Спосіб установки робочих валків в кліті кварто
Номер патенту: 76093
Опубліковано: 25.12.2012
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Жученко Станіслав Вікторович

Формула / Реферат
Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків.
Текст
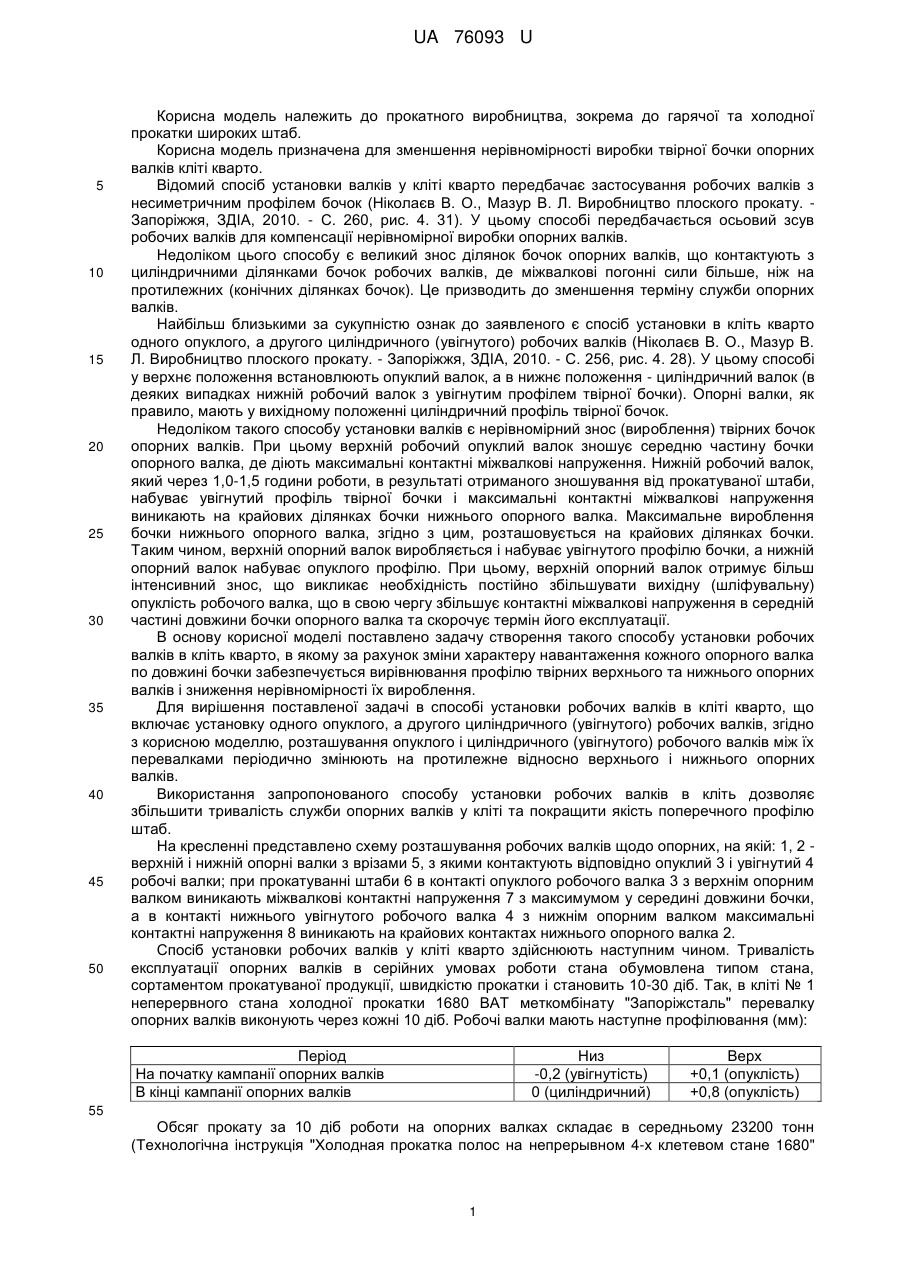
Реферат: Спосіб установки робочих валків в кліті кварто включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків. Розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків. UA 76093 U (12) UA 76093 U UA 76093 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до прокатного виробництва, зокрема до гарячої та холодної прокатки широких штаб. Корисна модель призначена для зменшення нерівномірності виробки твірної бочки опорних валків кліті кварто. Відомий спосіб установки валків у кліті кварто передбачає застосування робочих валків з несиметричним профілем бочок (Ніколаєв В. О., Мазур В. Л. Виробництво плоского прокату. Запоріжжя, ЗДІА, 2010. - С. 260, рис. 4. 31). У цьому способі передбачається осьовий зсув робочих валків для компенсації нерівномірної виробки опорних валків. Недоліком цього способу є великий знос ділянок бочок опорних валків, що контактують з циліндричними ділянками бочок робочих валків, де міжвалкові погонні сили більше, ніж на протилежних (конічних ділянках бочок). Це призводить до зменшення терміну служби опорних валків. Найбільш близькими за сукупністю ознак до заявленого є спосіб установки в кліть кварто одного опуклого, а другого циліндричного (увігнутого) робочих валків (Ніколаєв В. О., Мазур В. Л. Виробництво плоского прокату. - Запоріжжя, ЗДІА, 2010. - С. 256, рис. 4. 28). У цьому способі у верхнє положення встановлюють опуклий валок, а в нижнє положення - циліндричний валок (в деяких випадках нижній робочий валок з увігнутим профілем твірної бочки). Опорні валки, як правило, мають у вихідному положенні циліндричний профіль твірної бочок. Недоліком такого способу установки валків є нерівномірний знос (вироблення) твірних бочок опорних валків. При цьому верхній робочий опуклий валок зношує середню частину бочки опорного валка, де діють максимальні контактні міжвалкові напруження. Нижній робочий валок, який через 1,0-1,5 години роботи, в результаті отриманого зношування від прокатуваної штаби, набуває увігнутий профіль твірної бочки і максимальні контактні міжвалкові напруження виникають на крайових ділянках бочки нижнього опорного валка. Максимальне вироблення бочки нижнього опорного валка, згідно з цим, розташовується на крайових ділянках бочки. Таким чином, верхній опорний валок виробляється і набуває увігнутого профілю бочки, а нижній опорний валок набуває опуклого профілю. При цьому, верхній опорний валок отримує більш інтенсивний знос, що викликає необхідність постійно збільшувати вихідну (шліфувальну) опуклість робочого валка, що в свою чергу збільшує контактні міжвалкові напруження в середній частині довжини бочки опорного валка та скорочує термін його експлуатації. В основу корисної моделі поставлено задачу створення такого способу установки робочих валків в кліть кварто, в якому за рахунок зміни характеру навантаження кожного опорного валка по довжині бочки забезпечується вирівнювання профілю твірних верхнього та нижнього опорних валків і зниження нерівномірності їх вироблення. Для вирішення поставленої задачі