Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Макаренко Олександр Анатолійович, Хрустенко Юрій Михайлович, Жучков Сергій Михайлович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Токмаков Павло Вадимович, Білий Микола Павлович
Формула / Реферат
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і некаліброваних валках із гладкою бочкою, який відрізняється тим, що в процесі деформації вихідної заготовки в системі ящикових калібрів отримують проміжний розкат круглого перерізу, деформацію проміжного розкату круглого перерізу ведуть у системі витяжних калібрів, що складається з ромбічного калібру і діагонального квадратного калібру із всіма опуклими гранями, до одержання розкату квадратного перерізу, із всіма увігнутими гранями, а в процесі передчистового формування профілю одержують розкат прямокутного перерізу з двома протилежними увігнутими гранями.
2. Спосіб за п. 1, який відрізняється тим, що глибина увігнутості всіх граней розкату квадратного перерізу, що одержується після деформації в діагональному квадратному калібрі з усіма опуклими гранями, складає 0,035-0,055 сторони розкату квадратного перерізу, а глибина увігнутості двох протилежних граней розкату прямокутного перерізу, одержуваного в процесі передчистового формування профілю, складає 0,010-0,020 більшої сторони розкату прямокутного перерізу.
Текст
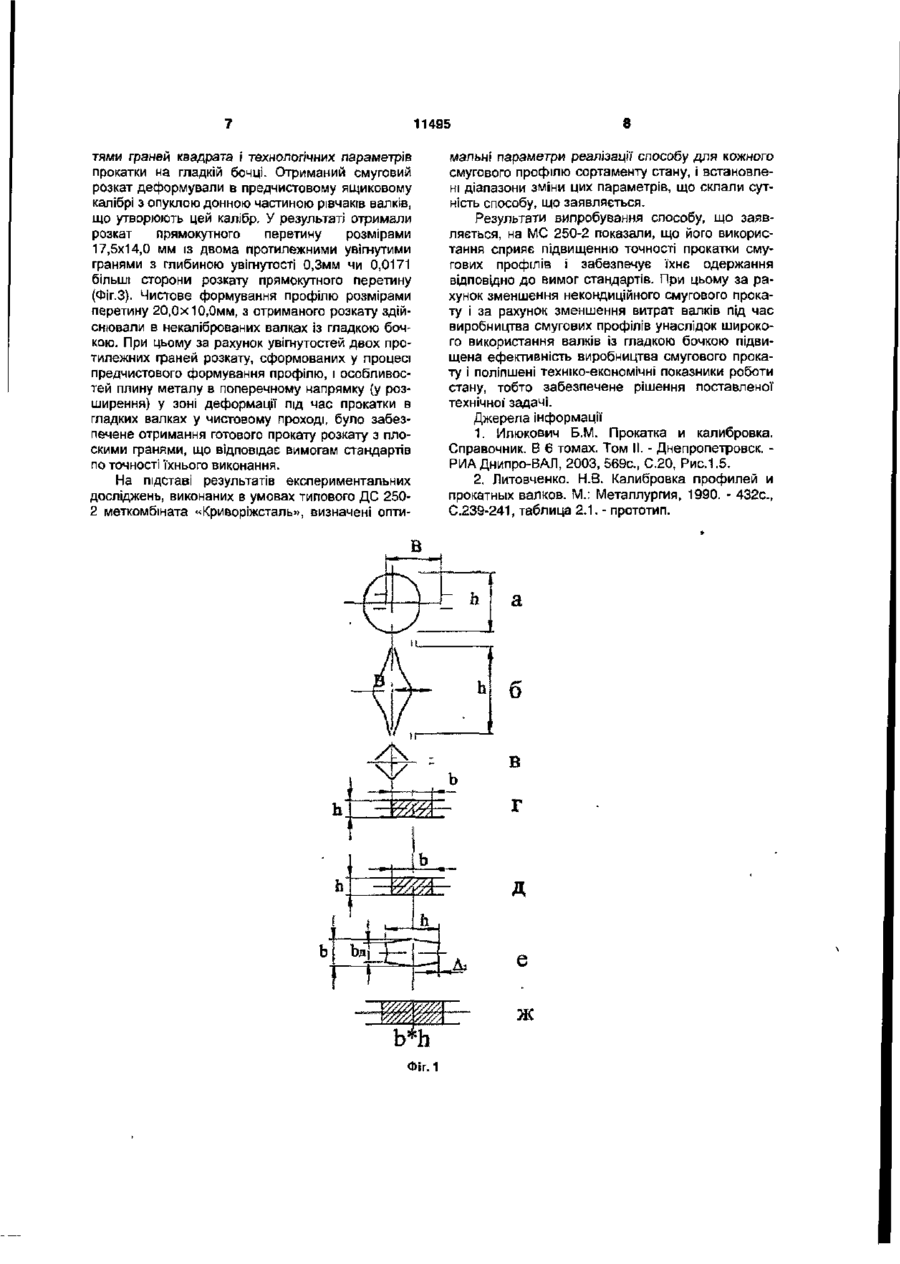
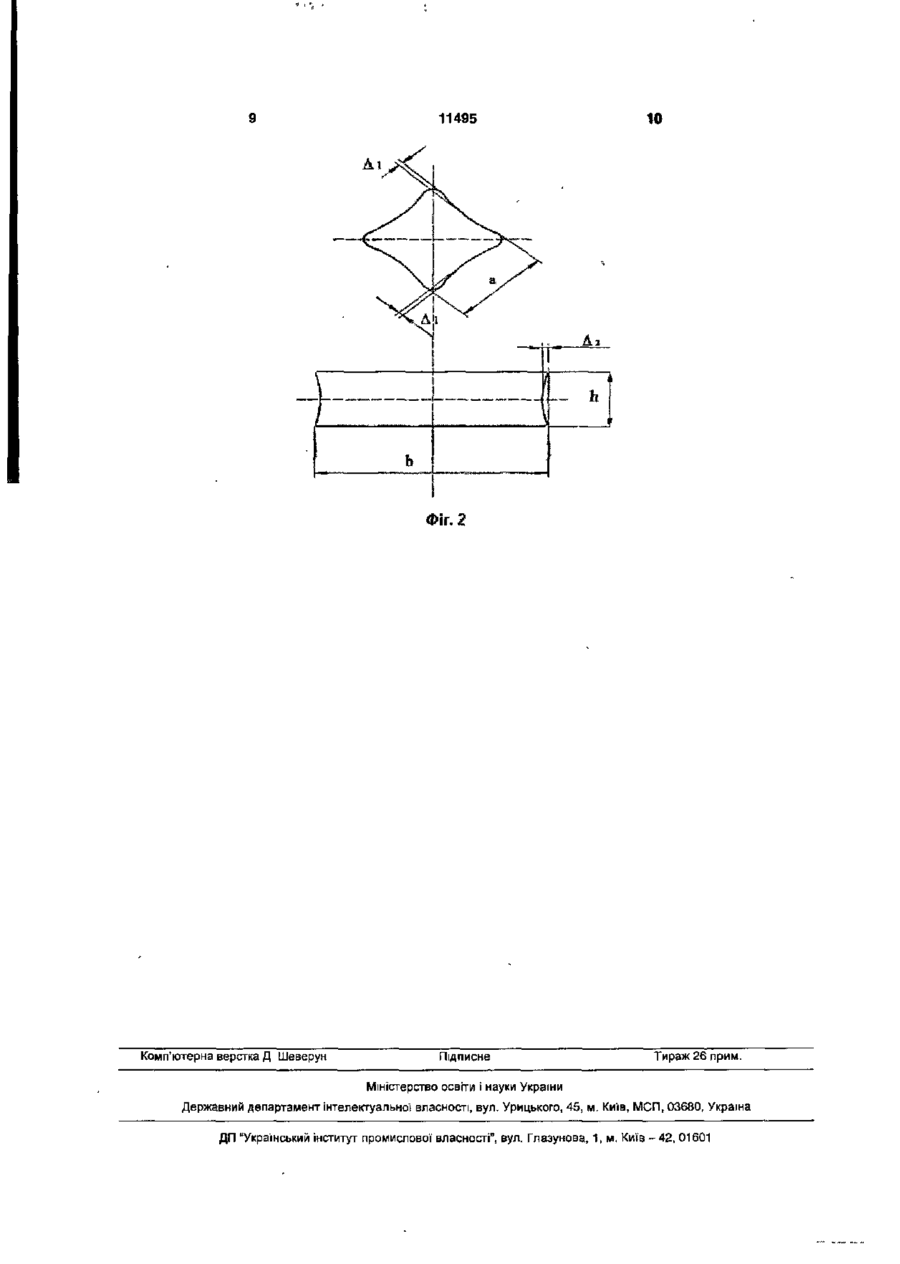
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і некаліброваних валках із гладкою бочкою, який відрізняється тим, що в процесі деформації вихідної заготовки в системі ящикових калібрів отримують проміжний розкат круглого перерізу, деформацію проміжного розкату круглого перерізу ведуть у системі витяжних калібрів, що складається з ромбічного калібру і діагонального квадратного калібру із всіма опуклими гранями, до одержання розкату квадратного перерізу, із всіма увігнутими гранями, а в процесі передчистового формування профілю одержують розкат прямокутного перерізу з двома протилежними увігнутими гранями. 2. Спосіб за п. 1, який відрізняється тим, що глибина увігнутості всіх граней розкату квадратного перерізу, що одержується після деформації в діагональному квадратному калібрі з усіма опуклими гранями, складає 0,035-0,055 сторони розкату квадратного перерізу, а глибина увігнутості двох протилежних граней розкату прямокутного перерізу, одержуваного в процесі передч истового формування профілю, складає 0,010-0,020 більшої сторони розкату прямокутного перерізу. Корисна модель відноситься до прокатного виробництва, а саме до способів прокатки смугових профілів і може бути реалізована на безперервних сортових станах. Відомі способи прокатки смугових профілів на безперервних сортових станах, що включають деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перетину, деформацію розкату квадратного перетину в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і некаліброваних валках із гладкою бочкою [1]. Недоліком відомих способів є зниження