Спосіб прокатки блюмів
Номер патенту: 3131
Опубліковано: 15.10.2004
Автори: Луцький Михайло Борисович, Лук'янов Юрій Васильович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Горецький Юрій Володимирович, Дорожко Іван Кирилович, Павленко Анатолій Несторович, Чудновець Олександр Миколайович, Лігус Микола Миколайович, Говоруха Валерій Петрович
Формула / Реферат
Спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантівками, який відрізняється тим, що в двох останніх проходах у передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp = 0,42 - 0,48, де Ld - довжина вогнища деформації, а Нcp - середня висота розкату.
Текст
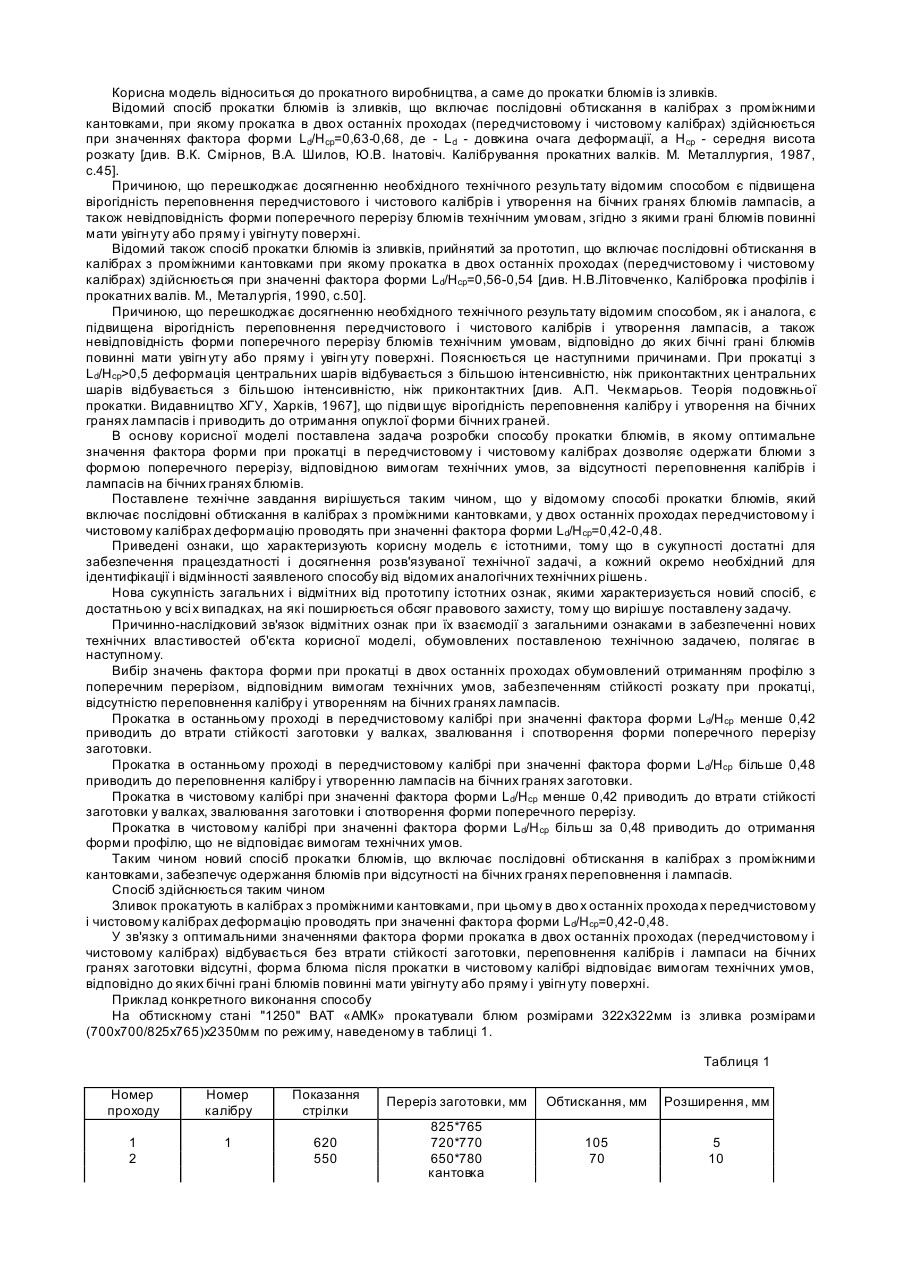
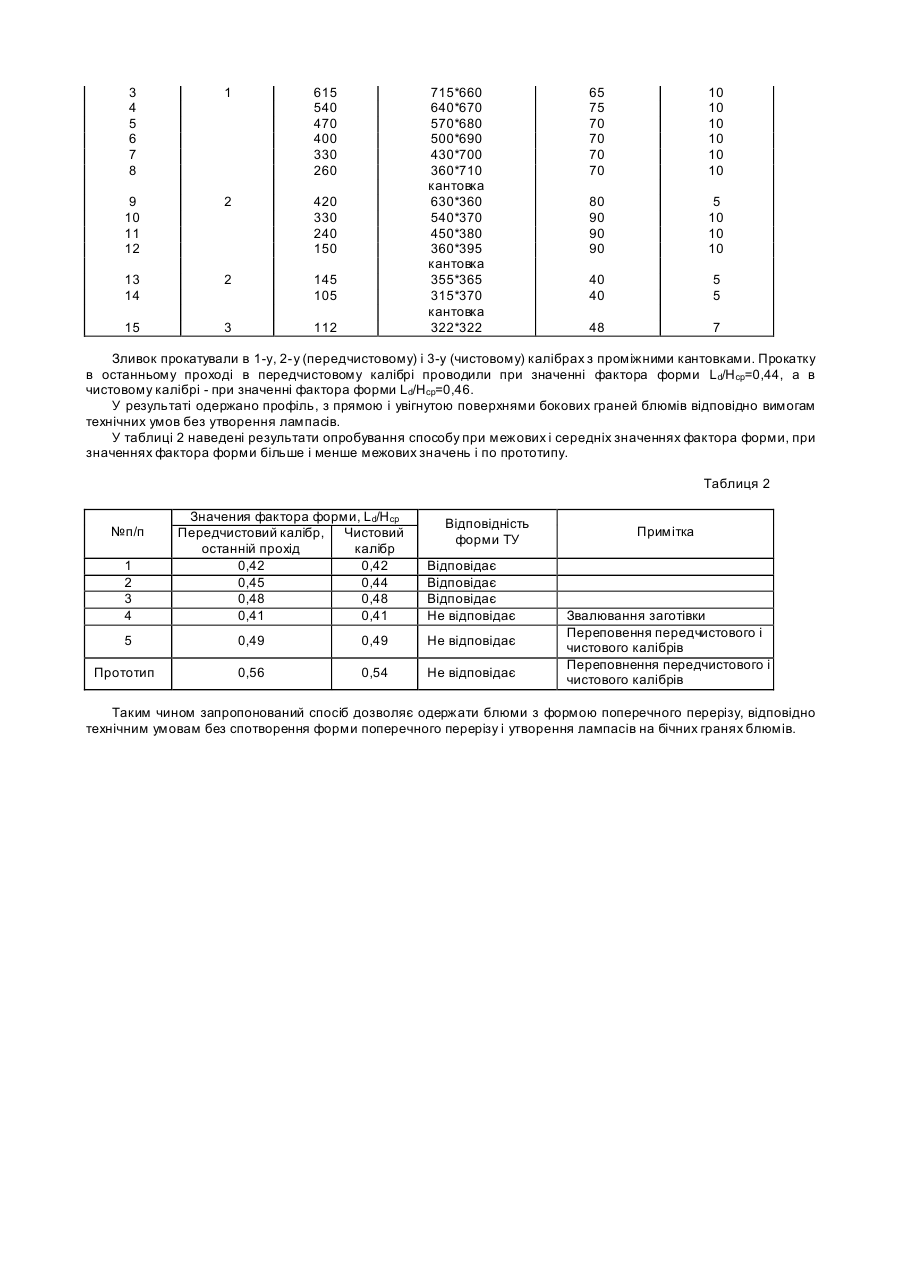
Корисна модель відноситься до прокатного виробництва, а саме до прокатки блюмів із зливків. Відомий спосіб прокатки блюмів із зливків, що включає послідовні обтискання в калібрах з проміжними кантовками, при якому прокатка в двох останніх проходах (передчистовому і чистовому калібрах) здійснюється при значеннях фактора форми Ld/Нср=0,63-0,68, де - Ld - довжина очага деформації, а Нср - середня висота розкату [див. В.К. Смірнов, В.А. Шилов, Ю.В. Інатовіч. Калібрування прокатних валків. М. Металлургия, 1987, с.45]. Причиною, що перешкоджає досягненню необхідного технічного результату відомим способом є підвищена вірогідність переповнення передчистового і чистового калібрів і утворення на бічних гранях блюмів лампасів, а також невідповідність форми поперечного перерізу блюмів технічним умовам, згідно з якими грані блюмів повинні мати увігн уту або пряму і увігнуту поверхні. Відомий також спосіб прокатки блюмів із зливків, прийнятий за прототип, що включає послідовні обтискання в калібрах з проміжними кантовками при якому прокатка в двох останніх проходах (передчистовому і чистовому калібрах) здійснюється при значенні фактора форми Ld/Hcp=0,56-0,54 [див. Н.В.