в способі установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, згідно з корисною моделлю, розташування опуклого і циліндричного (увігнутого) робочого валків між їх перевалками періодично змінюють на протилежне відносно верхнього і нижнього опорних валків. Використання запропонованого способу установки робочих валків в кліть дозволяє збільшити тривалість служби опорних валків у кліті та покращити якість поперечного профілю штаб. На кресленні представлено схему розташування робочих валків щодо опорних, на якій: 1, 2 верхній і нижній опорні валки з врізами 5, з якими контактують відповідно опуклий 3 і увігнутий 4 робочі валки; при прокатуванні штаби 6 в контакті опуклого робочого валка 3 з верхнім опорним валком виникають міжвалкові контактні напруження 7 з максимумом у середині довжини бочки, а в контакті нижнього увігнутого робочого валка 4 з нижнім опорним валком максимальні контактні напруження 8 виникають на крайових контактах нижнього опорного валка 2. Спосіб установки робочих валків у кліті кварто здійснюють наступним чином. Тривалість експлуатації опорних валків в серійних умовах роботи стана обумовлена типом стана, сортаментом прокатуваної продукції, швидкістю прокатки і становить 10-30 діб. Так, в кліті № 1 неперервного станахолодної прокатки 1680 ВАТ меткомбінату "Запоріжсталь" перевалку опорних валків виконують через кожні 10 діб. Робочі валки мають наступне профілювання (мм): Період На початку кампанії опорних валків В кінці кампанії опорних валків Низ -0,2 (увігнутість) 0 (циліндричний) Верх +0,1 (опуклість) +0,8 (опуклість) 55 Обсяг прокату за 10 діб роботи на опорних валках складає в середньому 23200 тонн (Технологічна інструкція "Холодная прокатка полос на непрерывном 4-х клетевом стане 1680" 1 UA 76093 U 5 10 15 ОАО "Запорожсталь" ТИ 226-ПХЛ 1.-02-04. - Запорожье, 2004. - С. 20). Випробування нового способу установки робочих валків виконували в кліті № 1 стана 1680. При цьому заміну робочих валків виконували як і в серійних умовах через кожні 15000-16000 т. прокату. Однак на відміну від серійних умов прокатки в непарних робочих змінах (1 і 3) опуклий робочий валок встановлювали у верхнє положення, а в парних робочих змінах (2 і 4) стана опуклий робочий валок встановлювали в нижнє положення. Циліндричний (увігнутий) робочий валок встановлювали у відповідно протилежному положенні. При такому способі установки робочих валків на кожному опорному валку періодично вироблялась середня та крайові ділянки, що сприяло зменшенню нерівномірності вироблення твірних бочок і уповільнювало прирощення величини опуклості робочого валка в період однієї кампанії експлуатації опорних валків. Заміну зношених опорних валків на нові виконували при досягненні опуклості одного з робочих валків, рівної fp = +0,8 мм. Запропонований спосіб установки робочих валків випробували протягом 4-х місяців, за результатами яких встановили, що термін експлуатації опорних валків у кліті № 1 неперервного стана 1680 між їх перевалками, в порівнянні з серійним (базовим) способом збільшився до 14-16 діб, тобто в 1,4-1,6 рази. На 15-25 % зменшилось знімання діаметрів опорних валків при переточуванні (перешліфовці). Таким чином, у порівнянні з базовим способом установки робочих валків в кліть кварто, спосіб, який запропоновано, забезпечує збільшення експлуатаційної стійкості опорних валків і, отже, зменшує матеріальні витрати на їх придбання та підготовку до роботи. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for installation of working rolls in four-high mill stand
