Спосіб одержання сталевого зливка
Формула / Реферат
Спосіб одержання сталевого зливка, який включає розливання металу в виливницю, періодичний підігрів головної частини зливка струменем низькотемпературної плазми через заданий інтервал часу з моменту наповнення виливниці, який відрізняється тим, що підігрів починають вуглеводневмісним плазмовим струменем з масовим співвідношенням кисню і відновника a=0,8-0,9 після закінчення часу, який складає 0,05-0,06tK тривалості часу кристалізації зливка в природних умовах (tK), а тривалість часу дії плазмового підігріву складає 0,03-0,04tK, потім підігрів припиняють, витримують паузу з часовим терміном 0,05-0,06tK і повторно ведуть підігрів головної частини зливка плазмою протягом 0,06-0,08tK, при цьому осьову щільність теплового потоку qО встановлюють з урахуванням залежності
![]() (Вт/м2),
(Вт/м2),
де 0,375 - емпіричний коефіцієнт, що враховує тепломасоперенесення при впливі плазмового струменя,
![]() - середня щільність теплового потоку на зрізі сопла плазмотрона, Вт/м2,
- середня щільність теплового потоку на зрізі сопла плазмотрона, Вт/м2,
![]() - зведена довжина плазмового струменя,
- зведена довжина плазмового струменя,
а середню щільність теплового потоку ![]() на зрізі сопла плазмотрона визначають за формулою
на зрізі сопла плазмотрона визначають за формулою
![]() (Bт/м2),
(Bт/м2),
де ![]() - витрата плазмоутворюючого газу, кг/с,
- витрата плазмоутворюючого газу, кг/с,
![]() - середньомасова ентальпія плазмового струменя, Дж/кг,
- середньомасова ентальпія плазмового струменя, Дж/кг,
![]() - площа вихідного сопла плазмотрона, м2.
- площа вихідного сопла плазмотрона, м2.
Текст
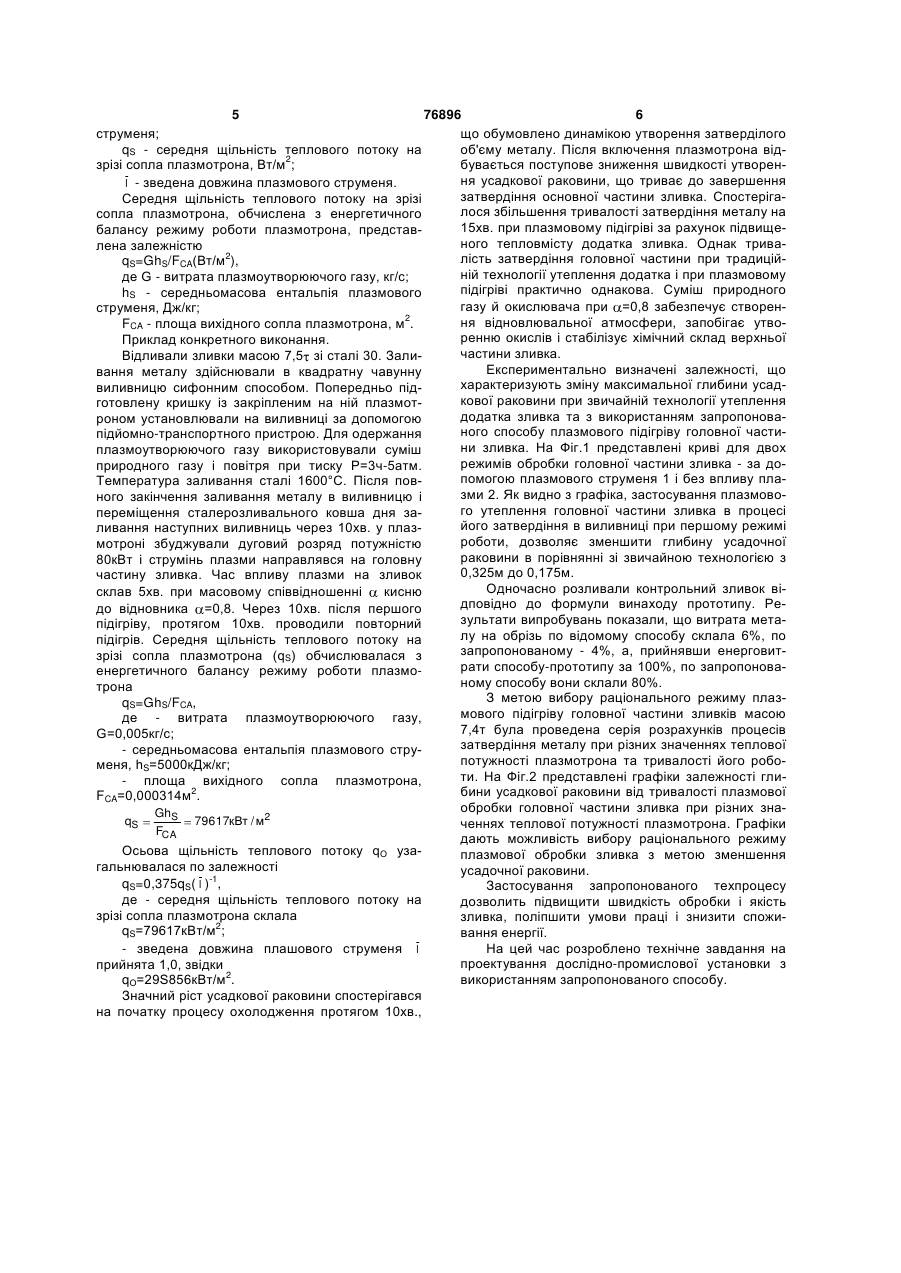
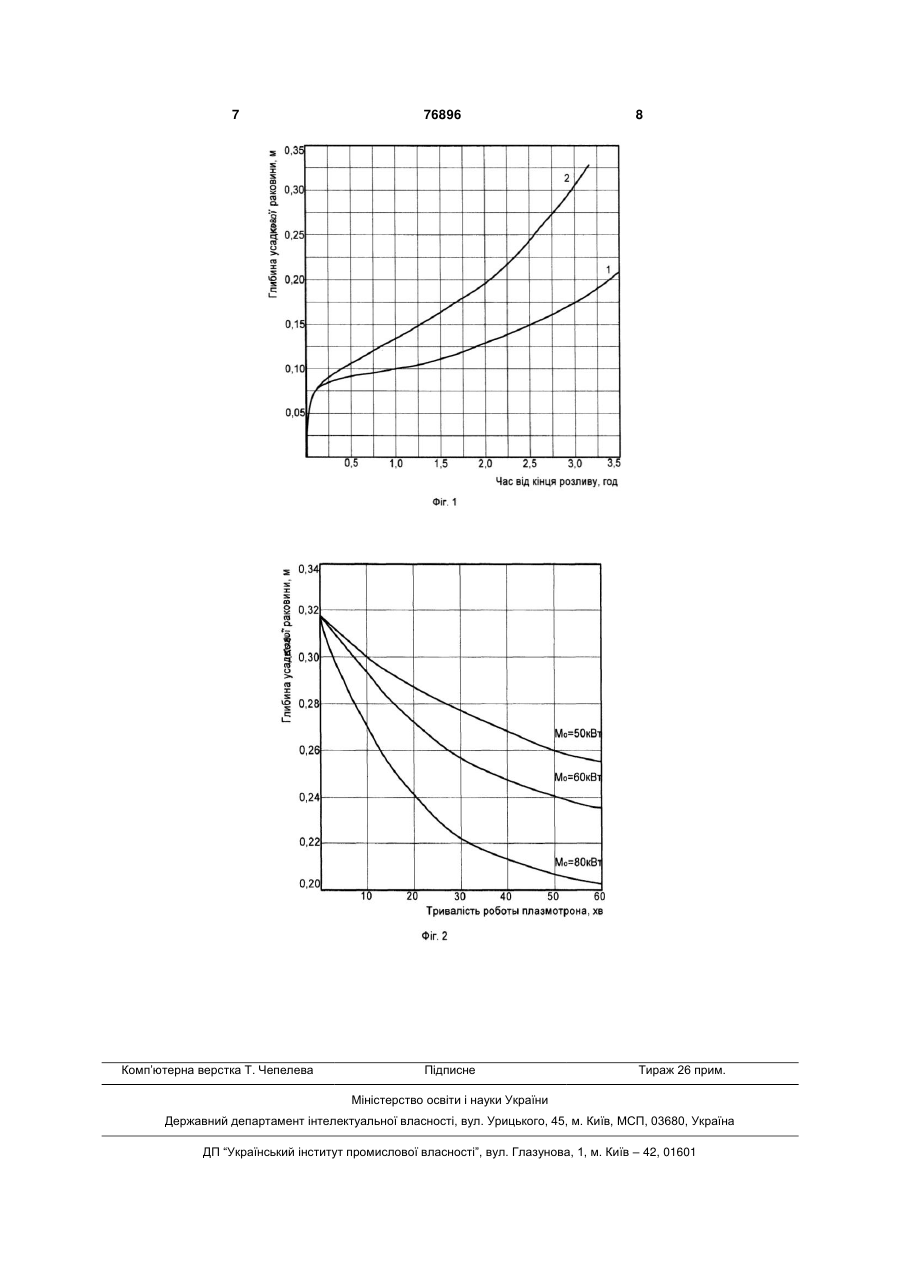
Спосіб одержання сталевого зливка, який включає розливання металу в виливницю, періодичний підігрів головної частини зливка струменем низькотемпературної плазми через заданий інтервал часу з моменту наповнення виливниці, який відрізняється тим, що підігрів починають вуглеводневмісним плазмовим струменем з масовим співвідношенням кисню і відновника =0,8-0,9 після закінчення часу, який складає 0,05-0,06 K тривалості часу кристалізації зливка в природних умовах ( K), а тривалість часу дії плазмового підігріву складає 0,03-0,04 K, потім підігрів припиняють, витримують паузу з часовим терміном 0,05-0,06 K і повторно ведуть підігрів головної частини зливка плазмою протягом 0,06-0,08 K, при цьому осьову щільність теплового потоку qО встановлюють з урахуванням залежності Винахід