техніш-економічних показників виробництва смугового прокату, обумовлене зниженням точності виконання профілю (точності прокатки) і необхідністю використання великої кількості каліброваних валків при реалізації відомих способів. Як прототип прийнятий спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перетину, деформацію розкату квадратного перетину в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, ВІДПОВІДНО, у каліброваних валках і некаліброваних валках із гладкою бочкою [2]. Недоліком прототипу є зниження точності виконання профілю (точності прокатки), зокрема нестабільність виконання бічних граней смуги ВІДПОВІДНО до вимог стандартів. Зазначена обставина збільшує кількість некондиційного прокату по геометр» профілю І знижує, тим самим, ефективність виробництва смугового прокату і технікоекономічні показники роботи стану. Задача, що розв'язується корисною моделлю, складається в підвищенні точності прокатки, за ю з рахунок стабілізації виконання профілю відповідно до вимог стандартів, зокрема, точності виконання бічних граней смуги, без збільшення кількості каліброваних валків прокатних клітей при одержанні смугових профілів. Технічний результат, що досягається при використанні корисної моделі, складається в зменшенні кількості некондиційного прокату по геометрії профілю за рахунок одержання смугового профілю відповідно до вимог стандартів, і підвищенні ефективності виробництва смугового прокату і техніко-економічних показників роботи стану за рахунок зниження витрат валків під час виробництва смугових профілів унаслідок розширення використання під час прокатки некаліброваних валків прокатних клітей. Рішення поставленої задачі забезпечується тим, що в способі прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перетину, деформацію розкату квадратного перетину в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і некаліброваних валках із гладкою бочкою, в процесі деформації вихідної заготовки в системі ящикових калібрів отримують проміжний розкат круглого перетину, деформацію проміжного розкату круглого перетину ведуть у системі витяжних калібрів, що складається з ромбічного калібру і діагонального квадратного калібру із всіма опуклими гранями, до одержання розкату квадратного перетину, із всіма увігнутими гранями, а в процесі передчистового формування профілю одержують розкат прямокутного перетину з двома протилежними увігнутими гранями, а також тим, що глибина увігнутості всіх граней розкату квадратного перетину, що одержується після деформації в діагональному квадратному калібрі з усіма опуклими гранями, складає 0,035-0,055 сторони розкату квадратного перетину, а глибина увігнутості двох протилежних граней розкату прямокутного перетину, одержуваного в процесі передчистового формування профілю, складає 0,010-0,020 більшої сторони розкату прямокутного перетину. Порівняння з прототипом показує, що спосіб, що заявляється, відрізняється тим, що в процесі деформаци вихідної заготовки в системі ящикових калібрів одержують проміжний розкат