Спосіб електрошлакового наплавлення
Номер патенту: 77787
Опубліковано: 15.01.2007
Автори: Білий Олександр Іванович, Вислобоков Олег Михайлович, Шаповалов Віктор Олександрович, Цикуленко Анатолій Костянтинович, Мельник Гарій Олександрович, Цикуленко Костянтин Анатолійович
Формула / Реферат
1. Спосіб електрошлакового наплавлення, у якому створюють шлакову ванну, поміщають металевий виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його теплом, яке генерують у шлаковій ванні пропусканням через неї електричного струму, до температури нижче температури солідусу метала виробу і потім на поверхню, що підлягає наплавленню подають рідкий присаджувальний метал, що готують в окремому агрегаті і нагрітий вище його температури ліквідусу, який відрізняється тим, що теплогенеруючу шлакову ванну розміщують зі зворотної сторони поверхні, що підлягає наплавленню, а рідкий присаджувальний метал подають у зазор між поверхнею, що підлягає наплавленню, та формуючим пристроєм, причому цей зазор заповнено порошкоподібним легкоплавким флюсом, що має температуру кипіння або розкладу вище температури підігріву виробу.
2. Спосіб за п. 1, який відрізняється тим, що виріб нагрівають до температури на 10-30 °С нижче від температури солідусу, а рідкий присаджувальний метал перегрівають не менше як на 100°С вище його температури ліквідусу.
Текст
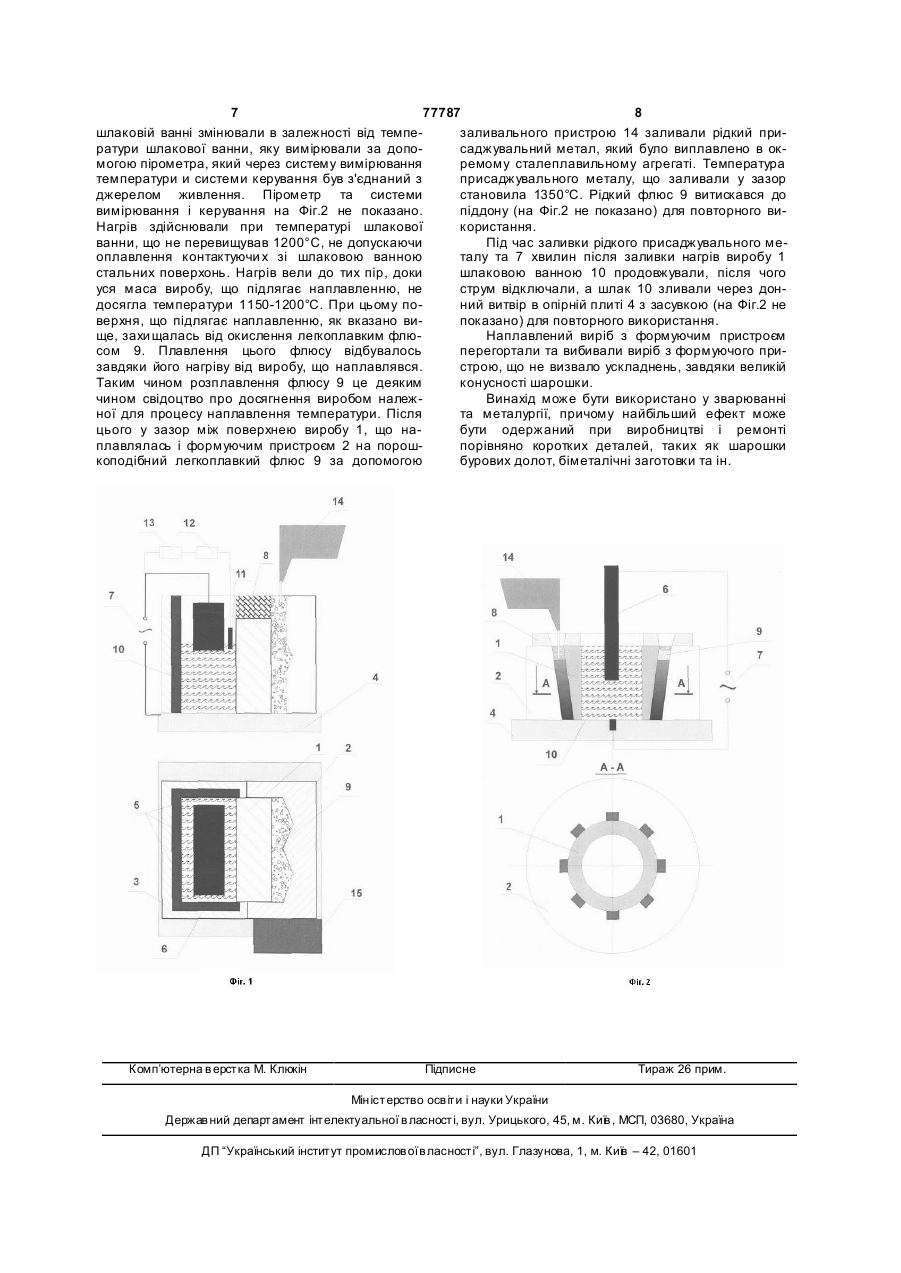
1. Спосіб електрошлакового наплавлення, у якому створюють шлакову ванну, поміщають металевий виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його теплом, яке генерують у шлаковій ванні пропусканням через неї електри C2 2 (19) 1 3 77787 4 буде мати в різних перетинах різний склад а, отже, Однієї з успішни х спроб істотного зниження і властивості. провару при електрошлаковому наплавленні є Стабільність складу наплавленого металу спосіб електрошлакового наплавлення з викориможна забезпечити двома способами: відповідним станням струмопідвідного кристалізатора і легкозниженням глибини провару при незмінній товщині плавкого шлаку [Патент №69455 від 15.09.2004. наплавлення і збільшенням товщини наплавлення Опубліковано: "Промислова власність", 2004, №9]. при незмінному проварі. І в тому, і в іншому випадЗгідно з цим способом наплавлення здійснюють ку може бути отримана та мінімальна частка осбез оплавлення основного металу шляхом новного металу в спільному об'ємі наплавленого послідовної подачі присаджувального металу на металу, що може бути прийнятна з погляду складу шлакову ванну, підтримуючи температуру шлакоі властивостей металу наплавлення. вої ванни, контрольовану пірометром, на 30-50°С Одним з найбільш ефективних способів у цьонижче температури ліквідусу основного металу, му відношенні є електрошлакове наплавлення. причому розплавлювання присаджувального меТаким способом можна наплавити шар металу талу роблять в окремому агрегаті з перегрівом товщиною 20-90 мм при глибині провару всього його на 50-70°С вище ліквідусу присаджувального 1,5-2,0 мм [Электрошлаковая сварка и наплавка / металу з наступним його заливанням на шлакову Под редакцией Б.Е. Патона - М: Машиностроение, ванну. 1980. - 511с.]