відноситься до області металургії і може бути використаний при відливці зливків, одержуваних розливанням металу в виливницю. Найбільш близьким по технічній сутності і результату, що досягається (прототип), прийнятий спосіб одержання сталевих зливків, що включає розливання металу в виливницю і його наступний підігрів струменем низькотемпературної плазми, який починають після/закінчення проміжку часу, рівного 0,3-0,35 тривалості твердіння зливка, починаючи з моменту закінчення процесу розливання, при цьому підігрів ведуть імпульсами, паузи між якими рівні тривалості зняття перегріву розплавлених об'ємів металу до температури ліквідусу, а тривалість , кожного імпульсу визначають по формулі: (13) 76896 (19) UA (11) 0,375qS l C2 1 (Вт/м2), де 0,375 - емпіричний коефіцієнт, що враховує тепломасоперенесення при впливі плазмового струменя, qS - середня щільність теплового потоку на зрізі сопла плазмотрона, Вт/м2, l - зведена довжина плазмового струменя, а середню щільність теплового потоку qS на зрізі сопла плазмотрона визначають за формулою qS GhS / FCA (Bт/м2), де G - витрата плазмоутворюючого газу, кг/с, hS - середньомасова ентальпія плазмового струменя, Дж/кг, 2 FCA - площа вихідного сопла плазмотрона, м . qO 3 76896 4 mL рона повинний бути =0,05-0,06 K тривалості часу K кристалізації. Більш ранній початок процесу підігN ріву енергетично й технічно недоцільний тому що, де m - маса металу, що знаходиться в двофапо-перше, метал ще перебуває в розплавленому зній зоні, кг; стані, по-друге, виведення плазмотрона на робоL - питома теплота плавлення, кДж/кг; чий режим вимагає певних витрат часу. Більш піз- частка затверділого металу в двофазній ніший початок включення плазмотрона не робить зоні; значного впливу на зменшення глибини усадкової N - корисна потужність, кВт; раковини. Зазначені діапазони часу підігріву оптиK - коефіцієнт, що враховує конвективне пемальні з погляду підвищення швидкості обробки, а ремішування і тепломасообмін [А.с. СРСР вплив на метал вуглеводневмісними струменями в №1611555, кл. В22D7/00, заявл. 06.06.88. Опубл. зазначених вище співвідношеннях інтенсифікує Бюл. №45,1990.]. реакцію вуглецевого розкислення, стабілізує хімічНедоліком відомого способу є його низька ний склад верхньої частини зливка, зменшує швиефективність і технологічна складність, обумовледкість утворення усадкової раковини. на збільшеним терміном обробки головної частини Сутність винаходу пояснюється кресленнями, зливка, підвищеним вмістом кисню й оксидних де - на Фіг.1 представлений графік для двох