круглого перетину, деформацію проміжного розкату круглого перетину ведуть у системі витяжних калібрів, що складається з ромбічного калібру і діагонального квадратного калібру з всіма опуклими гранями, до одержання розкату квадратного перетину, із всіма увігнутими гранями, а в процесі передчистового формування профілю одержують розкат прямокутного перетину з двома протилежними увігнутими гранями, а також тим, що глибина увігнутості всіх граней розкату квадратного перетину, отриманого після деформації в діагональному квадратному калібрі з всіма опуклими гранями, складає 0,035-0,055 сторони розкату квадратного перети 11495 4 ну, а глибина увігнутості двох протилежних граней розкату прямокутного перетину, отриманого в процесі передчистового формування профілю, складає 0,010-0,020 більшої сторони розкату прямокутного перетину. Отже спосіб, що заявляється відповідає критерію "новизна". Корисна модель пояснюється кресленням, де на Фіг. 1 - (а...ж) представлена технологічна схема запропонованого способу; на Фіг.2 - поперечний переріз підкату квадратного перетину, Із всіма увігнутими гранями, отриманого в діагональному квадратному калібрі із всіма опуклими гранями, по Фіг.1-в; на Фіг.З -поперечний перетин підкату прямокутного перетину, із всіма увігнутими гранями, отриманого в процесі передчистового формування профілю (де h - висота калібру, b - ширина калібру, Ді, Дг - глибина увігнутості, Ьд - ширина розкату по дну калібру). Відповідно ДО корисної моделі вихідну заготовку квадратного перетину прокатують у системі ящикових калібрів до одержання проміжного розкату круглого перетину. Отриманий розкат деформують у системі витяжних калібрів, що складається з ромбічного калібру і діагонального квадратного калібру з всіма опуклими гранями. В результаті одержують розкат квадратного перетину, із всіма увігнутими гранями (Фіг.2). Цей розкат деформують у некаліброваних валках із гладкою бочкою. При цьому, в залежності від розмірів перетину готового прокату, здійснюють за 1-2 проходи. В результаті одержують розкат прямокутного перетину, що деформують у передч истовому ящиковому калібрі з опуклою донною частиною струмків валків, що утворюють цей калібр. У результаті в процесі передчистового формування профілю одержують розкат прямокутного перетину з двома протилежними увігнутими гранями (Фіг.З). Чистове формування профілю, з отриманого розкату ведуть у некаліброваних валках із гладкою бочкою. Необхідність одержання розкату квадратного перетину із всіма увігнутими гранями (Фіг.2) обумовлена особливостями течії металу в поперечному напрямку (у розширенні) в зоні деформації' під час прокатки в гладких (некаліброваних) валках. Так, у випадку прокатки в гладких валках розкату квадратного перетину з плоскими гранями в результаті буде отриманий розкат прямокутного перетину з опуклими бічними гранями. Ці опуклості утворяться внаслідок ускладненої течії металу на контактній поверхні, обумовленої силами зовнішнього тертя, у зв'язку з чим, переважна течія металу в розширення відбувається на вільній поверхні в зоні рознімання валків. Цим же пояснюється необхідність одержання розкату прямокутного перетину з двома протилежними увігнутими гранями (Фіг.