. У цьому випадку зі збільшенням У цьому випадку застосування рідкого притовщини наплавлення частка основного металу в саджувального металу, що готується в окремому зоні з'єднання складає ледве більш 2%. Подальше агрегаті, звільняє від необхідності мати темперазниження частки основного металу при канонічній туру шлакової ванни, достатню для плавлення схемі електрошлакового наплавлення дається витратного електрода і тим самим дає можливість важко, оскільки шлакова ванна в цій схемі є зазнизити температуру шлакової ванни до будьлежним джерелом теплоти, тобто існує жорстка якого заданого рівня. залежність між електричним режимом і швидкістю Цей спосіб дає можливість одержувати досить плавлення електрода. Тому змінити товщину чи тонкий шар наплавленого металу, що має хімічний швидкість наплавлення без відповідної зміни склад аналогічний складу присаджувального мекількості тепла, що виділяє шлакова ванна, неталу. Певним недоліком цього способу є неможможливо. У свою чергу це перешкоджає істотному ливість одержувати деякі шари наплавленого мезниженню частки основного металу в об'ємі метаталу, що не мають гладкої поверхні. Пояснюється лу наплавлення. це тим, що використання струмопідвідного криСпроби перебороти жорстку залежність між сталізатора зумовлює необхідність взаємного пепродуктивністю класичного електрошлакового реміщення кристалізатора та поверхні, що напроцесу і його температурних параметрів призвеплавляється. Тому будь-які виступи на поверхні, ли до створення способів електрошлакового нащо наплавляється, які мають напрямок, що не плавлення, де замість електродів, що витрачаютьспівпадає з напрямком взаємного переміщення, не ся, використовується рідкий присаджувальний дають змоги здійснити таке переміщення. Це не метал [Патент України 25600 B22D19/16. Опубл. дає можливості використовува ти зазначений 15.04.2002. Бюл. №4]. З'явилася можливість спосіб у випадках, коли необхідно наплавляти істотного збільшення товщини шара, що наплавпорівняно тонкі але фігурні поверхні, такі, наприкляється, практично без збільшення глибини пролад, як поверхні шарошок бурових долот. вару основного металу. В цьому випадку струВ основу винаходу, що пропонується, поставмопідвід до шлакової ванні здійснюється за лена задача вдосконалити відомий спосіб елекдопомогою струмопівідної секції кристалізатора, трошлакового наплавлення шляхом відмови від що виконує роль невитратного електроду. Це дає взаємного переміщення кристалізатора та поможливість в разі потреби зменшити зазор між верхні, що наплавляється. поверхнею, що наплавлюється, і стінкою криПоставлена задача вирішена тим, що запросталізатора, бо нема потреби розміщувати в цьопонований спосіб електрошлакового наплавлення, му зазорі витратний або невитратний електрод. у якому створюють шлакову ванну, поміщають Складніше обстоїть справа з одержанням навиріб, що підлягає наплавленню, у шлакову ванну, плавлення з досить малою товщиною наплавленонагрівають його теплом, яке генерують у шлаковій го шару і з досить малою часткою основного метаванні пропусканням через неї електричного струлу. Уже при товщині наплавлення 15 мм і менше му, до температури нижче температури солідусу частка основного металу може перевищити 10%, метала виробу і потім на