 і 33)мм, як передбачено схемою обтиску на стані 1700, до товщини 7,52 (94)мм Таблиця 1 - Додаткове розширення в кліті 0 розкату з попередньо обтиснувши кромками ДНв 35 мм та природне розширення у клітях 0 и 1 Розмери сляба мм ширина товщина В ,___Н__ 1000 1250 1530 175 145 130 Обтиск гориз. валкам? кл.0 42 35 31 Додаткове розширення Й5Єф. ЛрИрОДН розширення йто КЙ.1 25 18 1S КИП*" 0,489 0,5Н 0,528 17,12 17,39 18,48 На фіг 2 зображена форма цього зразку після прокатування Внаслідок нерівномірної деформації в зонах несталого процесу прокатки проходить спотворення форми зразку в плані тобто опуклість торців із-за нерівномірності поздовжньої деформації і віялоподібне розширення КІНЦІВ з-за нерівномірності розширення Ці явища більш виражені на задньому КІНЦІ ПІСЛЯ ЦЬОГО вивчали вплив попереднього об тиску кромок слябу на деформацію таких слябів в горизонтальних валках Для цього був підготовлений зразок розмірами 11,8 х 103,3 х 240мм Зразок обтиснули по кромкам до ширини 100,42мм, тобто на 2,88мм (на 36мм для натури) Після цього на зразку обрізали КІНЦІ З нестабільними розмірами до довжини 162мм і зразок послідовно обтискували в клітях 0 і 1 до товщини 7,52мм При прокатуванні слябів з потовщенням по кромках в результаті підвищеного розширення відбувається часткове відновлення ширини На фіг 3 зображена форма зразку 2 в плані після прокатування в клітях 0 і 1 стану 1700 Нерівномірна витяжка, яка викликана підвищеним обтиском у кромок слябу, не тільки нівелює утворення випуклих торців, але і приводить до утворення роговидних виступів і зниженню подальших втрат металу з обріззю Схема обтиску і розширення слябів приведена на фіг 4 Контур 1 показує розміри слябу перед останнім проходом в вертикальних валках слябінгу, а Природне розширений Сумарна розширення Km і 0,220 0,201 0,174 йав о йЯ8 1 Дао 0,205 0,1 SS 0,120 5,500 3,820 2,810 8,81 5,88 3,72 22,62 21.61 21.08 контур 2 після обтиску в них Контур 3 описує розміри слябу після прокатування в КЛІТІ 0 БШС Ширина зразка в середній частиш по довжині склала 102,1мм На основі вимірювання зміни ширини розкатів по довжині після КЛІТІ 1 стану 1700 можна уявити наступні схеми різноширинності розкатів із слябів з прямокутним перерізом фіг 5 і з попередньо обтиснутими кромками фіг 6 Режим обтиску зливка на слябінгу наведений в таблиці 2 - 4 Основний режим передбачений для прокатування товарних слябів, а відкоригований для прокатування переробних слябів на БШС 1700 Додатково виконано розрахунок розширення при прокатуванні в клітях 0 і 1 БШС 1700, порівнювальних слябів і слябів з обтисненими кромками Для перевірки впливу форми поперечного перетину слябів на величину головної і донної обрізі на ножицях перед чистовою групою клітей БШС 1700 відбирали обрізь при прокатуванні підкатів 25 х 1060мм і 25 х 1240мм із порівняльних слябів і слябів з обтисненними кромками На фіг 7 - 10 показана обрізь від порівняльних розкатів, а на фіг 11 -14 - від дослідних Відібрану обрізь обміряли і обчислювали її масу Дані по площі і масі обрізі наведені втабл 5 По приведених прикладах обрізь знижується на 59кг При середній масі слябу 8200кг підвищення виходу придатного на 59кг відповідає зниженню розходу металу при прокатуванні на БШС 7кгл~ 53835 Таблиця 2 Режим обтиску злитків типу У1 розмірами (790 / 870 ) х (1300/ 1340) х 2660мм масою 18,8т в слябі перерізом 145х 1260мм Обтиск Но- Товщина Розхил вертиПІСЛЯ мер горизонт, кальн валків і про- проходу h валками обтиск в ребходу мм Дгіг, мм ровому проході 1 I/Q П к Ц l\aJ I D n валками Дгів, мм Деформація в клітях 0 і 1 НШС 1700 порівняльних слябів № клеті 0 1 Н мм 147 129 В мм 1280 1287 Дгів мм 8 Дгіг мм 18 35 hr MM 129 94 129050 к 830 2 830 3 755 4 880 5 625 6 560 7 495 8 430 9 365 10 300 11 240 12 185 13 147 14 147 15 3 підвищеним 11 12 13 14 15 Обтиск верти Таблиця З 300 240 185 147 147 Вг ДВг MM MM 7 1287 7 1284 Таблиця 4 Теж для слябів з обтисненими кромками 1280 10 0 1300 0 75 1300 0 65 1300 7 65 1280 20 65 1290 20 65 1290 0 65 1290 28 65 1270 20 65 1280 28 60 1260 20 55 1260 40 38 1280 0 0 1280 8 обтиском зертикальними валками в останніх проходах 65 1290 18 60 1290 0 55 1260 56 38 1260 0 0 1260 36 № клеті 0 1 Н мм 147 129 В мм 1260 1281 Дгів мм 36 Дгіг мм 18 35 hr MM 129 94 ДВг MM 21 8 Вг MM 1281 1289 Таблиця 5 Маса обрізі № фігури 7 8 9 10 Площа, мм2 286200 299800 381800 445400 11 12 13 14 100900 159960 322200 217300 Маса, кг 56 57 75 87 275 19,8 31,4 63 42,6 156,8 п Фіг.1 Фіг.З Фіг.4 Фіг.5 Фіг.6 І Середня маса обрізі від одного сляба 137,5 78,4 53835 10 І2Л0 Фіг.12 Фіг.13 Фіг.14 TOB "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling of slabs