З) у процесі передчистового формування профілю. На основі результатів експериментальних досліджень, виконаних в промислових умовах на безперервному дрібносортному стані 250 металургійного комбінату «Криворіжсталь», встановлені оптимальні параметри опуклостей на діагональному квадратному і передчистовому ящиковому 11495 калібрах, що формують відповідні увігнутості на всіх гранях розкату квадратного перетину і двох протилежних гранях розкату прямокутного перетину. Статистична обробка результап'в великої кількості експериментальних даних показала, що глибина увігнутостей всіх граней розкату квадратного перетину, який виходить після деформації в діагональному квадратному калібрі з всіма опуклими гранями, повинна знаходитися в діапазоні 0,0350,055 сторони розкату квадратного перетину, а глибина увігнутостей двох протилежних граней розкату прямокутного перетину, що виходить в процесі передчистового формування профілю, 0,010-0,020 більшої сторони розкату прямокутного перетину. Це забезпечить отримання готового прокату з плоскими гранями, що відповідає вимогам стандартів по точності виконання бічних граней смуги. При цьому, отримання розкату квадратного перетину з всіма увігнутими гранями (Фіг.2), із глибиною увігнутостей у зазначеному діапазоні зміни забезпечить після його наступної деформації в некаліброваних валках із гладкою бочкою за 1-2 проходи одержання розкату прямокутного перетину з плоскими гранями, що сприяє стабілізації процесу прокатки в наступному предчистовому калібрі. Якщо глибина увігнутостей усіх граней розкату квадратного перетину, одержуваного після деформації в діагональному квадратному калібрі з всіма опуклими гранями, буде менше 0,035 сторони розкату квадратного перетину, то не будуть скомпенсовані опуклості бічних граней розкату після його наступної деформації в некаліброваних валках із гладкою бочкою за 1-2 проходи, утворені внаслідок переважного плину металу в розширення на вільній поверхні в зоні рознімання валків. До того ж приведе одержання розкату прямокутного перетину, у процесі предчистового формування з глибиною увігнутостей двох протилежних граней профілю менше 0,010 більшої сторони розкату прямокутного перетину. З іншого боку, якщо глибина увігнутостей на розкаті квадратного перетину буде більше 0,055 його сторони, то в результаті після його наступної деформації в некаліброваних валках із гладкою бочкою за 1-2 проходи, бічні грані отриманого розкату прямокутного перетину залишаться увігнутими через недостатню величину опуклостей, утворених внаслідок розширення металу на вільній поверхні в зоні рознімання валків. До того ж приведе одержання розкату прямокутного перетину, у процесі предчистового формування з глибиною увігнутостей двох протилежних граней профілю більше 0,020 більшої сторони розкату прямокутного перетину. Тобто не буде забезпечена