Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Білик Анатолій Миколайович, Пелих Ігор Володимирович, Антонюк Сергій Михайлович, Бергеман Геннадій Володимирович, Бойко Володимир Іванович
Формула / Реферат
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом ![]() між прямолінійною поверхнею полиць профілю і вертикаллю, що знаходиться в межах 17°-22°, причому обтиснення в передчистовому калібрі здійснюють з встановленням наступних співвідношень коефіцієнтів обтиснень для складових частин елементів профілю: обтиснення основи полиці до обтиснення стінки в межах від 1,06 до 1,09 і обтиснення кінців полиці до обтиснення стінки в межах від 0,95 до 1,05.
між прямолінійною поверхнею полиць профілю і вертикаллю, що знаходиться в межах 17°-22°, причому обтиснення в передчистовому калібрі здійснюють з встановленням наступних співвідношень коефіцієнтів обтиснень для складових частин елементів профілю: обтиснення основи полиці до обтиснення стінки в межах від 1,06 до 1,09 і обтиснення кінців полиці до обтиснення стінки в межах від 0,95 до 1,05.
Текст
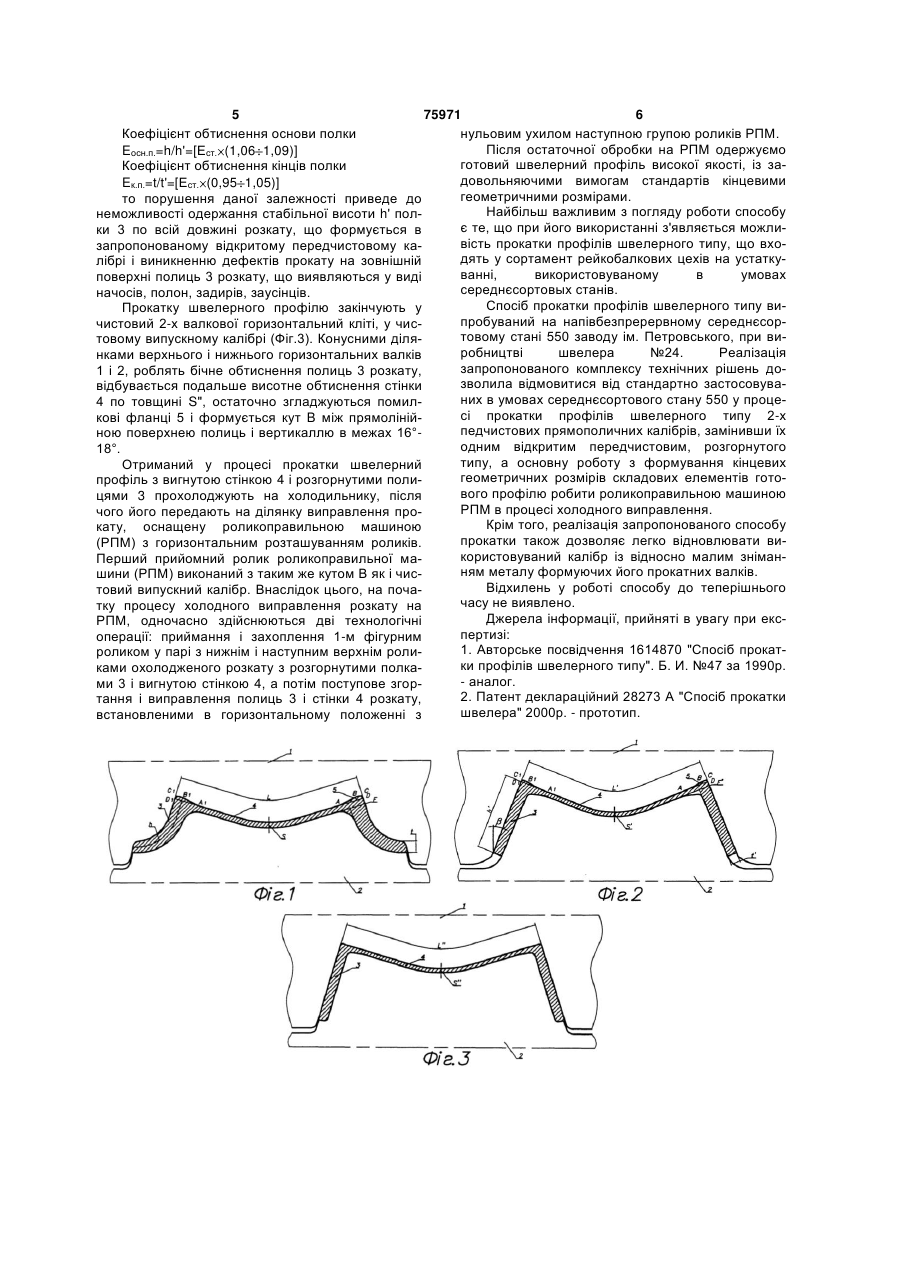
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом , між прямолінійною поверхнею полиць профілю і вертикаллю, що знаходиться в межах 17°-22°, причому обтиснення в передчистовому калібрі здійснюють з встановленням наступних співвідношень коефіцієнтів обтиснень для складових частин елементів профілю: обтиснення основи полиці до обтиснення стінки в межах від 1,06 до 1,09 і обтиснення кінців полиці до обтиснення стінки в межах від 0,95 до 1,05. (19) (21) 2004042438 (22) 01.04.2004 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Бергеман Геннадій Володимирович, Білик Анатолій Миколайович, Антонюк Сергій Михайлович, Бойко Володимир Іванович, Пелих Ігор Володимирович (73) Бергеман Геннадій Володимирович, Білик Анатолій Миколайович, Антонюк Сергій Михайлович, Бойко Володимир Іванович, Пелих Ігор Володимирович (56) UA 28273 A, 16.10.2000 UA 21262 A, 04.11.1997 RU 2090274 C1, 20.09.1997 RU 2169050 C2, 20.03.2001 SU 1614870 A1, 23.12.1990 JP 60154802, 14.08.1985 3 75971 4 вертикаллю знаходиться в межах 14°-16°. У проми 3 у 7-ми фасонних клітях середнесортового цесі формування елементів швелерного профілю, стану 550. у місцях розкриття даного калібру, конкретно на В останньому чорновому кривополичному каділянках, що відповідають за формування стабільлібрі (Фіг.1) верхнім і нижнім горизонтальними валної висоти h, полиць розкату, відбувається їхнє ками 1 і 2 формують розкат з основними розмір«переповнення» металом, що приводить до підними параметрами його складових елементів: вищеного обтиснення кінців полиць у осередку полиць 3 стінки 4. До даних розмірних параметрів деформації. У калібрах такого типу, на ділянках, відносяться: довжина L стінки 4 товщина S в її що відповідають за формування висоти h i товщицентрі, висота h полиць 3, товщина F біля їхньої ни t полиць профілю, що прокочується, через різоснови, товщина t кінців полиць 3. На зовнішній ницю окружних швидкостей V у калібрі, завжди поверхні вигнутої стінки 4 розкати формуються має місце підвищене тертя ковзання між металом і помилкові фланці 5, у вигляді прямокутних трапеповерхнею формуючих його прокатних валків. Відцій ABCD I A1B1C1D1. Помилкові фланці 5 признабувається значний знос бічних поверхонь калібру, чені для гарного виконання зовнішніх кутів профіщо приводить до його частої заміни; лю в процесі прокатки, збереження в них високої - при прокатці з