включень у металі, а також порушенням його струрежимів обробки головної частини зливка за доктурної однорідності. помогою плазмового струменя і без впливу плазВ основу винаходу поставлено задачу ствоми; рення способу одержання сталевого зливка, у на Фіг.2 - графік залежності глибини усадкової якому за рахунок раціональної тривалості плазмораковини від тривалості плазмової обробки головвого обігріву відновним газом головної його частиної частини зливка при різних значеннях теплової ни, знижується швидкість утворення усадкової потужності плазмотрона. раковини, зменшується її глибина і за рахунок цьоСпосіб здійснюється таким чином. го підвищується структурна однорідність металу, Виливницю встановлюють на піддон, до якого знижується головна обрізь і відбраковування мепідведена сифонна проводка, що з'єднує порожталу по поверхневих дефектах. нину виливниці із центровим отвором. Зверху на Поставлена задача вирішується тим, що в виливницю встановлюють теплостійку кришку з способі одержання сталевого зливка, який вклюплазмотроном, до якого приєднують систему елекчає розливання металу в виливницю, періодичний тро- і водогазопостачання. Заливають рідкий мепідігрів головної частини зливка струменем низьтал з розливного ковша в центровий отвір, звідки котемпературної плазми через заданий інтервал метал через сифонну проводку надходить у порочасу з моменту наповнення виливниці, відповідно жнину виливниці. Після повного заповнення рободо винаходу, підігрів починають вуглеводневмісчого об'єму порожнини виливниці, на плазмотрон ним плазмовим струменем з масовим співвідноподають плазмоутворюючий газ, електроживлення шенням кисню до відновлювача =0,8-0,9 після і через термін, який складає =0,05-0,06 Κ тривазакінчення часу, який складає 0,05-0,06 К тривалолості часу Κ кристалізації зливка (у природних сті часу кристалізації зливка в природних умовах умовах), збуджують дуговий розряд і впливають К, а тривалість часу дії плазмового підігріву стаплазмовим струменем на головну частину зливка. новить 0,03-0,04 К, потім підігрів припиняють, виДля одержання плазмоутворюючого газу використримують паузу з часовим терміном 0,05-0,06 К і товують суміш природного газу і повітря з масовим повторно ведуть підігрів головної частини зливка співвідношенням =0,8-0,9, при тиску Р=3-5атм. плазмою протягом 0,06-0,08 К, при цьому осьову Термін впливу плазмового теплового потоку стащільність теплового потоку qО встановлюють по новить =0,03-0,04 Κ. Після закінчення заданого залежності терміну часу підігріву виключають