Літовченко, Калібровка профілів і прокатних валів. М., Металургія, 1990, с.50]. Причиною, що перешкоджає досягненню необхідного технічного результату відомим способом, як і аналога, є підвищена вірогідність переповнення передчистового і чистового калібрів і утворення лампасів, а також невідповідність форми поперечного перерізу блюмів технічним умовам, відповідно до яких бічні грані блюмів повинні мати увігн уту або пряму і увігн уту поверхні. Пояснюється це наступними причинами. При прокатці з Ld/Hcp>0,5 деформація центральних шарів відбувається з більшою інтенсивністю, ніж приконтактних центральних шарів відбувається з більшою інтенсивністю, ніж приконтактних [див. А.П. Чекмарьов. Теорія подовжньої прокатки. Видавництво ХГУ, Харків, 1967], що підви щує вірогідність переповнення калібру і утворення на бічних гранях лампасів і приводить до отримання опуклої форми бічних граней. В основу корисної моделі поставлена задача розробки способу прокатки блюмів, в якому оптимальне значення фактора форми при прокатці в передчистовому і чистовому калібрах дозволяє одержати блюми з формою поперечного перерізу, відповідною вимогам технічних умов, за відсутності переповнення калібрів і лампасів на бічних гранях блюмів. Поставлене технічне завдання вирішується таким чином, що у відомому способі прокатки блюмів, який включає послідовні обтискання в калібрах з проміжними кантовками, у двох останніх проходах передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Нср=0,42-0,48. Приведені ознаки, що характеризують корисну модель є істотними, тому що в сукупності достатні для забезпечення працездатності і досягнення розв'язуваної технічної задачі, а кожний окремо необхідний для ідентифікації і відмінності заявленого способу від відомих аналогічних технічних рішень. Нова сукупність загальних і відмітних від прототипу істотних ознак, якими характеризується новий спосіб, є достатньою у всі х випадках, на які поширюється обсяг правового захисту, тому що вирішує поставлену задачу. Причинно-наслідковий