поверхню, що підлягає що в ряді випадків неприпустимо. Наприклад, оснаплавленню, подають рідкий присадний метал, таннім часом виникає усе більша практична нещо готується в окремому агрегаті і нагрітий вище обхідність у наплавленні високолегованих сталей і його температури ліквідусу, у якому, за винаходом, сплавів на елементи з вуглецевої чи низьколеготеплогенеруючу шлакову ванну розміщено с звованої сталі. До біметалічних конструкцій такого ротної сторони поверхні, що підлягає наплавлентипу належать, наприклад, композитні заготівки ню, а рідкий присаджувальний метал подають у круглого профілю з вуглецевої сталі з зовнішнім зазор між поверхнею, що підлягає наплавленню, шаром з корозійностійкої високолегованої сталі та формуючим пристроєм, причому цей зазор затипу 18-8 для виробництва будівельної арматури й повнено порошкоподібним легкоплавким флюсом, ін. У цьому випадку прийнятна частка основного що має температуру кипіння або розкладу вище металу може бути отримана тільки за рахунок температури підігріву виробу. зменшення глибини провару. У цьому випадку зазор, у якому розміщується 5 77787 6 теплогенеруюча шлакова ванна, може бути яквироба 1 і формуючим пристроєм 2 заповнюють бажано містким, щоб розмістити в ньому невитпорошкоподібним легкоплавким флюсом 9. ратний (наприклад графітовий) електрод, перетин Розплавлений у флюсоплавильній печі шлак якого зумовлений потрібною потужністю теплового 10 заливають у зазор між опокою 3 і виробом 1. джерела. Нагрів поверхні, що підлягає наплавленПісля цього вмикають джерело живлення і встаню, здійснюють шляхом нагріву шлаковою ванною новлюють потрібну електричну потужність на шлаусього виробу до заданої температури. Цей нагрів ковій ванні шляхом зміни напруги холостого ходу може здійснюватись при нерухомому електроді, джерела живлення. В ході нагріву виробу поколи виріб є відносно коротким або петужність на шлаковій ванні змінюють в залежності реміщуватись вверх за рахунок збільшення висоти від температури шлакової ванни, яку вимірюють за шлакової ванни. Окислювання поверхні, що допомогою пірометра 11, який через систему підлягає наплавленню, при нагріві усього виробу вимірювання температури 12 и системи керування до високих температур запобігається розміщенням 13 з'єднаний з джерелом живлення 7. у зазорі між цією поверхнею і формуючим приПісля досягнення виробом належної для настроєм порошкоподібним легкоплавким флюсом, плавлення температури, що контролюється що плавиться при температурі менше ніж темпевізуально по розплавленню легкоплавкого флюсу ратура окислення металу поверхні, що наплав9 та показанням пірометра 11, у зазор між поверхляється. Стабільність складу цього розплавленого нею, що наплавляється, вироба 1 і формуючим флюсу забезпечується високою температурою пристроєм 2 на порошкоподібний легкоплавкий його кипіння або розкладу, що вище ніж темперафлюс 9 заливають за допомогою заливального тури підігріву виробу. До таких флюсів пристрою 14 рідкий присаджувальний метал, що відносяться, наприклад, оксид бора і бура, що маплавлять і перегрівають в окремому сталеплають температуру плавлення відповідно 450°С і вильному агрегаті. Рідкий флюс 9 витискається до 742°С та