необхідна точність прокатки. Іншим шляхом підвищення точності прокатки, зокрема, стабілізація виконання профілю відповідно до вимог стандартів, конкретно - точність виконання бічних граней смуги, можливо за рахунок використання каліброваних валків у процесі прокатки смугових профілів, однак такий підхід знизить ефективність виробництва смугового прокату і техніко-економічних показників роботи стану внаслідок збільшення витрати валків при виробництві смугових профілів. Таким чином, реалізація пропонуємого технічного рішення забезпечує рішення поставленої в корисній моделі задачі - підвищує точність прокатки смугових профілів, без збільшення кількості каліброваних валків прокатних клітей, при їхньому одержанні, за рахунок формування в каліброваних валках проміжного розкату заданої форми, з регламентованими співвідношеннями геометричних параметрів, установлених на підставі аналізу технологічних факторів процесу прокатки - зокрема, розширення металу під час прокатки на гладкій бочці. У цілому, використання корисної моделі дає можливість знизити кількість некондиційного прокату по геометрії профілю за рахунок одержання смугового профілю відповідно до вимог стандартів. Це сприяє підвищенню ефективності виробництва смугового прокату і поліпшує технікоекономічні показники роботи стану не тільки за рахунок зниження некондиції, а і за рахунок зменшення витрат валків під час виробництва смугових профілів за рахунок широкого використання некаліброваних валків прокатних клітей під час прокатки. Приклад конкретного виконання Експерименти по здійсненню пропонуємого способу і визначенню конкретних параметрів його реалізації здійснювалися в умовах безперервного дрібносортного стану 250-2 металургійного комбінату "Криворіжсталь" під час виробництва смугових профілів розмірами 18...35...35х5,6...10...10мм. Співвідношення геометричних параметрів, що заявляються, розкату квадратного перетину, одержуваного після деформації в діагональному квадратному калібрі з всіма опуклими гранями, і розкату прямокутного перетину, одержуваного в процесі предчистового формування профілю, встановлені на підставі статистичної обробки результатів експериментальних даних І охоплюють весь сортамент смугових профілів, що прокатуються, в умовах типового безперервного дрібносортного стану (ДС) 250, до якого можна віднести МС 250-2 металургійного комбінату "Криворіжсталь". Тому нижче приведені окремі результати експериментів, що визначають умови реалізації способу під час прокатки одного із смугових профілів - перетином 20x10мм. Під час прокатки цього профілю з вихідної заготовки перетином 80х80мм у системі ящикових калібрів одержували проміжний розкат умовно круглого перетину діаметром 27,5мм. Цей розкат деформували в системі витяжних калібрів, що складається з ромбічного калібру І діагонального квадратного калібру з всіма опуклими гранями. У результаті одержували розкат квадратного перетину, із стороною 18,5 мм із всіма увігнутими гранями (Фіг.2). Глибина увігнутості граней квадрата