використанням 2-х передчистемператури Т, а також для створення достатньої тових прямополичних калібрів із глибоким врізом стійкості профілю, що прокочується, у калібрах струмка, при можливому виникненні перепаду течистової групи клітей стану 550. мператур на перетині складових елементів (стінки Надалі прокатку ведуть у чистовій групі клітей і полиць) швелерного профілю, може відбутися у відкритому передчистовому прямополичному його неправильне «захоплення» даними калібракалібрі (Фіг.2). Обробка складових елементів розми. При цьому виникне так називане явище «звакату, що формується в даному розгорнутому калілення кута», тобто полки швелерного профілю в брі, містить у собі:бічне обтиснення кінців полиць передчистових калібрах із глибоким врізом будуть 3, висотне обтиснення і остаточне згладжування формуватися з різною висотою h, а також на їхній помилкових фланців 5 і висотне обтиснення стінки зовнішній поверхні будуть виникати різні дефекти 4. у виді плівок, начесів, задирів, заусінців. Для створення сприятливих умов роботи, щоб Поставлена задача досягається тим, що споне відбувалося «переповнення» металом передсіб прокатки профілів швелерного типу в закритих чистового прямополичного калібру, він виконаний розгорнутих калібрах з формуванням складових відкритим, розгорнутої форми. Кут між прямолінійелементів профілю у вигляді вигнутої стінки і розною поверхнею плиць 3 розкату і вертикаллю в горнутих полиць, з наступним їхнім вирівнюванням запропонованому новому калібрі складає 17°-22° у і досягненням ними кінцевих геометричних розміпорівнянні з 14°-16° у прототипі. За рахунок викорів, що для зменшення зносу прокатних валків, ристання підвищеного кута в новому передчистозабезпечення стійкості в калібрах і контролю ставому калібрі, у процесі прокатки знижується навабільної висоти h полиць розкату, передчистовой нтаження на прокатні валки 1 і 2, збільшується прямополичный калібр виконаний відкритим, з їхній термін експлуатації. Створюються нові режикутом B між прямолінійною поверхнею полиць ми обтиснень стінки 4 і полиць 3 швелерного пропрофілю і вертикаллю, що знаходиться в межах філю, що забезпечують оптимальний підпір мета17°-22°, із установленням наступних співвіднолу з майже одночасним обтисненням стінки 4 і шень коефіцієнтів обтиснень для складових елеполиць 3, що у свою чергу забезпечує стійкий проментів профілю: цес прокатки і зменшує витрату споживаної енер- обтиснення основи фланця стінки до обтисгії. нення стінки в межах від 1,06 до 1,09. У парі суміжних калібрів, конкретно нового від- обтиснення кінців полки до обтиснення поликритого розгорнутого передчистового і останнього ці в межах від 0,95 до 1,05. чорнового кривополичного, (2-й і 3-й калібри по Спосіб прокатки профілів швелерного типу походу прокатки ) були підібрані такі коефіцієнти обяснюється Фіг.1; 2; 3; - де на Фіг.1 показане фортиснень Е складових елементів профілю, що домування розкату пропонованим способом в останзволяють задати в чистовий калібр розкат з необньому чорновому кривополичному калібрі; на Фіг.2 хідними розмірними параметрами ділянок його показане формування розкату пропонованим споосновних складових елементів, дотримуючи які собом у розгорнутому передчистовому прямоподосягається контроль стабільної висоти h' полки 4 личному калібрі; на Фіг.3 показане формування у відкритому передчнстовому калібрі (Фіг.2), а тарозкату в чистовому калібрі. кож виключається можливість появи дефектів проСпосіб включає: верхній і нижній