зв'язок відмітних ознак при їх взаємодії з загальними ознаками в забезпеченні нових технічних властивостей об'єкта корисної моделі, обумовлених поставленою технічною задачею, полягає в наступному. Вибір значень фактора форми при прокатці в двох останніх проходах обумовлений отриманням профілю з поперечним перерізом, відповідним вимогам технічних умов, забезпеченням стійкості розкату при прокатці, відсутністю переповнення калібру і утворенням на бічних гранях лампасів. Прокатка в останньому проході в передчистовому калібрі при значенні фактора форми Ld/Hcp менше 0,42 приводить до втрати стійкості заготовки у валках, звалювання і спотворення форми поперечного перерізу заготовки. Прокатка в останньому проході в передчистовому калібрі при значенні фактора форми Ld/Hcp більше 0,48 приводить до переповнення калібру і утворенню лампасів на бічних гранях заготовки. Прокатка в чистовому калібрі при значенні фактора форми Ld/Hcp менше 0,42 приводить до втрати стійкості заготовки у валках, звалювання заготовки і спотворення форми поперечного перерізу. Прокатка в чистовому калібрі при значенні фактора форми L d/Hcp більш за 0,48 приводить до отримання форми профілю, що не відповідає вимогам технічних умов. Таким чином новий спосіб прокатки блюмів, що включає послідовні обтискання в калібрах з проміжними кантовками, забезпечує одержання блюмів при відсутності на бічних гранях переповнення і лампасів. Спосіб здійснюється таким чином Зливок прокатують в калібрах з проміжними кантовками, при цьому в дво х останніх прохода х передчистовому і чистовому калібрах деформацію проводять при значенні фактора форми Ld/Hcp=0,42-0,48. У зв'язку з оптимальними значеннями фактора форми прокатка в двох останніх проходах (передчистовому і чистовому калібрах) відбувається без втрати стійкості заготовки, переповнення калібрів і лампаси на бічних гранях заготовки відсутні, форма блюма після прокатки в чистовому калібрі відповідає вимогам технічних