складала 0,7мм чи 0,0378 сторони квадрата. Це розкат деформували в некаліброваних валках із гладкою бочкою, при цьому здійснювали за 2 проходи. У результаті одержували розкат прямокутного перетину розмірами 14,0x19,0мм із бічними гранями, близьким до плоских, що забезпечувалося відповідними увігнутос 8 11495 тями граней квадрата і технологічних параметрів прокатки на гладкій бочці. Отриманий смуговий розкат деформували в предчистовому ящиковому калібрі з опуклою донною частиною рівчаків валків, що утворюють цей калібр. У результаті отримали розкат прямокутного перетину розмірами 17,5x14,0 мм із двома протилежними увігнутими гранями з глибиною увігнутості 0,3мм чи 0,0171 більші сторони розкату прямокутного перетину (Фіг.З). Чистове формування профілю розмірами перетину 20,0x10,0мм, з отриманого розкату здійснювали в некаліброваних валках Із гладкою бочкою. При цьому за рахунок увігнутостей двох протилежних граней розкату, сформованих у процесі предчистового формування профілю, і особливостей плину металу в поперечному напрямку (у розширення) у зоні деформації під час прокатки в гладких валках у чистовому проході, було забезпечене отримання готового прокату розкату з плоскими гранями, що відповідає вимогам стандартів по точності їхнього виконання. На підставі результатів експериментальних досліджень, виконаних в умовах типового ДС 2502 меткомбіната «Криворіжсталь», визначені опти мальні параметри реалізації способу для кожного смугового профілю сортаменту стану, і встановлені діапазони зміни цих параметрів, що склали сутність способу, що заявляється. Результати випробування способу, що заявляється, на МС 250-2 показали, що його використання сприяє підвищенню точності прокатки смугових профілів і забезпечує їхнє одержання відповідно до вимог стандартів. При цьому за рахунок зменшення некондиційного смугового прокату і за рахунок зменшення витрат валків під час виробництва смугових профілів унаслідок широкого використання валків із гладкою бочкою підвищена ефективність виробництва смугового прокату і поліпшені техніко-економічні показники роботи стану, тобто забезпечене рішення поставленої технічної задачі. Джерела інформації 1. Илюкович Б.М. Прокатка и калибровка. Справочник. В 6 томах. Том II. - Днепропетровск. РИАДнипро-БАЛ, 2003, 569с, С.20, Рис.1.5. 2. Литовченко. Н.В. Калибровка профилей и прокатных валков. М.: Металлургия, 1990. - 432с, С.239-241, таблица 2.1. - прототип. а Ь б в г д е ж 11495 10 Фіг. 2 Комп'ютерна верстка Д Шеверун Підписне Тираж 26 прим. Міністерство освгти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strip profiles on continuous mill
Автори англійськоюKhrustenko Yurii Mykhailovych, Kurochkin Oleksandr Fedorovych, Bylyii Mykola Pavlovich, Makarenko Oleksandr Anatoliiovych, Zhuchkov Serhii Mykhailovych, Tokmakov Pavlo Vadymovych
Назва патенту російськоюСпособ прокатки ленточных профилей на непрерывном стане