температур у кипіння понад 1700°С і піддону 15 для повторного використання. Доцільно 1575°С. для наплавлення використовувати метал, що має Доцільно здійснювати нагрів виробу до темпетемпературу плавлення на 200-300°С нижче, ніж у ратури на 10-30°С нижче температури солідусу металу самого виробу. його металу, а нагрів присаджувального металу до Під час заливки рідкого присадного металу та температури не менш як на 100°С вище темпера2-10 хвилин після заливки нагрів виробу 1 шлакотури його ліквідусу. Більш низька температура вою ванною 10 продовжують, після чого струм нагріву виробу може призвести до несплавлення відключають, а шлак 10 зливають через донний присаджувального металу з основним, а більш витвір в опірній плиті 4 з засувкою (на Фіг.1 не повисока - до значного перегріву металу та казано) для повторного використання. погіршенням його властивостей. Більш низька Після затвердіння наплавки невитратний температура нагріву присаджувального металу електрод піднімають, знімають вивідну надставку може призвести до несплавлення присаджуваль8 і формуючий пристрій 2 та виймають наплавленого металу з основним. ний виріб 1. Технічна суть і принцип дії винаходу пояснюПриклад реалізації винаходу. ються на прикладах виконання з посиланням на В реальному випадку здійснення наплавлення креслення, що додається. за заявленим способом конкретні дані такі: На доданій фігурі схематично показано розтаНа зовнішню поверхню заготовки шарошки шування виробу (заготовки шорошки), що підлягає діаметром 280 мм та висотою 250 мм з сталі типу наплавленню, у формуючому пристрої, розташу40 наплавляли шар високохромистого чавуну вання невитратного електрода, та його (температура ліквідусу складає 1230°С), що форпідключення до джерела живлення, а також опемує робочу поверхню - вісім зубців (див. Фіг.2.). рацію заливання у формуючий пристрій рідкого Заготовку шарошки - виріб 1 розміщували на метала для наплавлення. опорній плиті 4 всередині формуючого пристрою 2. Суть способу, що пропонується, полягає у наЗазор між зовнішню поверхнею виробу та форступному. Виріб 1, що підлягає наплавленню, муючим пристроєм заповнювали легкоплавким встановлюють у формуючий пристрій 2, і опоку 3 флюсом - бурою 9 (Тпл=742°С.). Нагрів виробу для на опорній плиті 4 таким чином, щоб поверхня, що наплавлення здійснювали за допомогою елекпідлягає наплавленню, була звернена до фортрошлакового процесу. Завдяки порівняно невемуючого пристрою 2 (див. Фіг.1). Зрозуміло, що ликій висоті шарошки здійснювали електрошлакоформуючий пристрій, опірна плита і опока мають вий нагрів одразу всієї внутрішньої поверхні без бути виконані з матеріалів, що мають температуру переміщення невитратного графітового електроду плавлення вище ніж температура солідуса металу 6 діаметром 40 мм. Для цього розплавлений у виробу, що підлягає наплавленню. Доцільно, щоб флюсоплавильній печі шлак 10, що має склад (ваг. формуючий пристрій, опірна плита виготовлялись %) 20Al2O3 - 10MgO - 10LiF - 60СаF2 заливали всез маловуглецевої сталі, а опока була футерована редину виробу 1, ви ще його вер хнього зрізу на 10 графітовими плитами 5. В зазорі між опокою 3 і мм. У верхній частині шлак утримувався вивідною виробом 