плазмотрон, qO 0,375gS ( l ) 1 (Вт/м2), витримують паузу з терміном часу =0,05-0,06 Κ і повторно ведуть підігрів металу плазмовим відноде 0,375 - емпіричний коефіцієнт, що враховує вним потоком протягом =0,06-0,08 Κ. Потім плазтепломасоперенесення при впливі плазмового мотрон відключають і відбувається природна крисструменя; талізація зливка. qS - середня щільність теплового потоку на Постійний тепловий потік, переданий на голозрізі сопла плазмотрона, Вт/м2; вну частину зливка, прийнятий нормально розпоl - зведена довжина плазмового струменя, діленим уздовж радіуса, а контроль величин питоа середню щільність теплового потоку qS на мого теплового потоку та підтримка його постійним зрізі сопла плазмотрона визначають по формулі при роботі в заданому режимі, забезпечувалися за qS=GhS/FCA(Вт/м2), допомогою багатопараметричного вимірювального де G - витрата плазмоутворюючого газу, кг/с; комплексу для діагностики високотемпературних hS - середньомасова ентальпія плазмового газових потоків. Статистична обробка експерименструменя, Дж/кг; тальних матеріалів показала, що осьова щільність FCA - площа вихідного сопла плазмотрона, м2. теплового потоку qО узагальнюється наступною Наведені відмітні ознаки забезпечують одерзалежністю жання рівнозначного ефекту впливу плазмового струменя на головну частину зливків при відлиqO 0,375gS ( l ) 1 (Вт/м2), ванні їх з різною масою. При цьому термін часу від де 0,375 - емпіричний коефіцієнт, що враховує кінця розливання металу до включення плазмоттепломасоперенесення при впливі плазмового 5 76896 6 струменя; що обумовлено динамікою утворення затверділого qS - середня щільність теплового потоку на об'єму металу. Після включення плазмотрона відзрізі сопла плазмотрона, Вт/м2; бувається поступове зниження швидкості утворення усадкової раковини, що триває до завершення l - зведена довжина плазмового струменя. затвердіння основної частини зливка. СпостерігаСередня щільність теплового потоку на зрізі лося збільшення тривалості затвердіння металу на сопла плазмотрона, обчислена з енергетичного 15хв. при плазмовому підігріві за рахунок підвищебалансу режиму роботи плазмотрона, представного тепловмісту додатка зливка. Однак тривалена залежністю лість затвердіння головної частини при традиційqS=GhS/FCA(Вт/м2), ній технології утеплення додатка і при плазмовому де G - витрата плазмоутворюючого газу, кг/с; підігріві практично однакова. Суміш природного hS - середньомасова ентальпія плазмового газу й окислювача при =0,8 забезпечує створенструменя, Дж/кг; ня