Автори російськоюХрустенко Юрий Михайлович, Курочкин Александр Федорович, Билый Николай Павлович, Макаренко Александр Анатольевич, Жучков Сергей Михайлович, Токмаков Павел Вадимович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, безперервному, стані, профілів, смугових, прокатки
Код посилання
<a href="https://ua.patents.su/6-11495-sposib-prokatki-smugovikh-profiliv-na-bezperervnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки смугових профілів на безперервному стані</a>
Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки

Номер патенту: 29396
Опубліковано: 15.11.2000
Автор: Юнгер Ігор Б.
МПК: B21B 37/46
Мітки: прокатки, гарячої, спосіб, безперервному, стані, регулювання, швидкості, металу, багатоклітьовому
Текст:
...в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на...
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Чічкан Артур Олексійович, Луцький Михайло Борисович, Луценко Віктор Олександрович, Дорожко Іван Кирилович
МПК: B21B 27/00, B21B 1/08
Мітки: двовалкових, калібрів, прокатки, круглих, профілів, система
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Спосіб прокатки зливків на реверсивному обтискному стані
Номер патенту: 8113
Опубліковано: 15.07.2005
Автори: Шеремет Володимир Олександрович, Лясов Володимир Григорович, Полуновський Ісаак Евсійович, Ротару Іон Теодорович, Коротченков Валерій Михайлович, Кекух Анатолій Володимирович, Похилько Володимир Ігорович, Спіняков Віктор Костянтинович, Лисенко Віктор Володимирович, Бабенко Михайло Антонович
МПК: B21B 1/02
Мітки: зливків, спосіб, реверсивному, стані, обтискному, прокатки
Формула / Реферат:
1. Спосіб прокатки зливків на реверсивному обтискному стані й в окремих клітях безперервних прокатних станів, що включає прокатку зливків у калібрах зі зміною напрямку прокатки, обтиснення зливків від калібру до калібру, який відрізняється тим, що прокатку в першому калібрі здійснюють із використанням профільованої "бочки" валків, при цьому ступінь проникнення деформації визначається за формулою:Еп = Нп + 0,2Нп,де: Нп...
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Жучков Сергій Михайлович, Бабенко Михайло Антонович, Теряєв Олександр Митрофанович, Полуновський Ісаак Євсійович, Спіняков Віктор Костянтинович, Паламар Дмитро Григорович, Кекух Анатолій Володимирович, Лисенко Віктор Володимирович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Коротченков Валерій Михайлович, Сокуренко Анатолій Валентинович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: обтискному, стані, прокатки, спосіб, реверсивному
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Олійник Олександр Іванович, Андрійчук Сергій Андрійович, Балабєй Євген Михайлович, Носаньов Олександр Григорович, Босий Володимир Миколайович
МПК: B21B 1/09
Мітки: система, здійснення, кутових, прокатки, калібрів, спосіб, профілів
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Попередній патент: Переносний вогнегасник
Наступний патент: Ділянка формування заготівок машини безперервного лиття
Випадковий патент: Пристрій для передачі двох компандерних телефонних сигналів у стандартному телефонному каналі зв'язку