1 розташовують невитратний (може бути надставкою 8. Після цього у шлаковій ванні розграфітовий) електрод 6, що має можливість петашовували невитратній графітовий електрод 6, реміщатися по вертикалі. Його, та опорну плиту 4 вмикали джерело живлення і встановлювали підключають до джерела живлення 7. На виробі 1 електричну потужність на шлаковій ванні 100 кВт зверху розміщують вивідн у шлаковдержуючу надшляхом зміни напруги холостого ходу джерела ставку 8. Зазор між поверхнею, що наплавляється, живлення. В ході нагріву виробу потужність на 7 77787 8 шлаковій ванні змінювали в залежності від темпезаливального пристрою 14 заливали рідкий приратури шлакової ванни, яку вимірювали за допосаджувальний метал, який було виплавлено в окмогою пірометра, який через систему вимірювання ремому сталеплавильному агрегаті. Температура температури и системи керування був з'єднаний з присаджувального металу, що заливали у зазор джерелом живлення. Пірометр та системи становила 1350°С. Рідкий флюс 9 витискався до вимірювання і керування на Фіг.2 не показано. піддону (на Фіг.2 не показано) для повторного виНагрів здійснювали при температурі шлакової користання. ванни, що не перевищував 1200°С, не допускаючи Під час заливки рідкого присаджувального меоплавлення контактуючи х зі шлаковою ванною талу та 7 хвилин після заливки нагрів виробу 1 стальних поверхонь. Нагрів вели до тих пір, доки шлаковою ванною 10 продовжували, після чого уся маса виробу, що підлягає наплавленню, не струм відключали, а шлак 10 зливали через дондосягла температури 1150-1200°С. При цьому поний витвір в опірній плиті 4 з засувкою (на Фіг.2 не верхня, що підлягає наплавленню, як вказано випоказано) для повторного використання. ще, захи щалась від окислення легкоплавким флюНаплавлений виріб з формуючим пристроєм сом 9. Плавлення цього флюсу відбувалось перегортали та вибивали виріб з формуючого призавдяки його нагріву від виробу, що наплавлявся. строю, що не визвало ускладнень, завдяки великій Таким чином розплавлення флюсу 9 це деяким конусності шарошки. чином свідоцтво про досягнення виробом належВинахід може бути використано у зварюванні ної для процесу наплавлення температури. Після та металургії, причому найбільший ефект може цього у зазор між поверхнею виробу 1, що набути одержаний при виробництві і ремонті плавлялась і формуючим пристроєм 2 на порошпорівняно коротких деталей, таких як шарошки коподібний легкоплавкий флюс 9 за допомогою бурових долот, біметалічні заготовки та ін. Комп’ютерна в ерстка М. Клюкін Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroslag hard-facing
Автори англійськоюTsykulenko Kostiantyn Anatoliovych, Shapovalov Viktor Oleksandrovych, Tsykulenko Anatolii Kostiantynovych, Bilyi Oleksandr Ivanovych, Melnyk Harii Oleksandrovych
Назва патенту російськоюСпособ электрошлаковой наплавки
Автори російськоюЦикуленко Константин Анатольевич, Шаповалов Виктор Александрович, Цикуленко Анатолий Константинович, Белый Александр Иванович, Мельник Гарий Александрович
МПК / Мітки
МПК: B22D 19/06, B22D 19/10, B23K 25/00, B22D 19/08
Мітки: наплавлення, спосіб, електрошлакового
Код посилання