відновлювальної атмосфери, запобігає утвоFCA - площа вихідного сопла плазмотрона, м2. ренню окислів і стабілізує хімічний склад верхньої Приклад конкретного виконання. частини зливка. Відливали зливки масою 7,5 зі сталі 30. ЗалиЕкспериментально визначені залежності, що вання металу здійснювали в квадратну чавунну характеризують зміну максимальної глибини усадвиливницю сифонним способом. Попередньо підкової раковини при звичайній технології утеплення готовлену кришку із закріпленим на ній плазмотдодатка зливка та з використанням запропоновароном установлювали на виливниці за допомогою ного способу плазмового підігріву головної частипідйомно-транспортного пристрою. Для одержання ни зливка. На Фіг.1 представлені криві для двох плазмоутворюючого газу використовували суміш режимів обробки головної частини зливка - за доприродного газу і повітря при тиску Р=3ч-5атм. помогою плазмового струменя 1 і без впливу плаТемпература заливання сталі 1600°С. Після повзми 2. Як видно з графіка, застосування плазмовоного закінчення заливання металу в виливницю і го утеплення головної частини зливка в процесі переміщення сталерозливального ковша дня зайого затвердіння в виливниці при першому режимі ливання наступних виливниць через 10хв. у плазроботи, дозволяє зменшити глибину усадочної мотроні збуджували дуговий розряд потужністю раковини в порівнянні зі звичайною технологією з 80кВт і струмінь плазми направлявся на головну 0,325м до 0,175м. частину зливка. Час впливу плазми на зливок Одночасно розливали контрольний зливок вісклав 5хв. при масовому співвідношенні кисню дповідно до формули винаходу прототипу. Редо відновника =0,8. Через 10хв. після першого зультати випробувань показали, що витрата метапідігріву, протягом 10хв. проводили повторний лу на обрізь по відомому способу склала 6%, по підігрів. Середня щільність теплового потоку на запропонованому - 4%, а, прийнявши енерговитзрізі сопла плазмотрона (qS) обчислювалася з рати способу-прототипу за 100%, по запропоноваенергетичного балансу режиму роботи плазмоному способу вони склали 80%. трона З метою вибору раціонального режиму плазqS=GhS/FCA, мового підігріву головної частини зливків масою де - витрата плазмоутворюючого газу, 7,4т була проведена серія розрахунків процесів G=0,005кг/с; затвердіння металу при різних значеннях теплової - середньомасова ентальпія плазмового струпотужності плазмотрона та тривалості його робоменя, hS=5000кДж/кг; ти. На Фіг.2 представлені графіки залежності гли- площа вихідного сопла плазмотрона, бини усадкової раковини