горизонтальні кату на ЇЇ зовнішній поверхні. У відкритому передвалки 1 і 2 чорновнх, передчистових і чистових чистовому прямополичному калібрі до даних калібрів, розкат з розгорнутими полицями 3, вигнурозмірних параметрів відносяться : довжина L' тою стінкою 4, і помилковими фланцями 5. стінки 4, товщина S' в її центрі, висота h' полиць 3, Спосіб прокатки профілів швелерного типу товщина біля їхньої основи, F', товщина t' кінців здійснюється в такий спосіб. полиць 3. Заготівлю прямокутного перетину, нагріту до У процесі прокатки встановлюється - якщо ветемператури прокатки в методичній печі, дефорличина коефіцієнтів обтиснення Е у відкритому мують в об’ємонапружених клітях чорнової і чисрозгорнутому передчистовому калібрі не буде знатової груп стану 550. Процес деформації полягає в ходитися в межах: послідовному формуванні профілю швелерного Коефіцієнт обтиснення стінки типу з вигнутою стінкою 4 і розгорнутими полицяЕст.=S/S'=(1,25-1,29) 5 75971 6 Коефіцієнт обтиснення основи полки нульовим ухилом наступною групою роликів РПМ. Після остаточної обробки на РПМ одержуємо Eосн.п.=h/h'=[Ест. (1,06 1,09)] готовий швелерний профіль високої якості, із заКоефіцієнт обтиснення кінців полки довольняючими вимогам стандартів кінцевими Eк.п.=t/t'=[Ест. (0,95 1,05)] геометричними розмірами. то порушення даної залежності приведе до Найбільш важливим з погляду роботи способу неможливості одержання стабільної висоти h' полє те, що при його використанні з'являється можлики 3 по всій довжині розкату, що формується в вість прокатки профілів швелерного типу, що вхозапропонованому відкритому передчистовому кадять у сортамент рейкобалкових цехів на устаткулібрі і виникненню дефектів прокату на зовнішній ванні, використовуваному в умовах поверхні полиць 3 розкату, що виявляються у виді середнєсортовых станів. начосів, полон, задирів, заусінців. Спосіб прокатки профілів швелерного типу виПрокатку швелерного профілю закінчують у пробуваний на напівбезпрерервному середнєсорчистовий 2-х валкової горизонтальний кліті, у чистовому стані 550 заводу ім. Петровського, при витовому випускному калібрі (Фіг.3). Конусними діляробництві швелера №24. Реалізація нками верхнього і нижнього горизонтальних валків запропонованого комплексу технічних рішень до1 і 2, роблять бічне обтиснення полиць 3 розкату, зволила відмовитися від стандартно застосовувавідбувається подальше висотне обтиснення стінки них в умовах середнєсортового стану 550 у проце4 по товщині S", остаточно згладжуються помилсі прокатки профілів швелерного типу 2-х кові фланці 5 і формується кут B між прямолінійпедчистових прямополичних калібрів, замінивши їх ною поверхнею полиць і вертикаллю в межах 16°одним відкритим передчистовим, розгорнутого 18°. типу, а основну роботу з формування кінцевих Отриманий у процесі прокатки швелерний геометричних розмірів складових елементів готопрофіль з вигнутою стінкою 4 і розгорнутими поливого профілю робити роликоправильною машиною цями 3 прохолоджують на холодильнику, після РПМ в процесі холодного виправлення. чого його передають на ділянку виправлення проКрім того, реалізація запропонованого способу кату, оснащену роликоправильною машиною прокатки також дозволяє легко відновлювати ви(РПМ) з горизонтальним розташуванням роликів. користовуваний калібр із відносно малим зніманПерший прийомний ролик роликоправильної маням металу формуючих його прокатних валків. шини (РПМ) виконаний з таким же кутом В як і чисВідхилень у роботі способу до теперішнього