умов, відповідно до яких бічні грані блюмів повинні мати увігнуту або пряму і увігн уту поверхні. Приклад конкретного виконання способу На обтискному стані "1250" ВАТ «АМК» прокатували блюм розмірами 322х322мм із зливка розмірами (700х700/825х765)х2350мм по режиму, наведеному в таблиці 1. Таблиця 1 Номер проходу Номер калібру Показання стрілки Переріз заготовки, мм Обтискання, мм Розширення, мм 1 2 1 620 550 825*765 720*770 650*780 кантовка 105 70 5 10 3 4 5 6 7 8 1 615 540 470 400 330 260 9 10 11 12 2 420 330 240 150 13 14 2 145 105 15 3 715*660 640*670 570*680 500*690 430*700 360*710 кантовка 630*360 540*370 450*380 360*395 кантовка 355*365 315*370 кантовка 322*322 112 65 75 70 70 70 70 10 10 10 10 10 10 80 90 90 90 5 10 10 10 40 40 5 5 48 7 Зливок прокатували в 1-у, 2-у (передчистовому) і 3-у (чистовому) калібрах з проміжними кантовками. Прокатку в останньому проході в передчистовому калібрі проводили при значенні фактора форми Ld/Hcp=0,44, а в чистовому калібрі - при значенні фактора форми Ld/Hcp=0,46. У результаті одержано профіль, з прямою і увігнутою поверхнями бокових граней блюмів відповідно вимогам технічних умов без утворення лампасів. У таблиці 2 наведені результати опробування способу при межових і середніх значеннях фактора форми, при значеннях фактора форми більше і менше межових значень і по прототипу. Таблиця 2 №п/п 1 2 3 4 Значения фактора форми, Ld/Hсp Передчистовий калібр, Чистовий останній прохід калібр 0,42 0,42 0,45 0,44 0,48 0,48 0,41 0,41 Відповідність форми ТУ Відповідає Відповідає Відповідає Не відповідає 5 0,49 0,49 Не відповідає Прототип 0,56 0,54 Не відповідає Примітка Звалювання заготівки Переповення передчистового і чистового калібрів Переповнення передчистового і чистового калібрів Таким чином запропонований спосіб дозволяє одержати блюми з формою поперечного перерізу, відповідно технічним умовам без спотворення форми поперечного перерізу і утворення лампасів на бічних гранях блюмів.