Автори англійськоюOmelianenko Mykola Ivanovych, Lukianchykov Oleksandr Mykolaiovych, Norka Serhii Petrovych, Klymanchuk Vladislav Vladislavovych, Shebanits Eduard Mykolaiovych, Dryhin Oleksandr Ivanovych, Radushev Oleksii Oleksandrovych, Pasko Ivan Oleksandrovych
Назва патенту російськоюСпособ прокатки слябов
Автори російськоюОмельяненко Николай Иванович, Лукьянчиков Александр Николаевич, Норка Сергей Петрович,Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Дрыгин Александр Иванович, Радушев Алексей Александрович, Пасько Иван Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: слябів, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/5-53835-sposib-prokatki-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки слябів</a>
Спосіб прокатки слябів
Номер патенту: 63543
Опубліковано: 15.01.2004
Автори: Бойко Володимир Семенович, Зеленський Віктор Євгенович, Климанчук Владислав Владиславович, Карнаушенко Ніл Андрійович, Рапін Аркадій Олександрович, Мангуш Валентин Георгійович, Дригін Олександр Іванович, Омельяненко Микола Іванович, Шебаніц Едуард Миколайович
МПК: B21B 1/02
Мітки: прокатки, слябів, спосіб
Формула / Реферат:
Спосіб прокатки слябів, що включає подачу зливка у валки реверсивного стана визначеною частиною, наприклад донною, з наступним його обтиском у низці послідовних пропусків, при цьому у пластових пропусках додатково здійснюють калібрувальний пропуск, встановлюючи розхил валків з урахуванням виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кінцем, здійснюють без обтискання, який...
Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Налча Георгій Іванович, Кліменко Владислав Антонович, Шебаніц Едуард Миколайович, Грекова Наталія Нілівна, Васекін Андрій Валерійович, Омельяненко Микола Іванович, Бойко Володимир Семенович, Карнаушенко Ніл Андрійович
МПК: B21B 1/02
Мітки: слябів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після...
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Карнаушенко Ніл Андрійович, Грекова Наталія Нілівна, Дубінський Борис Євгенійович, Радушев Олексій Олександрович, Омельяненко Микола Іванович, Васекін Андрій Валерійович, Кліменко Владислав Антонович, Шебаніц Едуард Миколайович, Налча Георгій Іванович, Климанчук Владислав Владиславович
МПК: B21B 1/38
Мітки: спосіб, литих, заготовок, редукування
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Росточилов Анатолій Іванович, Тартачний Віктор Сергійович, Соколовський Борис Цудікович, Гаран Ігор Вячославович
МПК: B22D 7/00, B22D 25/00
Мітки: слябів, листів, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб виробництва слябів
Номер патенту: 68221
Опубліковано: 15.07.2004
Автори: Набока Володимир Іванович, Сичов Олег Петрович, Галушка Віктор Митрофанович, Аксьоненко Валерій Олексійович, Толпа Анатолій Андрійович, Захарюта Анатолій Іванович, Бражник Сергій Анатолійович, Борщов Олексій Вікторович, Путнокі Олександр Юліусович, Бенецький Олексій Геннадійович, Онода Костянтин Костянтинович, Кукуй Давид Пенхусович
Мітки: слябів, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва слябів, що включає відливання слябових виливків, розширених донизу, нагрівання і прокатування цих виливків на обтискних станах донною частиною вперед, який відрізняється тим, що виливки відливають складеними з двох сполучених між собою частин, каркасом кожної з яких є зрізана піраміда, розширена донизу, причому верхній переріз нижньої частини відповідає нижньому перерізу верхньої частини виливка, відношення висоти верхньої...
Попередній патент: Спосіб одержання концентрату рідкої форми антимікробного препарату для інфузій
Наступний патент: Спосіб одержання модифікованого фосфогіпсу
Випадковий патент: Спосіб лікування варикозного розширення підшкірних вен нижніх кінцівок