товий випускний калібр. Внаслідок цього, на почачасу не виявлено. тку процесу холодного виправлення розкату на Джерела інформації, прийняті в увагу при ексРПМ, одночасно здійснюються дві технологічні пертизі: операції: приймання і захоплення 1-м фігурним 1. Авторське посвідчення 1614870 "Спосіб прокатроликом у парі з нижнім і наступним верхнім ролики профілів швелерного типу". Б. И. №47 за 1990p. ками охолодженого розкату з розгорнутими полка- аналог. ми 3 і вигнутою стінкою 4, а потім поступове згор2. Патент деклараційний 28273 А "Спосіб прокатки тання і виправлення полиць 3 і стінки 4 розкату, швелера" 2000р. - прототип. встановленими в горизонтальному положенні з 7 Комп’ютерна верстка О. Гапоненко 75971 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling channel type profiles
Автори англійськоюBerheman Hennadii Volodymyrovych, Bilyk Anatolii Mykolaiovych, Antoniuk Serhii Mykhailovych, Boiko Volodymyr Ivanovych, Pelykh Ihor Volodymyrovych
Назва патенту російськоюСпособ прокатки профилей швеллерного типа
Автори російськоюБергеман Геннадий Владимирович, Билык Анатолий Николаевич, Антонюк Сергій Михайлович, Бойко Владимир Иванович, Пелых Игорь Владимирович
МПК / Мітки
МПК: B21B 27/02
Мітки: швелерного, профілів, спосіб, типу, прокатки
Код посилання
<a href="https://ua.patents.su/4-75971-sposib-prokatki-profiliv-shvelernogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки профілів швелерного типу</a>
Спосіб виробництва профілів швелерного типу
Номер патенту: 29348
Опубліковано: 15.07.2002
Автори: Луценко Віктор Олександрович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Дорожко Іван Кирилович
МПК: B21B 1/08
Мітки: швелерного, типу, спосіб, профілів, виробництва
Формула / Реферат:
Спосіб виробництва профілів швелерного типу, що включає прокатування у розгорнутих калібрах профілю зі знакозмінним переломом стійки та наступне профілезгинання, який відрізняється тим, що при прокатуванні у розгорнутих калібрах формують профіль з прилеглими до фланців ділянками протяжністю 0,12 - 0,22 довжини середньої лінії стінки і кутом вигину стійки відносно прилеглих до фланців ділянок 30 - 60°.
Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Мирошниченко Анатолій Васильович, Дорожко Іван Кирилович, Проценко Юрій Юрьєвич, Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович, Кірієнко Анатолій Іванович, Мних Юрій Вікентійович
Мітки: типу, профілів, спосіб, прокатки, швелерного
Формула / Реферат:
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Олійник Олександр Іванович, Носаньов Олександр Григорович, Андрійчук Сергій Андрійович, Босий Володимир Миколайович, Балабєй Євген Михайлович
МПК: B21B 1/09
Мітки: спосіб, калібрів, система, здійснення, профілів, прокатки, кутових
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Жучков Сергій Михайлович, Макаренко Олександр Анатолійович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Білий Микола Павлович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович
МПК: B21B 1/02
Мітки: стані, безперервному, профілів, спосіб, прокатки, кутових
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Білий Микола Павлович, Жучков Сергій Михайлович, Токмаков Павло Вадимович
МПК: B21B 1/02
Мітки: безперервному, смугових, профілів, стані, спосіб, прокатки
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Попередній патент: Завантажувальний пристрій стрічкового конвеєра
Наступний патент: Фільтр
Випадковий патент: Спосіб передпосівної обробки насіння