ДивитисяДодаткова інформація
Автори англійськоюLutskyi Mykhailo Borysovych, Lutsenko Viktor Oleksandrovych, Dorozhko Ivan Kyrylovych, Chudnovets Oleksandr Mykolaiovych, Chychkan Artur Oleksiiovych, Horetskyi Yurii Volodymyrovych
Автори російськоюЛуцкий Михаил Борисович, Луценко Виктор Александрович, Дорожко Иван Кириллович, Чудновец Александр Николаевич, Чичкан Артур Алексеевич, Горецкий Юрий Владимирович
МПК / Мітки
Мітки: прокатки, спосіб, блюмів
Код посилання
<a href="https://ua.patents.su/2-3131-sposib-prokatki-blyumiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки блюмів</a>
Спосіб прокатки блюмів
Номер патенту: 22137
Опубліковано: 30.04.1998
Автори: Міллер Віктор Вікторович, Чудновець Олександр Миколаєвич, Глоба Микола Ілліч, Проценко Юрій Юрьєвич, Хорошілов Микола Макарович, Халюта Володимир Миколайович, Антипенко Валентин Григорович, Миронов Евген Констянтинович, Локтіонов Петро Якович, Нагай Володимир Данилович
МПК: B21B 1/02
Мітки: прокатки, спосіб, блюмів
Формула / Реферат:
Способ прокатки блюмов, включающий нагрев и прокатку слитков, порезку годных частей раскатов на блюмы мерных длин, отличающийся тем, что нестандартные раскаты кратно раскраивают на блюмы длиной, определяемой выражениемLк = Lр/n = (0,54-0,73) Lmaxгде Lк - длина нарезаемых коротких блюмов, Lр - длина раската до порезки, n - количество нарезаемых блюмов, Lmax - длина блюма максимального размера, причем длина блюма максимального...
Спосіб прокатки заготівок розділенням
Номер патенту: 65645
Опубліковано: 15.04.2004
Автори: Бандаренка Аляксандр Мікалаєвіч, Цішчанка Уладзімір Андрєявіч, Філіпау Вадзім Уладзіміравіч, Гуляєу Міхаіл Паулавіч, Дзьяченка Юрий Уладзіміравіч
МПК: B21B 1/02
Мітки: розділенням, заготівок, прокатки, спосіб
Формула / Реферат:
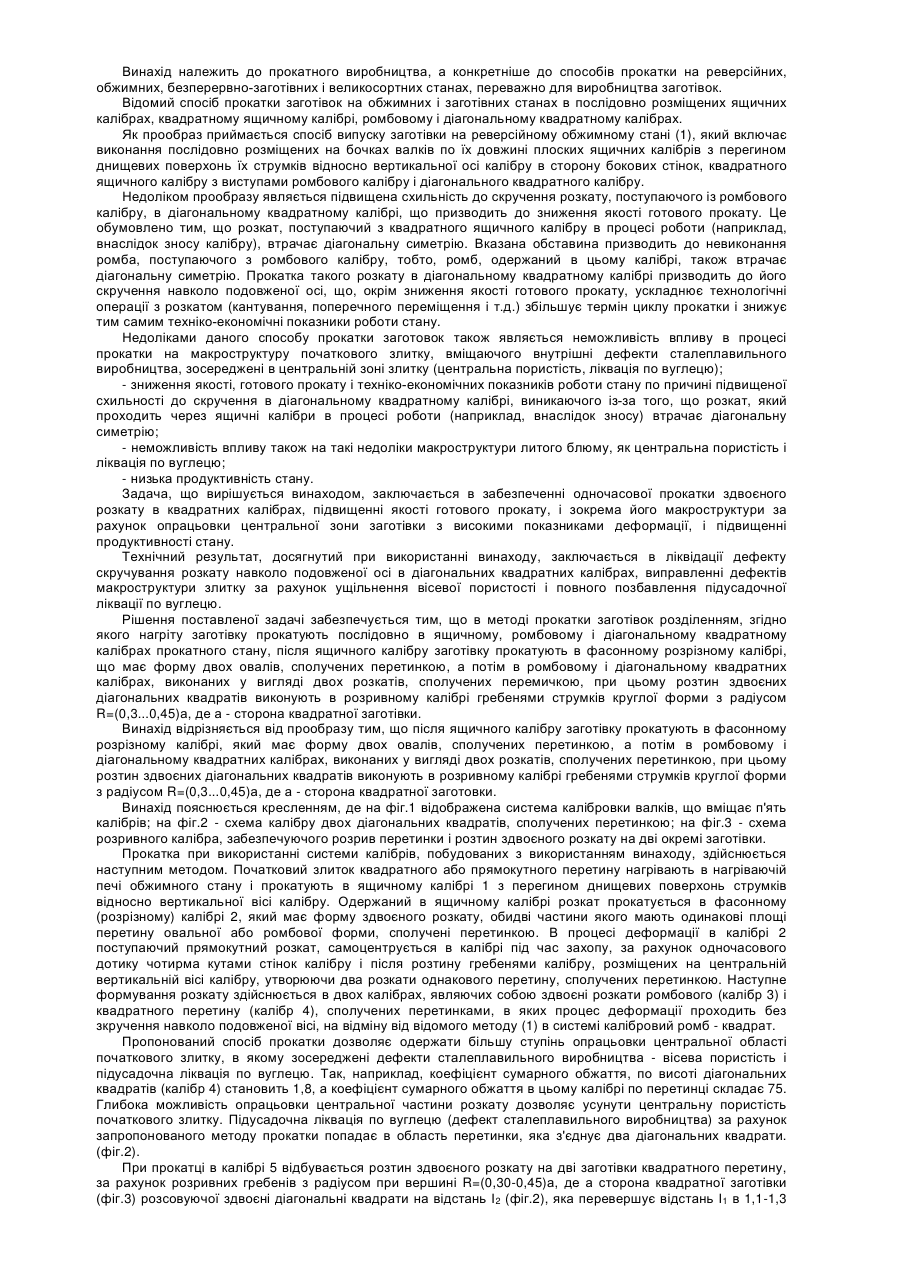