від тривалості плазмової FCA=0,000314м2. обробки головної частини зливка при різних знаGhS qS 79617кВт / м2 ченнях теплової потужності плазмотрона. Графіки FCA дають можливість вибору раціонального режиму Осьова щільність теплового потоку qО узаплазмової обробки зливка з метою зменшення гальнювалася по залежності усадочної раковини. -1 qS=0,375qS( l ) , Застосування запропонованого техпроцесу де - середня щільність теплового потоку на дозволить підвищити швидкість обробки і якість зрізі сопла плазмотрона склала зливка, поліпшити умови праці і знизити спожиqS=79617кBт/м2; вання енергії. На цей час розроблено технічне завдання на - зведена довжина плашового струменя l проектування дослідно-промислової установки з прийнята 1,0, звідки використанням запропонованого способу. qО=29S856кBт/м2. Значний ріст усадкової раковини спостерігався на початку процесу охолодження протягом 10хв., 7 Комп’ютерна верстка Т. Чепелева 76896 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the steel ingot
Автори англійськоюNeklesa Anatolii Tymofiiovych, Neklesa Anatolii Tymofiiovych, Kliamko Andrii Stanislavovych, Novinskyi Vadym Vladyslavovych, Necheporenko Volodymyr Andriiovych, Borovykov Hennadii Fedorovych, Azarov Serhii Ivanovych, Korokhov Kostiantyn Volodymyrovych
Назва патенту російськоюСпособ получения стального слитка
Автори російськоюНеклеса Анатолий Тимофеевич, Клямко Андрей Станиславович, Новинский Вадим Владиславович, Нечепоренко Владимир Андреевич, Боровиков Геннадий Федорович, Азаров Сергей Иванович, Корохов Константин Владимирович
МПК / Мітки
МПК: H05B 7/22, B22D 27/04, B22D 7/00, H05B 7/18
Мітки: одержання, сталевого, зливка, спосіб
Код посилання
<a href="https://ua.patents.su/4-76896-sposib-oderzhannya-stalevogo-zlivka.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання сталевого зливка</a>
Спосіб отримання зливка
Номер патенту: 70337
Опубліковано: 15.10.2004
Автори: Наконечний Микола Федорович, Федоров Віктор Миколайович, Щокін-Кротов Віктор Анатолійович
МПК: B22D 7/00, B22D 25/00
Мітки: зливка, отримання, спосіб
Формула / Реферат:
Спосіб отримання зливка, який включає зливання порції металу із проміжної ємності в кристалізатор на раніше затверділий шар металу, що підігрівається електронними променями, і його наступне затвердіння, який відрізняється тим, що температуру поверхні шару підтримують в межах 0,995-0,975 абсолютної температури затвердіння сплаву, метал зливають порціями, які утворюють шари товщиною не більше 20 мм за проміжок часу, протягом якого порція, що...