<a href="https://ua.patents.su/4-77787-sposib-elektroshlakovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового наплавлення</a>
Спосіб електрошлакового наплавлення металу або сплаву та легкоплавкий шлак для його здійснення
Номер патенту: 69455
Опубліковано: 15.09.2004
Автори: Чернець Олександр Владиславович, Цикуленко Костянтин Анатолійович, Медовар Лев Борисович, Шевченко Віталій Юхимович, Ус Василь Іванович, Саєнко Володимир Якович, Цикуленко Анатолій Костянтинович, Патон Борис Євгенович, Федоровський Борис Борисович
МПК: B22D 19/10, B22D 19/16, B22D 11/04
Мітки: металу, наплавлення, шлак, легкоплавкий, сплаву, спосіб, здійснення, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення металу або сплаву, у якому створюють шлакову ванну, поміщають виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його без оплавлення теплом, яке генерують у шлаковій ванні пропусканням крізь неї електричного струму, і потім подають присадний метал або сплав на шлакову ванну, який відрізняється тим, що створюють шлакову ванну з легкоплавкого шлаку, вимірюють температуру шлакової ванни пірометром...
Спосіб електрошлакового наплавлення
Номер патенту: 13365
Опубліковано: 15.03.2006
Автори: Попов Борис Анатольович, Попов Анатолій Васильович
МПК: B23K 25/00
Мітки: електрошлакового, спосіб, наплавлення
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у жужільну ванну, обмежену поверхнею, що наплавляють, і кристалізатором, який відрізняється тим, що наплавлення ведуть під кутом 10-75° до горизонтальної поверхні, при цьому заготовку, що наплавляють, обертають відносно кристалізатора, а кристалізатор переміщують вздовж наплавленої заготівки зі швидкістю, яку визначають датчиком контролю рівня рідкого...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Медовар Борис Ізраїльович, Медовар Лев Борисович, Цикуленко Анатолій Костянтинович, Саєнко Володимир Якович, Цикуленко Костянтин Анатолійович, Шевченко Віталій Юхимович, Федоровський Борис Борисович, Ланцман Ізраїль Абович, Чернець Олександр Владиславович, Ус Василь Іванович
МПК: B22D 19/10, B22D 19/16, B22D 19/06, B22D 23/00
Мітки: перерізу, електрошлакового, спосіб, заготовок, наплавлення, круглого
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Майданнік Володимир Яковлевич, Шевцов Віктор Львович, Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: спосіб, наплавлення, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Спосіб електрошлакового зварювання чи наплавлення
Номер патенту: 68576
Опубліковано: 16.08.2004
Автори: Патон Борис Євгенович, Личко Іван Іванович, Ющенко Костянтин Андрійович
МПК: B23K 25/00
Мітки: спосіб, електрошлакового, наплавлення, зварювання
Формула / Реферат:
1. Спосіб електрошлакового зварювання чи наплавлення виробів, що включає встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електрода при його нагріванні до температури плавлення, підключення електрода і виробів до джерела живлення і...
Попередній патент: Термогравіметричний спосіб надлишкових вимірювань вологості продуктів
Наступний патент: Рецептор модуляторів 5ht2c, фармацевтична композиція на їх основі та їх застосування
Випадковий патент: Фармацевтичний склад, спосіб його одержання, спосіб лікування психотичних станів та гіперактивності