Спосіб прокатки заготівок розділенням, згідно з яким, нагріту заготівку прокатують послідовно в ящичному, ромбовому і діагональному квадратному калібрах прокатного стану, який відрізняється тим, що після ящичного калібру заготівку прокатують в фасонному розрізному калібрі, що має форму двох овалів, сполучених перетинкою, а потім в ромбовому і діагональному квадратних калібрах, виконаних у вигляді двох розкатів, з'єднаних перетинкою, при цьому...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Балабєй Євген Михайлович, Босий Володимир Миколайович, Андрійчук Сергій Андрійович, Олійник Олександр Іванович, Носаньов Олександр Григорович
МПК: B21B 1/09
Мітки: профілів, спосіб, здійснення, калібрів, прокатки, система, кутових
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Лобанов Олександр Іванович, Ковалевський Андрій Олегович, Петров Володимир Володимирович, Крижановський Віталій Анатолійович, Кравець Михайло Леонідович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Бестужева Надія Михайлівна
МПК: B21B 1/16
Мітки: спосіб, безперервної, прокатки, дроту
Формула / Реферат:
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.
Спосіб прокатки штабобульбової сталі
Номер патенту: 67656
Опубліковано: 15.06.2004
Автори: Левицький Анатолій Петрович, Юдковський Володимир Веніамінович, Кіріченко Олександр Олександрович, Шум Валентин Борисович, Яковченко Олександр Васильович
МПК: B21B 1/08
Мітки: прокатки, спосіб, штабобульбової, сталі
Формула / Реферат:
Спосіб прокатки штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, який відрізняється тим, що елемент "стінка" у поперечному перерізі підготовчих калібрів формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю.
Попередній патент: Пристрій для контролю стану запобіжників у трифазній мережі
Наступний патент: Калоприймач
Випадковий патент: Машина для контактного стикового зварювання труб