Спосіб одержання зливка та пристрій для його реалізації
Номер патенту: 55822
Опубліковано: 15.02.2005
Автори: Пустовалов Юрій Пантелійович, Малишев Володимир Олександрович
Мітки: одержання, зливка, пристрій, реалізації, спосіб
Формула / Реферат:
1. Спосіб одержання зливка, що включає залив у виливницю металу з надлишком, замороження верхньої частини зливка при підживленні через ливникову систему та кристалізацію зливка, який відрізняється тим, що надлишок розплавленого металу Δm визначають за математичним виразом:Δm = (0,0005 - 0,04) m3n,де: m3 - маса зливка;n - кількість зливків на піддоні для сифонного розливу;n = 1 для розливу...
Установка для одержання товарного зливка сплаву
Номер патенту: 568
Опубліковано: 15.09.2000
Автори: Тур Олександр Олексійович, Богач Микола Борисович
МПК: C22B 9/22
Мітки: товарного, зливка, сплаву, одержання, установка
Формула / Реферат:
1. Установка для одержання товарного зливка сплаву, що містить вакуумну плавильну камеру з електронними гарматами, пристрій подання кускової шихти в зону плавлення, виливницю для формування зливка-напівпродукту, проміжну ємність і кристалізатор, яка відрізняється тим, що виливниця для формування зливка-напівпродукту встановлена між пристроєм подання кускової шихти в зону плавлення і проміжною ємністю.2. Установка за п. 1, яка...
Спосіб пдп обробки поверхні зливка
Номер патенту: 699
Опубліковано: 15.12.1993
Автори: Тагер Лев Рафаілович, Толстопятов Констянтин Сергійович, Кедрін Володимир Ксенофонтович, Прянішніков Ігор Степанович, Латаш Юрій Вадімович, Торхов Генадій Федорович, Патон Борис Євгенович
МПК: C21C 5/56
Мітки: зливка, спосіб, обробки, поверхні, пдп
Формула / Реферат:
Способ плазменнодуговой обработки поверхности слитка, включающий перемещение слитка в горизонтальной плоскости и колебательное движение плазматрона, отличающийся тем, что, с целью повышения качества поверхности слитка, колебания плазмотрона осуществляют по синусоидальной зависимости с амплитудой, равной половине ширины заготовки, причем на каждые 0,5—10 мм перемещения заготовки плазмотрон совершает 1 цикл колебания.
Спосіб одержання зливка
Номер патенту: 19691
Опубліковано: 25.12.1997
Автори: Осіпов Володимир Прокопович, Узієнко Борис Олександрович
Мітки: спосіб, одержання, зливка
Формула / Реферат:
Способ получения слитка, включающий вакуумирование металла в струе с одновременной разливкой в том же вакуумном агрегате, подачу газа в вакуумный агрегат с одновременным удалением продуктов взаимодействия газа с металлом, отличающийся тем, что вакуумирование металла и разливку осуществляют с одновременной подачей кольцевой струи газа по поверхности струи металла в направлении ее движения, при этом отношение скоростей истечения струй газа и...
Попередній патент: Дріт для тіла розжарювання джерел світла
Наступний патент: Світлозабарвлена безборна титанова емаль
Випадковий патент: Пристрій для запису цифрового сигналу