Автори англійськоюNikolaiev Viktor Oleksandrovych, Nikolenko Andrii Heorhiiovych, Matsko Serhii Volodymyrovych, Vasyliev Oleksandr Hennadiiovych, Vasyliev Andrii Oleksandrovych, Zhuchenko Stanislav Viktorovych
Назва патенту російськоюСпособ установки рабочих валков в клети кварто
Автори російськоюНиколаев Виктор Александрович, Николенко Андрей Георгиевич, Мацко Сергей Владимирович, Васильев Александр Геннадьевич, Васильев Андрей Александрович, Жученко Станислав Викторович
МПК / Мітки
МПК: B21B 31/02
Мітки: валків, кліті, робочих, спосіб, установки, кварто
Код посилання
<a href="https://ua.patents.su/4-76093-sposib-ustanovki-robochikh-valkiv-v-kliti-kvarto.html" target="_blank" rel="follow" title="База патентів України">Спосіб установки робочих валків в кліті кварто</a>
Клиновий пристрій подушок валків кліті кварто

Номер патенту: 61095
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/02
Мітки: клиновий, пристрій, подушок, кварто, кліті, валків
Формула / Реферат:
Клиновий пристрій подушок валків кліті кварто, який включає робочі та опорні валки, їх подушки, плунжери гідравлічного пристрою врівноважування, які встановлено в подушці нижнього робочого валка, який відрізняється тим, що в нижній частині подушки верхнього робочого валка виконано скоси з кутом нахилу , які контактують з рухомими клинами, що мають такий же кут нахилу...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: комплект, кліті, валків, подушок, кварто
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Валок прокатної кліті кварто
Номер патенту: 45429
Опубліковано: 10.11.2009
Автори: Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович, Мазур Валерій Леонідович
МПК: B21B 31/00
Мітки: кварто, валок, кліті, прокатної
Формула / Реферат:
Валок прокатної кліті кварто зі змінним профілем твірної бочки, який відрізняється тим, що вершина опуклості бочки одного робочого валка зміщена відносно вертикальної осі робочого валка на відстань C/L = 0,05-0,25, де (С - величина зміщення вершини; L - довжина бочки валка), а відносно вершини другого робочого валка - зміщена на відстань 2C/L = 0,1-0,5.
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Мацко Сергій Володимирович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович
МПК: B21B 27/06
Мітки: валків, кварто, подушок, вузол, кліті
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Валковий вузол кліті кварто

Номер патенту: 62723
Опубліковано: 12.09.2011
Автори: Васильєв Станіслав Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович
МПК: B21B 31/02
Мітки: кварто, валковий, кліті, вузол
Формула / Реферат:
Валковий вузол кліті кварто, що включає робочі і опорні валки з подушками і зміщенням осей робочих валків відносно осі опорних валків, який відрізняється тим, що осі робочих валків зміщені відносно осі опорних валків в протилежному напрямі.
Попередній патент: Спосіб контролю ефективності лікування хворих на артеріальну гіпертензію та гіперурикемію
Наступний патент: Застосування скловолоконного штифта як парапульпарного штифта
Випадковий патент: Спосіб визначення концентрації речовини в розчині